
Abstract
The combination of cellulose nanocrystals (CNCs) with synthetic polymers like polypropylene (PP) offers the opportunity to create advanced nanocomposites with significant advantages in terms of mechanical properties, improved thermal stability, enhanced barrier properties, and sustainability. However, a major drawback for incorporation of CNCs in polymer matrices is their poor dispersion and incompatibility with industrial processing of many composites. This work aims to improve the dispersion of hydrophilic CNCs in a hydrophobic matrix using a method which could be adapted for the industrial level. CNCs are extracted from Ampelodesmos mauritanicus (El Diss plant) (CNCD) and incorporated in a polypropylene matrix using the masterbatch method. A first nanocomposite (PP/CNC-Gr) was prepared by adding maleic anhydride (MA) to a CNCD/PP suspension, while the second nanocomposite (PP/CNC-Co) was achieved by using a MA-grafted PP (PP-g-MA) as a third component. Concentrated masterbatch underwent solution casting followed by homogenization in a Brabender mixer. Mechanical properties comparison showed that PP/CNC-Co nanocomposites exhibited greater resistance relatively to PP/CNC-Gr nanocomposites. Moreover, PP/CNC-Co nanocomposites revealed an improved thermal stability and a higher complex viscosity, particularly with 3% of CNCD. Properties enhancements are attributed to the reaction between MA groups grafted to PP chains and hydroxyl groups of CNCDs, which enables an improved interfacial adhesion, leading to more continuous materials, as perceived from the increase in viscosity and morphology observation. On the other hand, MA reaction with PP chains and CNCD induced only a partial coverage of CNCDs during nanocrystals treatment, conferring relatively lower properties to PP/CNC-Gr nanocomposites.
Similar content being viewed by others

Introduction
Apprehensions about global warming, energy security and the continuous depleting of fossil reserves are disquieting both academicians and industrialists [1]. As a consequence, businesses and governments are basing their strategies towards sustainable development on the encouragement of gradual shift from the traditional hydrocarbon-based “oil refinery” to the sustainable biomass-based “biorefinery”, as a vital priority [2, 3]. Accordingly, polymeric materials from renewable natural sources and natural fiber-reinforced composites are attracting increasing attention for their lower environmental impact [4, 5]. However, to replace petroleum-based thermoplastics, biopolymers need to have comparable properties and processing methods to those commonly used. Alternatively, fibers derived from natural resources can be incorporated into conventional and biosourced polymers to obtain more ecofriendly materials [6].
Due to their reduced size and good dispersion into the polymer matrix, nanomaterials-based composites exhibit markedly improved properties when compared to the pure (synthetic or natural) polymers [5]. Consequently, an explosive growth of nanotechnology has fueled hectic research on lignocellulosic materials, whose use has almost veered from micro- to nanoscale [7]. Cellulosic nanocrystals (CNCs), in particular, are preferred as load-bearing constituents, due to their greater ability to improve toughness along with strength and stiffness through CNCs-matrix interface interactions [8].
Cellulosic fibers are a nearly inexhaustible, cheap and readily available raw material, conferring an endless source for low cost CNC’s production [9]. The nanocellulosic structure can be extracted from plants by a top-down approach into well-defined and multi-functional architectures. One of the most used methods for CNCs extraction from pure cellulose fibers is the complete degradation and dissolution of noncrystalline parts by hydrolysis reactions [10, 11].
As the size of a particle is decreasing down to the nanometer scale, important changes occur. For example, a spherical particle on a nanometer scale diameter can have about 50% of its atoms on the surface. As consequence, both the specific surface area and total surface energy of the nanoparticles increase, resulting in a stronger tendency to form agglomerates. This issue is particularly significant for cellulose, which displays a reactive surface, with plenty of hydroxyl groups [12, 13]. Moreover, the poor adhesion at the interface between hydrophobic polymer matrices and extremely hydrophilic CNCs, due to the absence of sufficient and adequate interactions, induces properties deterioration, making the ensuing composite unusable [14, 15].
Within this scenario, it was reported that the concentration and dispersion quality of nanocellulose in polypropylene (PP) and polyethylene (PE) matrices play a crucial role on the mechanical behavior and environment-friendly character of the developed nanocomposites. Polyolefin/CNC nanocomposites can also lead to lighter materials with comparable or even superior performance to traditional plastics. This reduction in weight, in turn, can contribute to energy savings and reduce transportation costs.
The adhesion enhancement can be ensured by fibers surface modification, exploiting the abundant hydroxyl groups at CNCs surface, and resulting in the promotion of interactions via compatibilization, coupling, acetylation or polymer grafting processes, among many other available treatment methods [16,17,18].
Maleated coupling agents have been widely applied to nanocellulose-reinforced composites and proved their efficiency in improving interfacial bonding between CNCs and polymers by ensuring a uniform nanocrystals dispersion into the matrix [9, 19]. Besides, solvent exchange, i.e., the replacement of water in CNC suspension with other organic solvents during CNC’s chemical modification, was reported as a suitable route to increase the overall processability and reduce lateral agglomeration [16].
Different processing techniques for nanocellulose-based nanocomposites have been described, including solution-casting, melt-extrusion, electrospinning, etc., whereby the first one is among the most suitable methods to obtain a good dispersion of nanocellulose within the polymer solution [20]. However, in industry, the preferential way to obtain CNC reinforced nanocomposites is the melting mixing process, feeding dried CNC instead of using laboratory scale solution-casting of polymer with suspended CNCs, even if CNC agglomeration increases with the dry process. On the other hand, feeding a water suspension of CNC into the extruder during the melt processing has been found to be challenging for the risk of foaming during water evaporation [5, 21].
This work aims to, firstly, attest the effectiveness of maleic anhydride as a compatibilizer for obtaining a CNCD optimal dispersion when it is directly chemically grafted to PP in the CNCD suspension for the nanocomposites noted PP/CNC-Gr or incorporated into the PP mixture/CNCD through a commercial compatibilizer, therefore grafted beforehand to get the nanocomposites noted PP/CNC-Co. The second goal of the study is to verify the usefulness of the procedure consisting of using the masterbatch method, like the solution casting method, to achieve better dispersion, then carrying out melt mixing to veer to the industrial routes. The obtained nanocomposite materials were characterized by different thermal, mechanical and rheological techniques. CNCD’s dispersion state in the PP matrix was also monitored by electron microscopy.
Materials and methods
CNCs were extracted from El Diss (Ampelodesmos mauritanicus), which is a local and abundant plant in the region of Sétif (Algeria). CNCD nanocrystals preparation method and characterization details were reported earlier by Benchikh and al. [22]. The used polypropylene is “HG385MO” produced by “Borouge”, with a density of 0.91 g/cm3 and a melt flow index of 25 g/10 min (at 230 °C and under 2.16 kg). The reagents used for CNCD modification were: sodium hydroxide (NaOH), maleic anhydride (C4H2O3) and xylene (C8H10) purchased from Sigma Aldrich (St. Louis, Missouri, United States). Acetone (C3H6O), methanol (CH3OH) and ethanol (CH3CH2OH) are from Biochem Chemical Pharma (Montreal, Quebec, Canada). Dicumyl peroxide (DCP) is supplied by Acros (Belgium) and its decomposition temperature is 140 °C.
CNCD modification
CNCD desulfation
This step was followed in order to eliminate sulfate groups from CNCD surface, resulting from hydrolysis acid with sulfuric acid, to ensure better dispersion in organic solvents.
CNCD suspension obtained after centrifugation was dispersed in distilled water and placed in an ultrasonic bath for 10 min. Then, NaOH solution (1% wt) was added, and the mixture was stirred at 60 °C for 3 h. Afterwards, CNCD were washed with distilled water by centrifugation at 4000 rpm for 15 min.
Solvent exchange for CNCD suspension
The dispersion of desulfated CNCD in xylene was carried out by solvent exchange method. After CNCD precipitation by centrifugation and water removal, ethanol was added. The obtained suspension was subjected to ultrasounds for 10 min, and then centrifuged again at 4000 rpm for 20 min to remove the solvent (this step is repeated 3 times). The same operation was repeated with acetone, methanol and finally with xylene.
Preparation of CNC-Gr
After introducing a suspension of 4 g of CNCD in 15 mL of xylene into an ultrasonic bath for 30 min, it was brought to 140 °C by a hot oil bath and 1 g of PP was added. Once PP granules were completely dissolved (40 min), 0.2 g of MA and 0.002 g of DCP were added to the PP/CNCD suspension and the reaction was kept for 2 h. Finally, the obtained CNC-Gr mixture was washed by centrifugation and then dried. CNCD reaction with maleic anhydride is reported in Fig. 1.

CNCD reaction with PP-g-MA
Formulation of PP/CNCD nanocomposites
Masterbatches preparation
Two types of masterbatches were prepared, one from unmodified CNCD and the other with CNC-Gr, as shown in Fig. 2. After redispersion of CNCD/xylene suspension and CNC-Gr in xylene and treating by sonication for 10 min, PP was added to the CNCD and CNC-Gr suspensions (with a ratio 1:4 w/w). In parallel, commercial PP-g-MA was incorporated to the non-grafted CNCD suspension and the whole was placed under mechanical stirring (Heidolph RZR 2041) at 140 °C until complete dissolution of PP and PP-g-MA. CNCD composition ratio to PP matrix is 5% wt and PP-g-MA to PP was 80/20 (w/w). After PP/CNC-Co and PP/CNC-Gr homogenization, the mixtures were immersed in distilled water to recover solid masterbatches, which were finally dried at 60 °C for 24 h.

Masterbatch preparation scheme
Nanocomposites preparation
The PP composites obtained from the previously prepared masterbatches were melt-mixed in a Brabender plastograph at 190 °C, at a mixing speed of 50 rpm for 8 min. The formulations names assigned according to the CNCD content and type are shown in Table 1.
The obtained formulations were compressed into test samples using a Carver™ hydraulic press (Hampton, New Hampshire, USA). Compression molding was carried out according to the following conditions: Plate’s temperature: 190 °C, preheating: t = 10 min, compression, preheating: t = 5 min, degassing 5 times, compression, t = 5 min, cooling to open air: t = 3 min.
Characterization
Fourier transform infrared (FTIR) spectroscopy
To investigate, structural changes after adding modified and unmodified CNCD particles and PP-g-MA to PP, PP/CNC-Gr and PP/CNC-Co nanocomposites were investigated by FTIR spectroscopy. The samples were analyzed using a Vertex 70 v FTIR spectrometer, in transmittance mode, in the range between 4000 cm−1 and 400 cm−1 at a nominal resolution of 4 cm−1.
Mechanical tests
Tensile properties were evaluated using MTS Landmark® (MTS Systems Corporation (USA)) universal testing machine. Specimens were prepared in dumbbell shape according to ASTM-D 638 and tested at a drawing speed of 5 mm/min. Izod impact strength of nanocomposites was measured by assessing samples of dimensions (62 × 13 × 3) mm3 using a Ceast Resil Impact instrument equipped with a hammer of 1.8 kg delivering an impact energy of 7.5 kJ. Four replicates were tested for each formulation.
Scanning electron microscopy (SEM)
Surface morphology of neat PP and nanocomposite samples was analyzed by the observation of the impact test fractured surfaces using JSM-6460 apparatus (JEOL Inc., MA, USA). For improving the contrast, the specimens’ surfaces were gold coated before observation.
Parallel-plate rheometery
An Anton Paar CTD 450 rheometer with parallel-plate oscillatory mode was used to analyze the rheological behavior of the studied formulations. A frequency sweep was performed over a range from 0.01 to 100 Hz at a temperature of 195 °C. To determine the linear viscoelastic domain, frequency scans were carried out at a constant deformation of 0.1% for virgin PP and 1% for PP/CNCD nanocomposites. In this domain, indeed, the material responds linearly to changes in stress or strain.
Thermogravimetric analysis (TGA)
Thermal stability of PP/CNC-Co and PP/CNC-Gr nanocomposites was investigated using a Mettler Toledo TGA/DSC thermogravimetric analyzer. The samples aliquots (7–10 mg) were heated from 20 to 800 °C at a constant heating rate of 20 °C/min under nitrogen atmosphere.
Results and discussion
Structural characterization
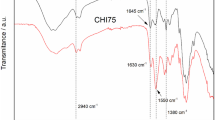
Figure 3 displays FTIR spectra of PP, PP-g-MA and PP/CNC nanocomposites to highlight the reaction between CNC’s surface and maleic anhydride grafted on PP, as shown in Fig. 2.

a FTIR spectra of PP, PP-g-MA; b FTIR spectra of PP and nanocomposites, with enlarged regions (c and d)
The chemical changes in the CNC’s reaction with maleic anhydride are represented by considering the band of carbonyl (1630 cm−1) and anhydride groups (1780 and 1860 cm−1) [23]. Samyn [24], in the preparation of the plasma-polymerized films (MA-CNC), observed that the maleic anhydride cyclic ring structures have partially disappeared, through a shift in characteristic peaks towards 1781 cm−1 (ester) and 1735 cm−1 (carbonyl) indicating the esterification between the maleic anhydride and CNC surface during plasma polymerization of the nanocomposite films.
After CNCD incorporation, FTIR spectra present no obvious changes, indicating that the matrix structure has not been affected or modified with new functional groups. It seems that the mass reaction and structural changes occurring at the interfacial region between the CNCDs and the matrix are too weak to be detected by FTIR [25]. However, some bands intensity increase for both nanocomposites, undoubtedly due to CNC’s homogeneous dispersion within the matrix [26,27,28]. Moreover, two bands at 1060 cm−1 and 1165 cm−1 can be ascribed to the C–OH stretching vibrations of the alcohol groups and to the asymmetric stretching of the C–O–C group of the glucose ring of the cellulose [29, 30]. The intensity of the band observed at 3500 cm−1, assigned to O–H bonds involved in intermolecular hydrogen bonds, is slightly decreased for the nanocomposites. This indicates that some hydroxyl groups reacted with the compatibilizer's anhydride groups. Two additional bands at 993 cm−1 and 849 cm−1 may belong to maleic anhydride and could correspond to C–O–C bonds stretching of the cyclic ether [31].
Mechanical properties and morphology
To get insight into the quality of dispersion of CNCs nanoparticles and confirm the occurrence of interactions between CNCDs and PP matrix, mechanical tests and morphology observation seem to be the more adequate route. As it is shown from Fig. 4, giving the variations of impact strength for both types of PP/CNCD nanocomposites versus CNCD content, PP/CNC-Co nanocomposites have resilience values obviously higher than those of PP/CNC-Gr nanocomposites. Indeed, we observe a sensitive decrease in resilience from a value of 22 to 11 kJ/m2 after adding only 1% of CNC-Gr. When increasing the CNC-Gr content up to 3%, the material resilience attains 14 kJ/m2 then it decreases again notably for 5% PP/CNC-Gr nanocomposite, which displays a resilience of about 6 kJ/m2. At 5%, the impact resistance decreases abruptly, thus pointing out the possibility of CNCD agglomeration due to nanoparticles mutual interactions, generating structural defects within the matrix. The higher resilience values for PP/CNC-Co nanocomposites corroborate a much better stress transfer thanks to the interfacial reaction between CNCD’s hydroxyls and maleic anhydride groups available on PP-g-MA from one side and the entanglements of matrix’s PP chains and PP-g-MA, from the other side. The synthesis of maleic anhydride-grafted PP in CNCD solution, should activate maleic anhydride involving CNCD surface esterification, where an absorption band, assigned to C=O symmetric stretching, appeared at 1714 cm−1 [32, 33]. Thus, despite CNCD treatment with MA and their somewhat enrobing with PP chains were supposed to attenuate the hydrophilic character and induce a more intimate of CNCD contact with the matrix, this strategy resulted in a poor adhesion, deteriorating the nanocomposites properties. In this context, Pinheiro et al. [34] observed that the mechanical properties of composites loaded with CNCs worsen when their content exceeds the percolation value, for which the dispersion is optimal. Also, it was stated that, in an optimal distribution, particles are prone to act as impact modifier for a polymer matrix [35]. Similarly, Garcia et al. [36] reported that in nanocomposites subjected to impact solicitation, interfacial regions are capable of resisting to cracks propagation more than the polymer matrix alone and this results from a distribution that is ideal, comparable to an impact modifier distribution. Moreover, Gwon et al. [33] reported improved tensile properties for nanocomposites obtained by solution pre-treatment before melt mixing into the extruder, compared to those directly extruded. They indicated, indeed, that maleic anhydride-modified CNCs disperse better in nanocomposites after solution pre-treatment, which argues the masterbatch method used in our study.

Variations of impact strength for PP/CNC-Co (a) and PP/CNC-Gr (b) nanocomposites versus CNCD content
Stress-strain curves of PP/CNC-Co and PP/CNC-Gr nanocomposites are shown in Fig. 5. Also, Table 2 illustrates the tensile strength evolution, Young’s modulus and the breaking strain evolution versus CNCD content. At first view, tensile properties seem to fit well with the impact resistance results, in the sense that the PP/CNC-Co nanocomposites exhibit a more ductile behavior than that of PP/CNC-Gr ones. It is observed that PP/CNC-Co nanocomposites show higher tensile strength, modulus and strain values relatively to neat PP and PP/CNC-Gr. Such behavior confirms that PP-g-MA contributed in developing an effective interconnected structure relating PP matrix and CNCDs through the reaction of MA groups with the CNCD‘s hydroxyls and the anchoring of the compatibilizer PP chains into the PP phase [36]. As a consequence of the synergistic effect between the nanoparticle’s good dispersion into the matrix and the rigid interface relating the two components, a more efficient stress transfer is achieved, which is responsible for upgrading PP/CNC-Co nanocomposites tensile performances. The literature reports that the improvement of uniaxial traction properties is commonly ascribed to the homogeneous distribution of the CNCs into the polymer and the bonding of both the nanofiller and the matrix to the compatibilizer via chemical reactions or physical interactions [27, 37]. Accordingly, beside the chemical interactions, involving the ester bonds between CNCs and maleic anhydride (Fig. 1), also physical interactions, including van der Waals interactions and chains tangling between the PP matrix and PP backbones in PP-g-MA [34, 38] contribute to provide a continuous structure. On the other hand, PP/CNC-Gr nanocomposites reveal lower tensile strength, modulus and strain values denoting a lack of interactions between the matrix and the modified CNCDs. The weak adhesion could result from the fact that MA grafting on CNCDs does not involve all the outer hydroxyl groups and so it fails in covering all the nanoparticles surface and in altering their hydrophilic character. It ensures that the poor tensile properties of PP/CNC-Gr nanocomposites could result from the absence of an efficient stress transfer caused by the lack of affinity between the hydrophilic and hydrophobic CNCDs and PP, respectively.

Stress-strain curves of PP/CNC-Co and PP/CNC-Gr nanocomposites
In order to assess CNC-Co and CNC-Gr nanoparticles dispersion quality within PP matrix, the nanocomposites morphology has been observed for the sample with 5% of CNCDs and the micrographs are shown in Fig. 6.

SEM micrographs of PP/CNCD nanocomposites: neat PP: (50 µm) (a) and 10 µm (a′), PP/CNC-Co 5%: (50 µm) (b) and 10 µm (b′) and PP/CNC-Gr 5%: (50 µm) (c) and 10 µm (c′)
The texture of the pure matrix fracture surface is highly rough, thus implying a ductile failure mode of the polymer (micrograph (a, a′)). As well, The fracture surface of PP/CNC-Co nanocomposite containing 5% of CNCD (micrographs (b, b′)), reveals a rough aspect which highlights the effective role of the compatibilizer to the energy absorption though ensuring an effective stress transfer at the interface PP/CNCD. Indeed, the mutual interactions involved between CNCD’s and the compatibilizer’s functional groups allow chemical bonding in addition to entanglements from PP chains side. This contributes also in disrupting nanoparticles aggregates, thus avoiding the formation of defects within the matrix. These observations are also corroborated by the fracture surface roughness which shows concomitantly the deviation of the crack’s paths thanks to CNCDs, thus enhancing the sample resistance, through new cracks initiation processes [39,40,41,42,43].
However, as the CNC-Gr is incorporated (micrograph (c, c′)), the fracture surface becomes relatively smoother, thus pointing out a lower resistance during the material rupture. Due to the lack of affinity of the modified CNCDs for the hydrophobic matrix, particle/particle interactions are likely to be formed thus inducing a poor dispersion into the matrix [44]. As a result of the disadvantaged stress transfer in the interfacial region, a transition to more brittle fracture behavior, displaying limited energy dissipation, occurs as already pointed out by the mechanical tests [45].
Rheological characterization
To provide supplementary information regarding the dispersion state and mutual interactions relating CNCD to the matrix in both sorts of nanocomposites, rheological measurements were carried out and the results, depicted as the variations of storage modulus (G′), loss modulus (G″) and complex viscosity (η*) versus frequency (Hz) are shown in Figs. 6c, 7a, b respectively.

Variation of loss modulus G″ (a), storage modulus G′ (b) and complex viscosity (c) versus angular frequency for PP/CNC-Co and PP/CNC-Gr nanocomposites
At first sight, G′ and G″ of PP increase markedly in presence of CNCD (Fig. 7a, b, respectively). At a frequency of 0.1 Hz, neat PP shows storage and loss moduli around 0.25 and 35 Pa, respectively, whereas the nanocomposite with 3% of CNCD exhibit higher values which are in the order of 8 and 131 Pa. On the other hand, the nanocomposites with 1% of CNCD and 3% of CNC-Gr reveal equivalent storage and loss moduli which are approximately of 1.65 and 77 Pa, while the formulation with 1% of CNC-Gr presents obviously lower values. The nanocomposites moduli increase with the test frequency and at higher frequency values, the rheograms converge and intertwine. Correspondingly, Fig. 7c suggest that the PP/CNC-Co nanocomposites present higher complex viscosity compared to PP/CNC-Gr ones; indeed, it increases from 452 Pa s−1 for PP to 745 and 1141 Pa s−1 for the nanocomposites with 1 and 3% of CNCD, respectively, against 426 and 722 Pa s−1, for those with 1 and 3% of CNC-Gr. Such results testify that thanks to PP-g-MA, a highly interlocked and continuous system is made up of PP and CNCD, owing to the connection of the nanoparticles to the matrix via the reaction of the CNCD’s hydroxyls and the MA groups of the compatibilizer. Nevertheless, the lower viscosity of PP/CNC-Gr gives evidence of a weak interfacial zone that is responsible, within the nanocomposite, for the discontinuity which induces a poor stress transfer, as concluded from the above results. Likewise, previous studies reported that when CNCs are dispersed homogeneously in a polymer matrix, an increase in both G′ and G″ is observed proportionally with the nanofiller content, thanks to the efficient stress transfer from the matrix to the nanoparticles [46, 47]. Additionally, cellulose nanocrystals were shown to lodge between the polymer’s chains, thus affecting the matrix viscoelastic properties and enhancing the complex viscosity [48, 49].
Thermal stability
As it is widely recognized, one of the major drawbacks of the incorporation of cellulosic fibers within polymers is their premature decomposition, owing to their lower thermal stability, thus leaving residues which accelerate the matrix degradation [50]. Contrariwise, CNCs effect on polymers thermal stability has been subject to many controversial views in the literature. In this sense, it has been reported that CNC’s incorporation in a polyhydroxybutyrate (PHB)/polycaprolactone (PCL) matrix leads to a decrease in thermal stability due to CNC’s decomposition [51]. In opposition, Pinheiro et al. [34] attributed the higher thermal stability of poly (butylene adipate-co-terephthalate) (PBAT)/octadecyl isocyanate modified CNCs to the functionalization which leads to the reduction of sulfate groups on the CNC surface and the higher crystalline structure of the CNCs, as evinced by many other authors [52, 53]. Nevertheless, Fortunati et al. [30] pointed out that the addition of modified CNCs does not affect the degradation behavior of polymers.
Figure 8 represents the thermograms giving the TG and its derivative vs time (DTG) for PP and PP/CNC nanocomposites. Also, Table 3 reports temperatures corresponding to the degradation on-set (T0) and end-set (Te), and the temperatures related to 5% (T5%) and 50% (T50%) of weight loss and degradation rate (Vd). A single degradation step is observed for neat PP, PP/CNC-Co and PP/CNC-Gr nanocomposites. Moreover, it is noticed that for 3 and 5% CNCD’s contents, both PP/CNC-Co and PP/CNC-Gr nanocomposites show higher thermal stability compared to PP matrix. Besides, it appears that PP/CNC-Co nanocomposites exhibit obvious improvement relatively to PP/CNC-Gr; T0 increases from 400 °C for neat PP to 420 °C for both nanocomposites with 3 and 5% of CNCD and to 414 °C for the formulation with 3% CNC-Gr but decreases to 373 °C for the nanocomposite filled with 5% of CNC-Gr. At the same time, T5%, T50% and Vd increase by approximately 21 °C, 7 °C and 0.2 %/min, respectively, for the nanocomposites PP/CNC-Co. It is presumed that, initially, the interactions between CNCDs and the compatibilizer incite the wrapping of the unmodified nanoparticles by PP chains owing to PP-g-MA compatibilizer thus delaying their degradation process. Thereafter, when the degradation process is set up in the whole sample, an effective heat transfer ensued due to the intimate contact between the nanocomposite’s components. Agarwal and al. [54] explained that the incorporation of PP-g-MA reduces the number of hydroxyl groups by the formation of ester linkage, thereby revealing greater thermal stability. These findings fit well the above discussed mechanical and morphological results which support the interfacial reaction with the compatibilizer and the embedding of the cellulose nanocrystals by PP. On the other hand, it appears also that the PP fraction used for MA grafting on CNCDs could have enrobed the nanocrystals by a thin protective layer of polymer that might preserve the CNCDs from a premature decomposition, as it is witnessed by the higher T0, T5%, T50% and lower Vd values.

TG (a) and DTG (b) thermograms of PP/CNC-Co and PP/CNC-Gr nanocomposites
All characterization results are shown in Table 4 for a better comparison.
Conclusions
In the present paper, cellulose nanocrystals extracted from El Diss (CNCD) fibers were incorporated into polypropylene (PP) matrix to prepare a novel nanocomposite with improved performances. For this achievement, CNCD have been incorporated via two masterbatches, one based on in situ chemical grafting of PP and CNCD with maleic anhydride and the second formed from unmodified CNCD compatibilized with the matrix using a commercial PP-g-MA.
Thermo-mechanical, morphological and rheological results brought sufficient details to support the occurrence of interactions between the materials components for both types of formulations.
PP/CNC-Co nanocomposites are the most promising ones. These nanocomposites showed enhanced impact strength and tensile properties relatively to PP/CNC-Gr ones, because of the good adhesion resulting from coupling the CNCDs and the matrix via the interfacial reaction between MA and hydroxyl groups. Subsequently, PP/CNC-Co exhibited improved thermal stability due to the better inclusion of the CNCD into the polymer, thus increasing obviously the nanocomposites complex viscosity. Conversely, it is thought that the grafting of MA on CNCD and their wrapping by PP is not complete. So, the hydrophilic character is still pronounced and does not allow an optimal dispersion into the hydrophobic PP, resulting in lower tensile and impact properties, compared to PP and PP/CNC-Co nanocomposites. Nevertheless, the partial coverage of CNCD by PP contributes in improving the nanocomposites thermal stability and increasing the complex viscosity.
Finally, regarding the achieved results, the dispersion of cellulose nanocrystals in polymeric matrices through the used masterbatch method seems to be a simple and promising effective route, from the practical point of view, since it may offer, also in a large scale, the opportunity to attain optimal CNC’s dispersion into polymeric matrices.
References
Kyrikou I, Briassoulis D (2007) Biodegradation of agricultural plastic films: a critical review. J Polym Environ 15:125–150
Thompson L, Azadmanjiri J, Nikzad M, Sbarski I, Wang J, Yu A (2019) Cellulose nanocrystals: production, functional-ization and advanced applications. Rev Adv Mater Sci 58:1–16
Prathapan R, Tabor RF, Garnier G, Hu J (2020) The recent progress of cellulose nanocrystals alignment and its applications. ACS Appl Bio Mater 3:1828–1844
Pandey JK, Ahn SH, Lee CS, Mohanty AK, Misra M (2010) Recent advances in the application of natural fiber based composites. Macromol Mater Eng 295:975–989
Dufresne A (2017) Cellulose nanomaterial reinforced polymer nanocomposites. Curr Opin Colloid Interface Sci 29:1–8
Puitel AC, Tofanica BM, Gavrilescu D, Petrea PV (2011) Environmentally sound vegetal fiber–polymer matrix composites. Cellul Chem Technol 45:265–274
Shojaeiarani J, Bajwa DS, Chanda S (2021) Cellulose nanocrystal based composites: a review. Compos C: Open Access 5:100164–100176
Mokhena TC, John MJ (2020) Cellulose nanomaterials: new generation materials for solving global issues. Cellulose 27:1149–1194
Favier V, Chanzy H, Cavaille JY (1995) Polymer nanocomposites reinforced by cellulose whiskers. Macromolecules 28:6365–6367
Islam MS, Chen L, Sisler J, Tam KC (2018) Cellulose nanocrystal (CNC)–inorganic hybrid systems: synthesis, properties and applications. J Mater Chem B 6:864–883
Purkait BS, Ray D, Sengupta S, Kar T, Mohanty A, Misra M (2011) Isolation of cellulose nanoparticles from sesame husk. Ind Eng Chem Res 50:871–876
Peng BL, Dhar N, Liu HL, Tam K (2011) Chemistry and applications of nanocrystalline cellulose and its derivatives: a nanotechnology perspective. Can J Chem Eng 89:1191–1206
Wang J, Liu X, Jin T, He H, Liu L (2019) Preparation of nanocellulose and its potential in reinforced composites: a review. J Biomater Sci Polym Ed 30:1–28
Hon-Meng S, Lee Tin B, Soo-Tueen T, Tee TT, Rahmat AR (2017) Review of nanocellulose polymer composite char-acteristics and challenges. Polym Plast Technol Eng 56:687–731
Panel Y, Dharmesh H, Chinmay H, Debasree K, Saurabh T, Shyam T, Jitendra N, Aniruddha C (2021) Cellulose bi-onanocomposites for sustainable planet and people: A global snapshot of preparation, properties, and applications. Carbohydr Polym Technol Appl 2:100065–100089
Azizi SMAS, Alloin F, Sanchez JY, El Kissi N, Dufresne A (2004) Preparation of cellulose whiskers reinforced nano-composites from an organic medium suspension. Macromolecules 37:1386–1393
Zhang W, Zhang Y, Cao J, Jiang W (2020) Improving the performance of edible food packaging films by using nanocellulose as an additive. Int J Biol Macromol 166:288–296
Feldman D (2015) Cellulose nanocomposites. J Macromol Sci 52:322–329
González-López ME, Robledo-Ortíz JR, Manríquez-González R, Silva-Guzmán JA, Pérez-Fonseca AA (2018) Polylactic acid functionalization with maleic anhydride and its use as coupling agent in natural fiber biocomposites: a review. Compos Interfaces 25:1–24
Geng S, Haque MM, Oksman K (2016) Crosslinked poly (vinyl acetate) (PVAc) reinforced with cellulose nanocrystals (CNC): structure and mechanical properties. Compos Sci Technol 126:35–42
Ng HM, Sin LT, Bee ST, Tee TT, Rahmat AR (2016) Review of nanocellulose polymer composite characteristics and challenges. Polym Plast Technol Eng 56:687–731
Benchikh L, Merzouki A, Grohens Y, Guessoum M, Pillin I (2020) Characterization of cellulose nanocrystals extracted from El Diss and El Retma local plants and their dispersion in poly (vinyl alcohol-co-ethylene) matrix in the presence of borax. Polym Polym Compos 29:218–230
Seta FT, An X, Liu L, Zhang H, Yang J, Zhang W, Liu H (2020) Preparation and characterization of high yield cellulose nanocrystals (CNC) derived from ball mill pretreatment and maleic acid hydrolysis. Carbohydr Polym 234:115942–115952
Samyn P (2022) Confined crystallization of thin plasma-polymerized nanocomposite films with maleic anhydride and cellulose nanocrystals under hydrolysis. Molecules 27:5683–5701
An S, Ma X (2017) Properties and structure of poly (3-hydroxybutyrate-co-4- hydroxybutyrate)/wood fiber biodegradable composites modified with maleic anhydride. Ind Crops Prod 109:882–888
Girouard N, Schueneman GT, Shofner ML, Meredith JC (2015) Exploiting colloidal interfaces to increase dispersion, per-formance, and pot-life in cellulose nanocrystal/waterborne epoxy composites. Polymers 68:111–121
Kassab Z, Aziz F, Hannache H, Youcef HB, El Achaby M (2018) Improved mechanical properties of k-carrageenan-based nanocomposite films reinforced with cellulose nanocrystals. Int J Biol Macromol 123:1248–1256
Garcia-Garcia D, Lopez-Martinez J, Balart R, Strömberg E, Moriana R (2018) Reinforcing capability of cellulose nanocrys-tals obtained from pine cones in a biodegradable poly (3-hydroxybutyrate)/poly (ε-caprolactone) (PHB/PCL) thermo-plastic blend. Eur Polym J 104:10–18
George J, Siddaramaiah (2012) High performance edible nanocomposite films containing bacterial cellulose nanocrystals. Carbohydr Polym 87:2031–2037
Fortunati E, Luzi F, Puglia D, Terenzi A, Vercellino M, Visai L, Kenny JM (2013) Ternary PVA nanocomposites con-taining cellulose nanocrystals from different sources and silver particles: part II. Carbohydr Polym 97:837–848
Haque MMU, Puglia D, Fortunati E, Pracella M (2017) Effect of reactive functionalization on properties and degradabil-ity of poly (lactic acid)/poly (vinyl acetate) nanocomposites with cellulose nanocrystals. React Funct Polym 110:1–9
Koohestani B, Darban AK, Mokhtari P, Yilmaz E, Darezereshki E (2018) Comparison of different natural fiber treatments: a literature review. Int J Environ Sci Technol 16:629–642
Gwon J, Cho H, Lee D, Choi D, Lee S, Wu Q, Lee S (2018) Physicochemical and mechanical properties of polypropylene-cellulose nanocrystal nanocomposites: effects of manufacturing process and chemical grafting. Bioresour 13:1619–1636
Pinheiro IF, Ferreira FV, Souza DHS, Gouveia RF, Lona LMF, Morales AR, Mei LHI (2017) Mechanical, rheological and degradation properties of PBAT nanocomposites reinforced by functionalized cellulose nanocrystals. Eur Polym J 97:356–365
Gunning MA, Geever LM, Killion JA, Lyons JG, Higginbotham CL (2013) Mechanical and biodegradation performance of short natural fibre polyhydroxybutyrate composites. Polym Test 32:1603–1611
Hammiche D, Boukerrou A, Djidjelli H, Djerrada A (2013) Effects of some PVC-grafted maleic anhydrides (PVC-g-MAs) on the morphology, and the mechanical and thermal properties of (alfa fiber)-reinforced PVC composites. J Vinyl Addit Technol 19:225–232
El Achaby M, Kassab Z, Barakat A, Aboulkas A (2018) Alfa fibers as viable sustainable source for cellulose nanocrystals extraction: application for improving the tensile properties of biopolymer nanocomposite films. Ind Crops Prod 112:499–510
Carrera AF (2017) Coupling agent usage in the preparation of cellulose nanofibril (CNF)and cellulose nanocrystal (CNC)-based nanocomposites. In: Kargarzadeh H, Ahmad I, Thomas S, Dufresne A (eds) Handbook of nanocellulose and cellulose nanocomposites, 1st edn. Wiley, New York, pp 334–365
Buffa JM, Mondragon G, Corcuera MA, Eceiza A, Mucci V, Aranguren MI (2018) Physical and mechanical properties of a vegetable oil-based nanocomposite. Eur Polym J 98:116–124
Kabache F, Nekkaa S, Guessoum M (2022) Alkali and epoxy-silane surface modified pine cone flour reinforced polypro-pylene/poly (lactic acid) blend:viscoelastic and morphological characterization. J Adhes Sci Technol 36:1017–1040
Benhamou K, Kaddami H, Magnin A, Dufresne A, Ahmad A (2015) Bio-based polyurethane reinforced with cellulose nanofibers: a comprehensive investigation on the effect of interface. Carbohydr Polym 122:202–211
Trinh BM, Mekonnen T (2018) Hydrophobic esterification of cellulose nanocrystals for epoxy reinforcement. Polymers 155:64–74
Abraham E, Kam D, Nevo Y, Slattegard R, Rivkin A, Lapidot S, Shoseyov O (2016) Highly modified cellulose nano-crystals and formation of epoxy-nanocrystalline cellulose (CNC) nanocomposites. ACS Appl Mater Interfaces 8:28086–28095
Benchikh L, Aitferhat Y, Kebaili M, Chorfi H, Abacha I, Guessoum M, Merzougui A, Benia HM, Grohens Y (2023) Acetylation of cellulose nanocrystals extracted from cotton for drilling fluid application: structural and thermal characterization. Int J Nanosci 22:2350036
Agarwal J, Mohanty S, Nayak SK (2020) Valorization of pineapple peel waste and sisal fiber: study of cellulose nanocrystals on polypropylene nanocomposites. J Appl Polym Sci 137:1–19
Mariano M, El Kissi N, Dufresne A (2016) Structural reorganization of CNC ininjectionmolded CNC/PBAT materials under thermal annealing. Langmuir 32:10093–10103
Zhang X, Ma P, Zhang Y (2016) Structure and properties of surface-acetylated cellulose nanocrystal/poly (butylene adipate-co-terephthalate) composites. Polym Bull 73:2073–2085
Durmus A, Kasgoz A, Macosko CW (2007) Linear low density polyethylene (LLDPE)/clay nanocomposites. Part I: structural characterization and quantifying clay dispersion by melt rheology. Polymer (Guildf) 48:4492–4502
Benchikh L, Merzouki A, Grohens Y, Pellin I (2019) Extruded poly (ethylene–co–vinyl alcohol) composite films reinforced with cellulosic fibers isolated from two local abundonates plants. J Fundam Appl Sci 12:49–72
Rahem Z, Mayouf I, Guessoum M, Delaite C, Douibi A, Lallam A (2019) Compatibilization of biocomposites based on sponge gourd natural fiber reinforced poly(lactic acid). Polym Compos 40:4489–4499
Yu H, Qin Z, Zhou Z (2011) Cellulose nanocrystals as green fillers to improve crystallization and hydrophilic property of poly (3-hydroxybutyrate-co-3- hydroxyvalerate). Prog Nat Sci 21:478–484
Liu C, Li B, Du H, Lv D, Zhang Y, Yu G, Mu X, Peng H (2016) Properties of nanocellulose isolated from corncob residue using sulfuric acid, formic acid, oxidative and mechanical methods. Carbohydr Polym 151:716–724
Timhadjelt L, Serier A, Belgacem MN, Bras J (2015) Elaboration of cellulose based nanobiocomposite: effect of cellulose nanocrystals surface treatment and interface “melting.” Ind Crops Prod 72:7–15
Agarwal J, Mohanty S, Nayak SK (2021) Influence of cellulose nanocrystal/sisal fiber on the mechanical, thermal, and morphological performance of polypropylene hybrid composites. Polym Bull 78:1609–1635
Funding
Open access funding provided by Università degli Studi di Padova within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
Conceptualization was done by MG and AM; Investigation was done by LB; Methodology was done by LB, TA, YA, HC, IA and MK; Supervision was done by MG, AM, YG, MC and SD; Validation was done by TA, YA, HC, IA, MK, MG, AM and YG; Visualization was done by LB; Writing—original draft were done by LB; Writing—review & editing were done by MC and SD.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Benchikh, L., Aouissi, T., Aitferhat, Y. et al. Effect of different compatibilization routes on the mechanical, thermal and rheological properties of polypropylene/cellulose nanocrystals nanocomposites. Polym. Bull. (2024). https://doi.org/10.1007/s00289-024-05225-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00289-024-05225-w