
Abstract
In recent years, hybrid composite materials are of increasing interest during the search for new materials to be used as ballistic barriers (shields) and kinetic energy absorbers. The main objective of this study is to test the energy absorption capacity of Zn-Al alloys filled with various polymer materials (epoxy resin, polyurethane resin and silicone). The ballistic resistance of modern hybrid materials to direct firing of a 5.56 × 45 mm SS109 projectile and during quasi-static piercing test is examined. Next, a numerical simulation in the ABAQUS environment is performed. In order to accurately reproduce the foam structure, a computed microtomography (CT) system is used. In the simulation of deformations of viscoplastic bodies, the Lagrange and Smoothed Particle Hydrodynamic (SPH) methods are applied. The obtained results from numerical analyses are verified with experimental results. Metallic foams are proven to have only a remote influence on the impact load, while, when filled with polyurethane resin, they show resistance to the overshoot. Performed simulation supports the detailed analysis of the impact energy dissipation for each of the samples.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Continuous development of firearms has led to a search for modern solutions and materials for the personal protection of life and strategic military facilities. In recent years, hybrid composite materials have become increasingly popular, entering the trend of seeking new solutions as ballistic barriers (shields) or kinetic energy absorbers. For personal protection, it is common to use composites reinforced with Kevlar or Twaron aramid fabrics as well as those based on ultra-high molecular weight polyethylene fibres of the Dyneema or Spectra type. Multi-layered ballistic shields are used both for personal and object protection. Complex solutions using metals, ceramics, and polymers have been described in several publications [1,2,3, 5]. Also, the authors of this work took up the subject of layered composites as ballistic shields [1, 4]. The topic of metallic foams as layers in composite armour, including their ballistic effectiveness, was described, among others, in the works of Garcia-Avila et al. [2, 6] as well as other authors [3, 7, 8]. Metallic composite foams are light, porous, high-strength materials that can absorb significant amounts of energy. Garcia-Avila et al. [2, 6] tested metallic foams produced by powder metallurgy method based on 2 mm hollow steel balls and steel powder with 44 μm particle size, which was a matrix material. The produced metal foams in combination with the ceramic fluid were tested under ballistic loading using 7.62 × 51 mm M80 and 7.62 × 63 mm M2 projectiles. The authors proved the ability of the tested material to absorb ballistic energy. Other ballistic resistance tests concerned polyurethane foams with aluminium cladding, in which the authors [9] tested resistance to firing with cylindrical and conical projectiles in the 170–240 m·s−1 range. Another work [10] is devoted to the main problems of dynamic loading of sandwich structures.
Jhaver R., Tippur H., et al. [11] investigated the energy absorption of IPC foam (interpenetrating phase composites). They have obtained IPC foam by infiltrating an open-celled aluminium foam with an uncured epoxy resin containing glass microspheres. In order to increase the adhesion between the open cell aluminium preform and the polymer, some of the preforms were coated with silane. The authors noticed increased adhesiveness between aluminium and epoxy resin as well as an increase in energy absorption by IPC foam with the addition of silane [11].
One of the crucial problems in the design of sandwich panels is their delamination during impact, which results in loss of material consistency. In order to prevent this effect, Ji et al. used a composite material reinforced with a metallic foam embedded in a polymer matrix of epoxy resin. The metallic foam in this case was composed of aluminium tubes arranged transversely (type I) or longitudinally (type II) to the surface of the composite material. It was shown that type II is a more favourable configuration that reduces strain during impact and allows absorption of impact energy [12].
Hou et al. investigated the impact resistance of sandwich panels with a spacer of aluminium foam with closed porosity (CYMAT) in static studies and for shot-through. Two foam thicknesses were used: 25 mm and 50 mm. External walls of various thicknesses were attached to the foams by epoxy binder. It was shown that as the cover thickness increases, the deformation and delamination of the rear zone after shooting are increased [13]. Attempts to model the phenomenon of shot-through of panels made of Al foam with closed porosity were made by Babakhani et al. (ABAQUS environment) [14].
Ryan et al. conducted comparative studies for ballistic covers filled with aluminium honeycomb core or aluminium foamed metal with an open porosity (PPI 10). Both of the used cores were 40 mm thick. At high and low speed of the impactor, the material filled with foam showed increased impact resistance – by 3% and 15%, respectively [15].
Klavzar et al. considered the possibility of using a core of nickel (Ni)-coated aluminium foam with open porosity (PPI 45, 30, 10) in ballistic shields. The addition of Ni provided a reduction of the deformation zone after shooting in relation to the reference samples without coating [16]. As the thickness of the nickel layer increased, an increase in the stiffness and strength of the foam was observed. In order to optimise the strength parameters along with the lowest possible mass of foam, the thickness of the Ni 50–75 μm coating was chosen as the most favourable [17]. Raviprasad et al. [18] analysed a group of materials comprising aromatic thermosetting co-polyester (ATSP) foam core sandwich and aluminium foam core sandwich, in order to compare their impact resistance within the speed range 240–540 m·s−1. Li et al. [19] analysed piercing of systems with an aluminium foam core with three types of impactors: flat ended; hemispherical nosed, and conical nosed, in the speed range up to 30 m·s−1. The impact of some key parameters on the overall behaviour of the tested materials in terms of energy absorption, such as impact energy, core thickness, core density, and impactor shape, were investigated. Dynamic tests on closed-cell aluminium alloy foams were analysed in the paper [20], where the mechanism of damage for different stress variants was examined by means of quasi-static tests. Damage surfaces under shock load conditions were determined experimentally.
As cores used in sandwich composites for ballistic applications, honeycomb sheets, metallic foams, or structures made by 3D printing are used [21,22,23]. Metallic foams are characterised by high specific stiffness and the ability to absorb impact energy.
The ability to absorb impact energy is conditioned, among others, by the structure of the honeycombs, as shown in [24, 25]. Using a fragment simulating projectile (FSP) [26] weighing 1.1 g at a speed of 350 m·s−1, according to the study [24], the relationship between the structure of the honeycomb core and three types of unit cell configuration (regular hexagons, rectangular, and in-depth) and the ability to absorb energy depending on the load were determined. However, in [25] the mechanisms of damage and deformation of sandwich honeycomb structures reinforced with functionally stepped faceplates under ballistic impact were examined. The ballistic performance for specific types of honeycombs (hexagonal, in-depth, square, triangular, and round) was studied in [27].
An interesting trend is the use of metal syntactic foams in vehicle construction and armour. These foams are synthesized by dispersing the hollow particles in the matrix material, resulting in a density of less than 1 g·cm−3. According to the authors [28], future trends in these materials will include, among others, the development of syntactic foams for dynamic loading conditions.”
Metallic foams can be divided according to the method of manufacturing into cast ones and those obtained by powder metallurgical methods with the addition of blowing agents [29,30,31]. The above-mentioned studies described foams made by powder metallurgy. Meanwhile, the metallic foams for ballistic tests proposed by the authors of the work were made using the casting method, which is a different method than in the works mentioned above. The properties of metallic foams, apart from the type of metal, depend to a large extent on the production method. Variously manufactured foams differ in structure (open-cell or closed-cell), wall thickness, pore size, and thus their density and mechanical, thermal and electromagnetic properties [32,33,34].
Based on the experience of other authors regarding the use of metallic foams as ballistic shields, in this paper it was decided to study the energy absorption capacity of Zn-Al alloys filled with various polymer materials. For comparison, three polymers with different mechanical properties, showing different mechanisms of energy absorption, were chosen. The selection of a foundry production method for the described applications of metallic foams, including their combination with polymer cores, supplements the knowledge in this field, as the synergy effect ensured by the filling material reinforces the ballistic resistance.
2 Methodology
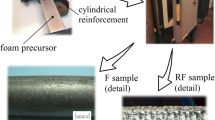
The metallic foams used for ballistic tests were produced using investment casting technology, which is based on the lost-wax method. As a model, a polyurethane filtration foam with an open porosity of 10 PPI produced by Interchemall (Poland) was used, coated with Freeman Ruby Red casting wax. The foam has a wax gating system and two side plates of 1 mm thickness. Subsequently, the prepared model was covered with casting mass based on Gold Star XXX plaster. The mould was further subjected to a firing cycle in the furnace during which the model was destroyed, leaving an empty space precisely reproducing the shape of the model. The two-stage firing cycle lasted 17 h, and the maximum temperature obtained during it was 730 °C. The mould at 400 °C was filled in the autoclave by gravity casting pressure-assisted method with a Zn-Al liquid alloy (ZL5, Al: 3.8–4.2%, Cu: 0.7–1.1%, Mg: 0.035–0.06%, Fe: max 0.02%, Pb: 0.003%, Zn: remainder). The plaster mass was mechanically removed to obtain a readily cast part. The stages of model preparation are presented in Fig. 1. An exemplary casting and its structure in enlargement are shown in Fig. 2.

The stages of model preparation: a) PUR foam of PPI 10, b) foam with side-plates after covering with wax

Exemplary casting of metallic foam: a) view of the casting, b) open-cell foam structure with visible irregularity and continuity defects
Four metallic foam castings with dimensions of 60 × 60 mm and thickness of 40 mm were prepared using the method described above. Three of them were filled with polymers. One of the samples was left as a "0" sample, as a reference for the remaining metallic foams. The following polymer materials were used: epoxy resin from Havel Composites (“EP”), a polyurethane resin from BASF (“PU”), and silicone Gumosil S from Silicones Poland (“SI”).
The applied epoxy resin belongs to the group of bisphenol resins, obtained from the reaction of polyaddition of bisphenol and epichlorohydrin of glycerol. Its molecule contains reactive epoxide and secondary hydroxyl groups. The resin was cured at room temperature. Primary amine was used as the hardener. The curing process involved opening the epoxide ring, connecting the hydrogen atoms of the amine, and forming a hydroxyl group while simultaneously incorporating the amine molecule between the resin molecules.
One of the polymeric fillings of metallic foam was a two-component thermoplastic polyurethane resin. Component A, i.e. Elastocoat C, was a mixture of diethylmethyl benzodiamine and polyether diamine. Component B was a mixture of 3-isocyanatomethyl-3,5.5-trimethylcyclohexyl isocyanate and isophorone diisocyanate. In the reaction of isocyanates containing more than two isocyanate groups in the molecule or polyhydroxyl compounds, cured polyurethanes are formed. The hardening reaction of the resin took place at room temperature. Both components were mixed in a 1:1 ratio.
Rubber Gumosil S belongs to the group of hardened polyconductive rubbers. The silicone was prepared by mixing the base (part A) with the catalyst (part B) in a ratio of 5:100 catalyst to rubber system by weight.
Figure 3 shows a view of the manufactured metallic foams with and without polymer fillings before ballistic tests. Table 1 presents a more detailed description of the manufactured samples.

Samples of metallic foams before ballistic tests – from the left: a) EP; b) PU; c) 0; d) SI
3 Ballistic Experiment
The samples were manufactured in accordance with the procedure described in point 2 and were further evaluated for impact resistance on the ballistic track, firing them with a 5.56 × 45 mm projectile (SS109 bullet) delivered by Mesko (Fig. 4).

Conditions of the ballistic test: a) mounting of samples; b) ballistic barrel
The test was carried out according to the criteria contained in the CEN EN 1522 standard [35]. The performed shootings gave the following results, summarised in Table 2 and Figs. 5 and 6.

View of filled foams after shooting: a) EP sample—brittle fracture, tearing off the opposite wall, b) PU sample—no perforation

View of filled foams after shooting: a) SI sample – projectile inlet, diameter 8 mm, b) PU sample – projectile inlet, diameter 8 mm, c) SI sample—projectile outlet, diameter approx. 20 mm, d) PU sample, no perforation, change of the projectile trajectory
The figure below shows the results in the form of kinetic energy, where for each sample the initial impact energy and residual energy associated with the shot are estimated. Only sample number 3 (PU sample) absorbed all the energy of the projectile (see Fig. 7).

Graph of impact energy and residual energy when firing samples with 5.56 mm SS 109 projectile
As could be predicted, sample 1 ("0") had the worst impact energy absorption parameters. Subsequently analysed strengthening of the core of metallic foams with polymer composite fillers significantly improves this effect.
4 Perforation Test
The aim of the quasi-static piercing test was to estimate the maximum force to destroy the samples when piercing them with a punch with a geometric shape identical to the shape of the projectile. For this purpose, the MTS machine was adapted to pierce at the maximum speed that can be obtained in this type of test. The test stand was modified for the needs of the test, as shown in Fig. 8.

Test stand for piercing samples: (a) adapted MTS machine, (b) punching sample, (c) punch dimensions
The piercing speed was set at 30 mm·s−1 and sampling was set at 4 kHz. During the test time, the displacement and force were recorded.
The result of these studies was to obtain graphs, which are presented in the drawing below (Fig. 9).

Results of piercing of samples: (a) force versus time plot for specimen No.1, (b) force versus displacement plot for specimen No.1, (c) force versus time plot for specimen No. 2, (d) force versus displacement plot for specimen No. 2, (e) force versus time plot for specimen No. 3, (f) force versus displacement plot for specimen No. 3, (g) force versus time plot for specimen No. 4, (h) force versus displacement plot for specimen No. 4
From Fig. 9a, b it can be seen that for the puncture of the sample in quasi-static conditions the value of the maximum force to destruction was 114 N. At this force, with the diameter of the penetrator equal to 5.7 mm, the diameter of destruction of the sample damage was 25 mm (Fig. 9a), while in ballistic tests it was only 8 mm. Analysing the piercing of sample 2 (see Fig. 9c, d), the core of which was reinforced with epoxy resin (see Table 1), the necessary force for destruction was 573 N. In this case, the area of the destroyed part of the sample from the piercing entry side already had a diameter of 17 mm. It can be concluded that there was a slightly different mechanism of energy absorption in relation to sample 1.
The results obtained during quasi-static piercing of sample 3, which in ballistic tests stopped the projectile, are depicted in Fig. 9e, f.
A maximum force of 336 N was recorded for this sample. The obtained force value was 41.4% lower than for sample 2, and yet in ballistic tests it proved to be much more effective in absorbing impact energy. Also, damage from the side of the entrance hole had a larger diameter of 20 mm.
The piercing mechanism of sample 4, which was strengthened with silicone, see Table 2.
In this case, the damage process from the piercing side is characterised by the formation of a crack on the cladding surface; furthermore, the punch penetrated the sample by pushing the core of the material. The maximum force registered was 335 N.
It is well known that an impact initiates elastic waves propagating from the point of impact. Material attenuation and energy dissipation are related to wave propagation [36, 37]. In this case, the duration of the load is much longer than the time of the transverse waves reaching the structure limits, and this is characteristic of a quasi-static load, so the damage mechanism differs in the case of the impact load [38,39,40]. The differences are shown in Fig. 10.

Comparisons between different impact responses: (a) wave controlled, (b) boundary controlled
The result of these studies was the determination of the maximum forces that were used in the further sections of the study, namely in the development of numerical models of punctured samples which is a reflection of similar assumptions from the literature on the subject [41, 42].
However, the conclusion that results from this part is that the strengthening of the core of metallic foams by polymers causes differentiation of the mechanisms of their damage. This can be explained by the fact that the force–displacement curve (see Fig. 9b, d–h) recorded during this test will be the reference for estimating the absorbed impact energy in terms of ballistic limit estimation from residual velocity.
After the change of penetration force with displacement is identified, as shown in Fig. 9 (right side), the behavior is linear to point A, where the deformation is irreversible. The stiffness of the samples suddenly drops from point A to B and the load increases again to point C, then, as the punch advances, it drops back to point D to increase again to point E, where shear stress causes the samples to perforate. The included area under the curve between the points A-E represents the energy stored during the qusi-static sample perforation tests. In point E, there is a rapid decrease in the load with the displacement of the punch, i.e. the sample is completely punctured. Based on the course of the idealized curves, it can be noticed that these regions are different for the analyzed samples. The curve for sample 3 shows the largest area (see Fig. 9f). This sample also showed the greatest dissipation of impact energy during firing (see Fig. 7). On the other hand, sample no. 1 has a slightly different nature of the curve between points A and E. This is due to the fact that the sample core was not additionally filled with polymer, but was only aluminum foam.
In the case of sample 1, the linear stiffness up to point A was also registered. As the punch advances, the load drops to point B and increases rapidly again to point C. From point C, the punch moves, which pushes the foam material to be cut in the direction of movement, to point D. From point D the lower lining of the sample begins to perforate to reaching the range of point E. From point E, the resistance of the punch is probably only the resistance due to friction at the periphery of the punch material and the punch.
The destruction behavior of specimens in quasi-static punching can be divided into three areas: I—shear failure of the upper cladding (skin), II—tensile failure of the polymer-foam core, III—shear and crack failure of the lower cladding (see Fig. 11). In the case of sample no. 1, area II—the material is primarily radially pushed and stretched.

Idealized load–displacement diagram showing the various stages of specimen response
In the case of overshooting the samples, the damage mechanism is similar, with the difference that the damage areas mentioned are limited to the local (minor) range and depend on the strain rate. This can be successfully seen from the entry holes (see Table 2 and Fig. 9a, c and e). The obtained results largely correspond to the results of the literature [43,44,45,46].
5 Numerical Analysis Using the EFM and SPH Methods
5.1 Description of the Preparation of Geometric Models of the Samples and Projectile
The three-dimensional foam model was reconstructed using the technical microtomography method. The CT system used in the foam test was equipped with an X-ray tube with a focused micro-beam with a minimum focal spot of 7 μm and a maximum acceleration voltage of 225 kV. The lamp was equipped with a tungsten target and generated a beam of radiation formed into a cone with an aperture angle of 15.5°. A 16-bit detector with a resolution of 1024 × 1024 pixels (pixel size 400 μm) was placed at a fixed distance of 1501 mm from the radiation source. Due to the low level of disturbance in the case of CT reconstruction of low-density reconstruction objects, polyurethane foam was chosen for studies (Fig. 12a). The measurement parameters are listed in Table 3.

Scheme of CT data analysis allowing the simulation of reconstructed geometry
The scheme of the process of obtaining a three-dimensional foam geometry based on CT reconstruction is shown in Fig. 12. The obtained results of the reconstruction were segmented using the local adaptive method of data thresholding. The volume of the volumetric model acquired in this way is approximated by a surface model (triangle mesh). Then, the mesh of triangles was processed to improve its quality, eliminate surface interference, and reduce the number of triangles. The surface grid thus prepared was converted to a three-dimensional "tetra" grid, allowing it to be loaded into the FEM simulation software. A bullet model 5.56 mm SS109 was prepared. The projectile was implanted as a deformable element with a jacket (Fig. 13).

Methodology of model preparation: a) physical model, b) geometrical model, c) cross-section of physical model, d) quarter of numerical model
6 Numerical Simulation and Results
The ballistic simulation was carried out in the ABAQUS environment. The speed was initially set at 850 m·s−1. For metallic materials, the Johnson–Cook (J-C) destruction model was used, taking into account the deformation rate [47,48,49]. The yield stress in the J–C model is a function of effective plastic deformation, strain rate, and temperature:
where σ is the equivalent stress, and εp is the equivalent plastic strain. The material constants are A, B, m, n, and C. A is the yield stress of the material under reference conditions, B is the strain hardening constant, n is the strain hardening coefficient, C is the strengthening coefficient of the strain rate, \({\dot{\varepsilon }}_{p}\) is a ratio equivalent plastic strain rate, \({\dot{\varepsilon }}_{0}\) is the reference strain rate, m is the thermal softening exponent, T is the actual temperature based on plastic work, Tm is the melt-point temperature, and 298 K is the reference temperature accepted by convention as this value (such as room temperature).
The destruction in the J–C model is associated from the εf parameter is described by the following equation:
where: \({d}_{1}, {{d}_{2}, {d}_{3},d}_{4}, \mathrm{and} {d}_{5}\) are material parameters, σ* is a dimensionless ratio expressed as the pressure P and σ is the effective stress (von Mises equivalent stress), and T* is the homologous temperature.
In the analysed case, the damage in the J–C model was described by a progressive model according to the material, which was the aluminium alloy. It should be emphasised that the parameters used to identify damage initiation are largely simplified [50, 51]. This is due to the fact that for the three-axis state of stress, the values in all directions are distributed evenly. Stiffness matrices are symmetrical, and 1/3 values can be taken. Also, the temperature flow can be omitted because there is a high temperature inertia in relation to the phenomenon of damage (piercing). It was assumed that the damage related to the accumulation of plastic deformation for the aluminium alloy was reduced to the form:
where \({\varepsilon }^{f}\) is the strain at damage initiation, \(\dot{\varepsilon }\) is the strain rate corresponding to aluminium alloy, and \({\dot{\varepsilon }}_{0}\) is the reference strain. The reference strain rate value (\({\dot{\varepsilon }}_{0}\)) in the calculation was adopted on the level 0.0001 s−1.
To discretise the metallic foam, a CAD model was used from a computed tomograph (see Fig. 12). Simulations were modelled as a double symmetry with respect to the X and Z axes. Preliminary simulations describing the tested composite with the Lagrange equations are insufficient and not very precise because the mesh distortions are too large (see Fig. 14). The next step was to model the pierced armour with the smoothed-particle hydrodynamic (SPH) method using a free-points technique [52].

FEM simulation results
In the SPH method, the material is divided into subareas, and each of them is replaced by an element of material [53, 54]. These elements are described by the position vector ri, mass m, and corresponding physical properties. The considered elements of material are not discrete points, but they are characterised by reflection. The material constants are included in Table 4 and Table 5.
Preliminary results from the FEM numerical simulations are summarised in Fig. 14. As can be seen, the deformation of the mesh is unreliable.
The proposed solution to this problem was to use a hybrid method Arbitrary Lagrangian Eulerian (ALE) [61, 62] to model the process of shooting a sample with a foamed aluminium core.
The bullet structure and sample linings were modelled using the Lagrangian method, while the Euler technique was mainly applied to the soft body, which is metallic foam. Euler's space contains liquid material and also some void. This space for samples 2, 3 and 4 was filled with polymeric material as stated in the Methodology section. The fill factor for sample 2 was 18.2%, in sample 3 this factor was 27%, and in sample 4 the filling with polymeric material was 26.4%. The model of the polymer with the aluminum foam was presented in the form of a cubic geometry, which was digitized with solid elements. The interaction between the core and the facings has been assigned to the function "hard" contact.
Applied method of modelling the process of piercing metallic foam qualitatively reproduces the effects obtained during ballistic tests. Comparing both results (see Fig. 15) it can be assumed that the model was correctly developed. In comparison with the results of the quasi-static piercing (Fig. 15c), the destruction mechanism is quite different. In this case, the cladding is destroyed as a result of its cracking. The core filled with silicone causes the cladding support to be elastic, and hence elastic deflection of the sample occurs, which affects the mechanism of its destruction. As can be noticed, the speed of impact has a very large impact on the destruction process. The phenomenon of piercing at ballistic speeds is local, and piercing at low speeds is considered globally. This conclusion was confirmed in the literature [63].

An example of a puncture of sample 1 with a 5.56 mm SS109 bullet: (a) puncture in the ballistic test, (b) puncture in the numerical analysis, (c) puncture on the testing machine
This comparison can only be assessed in visual terms. Validation of numerical models in the field of impact energy dissipation is presented in the discussion section.
On the example of numerical simulations, the bullet deformation was estimated (Fig. 16). The bullet piercing through the analysed samples is deformed only in the apical part. This is understandable, because this part includes only the material of the jacket. The steel core as shown in Fig. 13c is offset by approx. 2.5 mm. This part of the projectile is susceptible to plastic deformation. However, the entire core structure remains intact, as illustrated in Fig. 16.

View of the core of the projectile after passing through the material, in the numerical simulation
The final part of the numerical simulations was to obtain the projectile speed over time for individual samples (Fig. 17). As shown in Fig. 17, sample 3 stopped the projectile. In sample 1, the outlet velocity was estimated at 800 m·s−1. For sample 4, the outlet velocity was estimated at 635 m·s−1, whereas for sample 2 it was approx. 530 m·s−1.

Piercing speed chart for numerical simulations
As can be seen in scientific studies, most of the numerical analyzes are related to the low penetration speeds of aluminum foams [64, 65], so comparing the results is quite difficult. On the other hand, the similarity in the course of the procedure in the development of numerical models and initial-edge assumptions of the process of piercing materials with cores made of aluminum foams should be emphasized.
7 Discussion
From the experimental tests carried out on firing samples made of metallic foams that were filled with polyurethane (PU) resin, epoxy resin (EP), and SI silicone, it can be concluded that sample 3 (PU) absorbed the total energy of the impact (see Fig. 7). Unfortunately the remaining samples are not a promising solution for dissipating energy against firing with indirect ammunition (5.56 × 45 mm). A comprehensive analysis using the residual velocity determination for a 5.56 mm SS109 shell of domestic production was carried out based in studies [66, 67]. The measured initial (vi) and residual (vr) velocities were used to construct the residual velocity curve according to the following relationship [68, 69]:
where a and b are the coefficients, and vbl is the ballistic limit velocity. Based on the assumptions of Recht and Ipson, a and b can be expressed analytically as follows [67, 70]:
where mp is the projectile mass, mpl the plug mass, ρt the target density, rp the projectile radius, and ht the target thickness.
The results obtained are summarised in Table 6.
In the analysis of the results, it was taken into account that when piercing the target material, this phenomenon is characterised by spalling or plugging. Therefore, the knock-out and chipped material has a certain speed. The speed in the analysed case was adopted as the speed of the bullet after penetration. This made it possible to estimate parameter a based on the relationship in (10). Residual speed diagrams were made for individual samples with specific parameters a and b (see Table 6) (see Fig. 18).

Residual velocity graph based on the Recht-Ipson model for the analysed samples
It should be noted that sample 1 has the worst energy consumption parameters. This is to be expected because the aluminium alloy from which the core was made has average parameters in the field of impact resistance, as demonstrated in earlier studies by the authors [44, 45]. Reinforcing the analysed alloy brought measurable effects. Therefore, in this case the core was further strengthened, as was included in the Methodology section. The analysis of the above results showed that the polyurethane-reinforced metallic foam fulfilled its task.
On the basis of residual energy diagrams, the energy absorption characteristics are clearly visible. Sample 1 (no filler) showed the worst ballistic parameters. Above speed vr = 60 m·s−1, the nature of changes in residual speed as a function of initial speed took on a linear shape. For the remaining samples (EP and SI), the range where vi = vr was shifted well above 200 m·s−1 for vr. The PU sample in the analysed case absorbed the total impact energy, i.e. vi = vbl.
Comparing the values obtained from the ballistic and numerical experiments, slight differences were observed. The results are summarised in Fig. 19. The findings compiled in the graph show that the ballistic limit for sample 1 ranged from 50 m·s−1 to 60 m·s−1. As can be seen, there is a good correlation between experimental and numerical results. This discrepancy is caused, among others, by the fact that from the very beginning the simulation assumed an initial speed of 850 m·s−1, and in the experiment the measured speed was 889 m·s−1, already causing a difference of 39 m·s−1.

Comparison of residual velocity for sample 1
The correlation of results for sample 2 is presented below (Fig. 20). The differences result from the adopted calculation method. While the mathematical model itself provides a good approximation, the applied numerical method for polymer filling – the Euler method – shows no convergence. This method works very well for modelling the phenomena of media with high deformation. For epoxy resin, where the relative deformation is small, this method shows discrepancies in the results. For this sample, the obtained numerical and experimental results show a slightly worse correlation compared to sample 1. It should be noted that the sample core was additionally reinforced with epoxy resin. This slight discrepancy may have been caused by inaccuracies in the accepted boundary conditions of the numerical simulation.

Comparison of residual velocity for sample 2
The results for sample 4 and the numerical results also correlate very well. Slight discrepancies result from errors at the beginning, as was mentioned earlier. The results obtained for this sample are shown in Fig. 21.

Comparison of residual velocity for sample 4
The summarized results of the residual velocity, compiled on the basis of the experimental results and numerical simulations of the authors, correspond with the studies of other authors. As can be seen in [71], the presented models based on the puncturing of an aluminum alloy were implemented at low conical velocities, which are characterized by the similarity of the drift results with the analyzed sample no. 1. Based on the work [70], a group of aluminum alloys was analyzed. In this work, an impactor with a spherical and blunt tip was analyzed. The main goal of the analysis was to determine the detailed mechanisms of material destruction based on the impact of the projectile on the target.
In summary of the discussed results, when assessing the residual speed, it was assumed that the initial velocity vi measured after the outlet of the barrel over a distance of 10 m was constant, i.e. the correction of the air resistance effect was omitted. The velocity correction is based on the exponential distribution law with a constant resistance coefficient Cd. No deformation of the bullet core was observed. Visible pulling of the jacket caused by the inertia of the lead core acting on the steel part was present. In the simulation, the friction between the jacket and the core was omitted. The simulation showed that the zone of elastic and plastic deformation in the pure foam is relatively small.
8 Conclusions
Open-cell metallic foams have only a remote influence on the impact load. Only the sample filled with polyurethane resin showed resistance to the overshoot. Quasi-static piercing tests were performed to provide a better insight into the destruction mechanisms. The numerical methods used in the process of firing materials with metallic foams were conducted for comparison with experimental results. As noted, the simulation proved to be helpful in the detailed analysis of the impact energy dissipation by individual material samples. It should be noted that two methods (FEM, SPH) were used to evaluate the effectiveness of numerical simulations, which consequently compared the final effect in a qualitative way.
Summing up, the use of unreinforced cast open-porous metallic foams as fillers in ballistic shield structures subjected to point damage is an inappropriate solution, as demonstrated by the results obtained herein (Table 2). The observed foam’s plastic deformation is relatively small, therefore its full energy absorption potential is not utilized. Nevertheless, the combination of hereby proposed foams with polyurethane resin cores improved the ballistic resistance to the sufficient level that the overshoot could be avoided. In the next stage of the research, attention will be focused on assessment of the possibility of using metallic foams in the structures of composite spacers to absorb the impact of the detonation wave over a large area.
Data Availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
Code Availability
Not applicable.
Change history
07 December 2021
A Correction to this paper has been published: https://doi.org/10.1007/s10443-021-09992-x
References
Pyka, D., Jamroziak, K., Blazejewski, W., Bocian, M.: Calculations with the finite element method during the design ballistic armour. In: Proceedings of the 13th International Scientific Conference Computer Aided Engineering (Rusinski E and Pietrusiak D), Springer International Publishing AG, 451459 (2017). https://doi.org/10.1007/978-3-319-50938-9_47
Garcia-Avila, M., Portanova, M., Rabieia, A.: Ballistic performance of composite metal foams. Compos. Struct. 125, 202–211 (2015). https://doi.org/10.1016/j.compstruct.2015.01.031
Zhao, H., Elnasri, I., Girard, Y.: Perforation of aluminium foam core sandwich panels under impact loading-An experimental study. Int. J. Impact Eng. 34, 1246–1257 (2007). https://doi.org/10.1016/j.ijimpeng.2006.06.011
Pach, J., Pyka, D., Jamroziak, K., Mayer, P.: The experimental and numerical analysis of the ballistic resistance of polymer composites. Compos. Part B 113, 24–30 (2017). https://doi.org/10.1016/j.compositesb.2017.01.006
Kolopp, A., Rivallant, S., Bouvet, C.: Experimental study of sandwich structures as armour against medium-velocity impacts. Int. J. Impact Eng. 61, 24–35 (2013). https://doi.org/10.1016/j.ijimpeng.2013.05.007
Garcia-Avila, M., Portanova, M., Rabieia, A.: Ballistic performance of a composite metal foam-ceramic armor system. Procedia Mater. Sci. 4, 151–156 (2014). https://doi.org/10.1016/j.mspro.2014.07.571
Zhang, J., Qin, Q., Xiang, C., Wang, T.J.: Dynamic response of slender multilayer sandwich beams with metal foam cores subjected to low-velocity impact. Compos. Struct. 153, 614–623 (2016). https://doi.org/10.1016/j.compstruct.2016.06.059
Kucewicz, M., Baranowski, P., Malachowski, J., Poplawski, A., Platek, P.: Modelling, and characterization of 3D printed cellular structures. Mater. Design. 142, 177–189 (2018). https://doi.org/10.1016/j.matdes.2018.01.028
Alavia Nia, A., Ranjbarzadeh, H., Kazemi, M.: An Empirical Study on Ballistic Resistance of Sandwich Targets with Aluminum Facesheets and Composite Core. Lat. Am. J. Solids Struct. 14, 1679–7825 (2017). https://doi.org/10.1590/1679-78253390
Daniel, I.M., Gdoutos, E.E., Rajapakse, Y.D.S.: Major Accomplishments in Composite Materials and Sandwich Structures. Springer, Dordrecht, Heidelberg London New York (2009)
Jhaver, R., Tippur, H.: Processing, compression response and finite element modeling of syntactic foam based interpenetrating phase composite (IPC). Mater. Sci. Eng. A. 499, 507–517 (2009). https://doi.org/10.1016/j.msea.2008.09.042
Ji, G., Ouyang, Z., Li, G.: Debonding and impact tolerant sandwich panel with hybrid foam core. Compos. Struct. 103, 143–150 (2013). https://doi.org/10.1016/j.compstruct.2013.04.006
Hou, W., Zhu, F., Lu, G., Fang, D.N.: Ballistic impact experiments of metallic sandwich panels with aluminium foam core. Int. J. Impact. Eng. 37, 1045–1055 (2010). https://doi.org/10.1016/j.ijimpeng.2010.03.006
Babakhani, A., Golestanipour, M., Zebarjad, S.M.: Modelling of aluminium foam core sandwich panels under impact perforation. Mater. Sci. Technol. 32(13), 1330–1337 (2016). https://doi.org/10.1080/02670836.2015.1122297
Ryan, S., Hedman, T., Christiansen, E.L.: Honeycomb vs. foam: Evaluating potential upgrades to ISS module shielding. Acta Astronaut. 67, 818–825 (2010). https://doi.org/10.1016/j.actaastro.2010.05.021
Klavzar, A., Chiroli, M., Jung, A., Reck, B.: Protective performance of hybrid metal foams as MMOD shields. Procedia Eng. 103, 294–301 (2015). https://doi.org/10.1016/j.proeng.2015.04.050
Jung, A., Lach, E., Diebels, S.: New hybrid materials for impact protection. Int. J. Impact Eng. 64, 30–38 (2014). https://doi.org/10.1016/j.ijimpeng.2013.09.002
Raviprasada, S., Murzyn, C., Abueidda, D., Meyer, J., Kozuch, C., Glumac, N., Jasiuk, I.: Experimental ballistics and comparative quantification of novel polymer foam core sandwich structures. http://speautomotive.com/wp-content/uploads/2018/03/ET_JasiukRaviprasad_U-of-Illinois-at-Urbana-Champaign_Experimental-Ballistics-and-Comparative-Quantification-of-Novel-Polymer-Foam-Core-Sandwich-Structures.pdf [online 3.02.2020], (2020)
Li, Z., Zheng, Z., Yu, J.: Low-velocity perforation behavior of composite sandwich panels with aluminum foam core. J. Sandwich Struct. Mater. 15, 92–109 (2012). https://doi.org/10.1177/1099636212454538
Zhou, Z., Su, B., Wang, Z., Shu, X., Zhao, L.: Impact Response of Aluminium Alloy Foams Under Complex Stress States. Lat. Am. J. Solids Struct. 13, 665–689 (2016). https://doi.org/10.1590/1679-78252344
Xiong, J., Du, Y., Mousanezhad, D., Eydani Asl, M., Norato, J., Vaziri, N.: Sandwich Structures with Prismatic and Foam Cores: A Review. Adv. Eng. Mater. 21, 1800036 (2019). https://doi.org/10.1002/adem.201800036
Baranowski, P., Malachowski, J., Platek, P., Szafranska, A.: LENS Ti-6Al-4V alloy material properties determination for LS-Dyna package, AIP Conf. Proc. 2078 (2019). https://doi.org/10.1063/1.5092061
Zhao, L., Qian, X., Sun, Y., Yuan, M., Tang, F., Zhao, Y., Zhang, Q., Chen, Y.: Ballistic behaviors of injection-molded honeycomb composite. J. Mater. Sci. 53, 14287–14298 (2018). https://doi.org/10.1007/s10853-018-2611-y
Qi, C., Yang, S., Wang, D., Yang, Li-J.: ballistic resistance of honeycomb sandwich panels under in-plane high-velocity impact. Sci. World J. 892781 (2013). https://doi.org/10.1155/2013/892781
Gunes, R., Arslan, K., Apalak, M.K., Reddy, J.N.: Ballistic performance of honeycomb sandwich structures reinforced by functionally graded face plates. J. Sandwich. Struct. Mater. 21, 211–229 (2019). https://doi.org/10.1177/1099636-216689462
Szudrowicz, M.: Layered composite increasing the resistance of patrol and intervention vehicles to the impact of improvised explosive devices (IED) from below. Eksploat. Niezawodn. 20, 9–15 (2018). https://doi.org/10.17531/ein.2018.1.2
Wang, Y., Yu, Y., Wang, C., Zhou, G., Karamoozian, A., Zhao, W.: On the out-of-plane ballistic performances of hexagonal, reentrant, square, triangular and circular hone- comb panels. Int. J. Mech. Sci. 173 (2020). 105402.https://doi.org/10.1016/j.ijmecsci.2019.105402
Gupta, N., Rohatgi P.K.: 4.15 Metal Matrix Syntactic Foams. Comprehen. Compos. Mater. II, 4, 364–385 (2018). https://doi.org/10.1016/B978-0-12-803581-8.09971-929.
Baranowski, P., Platek, P., Antolak-Dudka, A., Sarzynski, M., Kicewicz, M., Durejko, T., Malachowski, J., Janiszewski, J., Czujko, T.: Deformation of honeycomb cellular structures manufactured with Laser Engineered Net Shaping (LENS) technology under quasi-static loading: Experimental testing and simulation. Addit. Manuf. 25, 307–316 (2019). https://doi.org/10.1016/j.addma.2018.11.018
Shepherd, T., Winwood, K., Venkatraman, P., Alderson, A., Thomas Allen, T.: Validation of a finite element modeling process for auxetic structures under impact. Phys. Status. Solidi. B. 1900197 (2020). https://doi.org/10.1002/pssb.201900197
Szymczyk, P., Hoppe, V., Ziolkowski, G., Smolnicki, M., Madeja, M.: The effect of geometry on mechanical properties of Ti6Al4V ELI scaffolds manufactured using additive manufacturing technology. Archiv. Civ. Mech. Eng. 20, 11 (2020). https://doi.org/10.1007/s43452-020-0011-y
Duarte, I., Ferreira, M.F.: Composite and nanocomposite metal foams. Mater. 9, 79 (2016). https://doi.org/10.3390/ma9020079
Lehmhus, D., Vesenjak, M., de Schampheleire, S., Fiedler, T.: From stochastic foam to designed structure: balancing cost and performance of cellular metals. Mater. 10, 922 (2017). https://doi.org/10.3390/ma10080922
Dmitruk, A., Naplocha, K., Zak, A., Strojny-Nedza, A., Dieringa, H., Kainer, K.: Development of pore-free Ti-Si-C MAX/Al-Si composite materials manufactured by squeeze casting infiltration. J. Mater. Eng. Perform. 28, 6248–6257 (2019). https://doi.org/10.1007/s11665-019-04390-8
European Standard EN 1522. Windows, doors, shutters and blinds-bullet resistance-requirements and classification. European Standard EN 1522; CEN: Brussels, Belgium (1998)
He, X., Rong, J-l., Xiaang, D-l.: Damage analysis of aluminium foam panel subjected to underwater shock loading. Schock and Vibration. ID 6031414 (2017). https://doi.org/10.1155/2017/6031414
Sahu, S., Mondal, D.P., Cho, J.U., Goll, M.D., Ansari, M.Z.: Low-velocity impact characteristics of closed cell AA2014-SiCp compositefoam. Compos. Part B 160, 394–401 (2019). https://doi.org/10.1016/j.compositesb.2018.12.054
Xiong, J., Du, Y., Mousanezhad, D., Asl, M.E., Norato, J., Vaziri, A.: Sandwich structures with prismatic and foam cores: A review. Adv. Eng. Mater. 21, e1800036 (2019). https://doi.org/10.1002/adem.201800036
Zhang, Q.N., Zhang, X.W., Lu, G.X., Ruan, D.: Ballistic impact behaviors of aluminum alloy sandwich panels with honeycomb cores: An experimental study. J. Sandw. Struct. Mater. 20, 861–884 (2018). https://doi.org/10.1177/1099636216682166
Ramachandra, S., Kumar, P.S., Ramamurty, U.: Impact energy absorption in an Al foam at low velocities. Scripta Mater. 49, 741–745 (2003). https://doi.org/10.1016/S1359-6462(03)00431-7
Elnasri, I., Zhao, H.: Impact perforation of sandwich panels with aluminum foam core: A numerical and analytical study. Int. J. Impact. Eng. 96, 50–60 (2016). https://doi.org/10.1016/j.ijimpeng.2016.05.013
Han, M.S., Cho, J.U.: Impact damage behavior of sandwich composite with aluminum foam core. T. Nonferr. Metal. Soc. 24, 42–46 (2014). https://doi.org/10.1016/S1003-6326(14)63286-6
Alexandra, M.O., Mihai, C.D., Marin, S., Ştefan, S.: Low-velocity impact testing of foam core sandwich panels. J. Eng. Sci. Inn. 3, 93–106 (2018)
Luo, G., Xue, P.: Investigations on the mechanism and behavior of dynamic energy absorption of metal foam. Lat. Am. J. Solids. Stru. 15, e47 (2018). https://doi.org/10.1590/1679-78254519
Kaczyński, P., Ptak, M., Gawdzińska, K.: Energy absorption of cast metal and composite foams tested in extremely low and high-temperatures. Mater. Des. 196, 109114 (2020). https://doi.org/10.1016/j.matdes.2020.109114
Damghani, M., Gonabadi, M.: Investigation of energy absorption in aluminum foam sandwich panels by drop hammer test: Experimental results. Mech. Mat. Sci. Eng. 7, 93–106 (2017). https://doi.org/10.2412/mmse.37.93.34
Steinberg, D.J., Lund, C.M.: A constitutive model for strain rates from 10–4 to 106 s-1. J. Appl. Phys. 65, 1528 (1989). https://doi.org/10.1063/1.342968
Bal, B., Karaveli, K.K., Cetin, B., Gumus, B.: The precise determination of the Johnson-Cook material and damage model parameters and mechanical properties of an aluminum 7068–T651 alloy. J. Eng. Mater. Technol. 141, 041001 (2019). https://doi.org/10.1115/1.4042870
Ijaz, H., Zain-ul-abdein, M., Saleem, W., Asad, M., Mabrouki, T.: Modified Johnson-Cook plasticity model with damage evolution: application to turning simulation of 2xxx aluminium alloy. J. Mech. 33, 777–788 (2017). https://doi.org/10.1017/jmech.2017.11
Kupchella, R., Stowe, D., Xiao, X., Algoso, A., Cogar, J.: Incorporation of material variability in the Johnson Cook model. Procedia Eng. 103, 318–325 (2015). https://doi.org/10.1016/j.proeng.2015.04.053
Johnson, G.R., Holmquist, T.J.: Test data and computational strength and fracture model constants for 23 materials subjected to large strains, high strain rates, and high temperatures. Los Alamos, NM, Report No. LA-11463-MS, Los Alamos National Laboratory (1989)
Randles, P.W., Libersky, L.D.: Smoothed Particle Hydrodynamics: Some recent improvements and applications. Compu. Methods Appl. Mech. Eng. 139, 375–408 (1996)
Fras, T., Colard, L., Pawlowski, P.: Perforation of aluminum plates by fragment simulating projectiles (FSP). Int. J. Multiphys. 9, 267–285 (2015). https://doi.org/10.1260/1750-9548.9.3.267
Heimbs, S.: Computational methods for bird strike simulations: A review. Comput. Struct. 89, 2093–2112 (2011). https://doi.org/10.1016/j.compstruc.2011.08.007
Kurzawa, A., Pyka, D., Jamroziak, K., Bocian, M., Kotowski, P., Widomski, P.: Analysis of ballistic resistance of composites based on EN AC-44200 aluminum alloy reinforced with Al2O3 particles. Compos. Struct. 201, 834–844 (2018). https://doi.org/10.1016/j.compstruct.2018.06.099
Kurzawa, A., Pyka, D., Jamroziak, K., Bajkowski, M., Bocian, M., Magier, M., Koch, J.: Assessment of the impact resistance of a composite material with en aw-7075 matrix reinforced with α-Al2O3 particles using a 7.62 × 39 mm projectile. Mater. 13, 769 (2020). https://doi.org/10.3390/ma13030769
Mackiewicz, A., Pyka, D., Pach, J., Jamroziak, K., Bocian, M.: Comparison of Numerical Modelling Methods of Innovative Materials for Ballistic Shields. R., Rana S. (eds) Advanced Materials for Defense. Springer Proceedings in Materials, 4, 119–127 (2020). https://doi.org/10.1007/978-3-030-34123-7_13
Overview of materials for Silicone Rubber. http://www.matweb.com/search/DataSheet.aspx?MatGUID=cbe7a469897a47eda563816c86a73520&ckck=1. Accessed 7 February 2020
https://www.zamak.us/zamak-5, date of use: 03.03.2021
Panowicz, R., Kołodziejczyk, D., Sybilski, K., Niezgoda, T.: Analysis of process of plate piercing by small dimension cylindrical element. Problems of Mechatronic: Armament, Aviation, Safety Engineering. 5, 2 (16), 77–90 (2014).
Gasiorek, D., Baranowski, P., Malachowski, J., Mazurkiewicz, L., Wiercigroch, M.: Modelling of guillotine cutting of multi-layered aluminum sheets. J. Manuf. Process. 34, 374–388 (2018). https://doi.org/10.1016/j.jmapro.2018.06.014
Barlow, A.J., Maire, P.H., Rider, W.J., Rieben, R.N., Shashkov, M.J.: Arbitrary Lagrangian Eulerian methods for modeling high-speed compressible multimaterial flows. J. Comput. Phys. 322, 603–665 (2016). https://doi.org/10.1016/j.jcp.2016.07.001
Zukas, J.: Introduction to hydrocodes. Elsevier Science. The Netherlands, Amsterdam (2004)
Farahat, H., Brooghani, S.Y.A.: Effect of heat treatment on the low velocity impact response of A356/SiCp composite foam. J. Mech. Sci. Technol. 31, 3347–3354 (2017). https://doi.org/10.1007/s12206-017-0624-0
Marx, J., Rabiei, A.: Overview of composite metal foams and their properties and performance. Adv. Eng. Mater. 19, e1600776 (2017). https://doi.org/10.1002/adem.201600776
Ipson, T.W., Recht, R.F.: Ballistic-penetration resistance and its measurement. Exp. Mech. 15, 249–257 (1975). https://doi.org/10.1007/BF02318057
Børvik, T., Forrestal, M.J., Hopperstad, O.S., Warren, T.L., Langseth, M.: Perforation of AA5083-H116 aluminium plates with conical-nose steel projectiles - Calculations. Int. J. Impact. Eng. 36, 426–437 (2009). https://doi.org/10.1016/j.ijimpeng.2008.02.004
Ben-Dor, G., Dubinsky, A., Elperin, T.: On the Lambert-Jonas approximation for ballistic impact. Mech. Res. Commun. 29, 137–139 (2002). https://doi.org/10.1016/S0093-6413(02)00246-X
Haque, B.Z.G., Gillesoie, J.W.: A new penetration equation for ballistic limit analysis. J. Thermoplast. Compos. 28(7), 950–972 (2015). https://doi.org/10.1177/0892705713495430
Rodriguez-Millan, M., Garcia-Gonzalez, D., Rusinek, A., Arias, A.: Influence of stress state on the mechanical impact and deformation behaviors of aluminum alloys. Metals 8, e520 (2018). https://doi.org/10.3390/met8070520
Bendarwa, A., Jankowiak, T., Łodygowski, T., Rusinek, A.: Experimental and numerical analysis of aluminum alloy AW5005 behavior subjected to tension and perforation under dynamic loading. J. Theor. App. Mech.-Pol. 55, 1219–1233 (2017). https://doi.org/10.15632/jtam-pl.55.4.1219
Funding
Calculations were carried out in Wroclaw Centre for Networking and Supercomputing (http://www.wcss.pl), grant No. 452.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The Authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: There was a mistake in Table 4. Young's modulus for St45, lead and brass should be times 106 not 103.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dmitruk, A., Naplocha, K., Pach, J. et al. Experimental and Numerical Study of Ballistic Resistance of Composites Based on Sandwich Metallic Foams. Appl Compos Mater 28, 2021–2044 (2021). https://doi.org/10.1007/s10443-021-09957-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-021-09957-0