
Abstract
The honeycomb pattern possesses a distinctive hexagonal structure capable of seamless repetition on a flat surface, leaving no gaps. Moreover, all arm thicknesses and angles are equal to one another. This remarkable configuration is deemed biomimetic, with numerous examples found in nature. Notably, it exhibits remarkably low density and exceptional mechanical strength. MAX phase films have gathered significant attention due to their exceptional capacity to amalgamate the essential properties of both metals and ceramics. Additionally, they possess the unique ability to effectively mend surface cracks that may arise as a result of friction-wear, restoring the material to a certain degree of integrity. In this study, Ti2AlN MAX phase thin films were deposited on M2 steel substrates by a closed field unbalanced magnetron sputtering system (CFUBMS). 750 °C heat treatment was applied to obtain the produced films in crystalline form. In addition, plasma etching parameters suitable for the phase structure of the deposited film were determined. With the inductive coupling plasma etching (ICP) process, the honeycomb pattern was given to the Ti2AlN MAX phase films with a continuous and smooth geometry at a depth of 2 μm. This study gives ideas for the development of multi-coating systems in which patterns of different geometries are included in a single layer.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Honeycomb structures have important properties such as low density, large space area, good structural stability, and high mechanical strength [1, 2]. Therefore, the honeycomb is one of the most studied natural cellular structures and has long fascinated mathematicians, physicists, and biologists. Especially when the hierarchical structures commonly found in nature are examined, the natural honeycomb structure has become an important model for engineering [3,4,5,6]. When the honeycomb pattern is considered a structure, an external force disperses in the structure thanks to these geometrical advantages and prevents the structure from being easily damaged. Thanks to the structure in the form of a honeycomb pattern produced by bees in nature, very high amounts of honey can stay in the hexagonal hive without dispersing.
MAX phases are remarkable compounds due to their versatile combinations and unique properties. MAX phases, which have a layered structure, are ceramics with a hexagonal crystal structure composed of ternary carbides or nitrides. Their general formula is expressed as Mn+1AnX [7,8,9,10]. M is a transition metal, A is a group A element, and X is carbide or nitride. ‘n’ is a value from 1 to 5, indicating the number of “M” layers separating “A” layers. MAX phases combine important properties of metals and ceramics such as high hardness, corrosion and oxidation resistance, good mechanical properties, easy machinability, and thermal and electrical properties [11,12,13]. The atoms that make up the MAX phase structure are connected by metallic, ionic, and covalent bonds. The bonds between M-A are relatively weak. M-X bonds are much stronger [13,14,15]. The Ti2AlN MAX phase has the P63/mmc space group among the hexagonal layered ternary compounds. In its structure, there are Al layers located between Ti-N layers. Especially at high temperatures, it can maintain phase stability. In addition, due to its easy workability and soft structure, it stands out among other MAX phases in high temperature applications[16].
Dry etching is a physical etching method that involves splitting atoms with high-energy ions. In this method, target materials are removed from the surface by plasma-assisted chemical reactions and energetic ion beams [17]. The surface to be etched is exposed to the plasma created at a suitable pressure by sending certain gases into a vacuum environment. There are the same amount of oppositely charged ions and different amounts of undissociated compounds in the plasma formed by the separation of the gases sent to the environment into their ions. These react with atoms on the material surface to form different new compounds. These newly formed compounds also evaporate and carry out the etching process [18]. Dry etching exhibits an inherently anisotropic behavior while providing easier control. For this reason, it minimizes the effect of undercutting during etching. It performs better in the production of models with a high aspect ratio. Also, the etching rate is quite high. It provides high-quality resolution during pattern transfer. For this reason, the dry etching method is a highly preferred etching method, especially in the production of microelectronic devices with very small dimensions and in the production of integrated circuits [19].
In this study, Ti2AlN MAX phase films were deposited using CFUBMS. Then, the produced films underwent heat treatment at 750 °C to obtain a crystalline structure. Using the designed procedure steps, a biomimetic honeycomb pattern was imparted to these films by the dry etching method. Thus, the feasibility of applying desired patterns to Ti2AlN MAX phase films was established by lithography and plasma etching. In future studies, it appears possible to develop multi-coating systems within a single layer by filling the emptied pattern structure with a different protective coating. It is expected that these new-generation compact coatings will have significant potential in various applications such as mechanical, tribological, electronic, photovoltaic, optical, etc.
2 Experimental
2.1 Production of Ti2AlN MAX phase films
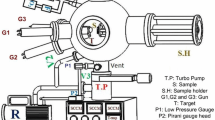
Ti2AlN MAX phase films were deposited on AISI M2 steels using the Closed Field Unbalanced Magnetron Sputtering System (CFUBMS). In accordance with the chemical composition of the produced films, Ti target (99.99 at.% in purity), Al target (99.99 at.% in purity), and N2 reactive gas (99.999 at.% in purity) were used. The distance between targets and substrates was 90 mm. During the coating process, the N2 gas flow was 2 sccm. 3 A current was applied to the Ti target, and 0.75 A current was applied to the Al target. Additionally, the substrate bias voltage was -100 V, and the working pressure was 0.30 Pa. Before the coating process, the pressure in the vacuum chamber was reduced to 1 × 10–5 mtorr. In order to remove possible contamination on the surface of the substrates, ion cleaning was performed using argon gas for 30 min at 800 V. For 10 min, a thin Ti interlayer was deposited to improve the adhesion of the Ti2AlN MAX phase film.
As-deposited Ti–Al-N films were initially amorphous. Heat treatment was applied to obtain the Ti2AlN MAX phase crystal structure. A vacuum-controlled tube furnace was used for this process. Before the heat treatment, the pressure in the tube furnace was reduced to 5 × 10–2 Pa. Argon gas was given to the environment during the heat treatment. The produced films were heat treated at 750 °C annealing temperature for 90 min.
2.2 Production of honeycomb patterns
Inductive coupling plasma etching (ICP) was employed to impart a honeycomb pattern onto Ti2AlN MAX phase films. The procedures utilized for creating the honeycomb structure were illustrated in Fig. 1.

The stages of creating a honeycomb pattern
The hexagonal diagonal lengths of the honeycomb pattern were set to 50 μm, with edge thicknesses of 10 μm. These parameters were chosen for consecutive investigations. The honeycomb pattern design was depicted in Fig. 2.

Design and geometric dimensions of the honeycomb pattern
A positive photoresist was chosen for the honeycomb pattern application. The substrates coated with the Ti2AlN MAX phase film were placed in the rotary coating device. Primer liquid was applied, and it was coated by rotating at 1000 rpm for 30 s. The reason for applying the primer fluid was to ensure that the positive photoresist to be applied afterwards is homogeneously coated on the film surface. Afterwards, a positive photoresist liquid numbered S1805 with high thermal stability was applied to the surface of the film, and the coating process was completed by rotating for 30 s at 1000 rpm. The positive photoresist thickness was approximately 1 µm. In the final stage, the films were dried at 120 °C for 1 min in order for the positive photoresist on the surface to dry and adhere well to the film surface. Following the application of positive photoresist (PR) on the Ti2AlN MAX film, the honeycomb pattern was written on the surface of the film with a laser lithography device (MICROTECH LaserWriter—LW405D). In the honeycomb pattern, the 10 μm thick edges were exposed to the laser beam and evaporated, while the inner parts of the hexagons with a diagonal width of 50 μm remained PR coated.
After the photolithography process, the materials coated with positive photoresist were immersed in developer chemicals with the code MF 319 and kept for 1 min. In the application of positive photoresist, the areas exposed to UV rays were dissolved during the development process and removed from the surface. Consequently, the photoresist on the edges of the hexagonal forms exposed to UV rays was eliminated. Following the development process, a brief heating step was conducted at a temperature of approximately 120 °C to ensure the removal of any remaining photoresist residues on the surface [20].
For positive photoresist coated substrates, the PR-removed areas must be protected during the plasma etching process. For this reason, a film layer should be produced on the substrate surface that will serve as a mask. Ni films are among the films commonly used for this purpose. These films were produced using an RF sputtering system. It was determined that the adhesion of the Ni film was low in the next applications. The Cr interlayer was used to solve this problem. The coating parameters used for Ni film and Cr interlayer deposition were given in Table 1.
Finally, Ti2AlN MAX phase films, with Cr and Ni films applied as a protective mask, were immersed in pure acetone to dissolve the photoresists remaining on the hexagons and kept in an ultrasonic cleaning bath for about 50 min. A schematic representation of the whole process was given in Fig. 3.

Steps involved in producing a Ti2AlN MAX phase film with a honeycomb pattern
After all the steps of the lithography process were carried out, the parameters used in the plasma etching process for Ti2AlN MAX phase films were given in Table 2. Leech et al. reported that TiAlN films, when etched with fluorine-based gases, exhibited a very low etch rate of ~ 4.4 nm per minute. They attributed this to the fact that the AlF3 compounds formed during etching could not be removed from the surface. AlF3 is a volatile compound at a much higher temperature (1291°) than the plasma environment formed during etching. For this reason, they suggested that chlorine-based gases can be used for etching TiAlN films [21]. Tonotani et al. determined that TiN films were etched at 10 nm/min in Ar/CHF3 plasma and 230 nm/min in Ar/Cl2 plasma [22]. Liu et al. determined that the AlN films eroded at approximately 177 nm per minute in the Cl2/BCl3/Ar plasma. In addition, they used a 150 nm thick protective Ni mask during this etching process and found that it was eroded at approximately 2.6 nm per minute in the same plasma [23]. Upon reviewing literature studies, it was revealed that factors such as etching time, ICP power, gas selection for etching, and flow rate played crucial roles. Plasma etching was conducted for 15 min to etch the inner parts of the honeycomb structure of the Ti2AlN MAX phase film to a depth of ~ 2 µm.
3 Results and discussion
3.1 Structural analysis of Ti2AlN MAX phase film
Upon scrutiny of the XRD patterns presented in Fig. 4, discernible Fe peaks originating from the substrate were evident, specifically in the (111), (110), and (002) crystallographic planes. In the as-deposited Ti–Al–N films, the presence of Ti2N formations within the (112) plane, TiN formations within the (311) plane, and AlN formations within the (012) plane was unequivocally identified. Following an annealing process conducted at 750 °C, notable observations included the disappearance of the Ti2N phase within the (112) plane and the emergence of small quantities of TiN crystallites in varying orientations and planes. Furthermore, the annealing process led to the conspicuous formation of dense Ti2AlN MAX phases, distinctly observed within the (002), (004), (103), (110), and (109) planes. A similar study in the literature also found the formation of similar Ti2AlN MAX phases at the same planes and angles [24]. In the XRD pattern of the annealed film, it was clearly seen that the crystalline Ti2AlN MAX phase formed after annealing was the dominant phase forming the structure. Although the produced film has multiple phases, it is clear that the dominant Ti2AlN MAX phase will emerge as the general feature of the film.

XRD patterns of as-deposited and annealed Ti2AlN MAX phase films
According to the EDS results, the atomic ratios of the as-deposited and annealed films were determined. While the Ti ratio in the film structure increased from 45 to 50%, the Al ratio decreased from 33 to 24%. The N ratio remained at the level of 22%. In similar studies in the literature, it was observed that there was a slight increase in Ti ratios and a decrease in Al ratios after annealing. In particular, it was said that the decrease in the Al ratio was due to the evaporation of Al atoms depending on the processing temperature [25]. After annealing, it was observed that the ratios of Ti, Al, and N atoms had a 2:1:1 stoichiometry suitable for the Ti2AlN MAX phase structure. These results were indicative of Ti2AlN MAX phase formations also detected in the XRD pattern.
The SEM image of the Ti2AlN MAX phase film was given in Fig. 5. The film thickness was found to be approximately 2 µm. In addition, the cross-section image showed that the produced film had a very dense structure.

Cross-sectional SEM image of the Ti2AlN MAX phase film
3.2 Honeycomb pattern formation in the Ti2AlN MAX phase film
In Fig. 6, SEM images were provided to evaluate the honeycomb pattern formation on the surface of the Ti2AlN MAX phase film. Figure 6a was the SEM image taken before the etching process, while Fig. 6b was after etching. As shown in Fig. 6a, the honeycomb structure was observed to have been created with a high degree of precision, manifesting the desired geometric configuration. In Fig. 6b, EDS analysis was performed on the inner and edge areas of the honeycombs formed on the surface of the film. Following the etching process, EDS results taken from the edge area indicated by Spot 2 revealed the presence of significant amounts of Ni and Cr. Moreover, EDS analysis from the inner area indicated by Spot 1 demonstrated high levels of Fe, attributable to the M2 steel substrate, as well as the detection of other constituent elements forming the chemical composition.

SEM images of honeycomb pattern (a) geometric dimensions (before etching), b EDS results (after etching)
Finally, 3D profilometer results of the honeycomb structure imparted to the Ti2AlN MAX phase film were given in Fig. 7. In these images, the overall structure of the honeycomb pattern created on the film surface, the wear profile, and 3D images are presented together. The blue-colored areas in the 2D image represent the M2 substrate, while the red-colored areas represent the Ti2AlN MAX phase film. There is a height difference of approximately 2 µm between these areas. As evident in the wear profile, this difference corresponds to the thickness of the Ti2AlN MAX phase film with the honeycomb pattern. The 3D image revealed that, despite minor defects, the honeycombs were generally formed intact and smoothly on the surface.

3D profilometer images of the honeycomb pattern and depth profile (green and red triangles indicate the measurement position of the honeycomb height)
Within this study, we successfully implemented the previously designed honeycomb pattern on the Ti2AlN MAX phase film by following the prescribed procedures. In the next phase of our research, the aim is to produce new-generation compact coatings by filling the honeycomb pattern with coatings possessing desired properties for various applications such as mechanical, tribological, corrosion etc. This approach will allow the attainment of superior properties through the combination of coatings with different chemical and physical characteristics within a single layer and in the desired geometries. For instance, in situations where maintenance and repair are challenging and costly, such as the surfaces of machine components in spacecraft, these advanced composite coatings can be applied to enhance operational performance and service conditions.
4 Conclusion
In summary, it was seen that it was possible to produce Ti2AlN MAX phase films with certain geometries on metal surfaces using the plasma etching method.
When the XRD patterns were examined, dense AlN, TiN, and Ti2N phases were formed in the structure of the as-deposited Ti2AlN MAX phase film. After the annealing process, it was observed that these phases decreased significantly and were replaced by Ti2AlN MAX phase formations in the (002), (004), (103), (110) and (109) planes. The honeycomb pattern created on the Ti2AlN MAX phase film was produced by the inductive coupling plasma etching (ICP) process in accordance with the determined geometric dimensions. According to the results of EDS and 3D profilometers obtained from the etched honeycomb, creating a honeycomb pattern was successfully done. By following the steps followed in this study, it is possible to make desired configurations in different geometric patterns and at different depths on thin films deposited on metal surfaces.
Consequently, this study offers a novel research area for the development of multi-coating systems where various geometric patterns can be incorporated into a single layer. This is promising research for future applications.
Data availability
The data that support the findings of this study are available within the article or data related to the study are available from the corresponding author upon request.
References
J.A.C. Humphrey, E.S. Dykes, J. Theor. Biol. 250, 194 (2008)
K. Sakagami, I. Yamashita, M. Yairi, M. Morimoto, Sound Absorption Characteristics of a Honeycomb-Backed Microperforated Panel Absorber: Revised Theory and Experimental Validation 1) (2010)
K. Zhang, F.W. Si, H.L. Duan, J. Wang, Acta Biomater. 6, 2165 (2010)
L. Heng, B. Wang, M. Li, Y. Zhang, L. Jiang, Materials 6, 460 (2013)
X. Zhang, K. Zhang, L. Zhang, W. Wang, Y. Li, R. He, Mater. Des 215, 110470 (2022)
X. Shu, Y. Mao, M. Lei, D. Da, S. Hou, P. Zhang, Mater. Des. 217, 110604 (2022)
J. Gonzalez-Julian, J. Am. Ceram. Soc. 104, 659 (2021)
X.H. Wang, Y.C. Zhou, J. Mater. Sci. Technol. 26, 385 (2010)
X. Chen, G. Bei, Materials 10, 366 (2017)
A.G. Aleksanyan, S.K. Dolukhanyan, D.G. Mayilyan, G.N. Muradyan, O.P. Ter-Galstyan, N.L. Mnatsakanyan, Ceram. Int. 49, 24229 (2023)
J.W. Byeon, J. Liu, M. Hopkins, W. Fischer, N. Garimella, K.B. Park, M.P. Brady, M. Radovic, T. El-Raghy, Y.H. Sohn, Oxid. Met. 68, 97 (2007)
Y. Gong, W. Tian, P. Zhang, J. Chen, Y. Zhang, Z. Sun, J. Adv. Ceram. 8, 367 (2019)
P. Eklund, M. Beckers, U. Jansson, H. Högberg, L. Hultman, Thin Solid Films 518, 1851 (2010)
A.S. Ingason, A. Petruhins, J. Rosen, Mater. Res. Lett. 4, 152 (2016)
Z. Zhang, X. Duan, D. Jia, Y. Zhou, S. van der Zwaag, J. Eur. Ceram. Soc. 41, 3851 (2021)
M. Magnuson, M. Mattesini, S. Li, C. Höglund, M. Beckers, L. Hultman, O. Eriksson, Bonding Mechanism in the Nitrides Ti 2 AlN and TiN: An Experimental and Theoretical Investigation (2007)
H.C. Huang, Z. Ren, C. Chan, X. Li, J. Mater. Res. 36, 4756 (2021)
G. S. May, C. J. Spanos, Fundamentals of semiconductor manufacturing and process control (IEEE, 2006).
C. Zamponi, H. Rumpf, C. Schmutz, E. Quandt, Mater. Sci. Eng., A 481–482, 623 (2008)
T.-R. Hsu and A. Fellow, MEMS and mıcrosystems desıgn and manufacture hemanth kumar g, assıstant professor, deaprtment of bme, acs college of engıneerıng (n.d.)
P. W. Leech, G. K. Reeves, A. S. Holland, in Materials Research Society Symposium Proceedings, pp. 171–176 (2006)
J. Tonotani, T. Iwamoto, F. Sato, K. Hattori, S. Ohmi, H. Iwai, J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Measure. Phenom. 21, 2163 (2003)
X. Liu, C. Sun, B. Xiong, L. Niu, Z. Hao, Y. Han, Y. Luo, Vacuum 116, 158 (2015)
Z.J. Lin, M.J. Zhuo, M.S. Li, J.Y. Wang, Y.C. Zhou, Scr. Mater. 56, 1115 (2007)
J. Frodelius, P. Eklund, M. Beckers, P.O.Å. Persson, H. Högberg, L. Hultman, Thin Solid Films 518, 1621 (2010)
Acknowledgements
This research was supported by the TÜBİTAK (Scientific and Technological Research Council of Turkey), project number of 221M429. We thank TÜBİTAK for their contributions.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
All authors contributed to the work. Films synthesis was performed by IE. All the characterizations were carried out by HC and SD. The interpretations of results were realized by HC, SD and IHK and the manuscript was written by HC and SD.
Corresponding author
Ethics declarations
Conflict of interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Duran, S., Çiçek, H., Korkmaz, İ.H. et al. Application of honeycomb pattern to Ti2AlN MAX phase films by plasma etching. Appl. Phys. A 130, 272 (2024). https://doi.org/10.1007/s00339-024-07407-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-024-07407-9