
Abstract
Among soft magnetic materials, non-grain-oriented electrical steel (NGOES) has emerged as a promising option for various applications. NGOES material plays a crucial role across the entire energy value chain, spanning from power generation through generators to the consumption of electrical energy in electric motors and appliances within the electrical components industry which can lead to a notable enhancement in the performance of electric motors. NGOES are widely used for soft magnetic applications due to their cost and also their superior magnetic properties, including high electrical resistivity, excellent saturation magnetization, and minimal magnetostriction. NGOES are anticipated to serve as a driving force in the future global market for electric power consumption. The magnetic properties of NGOES are profoundly influenced by metallurgical factors such as Si content, grain size, crystallographic texture, sheet thickness, and surface roughness. These crucial variables play a crucial role in shaping the magnetic characteristics of NGOES materials which will be covered in this review paper. This paper provides an overview of different manufacturing routes for NGOES, as well as the advantages and disadvantages of these processes. Moreover, alternative manufacturing techniques and their capability to optimize the microstructure and to fabricate high Si NGOES sheets are discussed. Also, it addresses the challenges associated with mass-producing materials with high Si content using traditional methods. These advancements in this area present promising opportunities for enhancing the manufacturing processes of NGOES and ultimately enhancing the performance of future electrical machines and generators.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Many major countries have announced their ambitions to achieve NetZero greenhouse gas emissions by 2050 as the world attempts to limit the rise in global temperature to below 1.5 °C. Immediate actions need to be taken to meet this goal, reduce overall emissions, and minimize energy consumption. Electrification has been identified as one of the means to help reduce emissions, with a particular focus on the transportation sector, including automotive, aerospace, and, more recently, the maritime industry. The manufacturing industry is a significant global energy consumer, and a substantial portion of its energy consumption can be attributed to the usage of industrial electrical motors. The electrical motor is crucial to the electrification drive, and its wider adoption is seen as one of the key thrusts of the decarbonization movement [1].
Electrical motors consist of windings, cores (stator, rotor), permanent magnet materials and shafts, frames (casing), and caps. Most of the electrical motors windings are constructed of Cu and Al, whereas cores are formed of laminated electrical steel (electrical steel) mainly due to their magnetic properties [2]. Electrical steel is a soft magnetic material which can be found in electrical motors, transformers, and generators [3]; it can be produced by several manufacturing routes [4, 5]. Significant research has been undertaken on the improvement of metallurgical characteristics of electrical steel through thermomechanical manufacturing processes like hot rolling [6], cold rolling [4], and multistage annealing [7, 8]. These manufacturing operations have a substantial impact on improving the mechanical and magnetic properties of electrical steel, while the focus is on increasing the efficiency of electrical motor parts, such as laminated electrical steel sheets for magnetic purposes. It has also been reported that electrical steel with a high content of Si can be fabricated through additive manufacturing (AM) techniques [5, 9], which significantly improves the magnetic properties of laminated electrical steel and enhances the performance of electrical machines. Magnetic properties such as magnetic permeability, saturation magnetization, hysteresis, and eddy current losses can influence the performance of electrical machines, including energy losses, power density, and efficiency [10,11,12]. In electrical machine such as motors and generators, energy losses occur due to various physical phenomena such as copper losses, iron losses, mechanical losses [13], and stray load losses [14]. In soft magnetic materials, one of the major energy losses is iron loss, which is the main focus for researchers these days [15,16,17]. More importantly, reducing energy losses is key for enhancing the efficiency of electrical motors, especially where energy consumption is a concern. Higher efficiency means lower operating costs as well as reducing the heat generated by electrical machines, which prolongs the lifespan of equipment [18]. Typical energy losses of a 50HP machine [19] can be seen in Fig. 1. Further discussion on reducing losses in electrical machines and improving magnetic properties will be provided in other sections with more detailed analysis.

Typical energy losses in 50HP motor [19]
Manufacturing electrical steel remains an evolving field with certain challenges and gaps in its current progress. Despite recent advancements, some key areas such as processing technology and material compositions require further development. For example, maintaining consistent metallurgical properties across large-scale production [20] and eliminating defect formation during the manufacture of high-silicon steel [21] present significant challenges. Another challenge is ensuring uniform grain orientation [22] and controlling grain boundary properties [23], which are essential for optimizing the performance of electrical steel sheets and reducing energy losses, including eddy current and hysteresis losses [24]. Addressing these challenges necessitates further advancements in manufacturing techniques, material design, optimizing processing parameters, new characterization techniques, and recycling technology. These aspects will be covered in detail in subsequent chapters.
1.1 Scope of this review paper
In this review paper, the main focus is on the manufacturing of electrical steel, encompassing both conventional production methods and novel alternative thermomechanical processes. The impact of different manufacturing routes on microstructure, texture development, and magnetic performance is also examined. Furthermore, an overview of various manufacturing process routes for electrical steel is presented, highlighting existing research gaps and challenges faced in this field.
1.2 Electrical steel
In the twentieth century, the demand for electrical steel increased dramatically due to the requirements for transportation and the generation of electrical energy [25]. Electrical steels are also referred to as silicon steel and were developed by Robert A Hadfield at Sheffield in 1886. Hadfield designed soft magnetic materials by adding different alloying elements to iron such as carbon, nickel, aluminum, and silicon. The results illustrated that most of the elements were not suitable for magnetic applications except silicon. Silicon significantly enhanced the magnetic permeability and electrical resistivity but it also could decrease the coercivity [25]. Hadfield’s breakthroughs were investigated by other scientists, which confirmed that, among all the different soft magnetic materials, silicon steels (Fe-Si systems) could be the best candidate for magnetic applications. From a metallurgical perspective, there are relationships between magnetic properties and the percentage of silicon, microalloying, microstructure, and particular crystallographic textures. Based on the microstructure of electrical steel and their applications, they are classified into two types, grain-oriented electrical steel (GOES) and non-grain-oriented electrical steel (NGOES), as shown in Fig. 2 [26].

Illustration of NGOES and GOES
The GOES texture typically exhibits a distinct Goss texture {110} < 001 >, where the two easy magnetization directions, < 001 >, align parallel to the magnetic field direction. Appropriate magnetic properties in GOES can be obtained in the rolling direction with high permeability and low core loss which can be used in core materials, especially in transformers, in order to increase the energy efficiency and improve performance [27, 28].
In terms of quality, the iron core material must have good soft magnetic properties as well as be fully recrystallized. The desirable texture for the core would be achievable by secondary recrystallization if the annealing temperature is high enough. In contrast, NGOES contain random textures with the same magnetic properties in the sheet plane. This type of electrical steel can be used in a variety of applications, such as rotating electrical machine parts in the electric motor, stator cores, turbogenerator stator, generators [6, 26, 28, 29], and high-speed permanent magnet synchronous machine for an aircraft application [30]. It is significant to note that core loss and magnetic induction play a crucial role in NGOES. Core loss directly impacts motor efficiency, with higher efficiency associated with lower core loss, and magnetic induction is directly proportional to torque. Developing products with lower core loss and high magnetic induction in practical applications can be challenging [31].
The magnetic properties of the materials that are used in the construction of electrical machines are critical in order to achieve the highest magnetic performance. According to [32], the production volumes of ferromagnetic materials increased in 2016, particularly in the NGOES by almost 80%, whereas the remainder of this production was attributed to grain-oriented electrical steel (16%) and other soft magnetic materials (3.9%) [33,34,35]. Considering the market demand to have electrical motors with higher performance may create opportunities to develop new approaches. This requires the electrical steel manufacturers to produce electrical steel with the higher silicon contents to improve magnetic properties and thus take advantage of it. One of the methods used to improve magnetic properties of NGOES is the secondary recrystallization process. For example, NGOES with a coarse grain structure and a pronounced rotating texture {100} < 011 > is achieved through this process. This process leads to an improvement in the magnetic properties of NGOES due to an increase in grain size, as well as the obtaining of an appropriate final texture such as a cube crystallographic orientation [36]. Another example to improve the texture of NGOES during secondary recrystallization was reported by [37]. The study focused on the optimization of the microstructure of NGOES produced by compact strip production in order to improve magnetic performance. Having said that, secondary recrystallization alone is not sufficient to optimize all desirable magnetic properties of NGOES. Additional factors such as texture and microstructure optimization and impurity content reduction need to be considered which will be covered in other sections in more detail.
1.2.1 Industry—statistics
Electrical steel with silicon content is generally used in a variety of industrial applications such as transportation. The transportation industry contributes significantly to global pollution and climate change, especially motor vehicle emissions which account for 22% of all CO2 emissions worldwide [38]. Therefore, the automotive industry can contribute to tackling climate change by producing more efficient motors in electric vehicles [39, 40]. Tata Steel [41], ThyssenKrupp [42], and Kawasaki Steel [43] all produce sustainable electrical steel for automotive electrical components. These include electric motors, energy storage systems, conversion systems, electrical power steering, and fuel pumps. According to a report on the global NGOES and GOES market in 2018 [35], the industry was worth more than 24 billion USD and the annual growth rate was expected to increase to 7.2% by the end of 2025. Moreover, the global market reported for 2024 [44] illustrated that the market size of NGOES has grown strongly from 14.32 billion USD to 15.05 billion USD from 2023 to 2024, with an annual growth rate of 4.3%. It also predicted that NGOES demand will contribute to further grow, with the market projected to reach 17.81 billion USD by 2028. Additionally, major countries such as China, Russia, and Brazil are the leaders in silicon production with annual respective production volumes of 5.4 million metric tons, 540,000 metric tons, and 340,000 metric tons [45]. According to the International Energy Agency [35], just over 5 million electric cars were purchased globally in 2018, and by 2030, the number of people who purchase electric cars is anticipated to reach 23 million. As a result, the need for producing electrical steel as core materials in electrical motors for the mentioned applications is growing.
Conversely, in the case of electric aircraft applications, where the total weight of batteries and the efficiency of electrical motors play a crucial role [46], improving battery and electrical motor technologies is essential for reducing the environmental footprint in aviation, as these factors have a significant impact on air pollution (approximately 2–3%) and climate change [47]. Moreover, the electrification of flight plays a crucial role in the sustainability strategy aimed at achieving net zero carbon emissions in the UK by 2050 [48]. The major driving force for growing electrification market is the collabration between manufacturers such as Boeing [49], Rolls-Royce [50], Airbus [51], and Safran [52]. However, to achieve these goals with the current existing technologies is difficult [53]. However, recently, high-speed permanent magnet synchronous motors for the high-lift system in electric aircraft have been manufactured, as depicted in Fig. 3. According to [30] and [54], Fe-Si emerges as a promising candidate for future electric motors in the aerospace sector. Moreover, as suggested by [55], ultra-thin GOES sheets show great promise for application in the propulsion systems of electric vehicles, particularly in permanent magnet synchronous motors.

Illustrated high-lift system powered electrically [54]
Generally, electric aircraft manufacturers use Co-Fe rather than Fe-Si due to better magnetic induction, low core loss, and high permeability. The adoption of Fe-Si alloy in certain applications has gained traction due to its advantageous properties and specific suitability for various purposes. Its use has been prompted by considerations beyond solely technical factors, including aspects related to supply chain stability and material availability compared to Co-Fe [56]. However, the global production chain of NGOES faces various challenges, including supply chain vulnerabilities restricting access to raw material storage [57], market volatility [58], and geopolitical tensions [59]. Additionally, there is a necessary need to comply with strict environmental regulations in accordance with government policies, crucial for promoting eco-friendly manufacturing practices and meeting emission standards [60, 61]. However, these challenges also present opportunities for NGOES production. This includes embracing advanced industrial practices, promoting recycling of materials, and building strong partnerships with stakeholders, research institutions, and suppliers. By effectively navigating these challenges, the NGOES production chain can switch the industry towards sustainable growth and align with evolving global market demands.
1.2.2 Research and academic publications—statistics
As can be seen from Fig. 4, the number of publications on electrical steel in different areas has steadily risen from 2000 suggesting increased interest in this field [62]. There are several reasons that could support and explain why the publication of electrical steel has increased significantly. For example, energy efficiency regulations employed by governments across the globe aim to improve the efficiency of various industrial applications [61]. Electrical steel is a key player in meeting these regulations by reducing energy losses in generators, motors, and transformers [63]. Furthermore, advancements in the manufacturing process of electrical steel enable researchers to enhance its magnetic properties and reduce core losses. This leads to increased interest in electrical steel development as well as investment [64]. Also, the demand for renewable energy technologies, such as electric vehicles [31] and wind turbines [65], has increased dramatically, acting as a driving force for more efficient generators and electrical motors used in these devices. In the construction of generators and electric motors, electrical steel is a critical component that can improve the efficiency of electrical motors and generators, thereby maximizing energy conversion. This indicates how dynamic this area is at the universities and research, and these fields are rapidly expanding due to their environmental and industrial impact.

The number of electrical steel-related publications from 2000 to 2022
Figure 5 displays the number of publications in various areas related to electrical steel technologies. It is evident that the scientific community has placed the highest focus on metallurgy, applied physics, and electrical engineering. These findings suggest that there is a greater level of activity and interest in the fields of metallurgy and physics compared to other areas [62]. This occurs perhaps because these fields are at the forefront of technological innovations in materials science and engineering, with numerous applications of electrical steel in generators, transformers, electrical motors, transportation, and electronics [66]. Additionally, research institutions may prioritize projects and funding in metallurgy and physics due to their crucial role in advancing knowledge, as well as improving properties of materials [67]. Overall, it can be said that the increase in publications related to electrical steel in metallurgy and physics is driven by advancements in technology, industrial applications, and available funding.

Analysis of the number of electrical steel-related papers published in different disciplines
2 Metallurgy of electrical steel
Magnetic materials are generally classified into two types: soft magnetic and hard magnetic materials. Hard magnetic materials are those materials which are difficult to magnetize and demagnetize and have high hysteresis losses and coercivity, whereas soft magnetic materials are recognized as the materials with high permeability and low energy loss. The soft magnetic materials were developed early in the electrical application process and are considered the main sources for progress in the second industrial revolution. These magnetic materials can be used in many different applications such as generators, transformer cores, automotive, electrical motor, and other appliances [68]. From a metallurgical point of view, soft magnetic materials can be categorized into several sub-classes, for example, soft magnetic composite [69], soft ferritic, Fe-Si steel [33], Ni-Fe [70], Co-Fe [71], and amorphous soft magnetic [72]. Soft magnetic composite is made of bonded iron powder coated with insulation layers, which minimizes eddy current loss. The material is then pressed into a die before undergoing final treatment [73]. According to sources [69, 74,75,76], materials hold great promise for manufacturing electrical machine parts like stators. However, as referenced in [77, 78], these materials often demonstrate poorer properties and reduced efficiency at higher operating frequencies, resulting in higher costs compared to laminated steel. Nevertheless, as mentioned in [79], soft magnetic composite materials are easier to assemble, crush, and separate for recycling purposes. Generally speaking, among these soft magnetic materials, Fe-Si is the most popular soft magnetic material which makes up over 97% of today’s soft magnetic materials in a variety of applications [80], while Co-Fe is only used for complex applications with the limited quantity available [34].
2.1 Adding Si to electrical steels as alloying element
Generally, silicon is a crucial element in the production routes and can exhibit a variety of beneficial characteristics. Silicon is the main alloying element for electrical steels (up to 6.5 wt%) which improves their magnetic properties such as electrical resistivity, as well as reducing saturation polarization which can be seen in Fig. 6.

Influence of Si on magnetic properties of electrical steel [81]
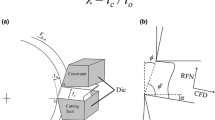
Manufacturing high-silicon electrical steel sheets (above 3.2%) presents challenges due to lower formability and increased brittleness [82], leading to the formation of cracks in electrical steel sheets during the process [83, 84]. The phase diagram of electrical steel, as depicted in Fig. 7, shows that an increase in the silicon percentage of approximately 5.3 wt% results in B2 structure ordering (Fe-Si type), while the formation of DO3 ordering (Fe-Si3 type) begins when the Si concentration exceeds 6 wt% and both phases are brittle. The formation of these ordered phases can make electrical steel brittle (i.e. up to 600 °C for Si 6 wt%) [25]. The main reasons for the formation of these phases include factors such as atomic arrangement, interatomic forces, thermodynamic stability, and phase transformation. For example, changing the percentage of silicon could impact the atomic arrangement as well as bonding, which promotes the formation of these phases. Also, the interaction between silicon atoms and other elements in the alloy could affect the stability of the crystal structure as well as interatomic forces, resulting in unfavourable brittle phases. Moreover, it can be said that the B2 phase may be more dynamically stable when a specific percentage of silicon is added to the alloys, which could promote nucleation and growth of the B2 phase. Although the B2 phase is thermodynamically stable and favourable, other factors such as temperature, pressure, cooling rate [85], processing conditions, and thermal history could impact the dynamics of phase transformation [86]. It is worth mentioning that according to [87], these phases could have a negative impact on magnetic properties, which can be optimized, to some extent, by employing heat treatment.

Fe-Si phase diagram (a) and the crystal lattice (b) of electrical steel [25]
As a result of these brittle phases, forming of the alloy requires to be conducted at higher temperatures; however, this could be a challenge as cold rolling of electrical steel is a necessary process to achieve the final thickness with appropriate surface quality and to control the final microstructure. To overcome this limitation, approaches such as physical vapor deposition (PVD) [88], chemical vapor deposition (CVD) [89], fast quenching rate [90], and the direct powder rolling process [91] have been developed for obtaining high Si electrical steel. The Japanese company JFE steel [92] has introduced a continuous process to produce electrical steel as shown in Fig. 8. The CVD technique is used to manufacture three different types of high-silicon electrical steel sheets (super core). The first step in this process is to conduct cold rolling on a low silicon steel sheet ( < 4% Si) in order to obtain the desired thickness, and after that, the sheet is coated with a reagent supplied in the form of gas such as SiCl4 under a non-oxidizing environment. A high-temperature atmosphere causes the reaction between Si and Fe on the surface of the silicon steel sheet and results in bonding silicon to the silicon sheet. Through the diffusion time, the chemical reaction below occurs [25].
Following that, when the soaking time at high temperature is completed, this allows manufacturers to produce uniform high-silicon content (6.5%) which provides superior magnetic properties [92]. These methods, however, are both costly and complex, and the laboratory-scale process is not environmentally friendly. Therefore, finding a suitable process in terms of economy, energy efficiency, and a non-complex method has been prioritized by producers [93].

Manufacturing process of electrical steel by CVD technique
On the other hand, the chemical composition could affect the magnetic properties of the electrical steel. For example, the existence of elements in the final product like titanium, boron, carbon, nitrogen, oxygen, or sulphur can reduce the electrical resistivity of these materials, while silicon, aluminum, and manganese increase their electrical resistivity. For example, sulphur (exceeding 20ppm) is detrimental to the magnetic properties by generating a fine MnS precipitate and segregating the grain boundaries preventing the grain to grow. These precipitates behave as a barrier and prevent the magnetic domain wall moves, causing more iron loss. To compensate for magnetic losses, researchers recently applied manganese oxide coating on the surface of NGOES 2.4 wt% Fe-Si. The results illustrate that optimal manganese diffusion occurs at 525 °C, leading to a reduction in power losses such as eddy current and hysteresis loss by 9% due to increased resistivity [94]. According to a recent report [95], the addition of phosphorus (0.14%) to NGOES sheet has been shown to decrease the undesirable {111} < 112 > component while increasing the favourable texture {100}. This change in composition also leads to a finer grain size. Consequently, there is an increase in iron loss. However, the magnetic induction was increased by adding phosphorus (0.14%) due to inhibiting recrystallization of unfavourable texture such as {111} near the grain boundaries. Furthermore, the mechanical properties such as yield strength and tensile strength are improved due to the refinement of grain and solid solution strengthening mechanisms. Moreover, adding copper to NGOES can also considerably reduce core loss and increase magnetic induction by improving the recrystallization texture due to the promotion of GOSS texture as well as hindering the hard magnetization {111} texture [96]. The iron loss can also be related to different shapes of oxide inclusions. Oxides with an elongated shape prevent grains from growing, whereas spherical oxides would be less likely to affect grain growth. It is noted that if the amount of sulphur goes above a certain amount, this can cause a decrease in the grain size of the cold-rolled electrical steel sheets [33].
2.2 The effect of grain size
The grain size is an important metallurgical factor which determines the magnetic properties in NGOES. Generally, in metallic materials, the finer grain structure means a higher strength and less ductility; however, this is not ideal for Fe-Si due to the hindering motion of the domain walls (boundaries between two domains) and the negative impact on the magnetic performance Fig. 9. According to [97], the magnetic properties of NGOES are highly dependent on magnetic domains, while the mechanical properties rely on microstructure. The results illustrate that some magnetic domains were compressed and fragmented, similar to grain deformation, while others were reconstructed like dynamic recrystallization processes. This study [97] illustrates the complex relationship between magnetic domains, magnetic properties, and deformation process.

Demonstrated magnetic feature of GOES
It is worth mentioning that the effect of grain size on the magnetic properties of the blanking process of NGOES (3.2 wt% Si) was also investigated by [98]. The results illustrated that blanking-related iron losses for the Fe-Si sheet with a thickness of 0.5 mm decreased with increasing grain size (210 μm), whereas for the Fe-Si sheet with a thickness of 0.25 mm, the iron losses increased with decreasing grain size (28 μm). This suggests that the grain size of NGOES significantly affects its magnetic properties and performance in electrical components. Therefore, to optimize magnetic efficiency, it is necessary to understand and control the grain size through appropriate processing technology. Recent evidence suggests the ideal grain size for magnetic purposes of NGOES would range between 50 and 150 μm [33]. Also, it was shown that the total power loss (Wt) equal hysteresis loss (Wh), and eddy current losses (We), in NGOES, would decrease when the grain size reaches the optimum value of 150 μm [29], as illustrated in Fig. 10. However, several studies suggested that a larger grain size (220 μm) can contribute to improving the magnetic properties of the NGOES [99]. Much uncertainty still exists about the relationship between appropriate grain size and magnetic properties. Having said that, one solution to rectify the uncertainty regarding appropriate grain size, microstructure, and texture to improve magnetic performance is computer simulation and modeling, which can help evaluate the impact of different processing parameters on final products. According to [100], the crystal plasticity finite-element method can predict the texture of cold-rolled NGOES sheet. Additionally, texture and grain size during annealing can be analysed to understand the grain size development across the NGOES sheet. In this study, based on simulation models and laboratory experiments, a relationship between processing parameters and magnetic properties was established for NGOES (3.16 wt% Si). It can be said that simulation and modeling are effective for predicting the microstructure of NGOES, allowing scientists to forecast how the electrical steel microstructure and texture evolve during manufacturing processes such as cold rolling, annealing, and cooling. This predictive capability helps optimize processing parameters to obtain desirable microstructure properties such as grain size and crystal orientation and ultimately improve the magnetic properties of NGOES.

The effect of grain diameter on total power loss (Wt), hysteresis loss (Wh), and eddy current losses (We) [29]
As noted by Fiorillo (2016), the power losses are dependent on frequency. At the lower frequencies, the hysteresis loss dominated while at higher frequencies the eddy current and excess losses were overcome. Therefore, for low-frequency applications up to a few hundred Hz, large grains are suitable due to decreasing total energy loss, whereas, for higher-frequency products, the smaller grain size would be more suitable Fig. 11 [72]. This behaviour highlighted the Steinmetz role and confirmed the relationship between grain size and energy loss in magetic materials [101]. However, the relationship is not strightforward due to complexity and involving other factors such as domain wall motion, domain structure, microstructure, texture and magnetic properties of materials.

The overall energy losses of NGOES (0.343 mm thick) were shown with two distinct grain sizes [72]
2.3 Crystallographic texture
There is a significant number of research studies on how to improve the magnetic properties of electrical steel through crystallographic texture modifications (e.g. [25, 102, 103]). Typical texture components and crystallographic fibres in electrical steel with body-centred cubic (BCC) structure are illustrated in Fig. 12. When a small or strong magnetic field is applied to a specimen, the crystallite orientation may result in easy or hard magnetization directions [26]. Recent studies reported that the hard and easy magnetization axes in electrical steel are < 111 > and < 001 >, respectively [6, 33]. The easy magnetization axis results in the increase in permeability and a decrease in energy losses in the transformer. Hence, the {110} < 001 > texture component (also known as the Goss component) is an ideal texture in electrical steel due to its < 001 > direction being parallel to the easy directions of the magnetic field [6, 104, 105].

Common texture components and fibres in the BCC materials are demonstrated by using ODFs (orientation distribution functions) on the φ2 = 0° and 45° sections (Bunge notation)
In 1926, Honda and Kaya [106] acknowledged the magnetic anisotropy of iron, highlighting that the crystal direction of < 001 > indicates the direction of easy magnetization, while the crystal direction of < 111 > represents the hard magnetic direction. These insights extend to electrical steel, where key textures such as Goss texture {110} < 001 >, cube texture {100} < 001 >, and rotated cube texture, as depicted in Fig. 13, are commonly found. Hence, it can be claimed that the crystallographic texture plays a critical role in defining the magnetic properties of electrical steel. On the other hand, in the core materials of rotating machines (i.e. core materials in stators and rotors), the angles between the rolling direction (RD) and the magnetization field keep changing. Therefore, for rotating machines, the ideal crystallographic orientations would be the texture containing a less hard magnetization axis, i.e. < 111 >. Hence, the (< 100 >// ND) fibre can be an ideal texture for NGOES as it has < 001 > easy magnetization directions in the sheet plane and with random angles to the RD. This means that the sheet in its own plane will be isotropic to all possibilities in the rotation positions [26]. It is noted that by increasing the Si content (6.5 wt% Si), the magnetostriction decreases along < 100 > but gradually increases < 111 > axes [89]. It is worth mentioning that it has been proposed new methods to test electrical steel for how easily it can be magnetized in different directions. In this study [107], the magnetic properties of GOES with 3 wt% Si were investigated using the Barkhausen effect, with its time-frequency representation used as a non-destructive testing tool. The results showed that this method is effective and has great potential for understanding the complex relationship between time and frequency characteristics in magnetic material behaviours. However, further improvements such as development of measurement systems and multi-thread analysis are needed.

Magnetization curve of pure Fe [33]
The texture development of electrical steels through recrystallization has been studied by many researchers, and this growing area contributes to improvements in understanding and performance [82, 108, 109]. The magnetic performance of electrical steel is highly dependent on the temperature of the final heat treatment annealing. For instance, when the electrical steel (3% Si) is annealed at 1070 °C for 50 h, this can improve magnetic induction and decrease the minimum magnetic loss in the NGOES [110]. Additionally, a limited number of Goss grains can also selectively grow in the NGOES [60]. Kestens et al. [111] conducted two stages of cold rolling on the NGOES sheets. According to their research, random nucleation and subsequent selective growth can be used to explain the annealing texture of the traditionally rolled sheet (70% reduction). The latter is distinguished by the following physical characteristics: low-angle grain boundaries with low mobility and (110) plane carrying the most slip during the deformation processes, and a small reduction in thickness of rolled sheet resulting in a low stored energy nucleation rate in the sample. Computer models further revealed that in the lightly rolled sheet, low stored energy nucleation is preferred [111].
3 The thermomechanical manufacturing process of electrical steel
The material processing history such as casting, reheating, hot rolling, cold rolling, final annealing treatment, and skin pass conditions can play a significant role in impacting on the mechanical and magnetic properties of electrical steel which can be seen in Fig. 14 [6, 112, 113]. In conventional methods of manufacturing electrical steel, alloying elements are typically added during the casting stage to precipitate as normal grain growth inhabitors which determine the magnetic properties of the final product. During the reheating stage, the inhibitor materials (such as AlN and MnS) dissolve at high temperatures up to 1400 °C [114]. During the high-temperature slab, pre-rolling can cause some surface areas of the slab to be remelted and create a problem during rolling and annealing processes. The hot rolling process in manufacturing electrical steel also promotes the production of finer precipitates of inhibitor elements, especially in GOES [115], but also influences texture and can lead to larger hot band grain sizes when finished at higher temperatures [116]. The main purpose of the cold rolling of electrical steel is to reduce the thickness of the sheet (~ 60 to 80%) which is one of the best ways to reduce core loss. After the cold rolling process, the decarbonization process usually takes place to reduce carbon content (0.005% or lower) and reduce the magnetostriction effect [117]. By following that the annealing process is conducted at ~ 700 up to 800 °C, where certain crystals are preferentially formed from the primary recrystallized crystal with a desired magnetization orientation. After passing through various stages in conventional manufacturing, the electrical steel sheet undergoes a final step wherein it is processed by a set of polishing rollers. This stage is crucial for smoothing the surface and controlling the thickness of the sheet. This gentle reduction and surface refinement process is known as the skin pass. During this stage, some deformation in the crystal structure can occur, potentially altering the crystallographic texture and magnetic properties to some extent. However, these changes are usually not as significant as those seen in other stages like cold rolling and annealing. Following this, the electrical steel sheet undergoes thermal compression and stamping for core fabrication [115]. However, internal or external mechanical stress can be induced at this stage by applying excessive compression force and tension during the shaping of laminations into a round shape and bending the electrical steel sheet during the edge-cutting process. This can be almost resolved by stress relief annealing treatment [118]. Following that the annealed thin sheet of electrical steel is usually subjected to skin pass to achieve a certain surface roughness as well as strength [119].

The traditional procedure to produce electrical steel (NGOES)
It is important to note that electromagnetic devices experience stress during operation, primarily due to localized overheating resulting from various factors such as manufacturing processes, material properties, and operational conditions. This stress can impact the magnetic properties of electrical steel significantly [120]. For instance, subjecting the material to alternating magnetization along different directions, such as the RD and TD at 50 Hz, shows that uniaxial stress influences hysteresis loops and core loss. Tensile stress tends to decrease core loss along the RD but increases it along the TD direction. This highlights the critical role of tensile stress in both the mechanical and magnetic behaviour of electrical steel sheets [120].
One effective method to reduce internal stress impact is stress relief annealing treatment, which depends on factors like the material type, stress level, annealing time, and temperature and so on. For NGOES materials, annealing at 780 °C for 2 h has been found to effectively reduce the density of dislocations and low-angle boundaries while refining the grain size. This results in grain recrystallization, enhancing the λ-fibre {001} < uvw > while weakening the γ-fibre. Consequently, this process leads to improvements in hysteresis losses and a reduction in residual stress [121]. Moreover, annealing (in Ar) of cold-rolled Fe-Si with a 4.5 wt% variation for 2 h showed interesting results. As the annealing temperature increased from 600 to 800 °C, the yield strength declined due to the recrystallization process. Simultaneously, there was a decrease in hardness, yet an increase in workability was noted. However, between 400 and 500 °C, the yield strength reached its maximum [122]. For a clearer understanding of the impact of annealing on the mechanical properties of electrical steel, Table 1 provides a concise overview of the effects of annealing treatments on yield strength, influenced by annealing time, temperature, and silicon percentage.
In recent years, there has been a rising tendency to improve the magnetic properties of NGOES by using different types of thermomechanical processing. The magnetic characteristics of electrical steel can be significantly impacted by the material’s previous processing history. The microstructure characteristics obtained from thermomechanical processing can affect the magnetic properties by varying the grain size and the orientation of the crystallographic as well as defects [6, 112, 113]. These microstructure characteristics could act as a domain wall, which determines the magnetization performance and hysteresis losses when the external magnetic fields are applied to materials. With respect to microstructure effects on magnetic properties, the texture impact is also vital especially in the materials with a BCC crystal structure because these materials exhibit various magnetization performances with different crystallographic orientations. For example, the λ-fibre texture (< 001 >// ND) is an ideal texture for developing superior magnetic performance while the γ-fibre texture (< 111 >// ND) becomes the adverse texture for magnetization [127,128,129]. Moreover, the most frequently observed fibre texture in electrical steel during the thermomechanical process (hot and cold rolling) is α*, α, and γ which are developed during these processes and are not desirable in terms of improving magnetic properties due to having hard magnetization in this direction [130].
Numerous studies have been conducted on the development of the texture of the electrical steel. In that regard, Hermann et al. [129] conducted experiments in order to improve the magnetic properties of electrical steel with 2.4 wt% Fe-Si and understand the relationship between grain morphology, texture, and process parameters. In this research, two sets of hot rolling parameters were conducted for primary and secondary groups. The primary groups had a finishing temperature of 900 °C, and following that, all samples were cold rolled (0.50-mm thickness), subsequently annealed at around 950 °C for 45 s, and then cooled down to 200 °C for 5 min. The results illustrated that the primary groups with different setup process parameters in hot rolling led to the lowest γ-fibre and the highest intensity of rotate cube component. These results are similar to those reported elsewhere [131] about the recrystallization process of ultra-low carbon steel.
On the other hand, secondary groups had a finishing temperature of 800 °C, and fast cooling from finishing temperature to 400 °C and cooled down to 200 °C for 5 min could result in a completely recrystallized structure close to the surface. In contrast, in analysing the hot rolling microstructure of secondary groups, different texture intensities and microstructures obtained across the thickness of secondary groups such as the highest strength of θ fibre were observed after the hot rolling processing and the low concentration of the Goss texture {110} < 001 > and shear texture with the component of {112} < 111 > also seen at the surface [127, 129]. It was shown that the deformation region with high intensity of γ and α fibres, in the secondary groups, was promoted to form a rotated cube orientation. Also, after the cold rolling process, the magnetic properties increased in the central region as well as the concentration of rotated cubic components compared to the hot rolling process. Contrasting the texture of Fe-Si 2.4% after the annealing treatment and the hot rolling process has shown that if the temperature of the annealing process reached a maximum of 950 °C, it resulted in the lowest intensity of θ fibre compared to that produced after the hot rolling process. Therefore, decreasing the intensity of θ fibre after annealing is not desirable for the magnetic properties [129].
The evidence demonstrated that having less deformation as well as reducing the hot rolling temperature during production can improve the magnetic properties of the NGOES [4, 130, 132, 133]. During the cold rolling process, shear band deformation can be introduced, especially when the steel (without phase transformations) has a coarse hot band grain microstructure. These distortions could be a preferred place for Goss-oriented grains to nucleate and grow in the annealing treatment of electrical steel, and this is crucial for magnetic properties due to minimizing the magnetic loss in electrical power transformers [4, 130]. For instance, it was found that increasing the cold plastic strain (i.e. thickness reduction in rolling) significantly influenced the development of final textures (γ, η) of 3% Si NGOES and consequently their magnetic properties. Also, to achieve the best magnetic characteristics, grains with favourable texture must be nucleated and, thus, to achieve a desirable texture, shear band development during cold rolling is necessary. In this research, the optimal combination of B50, W15/60, and relative permeability (µr) was obtained when the large grain size samples were hot rolled at 1000 °C to 1.4-mm thickness with 64.3% cold strain [134].
It is a widely held view that one of the key elements influencing a certain orientation’s behaviour during recrystallization is the variation in the accumulated deformation energy in different crystallographic orientations [36, 130, 135]. In the cold rolling process, it has been proven that the nucleation of crystals starts at the grain boundaries and the deformation areas obtained from this process contain highly stored energy near the grain boundaries rather than the interior regions. This phenomenon occurred due to piling up the dislocation at grain boundaries and acting like a barrier. Furthermore, the deformation stored energy could be different for each grain with different orientations. For example, the deformation stored energy of grain with {111} orientations is higher than those in the cube and rotated cube {100} because these grains have the lowest crystal nucleation rate at grain boundaries which illustrates a direct relationship between high deformation stored energy and crystal nucleation. Consequently, the accumulation of stored energy can be a driving force for the recrystallization process, and the strength of this energy relies on individual grain’s performance in crystallographic orientation and deformation history. It should be pointed out that, in this mechanism, during the recrystallization process, the grains with the highest density of dislocation would be recovered quickly and provide a suitable place for the nucleation of new grains in the next stage of recrystallization process [130, 136]. Park et al. [112] have shown that a high heating rate during recovery and the recrystallization process of NGES could be beneficial for the development of desirable microstructure for magnetic applications. However, the high heating rate led to a decrease in the average grain size in both fine and coarse-grained samples which have a negative impact on core losses. Overall, the results [130] imply a correlation between the hot band texture and the crystallographic orientations observed following cold rolling. Furthermore, the orientations and texture of the hot band after the recrystallization annealing treatment could result in improving the magnetic properties. It should be noted that the higher stored energy grains are not magnetically favourable for electrical steel because the recrystallization process in electrical steel occurs in an area which has high stored energy. This could produce the hardest magnetization direction as well as high anisotropy energy [130].
Xie et al. demonstrated that the improvement of textures in high Si electrical steel (6.5%) can be achieved through secondary rolling and annealing at temperatures ranging from 1000 to 1300 °C [137]. Based on the experimental results, the best magnetic properties with low core losses were achieved when the sheet was reduced in thickness to 30% by the secondary rolling process and annealing temperature set at 1300 °C which would increase the texture < 001 > from 34 to 44%, if the holding time at the annealing process increased from 1 to 5 h. Similarly, the volume fraction of Goss and cube texture increased by 23% and 21%, respectively. Also, increasing the holding time during the annealing process could result in an increase in the grain size more than is required (600 μm) which has a negative impact on the magnetic properties. Furthermore, these results suggested that the surface energy and grain boundaries promote the growth of Goss and cube-recrystallized grains [137].
A similar approach of two cold rolling steps with various annealing temperatures of NGOES cast strips was also reported in [6]. To develop < 001 > crystallographic orientations during the rolling process, small reductions for every single step of rolling was applied to allow the evolution of microstructure and form shear bands across the sheet thickness. Moreover, an intermediate annealing temperature between the first and second rolling processes was applied to influence the recrystallization texture as well as the final grain size (Fig. 15). The cold rolling process significantly impacts the texture of materials [138], and researchers have investigated the microstructure evolution following various cold rolling processes [6]. The behaviour of recrystallization in cold-rolled sheets changes due to the reduction of shear bands and the increase in grain fragments. However, these textures weaken, and the formation of the cube texture {100} strengthens due to the rotation of smaller crystals. Moreover, higher intermediate annealing temperatures in two-stage rolled sheets not only increase the grain size before final rolling but also result in more shear bands in the final cold-rolled products. Consequently, this gradual increase leads to a stronger Goss and cube texture. Additionally, increasing the grain size during the annealing process can reduce hysteresis loss. In two-stage cold rolling, higher intermediate annealing temperatures can enhance the magnetic properties of samples with the highest levels of magnetic induction around 1.754 T and the smallest core loss approximately 2.9 W/kg [6]. This improvement in grain size of annealed sheets, along with λ-fibre and η-fibre formation, is notable [6, 139]. Intermediate annealing temperatures can also influence the texture, microstructure, and magnetic properties of NGOES. These findings emphasize the importance of further research in this area to explore how processing conditions can influence magnetic performance.

Schematic diagram of cold rolling steps of electrical steel
The cold rolling process strongly affects the texture of materials [138] and the microstructure evolution which is required to be investigated [6]. Generally, the behaviour of recrystallization in the cold-rolled sheets changed because of a decrease in the shear bands and increase in the grain fragments. In contrast, increasing the intermediate annealing temperatures in two-stage rolled sheets could cause an increase in the grain size before final rolling and result in more of the shear band formation in the final cold-rolled products which is magnetically favourable. Eventually, this led the volume of η-fibre texture to be slowly increased with strong Goss and cube parts [6]. In the two-stage cold rolling, intermediate annealing temperatures could affect the texture, microstructure, and magnetic properties of NGOES. The higher intermediate annealing temperatures can improve the magnetic properties of samples with the highest levels of magnetic induction around 1.754 T and the smallest core loss approximately 2.9 W/kg [6]. This improved the grain size of annealed sheets, along with λ-fibre and η-fibre formation [6, 139]. A recent study [140] suggests that a new three-stage cold rolling technique could greatly enhance the magnetic properties of GOES sheet (~ 3.25 wt%). In this research, two intermediate annealing treatments (870 °C for 3 min and 940 °C for 5 min) were employed between the three stages of cold rolling. The results illustrated that not only large grains up to 15 mm could be produced, but this technique also enabled an increase in silicon content and a reduction in sheet thickness, leading to reduced core losses. Together, these issues provide an important insight into further research in this area to understand how the processing conditions could impact the magnetic performance.
4 Alternative thermomechanical manufacturing of electrical steel
Electrical steel sheets have gained significant attention in modern industries due to their various applications and outstanding magnetic properties. These products are typically manufactured using a series of different thermomechanical processes, which impact their microstructure, textures, and properties. Due to the rising demand for production of these strategic materials, even a small increase in efficiency can have a significant impact on costs and help bring us closer to our carbon net zero goals. Therefore, a number of alternative thermomechanical operations have been introduced to improve the magnetic performance of these materials, such as asymmetric rolling, repetitive bending under tension, cross rolling, and skew rolling [92, 93, 141,142,143,144]. The main reason to use these thermomechanical processes was to optimize the final microstructure for higher magnetic performance.
Shear plastic deformation during cold rolling can result in the formation of shear bands as well as high dislocation density zones inside the grains of hot-rolled electrical steel. These high dislocation density zones and shear bands are ideal sites for nucleation of < 001 > grains during the recrystallization treatment [145]. Shear plastic deformation can be achieved through asymmetric rolling (ASR) in which the circumferential speeds of the upper and lower rolls differ; the schematic of asymmetric rolling can be seen in Fig. 16. This can be accomplished by using different roll diameters (D), circumferential speeds (µ), or rotating at different speeds (ω). For example, Sha et al. [146] showed that applying ASR on NGOES with 2.10% Si resulted in developing < 001 > grains during the final recrystallization treatment as well as increasing the strength of η while the strength of γ-fibres tends to be slightly reduced. In this case, the simultaneous enhancement of magnetic induction and reduction of iron loss can be achieved by ASR, with a maximum amplitude of 0.011 T and 0.50 W/kg.

Schematic of asymmetric rolling
It has been demonstrated that shear plastic deformation induced during repetitive bending under tension (R-BUT) significantly contributes to the promotion of the desired {001} texture in electrical steel, while simultaneously reducing unfavourable {111} orientations. As depicted schematically in Fig. 17, the specimen undergoes cyclic bending and unbending while under tension. This cyclic loading induces shear plastic deformation, leading to the formation of shear bands within the thickness of the sheet material. The plastic deformation at room temperature results in the development of a desirable texture in the recrystallization heat treatment process. This innovative sheet metal deformation technique was applied to the hot band annealed 1.8 wt% Si NOES. Moreover, the results indicate that materials subjected to R-BUT can be deformed beyond their typical formability limits, offering a potential solution to the issue of low workability in higher Si-containing electrical steel sheets. These findings underscore the effectiveness of the R-BUT technique in optimizing the magnetic quality of electrical steel [147].

The experimental configuration includes a visual representation of the R-BUT testing setup, an illustration outlining the bending assembly [147]
Another alternative thermomechanical manufacturing process to improve the magnetic properties of NGOES as well as improve the texture is a cross rolling. According to [148], cross rolling illustrates a significant potential for obtaining uniform microstructure while keeping advantage of rolled microstructure and crystallographic texture. Cross rolling alters the orientation stability of a hot-rolled sample by rotating it by 90° during cold rolling; it results in changed plane strain conditions which prevents γ-fibres to form in the recrystallization process. Despite the change in orientation, the α-fibre <110 >// RD remains stable under plane strain compression. Cross rolling influences the formation of texture, producing a τ-fibre < 110 >// TD, reducing the anisotropic mechanical behaviours and magnetic properties by creating a strong cubic-rotated texture {001} < 110 > while eliminating γ-fibre texture [4]. During annealing, cold-rolled sheets undergo texture and microstructure evolution, leading to abnormal grain growth and decreasing hysteresis losses [149]. Additional annealing stages result in cross rolling sheets with exceptional magnetic properties, such as increased core loss by 21.4% and induction by 2.84% when subjected to a magnetic field of 50 A/cm [4]. However, the process has productivity and cost drawbacks and can lead to hysteresis losses, which are influenced by microstructure, residual stresses, grain growth, or the recrystallization process [4].
In 2016, Kestens et al. [144] introduced a new design technique in the cold rolling process called skew rolling (SR) which is similar to cross rolling. SR involves rotating a hot-rolled sheet by different angles (45°) with respect to the rolling direction of the previous rolling stage. Compared to the conventional and cross rolling, SR results in different texture and deformation modes due to frictional forces acting along the RD and TD direction which causes different textures with high intensity. The main aim of SR is to change the unfavourable fibre < 111 > // ND and promote the favourable < 113 > // ND (known as θ*) after the annealing treatment [150]. However, the promotion of ideal sites for nucleation < 001 >, such as shear bands, twin boundaries, and triple junctions, which are considered good candidates [151], can be facilitated through the SR operation [6]. Therefore, it is important to identify the nucleation sites and understand the correlation between orientation nuclei and the mechanism of grain growth. It was shown that the final recrystallization texture of SR depends on nucleation and grain growth, with grains having certain orientations growing faster due to higher migration rates of grain boundaries. Specifically, grains with < 001> // ND orientation and shear bands tend to grow and expand more than grains without shear bands, as the nucleation usually starts from shear bands and the energy stored within the grain drives grain development [144]. Additionally, grains with high-angle misorientation grow more quickly due to the mobility and activation energy of high-angle boundary relocation, compared to grains with low-angle misorientation and sluggish mechanisms. This information can be used to control the final texture and properties of the material produced through SR [151].
As elaborated in Fig. 14, the conventional thermomechanical manufacturing process for NGOES sheets involves a series of steps, including continuous casting, hot and cold rolling, and various intermediate heat treatments. However, due to global warming concerns [1, 38], there is a pressing need to develop alternative manufacturing methodologies that not only maintain the integrity of the material but also enhance its magnetic performance. While cross rolling and skew rolling have exhibited promising capabilities in preventing undesired microstructure as a result of plain strain during cold-forming operations, their integration into existing production lines poses significant challenges, particularly in terms of cost implications. Cross rolling, despite its potential benefits, presents hurdles in achieving continuous fabrication of NGOES sheets. This method necessitates cutting and rolling the sheets perpendicular to the previous rolling direction, thereby introducing additional costs into the production line [4]. For the case of skew rolling, it offers an alternative approach but requires substantial modifications to existing rolling infrastructure, therefore requiring additional investments [144].
ASR and R-BUT showcase promising capabilities in fostering the development of < 001 > // ND orientation and mitigating undesired gamma texture in the final product, as a result of shear strain in these two operations. However, ASR, while effective, can introduce edge cracks in the sheet and compromise surface quality due to friction between the rollers and the sheets. This friction not only impacts the surface, but also accelerates wear on the rollers, necessitating frequent repairs and replacements, thereby incurring additional costs [152]. Similarly, while R-BUT demonstrates proficiency in achieving desired microstructures in high-silicon content NGOES, it mandates infrastructural changes in the production line [147]. On the other hand, new manufacturing routes such as AM operations exhibit potential for fabricating high-silicon content NGOES with desired microstructures. Nonetheless, these methods encounter typical defects inherent to additive manufacturing processes, such as porosities, keyholes, high residual stresses, and cracks, which significantly impede magnetic performance. Furthermore, AM operations have slower production rates compared to conventional manufacturing routes, which makes scaling up production and maintaining efficiency more challenging [153].
5 Additive manufacturing of soft magnetic materials
Additive manufacturing (AM) is a technology to produce complex engineering parts directly from digital CAD (computer-aided design) by joining unprocessed materials layer by layer (gradually adding materials) and using a high energy source such as a laser or electron beam to melt the powder until the desirable part is completed. This technique can be used for various materials such as composite, polymers, metals, and ceramics in different industries such as medical, aerospace, and automotive productions [154,155,156]. The nature of this technology offers greater design freedom, flexibility, and a lower waste of raw materials for the fabrication of metallic component compared to conventional methods such as casting, forming, forging, and machining. With the expiration of numerous patents surrounding the technology, new novel AM processes have emerged that have begun to revolutionize industry over the past 15 years. This technology opens new paths to fabricating materials with complex geometry as well as shorter lead times in design and production, thereby reducing the overall lead time in the manufacturing process. The advantages of AM over the conventional processes have been an increasing topic of interest to many researchers wanting to use this technology to produce products for different applications [157]. There are several organizations including Boeing [158], Airbus [159], and NASA [160], which are embracing AM technology as a key production method for fabricating magnetic parts in the future. However, despite its advantages, there are some drawbacks associated with this technology; for example, through AM routes, final products would be costly, and fabricating large or very small structures is limited. Additionally, in some cases, it is not economically viable for mass production [161]. Furthermore, the properties of the final component are mainly reliant on process parameters and creation (porosities, lack of fusion) is still a widespread problem. Another challenge is void formation during the manufacturing process between layers of materials. These defects could cause poor mechanical and physical properties. For example, according to [162], computer tomography scans can be used to detect porosity within materials and evaluate the porosity level in 3D printed parts. Additionally, heat treatment is crucial for AM components after printing to avoid unwanted defects that could potentially affect mechanical properties such as hardness due to the presence of porosity. Some of these concerns have been resolved, but further AM technology readiness levels are needed to handle the remaining problems. For instance, producing some parts in the AM process consumes more time compared to traditional methods which comes at a cost, and this could increase lead time in the production process. However, for specific products with complex geometry, AM technology could be the best in terms of cost effectives.
Having defined what is meant by AM, a widely held view is electrical steel with more than 3 wt% Si which could be difficult to produce due to its poor workability and embrittlement effects. Also, the potential of AM technology for soft permanent magnetic materials and their applications has still not been fully explored [163, 164]. A recent study [165] illustrated that an innovative technique such as LPBF can also be used for developing microstructure and λ-fibre (< 100 > // ND) texture in Fe 3.5 wt% Si for industrial applications. According to [165], {001} < 001 > cube texture, {001} < 110 > rotated cube texture, and {100} < 105 > texture as well as strong λ-fibre texture on the top plane of Fe 3.5 wt% Si can be manufactured. On top of the plane, 16.6% γ-fibre texture with the lowest energy density (75 J/mm3) was produced due to lack of high energy, and defects such as pores and un-melted powder were observed. Therefore, the laser energy density is proven to be an effective method to regulate the crystal orientations of magnetic components [165].
According to recent research (2023) [166], using AM technology to manufacture ferromagnetic material and different parts of electrical machines is feasible. In this research, the evaluation of magnetic properties of electrical steel was undertaken using 3D micro-extrusion and laser powder bed fusion (LPBF). The results demonstrated that, as compared to the LPBF counterpart, the micro-extruded component exhibited considerably smaller core losses. Furthermore, in contrast to the LPBF component, the micro-extruded ring exhibits only a minor increase in losses when compared to the standard electrical steel. Therefore, it can be concluded that the 3D micro-extrusion of Fe-Si 3 wt% at ambient temperature proceeded by regulated debinding and furnace sintering is preferable to the LPBF after thermal annealed in terms of magnetic characteristics. This illustrated the potential of AM technology to produce novel magnetic material components such as Fe-Si.
Another study [167] confirmed that the LPBF technique can be used to print Fe-Si steel with two different silicon contents such as 3% and 6.5%. The results demonstrated an extremely strict processing window characteristics, with keyhole porosity correlating with high specific energy values (E = 350 Jm−1, v = 0.5 ms−1, P = 175 W), leading to crack formation. The main reasons were high thermal gradients and fusion porosity being lacking at low specific energy levels, and the best LPBF printing condition was E = 250 Jm−1, v = 1 ms−1, P = 250 W, 99.99% relative density. Moreover, because of epitaxial growth beginning from the previously consolidated material of the sublayer, a completely columnar solidification microstructure was formed along the constructed direction. The Fe-Si 3 wt% alloy has a strong < 211 > texture in the as-built condition; however, following a heat treatment at 1150 °C, this texture transforms to a < 001 > cubic texture. As-built Fe-Si 6.5% metal has a cube texture that changes to a < 110 > Goss texture when heat treated. In both alloys, the absence of the hard magnetization < 111 > direction in the samples’ vertical and horizontal planes resulted a desirable microstructure for magnetic applications. The magnetic behaviours of both fabricated alloys are encouraging. Particularly, the FeSi6.5 steel seems to have a significant amount of potential because it showed less eddy current effects than Fe-Si 3% and hence has a greater magnetization capacity and more than 50% lower power losses [167].
The recent study [168] demonstrates that LPBF can be utilized for manufacturing NGOES Fe-Si 3.5 wt%. The results show that reducing linear energy density (0.375 to 0.125 J/mm) and laser power (150 to 50 W) changes the morphology of the melt pool from large to small, resulting in a strong θ fibre texture with a random distribution of grain orientations. Decreasing scanning speed (160 mm/s) and laser power (60 W) also transforms the melt pool shape to elliptical, yielding larger grains with fewer defects such as pores and a higher area fraction of < 001 > in the building direction, along with strong columnar grains that improve magnetic properties such as magnetic flux density and permeability. However, exposure to external magnetization results in higher power loss and coercivity, possibly due to residual stress, defects, and high-density dislocation. Nevertheless, this research yielded a relatively high porosity level, which is undesirable, and the magnetic properties of the final products were not comparable to commercial products. Therefore, further annealing is necessary to remove residual stress and promote recrystallization, allowing for a better understanding of how the texture develops after these treatments. Conversely, a different observation was reported by [169], where high Fe-Si content (6.5 wt%) manufactured by LPBF at power 170 W and scan speed 400 mm/s, using bidirectional scanning, resulted in large columnar grains with an elongated shape exceeding 2 mm in the build direction. Additionally, these grains exhibited a preference for the < 111 > texture, which is not desirable for magnetic properties.
Manufacturing high-silicon electrical steel (6.5%) and optimizing the geometry of electrical machine parts through the LPBF process are gaining attention from scientists [125, 170]. This process offers a high cooling rate, which helps avoid the formation of brittle phases and improves magnetic properties, such as permeability up to 30,000 [170]. The Hilbert pattern is a specific geometric arrangement that can be used in constructing stators (Fe-Si 6.5 wt%) for electrical machines (Fig. 18). This pattern aims to reduce eddy current losses and decrease the stator’s weight by 34% compared to Fe-Si 3 wt% (0.127-mm laminations), while also improving the torque density of the AM Hilbert stator by 13%. However, core losses for the AM Hilbert stator at 1000 Hz are higher than for Fe-Si 3 wt% (428 W, 0.35-mm laminations). Further work is needed to address these losses and optimize processing parameters in AM Hilbert LPBF, as well as avoiding delamination and debonding during machining [171].

Design of AM Hilbert stator for manufacturing by the LPBF process [171]
According to a recent report by Zaied et al. [172], high-silicon electrical steel 6.5 wt% can be manufactured by laser beam melting (LBM) process. In this research, microstructure and magnetic characteristics are investigated in relation to the impacts of the LBM machine settings. The results demonstrated that the sample exhibits a columnar grain structure which is strongly correlated with the normalized energy. In other words, as the energy increased, the grains tend to grow and become more coarser which improved magnetic properties especially coercivity value. Thus, minimizing the formation of small grain sizes in the LBM process could help to improve the magnetic performance. However, the EBSD (electron backscatter diffraction) results showed that there is a weak relationship between texture and the magnetocrystalline energy and magnetic properties such as flux density. Based on the results, the authors suggest that for fabricating high-silicon electrical steel, future research should focus on post-treatment processes such as the annealing process. This focus is necessary to produce a uniform coarse grain and recrystallized microstructure, as these types of post-treatments could lead to favourable crystallographic orientation and improved magnetic performance [172].
Among the different processes of AM, the binder jetting (BJ) has recently been used to manufacture high-density Fe-Si (6.5 wt%) stators. The researchers have examined the effects of magnetic and mechanical properties of the BJ silicon part [173]. The most noticeable result emerged from the experiment was that a crack free, near net shape (99% dense Si part), can be achieved when solid-state sintering is applied. Furthermore, different types of tests were performed on the fabricated Fe-Si parts which resulted in a low coercivity, an ultimate tensile strength of 434 MPa (similar to structure steel), a saturation magnetization of 1.8 T, and an electrical resistivity of 98 µΩ cm as well as high relative magnetic permeability of 10.500 for a sample with thickness of 1.02 mm. These results would seem to suggest that this process can potentially replace the current CVD operation to fabricate 0.1-mm thickness 6.5 wt% Si electrical steels due to its cost effectiveness and reasonable mechanical and magnetic properties [173].
According to a study by Garibaldi et al., selective laser melting (SLM) technology has been used to fabricate high-silicon steels with a 6.9 wt% Si content, revealing that SLM technology could be a potential manufacturing route to produce grain-oriented electrical steel for magnetic function [5]. Also, it was shown that the SLM has a potential to produce a near fully dense electrical steel at the higher energy of the scanning laser. During the SLM process, the cooling rates were high and in the range of 103 to 106 K/s. This can be beneficial due to the suppression of two phases such B2 and DO3 to form in Fe-Si 6.5 wt% system. These two phases make electrical steel more brittle and less electrically conductive [8, 174, 175]. Additionally, the final microstructure produced by raising the scanning speed from 140 to 280 J/m shifts from cube texture to long columnar < 001 > grains. However, increasing the energy of the laser caused increased crack formation and spherical porosities [5]. The main reason for the formation of spherical pores was the protuberant melting pool shape due to the higher laser energy input used during manufacturing process [176]. In addition to that, higher energy can be promoted to form keyhole defects in samples due to the vaporization of materials from the surface, and then, during solidification, these gas bubbles are trapped in the melting pool zone. Increasing the laser beam energy can also result in the introduction of thermal stresses to the SLM samples, which can lead to crack formation during the SLM process. Therefore, applying higher laser energy for a short time could play a significant role in forming defects as well as determining the effect of the thermal gradient and stress in the SLM samples [5].
Two distinct components with cubic and ring geometries were created to investigate the microstructure and magnetic characteristics. Due to heat input and residual stress effects in the ring shape sample, it was suggested that the laser energy density (E) could not be higher than 420 J/m [177]. The analysis of performance loss in the ring sample revealed that with a further increase in laser energy, both the remanence flux (Br) and the maximum magnetizing force, coercivity (Hc), gradually decreased. This effect was particularly observed when the laser energy increased from 140 to 280 J/m. However, no significant impact was observed when the laser energy increased from 280 to 420 J/m. Furthermore, the P50–1 analysis of total power losses revealed a distinct non-monotonic pattern, with the minimum value observed at E = 280 J/m. Moreover, after stress relief treatment (5 h at 700 °C), the magnetic permeability increased considerably. The increase in magnetic properties tends to affirm the efficacy of the heat treatment implemented to diminish the internal stresses caused during processing. However, high laser energy might be detrimental to magnetic characteristics due to the formation of a cubic texture. It has been suggested that post heat treatment is necessary to increase grain size which can have a significant influence on the magnetic properties [177].
The effects of the annealing treatment on microstructure features and magnetic properties of Fe-Si steel parts (6.9 wt%) made by the SLM process were also studied [7]. The findings suggested that the rapid cooling rate during the SLM process could suppress the diffusion and reaction to avoid the coarsening process. Annealing the SLM part at 1150 °C for 1 h could develop a recrystallized microstructure which is defined by mainly equiaxed grains (≤ 300 μm). The most significant aspect of this treatment was that annealing preserves the SLM < 001 > texture along the building direction of the specimen; however, the texture strength of annealed samples at 700 and 1150 °C in the build direction BD at different temperatures varied. The magnetic properties of the annealed ring were validated, revealing a maximum permeability of 24,000 H/m, a coercivity of 16 A/m, and a notable 36.8% increase in flux density B10 (from 0.95 to 1.3 T) subsequent to annealing at 700 °C. This is an interesting finding because an elevated temperature in annealing can be conducted to the built sample, and this can induce stress relief and grain development without degrading the crystallographic texture obtained by the SLM process. This occurred because of grain growth and stress relief which can decrease the lattice defects. This can also be compared to the commercial high-silicon laminate steel fabricated through the CVD process in terms of quality [7].
6 Circular economy of electrical steels
It is essential to establish a comprehensive design principle for the recycling of electrical machine parts in order to address the growing demand for sustainable practices in the electrical steel industry. Not only does this facilitate the remanufacturing of electrical steel, but it also plays a crucial role in mitigating environmental concerns. Critical materials are distributed unevenly across the globe, primarily concentrated in a few regions marked by volatile political environments and insecure supply chains. Recycling them is highly energy-intensive due to their low concentration in alloys, resulting in unavoidable costs. However, with the increasing demand for electrification, these critical materials have become essential for enhancing the performance of electrical motors [61]. For instance, it is difficult-to-obtain rare earth elements, and critical materials such as Nb, Dy, Co, Ge, Sm, Ni, and Ru are essential for manufacturing electrical steels with enhanced magnetic properties. However, these elements can be recycled effectively by concentrating on the end-of-life processing of electric motor components. This method might enable the extraction of heavy and rare substances, thereby contributing to the conservation of natural resources. Furthermore, from an economic standpoint, the conventional production of electrical motors gains higher costs and maintenance expenses than the remanufacturing of electrical machines. Therefore, it is crucial to consider the economic benefits of recycling the Fe-Si cores of large transformers, especially when these components have outlived their intended lifespan [178]. This method represents a straightforward and economical solution. In addition, the conversion of electrical steel scrap containing these elements into powder by the gas atomization process could open the door to alternative manufacturing processes, such as direct powder rolling (DPR) or even AM, for the production of electrical steel parts. The approach has been reported in the work of Duz and Moxson [115] where a blended powder of Ti was successfully used in the DPR process to produce titanium sheets, foil, and plates. This technique has the potential to compete with emerging AM processes, providing ample opportunities for further development in this field. Establishing recycling design principles for electrical machine parts has great potential for remanufacturing electrical steel, reducing environmental impact, addressing resource scarcity, and investigating cost-effective manufacturing alternatives.
According to recent research [179], recycling electrical machines is of utmost importance due to its significant impact on resource efficiency, waste reduction, and material reuse within the scope of electric motors. The implementation of circular economy practices necessitates the adoption of various strategies, namely remanufacturing, refurbishment, repairing, reusing, and recycling, as effective means to achieve the objectives of circular economy principles. The primary goal of the circular economy for electrical steel is to create opportunities for sustainable resource utilization in the supply chain of critical materials. This can be achieved by following the steps outlined in Fig. 19, which aim to reduce environmental impact and minimize waste from both new manufacturing and the reuse of old products. Remanufacturing involves the disassembly, repairing, and reassembly of electrical machine parts to restore the machine. Meanwhile, refurbishment focuses on restoring the functionality of electrical machines through cleaning and repair processes. Repairing targets specific failures, extending the lifespan of electrical machines without full disassembly. The reusing stage focuses on finding new purposes for electrical parts and reducing the demand for new parts. Finally, the recycling stage involves the disassembly of electrical machines to recover raw materials for manufacturing new parts. The idea for recycling electrical machine parts involves several key stages. Initially, in the recycling process, electrical machinery parts can undergo disassembly using robotics (automated), manual methods, or a combination of both. Subsequently, a shredding process is employed for smaller electrical machines, breaking them down into smaller components. During the shredding process, materials are sorted either mechanically or manually, separating ferrous and non-ferrous materials using magnets. These materials are then directed through isolated tubes to a conveyor belt for additional processing. It is worth mentioning that alternative materials like soft magnetic composites can be assembled, crushed, and separated more easily, leading to less copper contamination compared to other soft magnetic materials such as electrical steels, as noted in a recent report [79]. According to a recent study [61], reducing copper in liquid steel during recycling can be highly beneficial. Copper poses significant challenges in steel recycling, requiring higher energy input and costs. Following this, the shredded materials are transferred to an atomization process for melting, thereby producing powders at the end of the process. These powders are subsequently screened and meshed to various sizes, with the chemical composition of the powder analysed using energy-dispersive spectroscopy (EDS spectra). If the powder contains acceptable impurities, it can be utilized for appropriate processes, such as AM. It is important to acknowledge that this approach is based on hypothesis, and the outcome is uncertain yet. However, it is considered worthy of exploration. By implementing these strategies, not only can the lifespan of electrical machines be extended, but also the environmental impact can be minimized, contributing to the development of a sustainable circular economy model. Moreover, the integration of digitalization, automation, and data exchange plays a crucial role in enabling and optimizing the recycling processes associated with electric motors, as highlighted by recent research [179]. Such advancements are essential in driving sustainable development and enhancing resource management within the electric motor industry. Thus, recycling electrical steel is essential for implementing circular economy strategies and leveraging digitalization and automation, which drive sustainable development and enhance resource management in the industry.

Circular economy of electrical steel Fe-Si
7 Summary, conclusions, and future direction
NGOES are one of the most widely and extensively used for electrical steel applications due to their superior properties such as high permeability, high magnetization saturations, and low losses. Therefore, NGOES are expected to be the driving force in the global market for electric power consumption in the future due to energy efficiency, CO2 regulation, environment impact, and its cost effectiveness compared to GOES. A number of metallurgical factors have a considerable impact on the magnetic properties of NGOES, such as Si content, grain size, sheet thickness, crystallographic texture, and contamination levels. These variables are capable of some degree of manipulation during the manufacturing process. This review paper provides a concise overview of the current manufacturing technology of NGOES, highlighting its significance as a key material for electrical machines and generators’ stators and rotors, and also the rising demand in the modern needs. Improving the efficiency of electric motors is crucial for consumers and the environment. To take advantage of the benefits of electrical steel, it is essential to develop new manufacturing techniques that optimize the microstructure and achieve high Si production. The current manufacturing routes for electrical steel sheet fabrication have been thoroughly studied from a metallurgical standpoint. It has been demonstrated that increasing the Si content in NGOES up to 6.5 wt% can improve their magnetic properties. Due to the formation of brittle phases at higher Si levels, mass production of materials with a high Si content (above 3.2%) using conventional manufacturing methods presents challenges. In the presence of such brittle phases, it is very challenging to fabricate these materials. As a result, alternative manufacturing techniques have been reviewed in terms of their capabilities and limitations, as described in previous sections. These alternative methods provide promising avenues for overcoming the obstacles posed by the high Si content of NGOES, paving the way for enhanced manufacturing processes and enhanced performance of electrical machines and generators.
Skew rolling and cross rolling techniques were found to be effective in developing the desired microstructure by altering the plain strain conditions at different rolling stages, whereas processes such as ASR and R-BUT introduce shear plastic deformation across the sheet thickness, which is essential for achieving desirable crystallographic orientations, particularly the < 001 > texture, while preventing the formation of undesirable < 111 > fibre during the final stage of annealing heat treatment. It should be noted that implementing any of these processes would necessitate infrastructure modifications. In addition, the efficiency of these operations is highly dependent on process parameters, which can be difficult to control in cases such as ASR and may incur substantial infrastructure costs in the cases of skew rolling and R-BUT. Alternatively, PVD and CVD methods have demonstrated the ability to produce NGOES with a high Si content at low production volumes. This is accomplished through the diffusion of Si into the material’s core. However, due to the significant cost involved and environmental concerns, these operations are not considered sustainable. Recent studies have demonstrated that AM technologies have great potential for the fabrication of NGOES with high Si contents (e.g. 6.9 wt% Si). The flexibility of AM processes permits the use of powder materials with customized chemical compositions. In addition, AM can facilitate the development of large columnar < 001 > grains along the building direction, which is advantageous for magnetic applications in electrical steel through process optimization. It is noted that careful process optimization is essential to avoid both microscopic and macroscopic defects that could impair the magnetic performance of the final products. Additionally, utilizing AM to produce thin sheets presents a technical challenge. This difficulty may be overcome through a hybrid approach by combining AM with thermomechanical operations. For instance, the hybrid method may involve AM fabrication of NGOES components with customized chemical compositions, followed by high-temperature rolling (below the recrystallization temperature) to achieve the desired thickness.
To enhance the magnetic properties of NGOES, achieving a columnar grain structure with fewer grain boundaries would be ideal; this can be achieved through the appropriate processing parameters in the AM process. Consequently, the industry is ready to transition from old paradigms (conventional fabrication) to innovative technologies such as AM. This shift is not limited to manufacturing soft magnetic materials but extends to other critical aerospace materials as well. The appeal lies in AM’s flexibility, reduced waste, faster prototyping, and ability to manufacture complex structures. However, improvements are still necessary to enable mass production efficiently. Having discussed how thermomechanical processes and AM could potentially improve the texture, microstructure, magnetic, and mechanical properties of NGOES, resulting in electrical motors with higher efficiency, future research on NGOES necessitates exploring new ideas and developing new materials and concepts. For example, recent studies [180] have highlighted the use of polymeric matrices for coating soft electronics, offering excellent insulation and corrosion protection. This approach can be applied to coat the stator of electrical machines (NGOES) manufactured by thermomechanical, or AM, addressing cracks that may occur during the manufacturing process. A similar approach was taken by another study [181], where microscopic cracks obtained from LPBF of 6.5% Fe-Si were filled with epoxy resin, resulting in improved mechanical performance by 40%.
In terms of developing alternative soft magnetic materials, exploring new options may offer solutions to enhance the performance of electrical machines. Numerous reports suggest that, among all substances, only three elements exhibit ferromagnetic properties at room temperature: Fe, Ni, and Co. These materials are essential minerals used for electrical machines. However, the extraction and processing of cobalt, in particular, present significant challenges. Nonetheless, in 2018, scientists at the University of Minnesota reported that ruthenium (Ru) possesses unique magnetic properties at room temperature. It is believed that Ru, specifically in its metastable tetragonal phase, represents the fourth ferromagnetic material, potentially revolutionizing the electrical industry. These findings suggest that, based on the Jahn-Teller magnetization effect [182], ferromagnetic materials can be produced from a substance beyond the commonly known three elements. This breakthrough could be a game changer in numerous everyday applications, including electric motors, transformers, generators, and sensors. However, its limitations in terms of cost, availability, supply security, recyclability, and technical challenges need to be carefully considered before widespread use [183, 184].
For future research in manufacturing NGOES, several pathways are recommended. Primarily, optimizing process parameters remains paramount. This includes developing new alloy compositions tailored specifically for NGOES applications, further exploring AM for NGOES mass production, advancing coating techniques, investigation of crack formations, and enhancing characterization methods. Additionally, emphasis on research efforts focused on recycling NGOES and reducing energy consumption in the manufacturing process to minimize the environmental footprint of production is required.
References
Vallack H, Haq G, Whitelegg J, Cambridge H (2014) Policy pathways towards achieving a zero-carbon transport sector in the UK in 2050. World Transp Policy Pract 20:28–42
Gumbleton-Wood D, Atkinson GJ, Sjöberg L (2019) Electromagnetic properties of soft magnetic composites and electrical steels at high frequencies considering material manufacturing techniques. In: 2019 IEEE International Electric Machines & Drives Conference (IEMDC). IEEE, pp 2027–2034
Dorner D, Zaefferer S, Lahn L, Raabe D (2006) Overview of microstructure and Microtexture Development in Grain-oriented Silicon Steel. J Magn Magn Mater 304(2):183–186 2006/09/01/. https://doi.org/10.1016/j.jmmm.2006.02.116
Kestens L, Jacobs S (2008) Texture control during the manufacturing of nonoriented electrical steels. In Texture, Stress, and Microstructure 2008
Garibaldi M, Ashcroft I, Simonelli M (2016) Hague R Metallurgy of high-silicon steel parts produced using selective laser melting. Acta Mater 110:207–216. https://doi.org/10.1016/j.actamat.2016.03.037
Xu Y, Jiao H, Qiu W, Misra RDK, Li J (2018) Effect of cold rolling process on microstructure, texture and properties of strip cast Fe-2.6% Si steel. Materials 11(7):1161
Garibaldi M, Ashcroft I, Lemke J, Simonelli M, Hague R (2018) Effect of annealing on the microstructure and magnetic properties of soft magnetic Fe-Si produced via laser additive manufacturing. Scr Mater 142:121–125
Jang P, Lee B, Choi G (2008) Effects of annealing on the magnetic properties of Fe–6.5% Si alloy powder cores. J Appl Phys 103(7):07E743
Goodall A (2022) Enabling 3D magnetic circuits by the additive manufacturing of soft magnetic material. University of Sheffield
Lukaszczyk M (2014) Improving efficiency in electric motors. World Pumps (4):34–41. https://doi.org/10.1016/S0262-1762(14)70080-X
Worrell E, Bernstein L, Roy J, Price L, Harnisch J (2009) Industrial energy efficiency and climate change mitigation. Energ Effi 2(2):109
Saidur R, Rahim N, Ping H, Jahirul M, Mekhilef S, Masjuki HH (2009) Energy and emission analysis for industrial motors in Malaysia. Energy Policy 37(9):3650–3658
Gundabattini E, Kuppan R, Solomon DG, Kalam A, Kothari DP, Abu Bakar R (2021) A review on methods of finding losses and cooling methods to increase efficiency of electric machines. Ain Shams Eng J 12(1):497–505. https://doi.org/10.1016/j.asej.2020.08.014
Jimoh A, Findlay R, Poloujadoff M (1985) Stray losses in induction machines: part I, definition, origin and measurement. IEEE Trans Power Appar Syst no. 6:1500–1505
Magdaleno-Adame S, Kefalas TD, Fakhravar A, Olivares-Galvan JC (2018) Comparative study of grain oriented and non–oriented electrical steels in magnetic shunts of power transformers. In 2018 IEEE International Autumn Meeting on Power, Electronics and Computing (ROPEC). IEEE, pp 1–7
Petrun M, Steentjes S (2020) Iron-loss and magnetization dynamics in non-oriented electrical steel: 1-D excitations up to high frequencies. IEEE Access 8:4568–4593
Tiismus H, Kallaste A, Belahcen A, Vaimann T, Rassõlkin A, Lukichev D (2020) Hysteresis measurements and numerical losses segregation of additively manufactured silicon steel for 3D printing electrical machines. 10(18):6515Applied Sciences
Zhu Z, Chu W, Guan Y (2017) Quantitative comparison of electromagnetic performance of electrical machines for HEVs/EVs. CES Trans Electr Machines Syst 1(1):37–47
U. S. D. o. E. s. Office and o. E. E. a. R. Energy. Premium Efficiency Motor Selection and Application Guide. USA (in English)
Komatsubara M (1999) Recent Activities in Research of Electrical Steels. Kawasaki Steel Technical Report-English Edition, pp 42–47
Jain V, Patra S, Halder C, Hasan SM, Ghosh A (2022) Study on the formation of alligator crack and edge crack in high silicon grain oriented electrical steel during cold rolling. J Appl Phys, 132, 10
Sanjari M et al (2017) Tracking the evolution of annealing textures from individual deformed grains in a cross-rolled non-oriented electrical steel. Metall Mater Trans A 48:6013–6026
Hayakawa Y, Szpunar JA (1997) The role of grain boundary character distribution in secondary recrystallization of electrical steels. Acta Mater 45(3):1285–1295. https://doi.org/10.1016/S1359-6454(96)00251-0. /03/01/ 1997, doi
Füzer J et al (2010) Investigation of total losses of non-oriented electrical steels. Acta Phys Pol A 118(5):1018–1019
Ouyang G, Chen X, Liang Y, Macziewski C, Cui J (2019) Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-khz application. J Magn Magn Mater 481:234–250. https://doi.org/10.1016/j.jmmm.2019.02.089
Cullity BD (2015) Introduction to magnetic materials / [internet resource], 2nd edn. IEEE/Wiley, Hoboken, New Jersey
Liu J, Zhang H, Shan N, Sha Y, Zhang F, Zuo L (2019) Improvement of texture and Magnetic Properties in 4.5 wt.% Si Grain-oriented electrical steels. Mater Res, 22
Ginzburg VB, Ballas R (2000) Flat rolling fundamentals. CRC Press
Matsumura K, Fukuda B (1984) Recent developments of non-oriented electrical steel sheets. IEEE Trans Magn 20(5):1533–1538. https://doi.org/10.1109/TMAG.1984.1063223
Mirzadeh M, Narjes G, Ponick B Evaluation of High-Tech Electrical Steel in a high-speed permanent Magnet Synchronous Machine for an aircraft application, Cham, 2021: Springer International Publishing, in Energy Efficiency in Motor systems, pp 119–129
Oda Y, Okubo T, Takata M (2016) Recent development of non-oriented electrical steel in JFE steel. JFE Tech Rep 21:7–13
Fortunati S, Cicalè S, Schneider J, Franke A, Kawalla R (2016) Developments in the field of electrical steels over the last years. In: Proc. 7th International Conf. Magnetism and Metallurgy WMM18, June Rome, Italy, pp 29
Hayakawa Y (2020) Electrical steels. Reference Module in materials Science and materials Engineering. Elsevier
Wrobel R, Mecrow B (2019) Additive Manufacturing in Construction of Electrical Machines – A Review. In: 2019 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), 22–23 April 2019, 1:15–22, https://doi.org/10.1109/WEMDCD.2019.8887765
Electrical Steel Market Size, Share & Trends Analysis Report By Product (Grain Oriented, Non-Grain Oriented), By Application (Transformers), By Region, And Segment Forecasts, 2019–2025," (in English), no. Nov, 2019, p. 80, Nov, 2019 2019. [Online]. Available: https://www.grandviewresearch.com/industryanalysis/electrical-steelmarket#:~:text=Industry/Insights,factor/over/the/forecast/period
Petryshynets I, Kováč F, Petrov B, Falat L, Puchý V (1914) Improving the magnetic properties of non-oriented electrical steels by secondary recrystallization using dynamic heating conditions. Materials 12(12):1914
Cong J-Q, Guo F-H, Qiao J-L, Qiu S-T, Wang H-J (2021) Texture evolution during recrystallization and grain growth in non-oriented electrical steel produced by compact strip production process. Materials 15(1):197
Inambao M (2018) Transportation, pollution and the environment. Int J Appl Eng Res 13(6):3187–3199
Riley C. The great electric car race is just beginning, (in English), no. CNN Business. [Online]. Available: https://edition.cnn.com/interactive/2019/08/business/electric-cars-audi-volkswagen-tesla/
Liu R, Li MH, Zhang HN (2017) Opportunities and Challenges of Electric Vehicles Development in Mitigating Climate Change in China. IOP Conf Ser Earth Environ Sci 86: 012010. https://doi.org/10.1088/1755-1315/86/1/012010
Electrification Sustainable steel. https://www.tatasteeleurope.com/automotive/industry-themes/electrification (accessed)
Electrical Steel The heart of an electric motor. https://www.thyssenkrupp.com/en/company/innovation/sustainable-mobility/electrical-steel.html. (accessed)
Kawano M, Fujiyama T, Aoki T (2003) Electrical steels for high-functional automotive electrical components corresponding to energy saving. Fuel 10:1
Non-grain orinted electrical steel market definition and segments (2024) [Online]. Available: https://www.thebusinessresearchcompany.com/report/non-grain-oriented-electrical-steel-global-market-report#:~:text=The/non/2Dgrain/oriented/electrical/steel/market/size/has/grown,(CAGR)/20of/205.1/25
Garside M (2021) Major countries in silicon production from 2010 to 2020. Mining, Metals & Minerals. Available: https://www.statista.com/statistics/268108/world-silicon-production-by-country/
Wang A, Tian B, Li Y, Xu S, Zeng L, Pei R (2022) Transient magnetic properties of non-grain oriented silicon steel under multi-physics field. Materials 15(23):8305
Scholz AE, Trifonov D, Hornung M (2021) Environmental life cycle assessment and operating cost analysis of a conceptual battery hybrid-electric transport aircraft. CEAS Aeronaut J. https://doi.org/10.1007/s13272-021-00556-0
Ovdiienko O, Hryhorak M, Marchuk V, Bugayko D (2021) An assessment of the aviation industry’s impact on air pollution from its emissions: worldwide and the Ukraine. Environmental & Socio-economic Studies 9(2):1–10
Bradley M. How sweet the future of aviation. [Online]. Available: https://www.boeing.com/features/innovation-quarterly/aug2017/feature-technical-sugar.page
Rolls-Royce’s all -electric ‘Spirit of Innovation’ takes to the skies for the first time, (in English) (2021). Available: https://www.rolls-royce.com/media/press-releases/2021/15-09-2021-rr-all-electric-spirit-of-innovation-takes-to-the-skies-for-the-first-time.aspx
Electric flight, (in Eglish). [Online]. Available: https://www.airbus.com/en/innovation/zero-emission/electric-flight
Safran, Electrical & Power. https://www.safran-group.com/companies/safran-electrical-power (accessed)
Paul Stein CTO. Rolls-Royce, The E-Fan X programme, (in English). [Online]. Available: https://www.rolls-royce.com/media/our-stories/insights/2018/paul-stein-talks-about-e-fan-x.aspx
Kauth F et al (2017) Progress in efficient active high-lift. In: 35th AIAA Applied Aerodynamics Conference, pp 3559
Li Z, Ma Y, Hu A, Zeng L, Xu S, Pei R (2022) Investigation and Application of Magnetic Properties of Ultra-Thin Grain-Oriented Silicon Steel Sheets under Multi-Physical Field Coupling. Materials 15(23):8522
Erickson C. Cobalt miners seeking to expand in Congo face human rights accusations. https://www.spglobal.com/marketintelligence/en/news-insights/latest-news-headlines/cobalt-miners-seeking-to-expand-in-congo-face-human-rights-accusations-68726919#:~:text=Cobalt/demand/has/been/skyrocketing,transition/to/low/2Dcarbon/energy.&text=Mounting/demand/for/cobalt/has,of/human/rights/abuses/persist . (accessed)
Maloney D. Electrical Steel: The Material At The Heart Of The Grid. https://hackaday.com/2024/02/15/electrical-steel-the-material-at-heart-of-the-grid/ (accessed)
Jones B, Elliott RJR, Nguyen-Tien V (2020) The EV revolution: the road ahead for critical raw materials demand. Appl Energy 280:115072. https://doi.org/10.1016/j.apenergy.2020.115072
Pitron G (2022) The geopolitics of the rare-metals race. Wash Q 45(1):135–150
Lu S-M (2016) A review of high-efficiency motors: specification, policy, and technology. Renew Sustain Energy Rev 59:1–12. https://doi.org/10.1016/j.rser.2015.12.360. 06/01/ 2016, doi
Ward M, Stone R, Capstick S, Whitmarsh L, Poortinga W, Seymour F (2019) Absolute zero: delivering the UK’s climate change commitment with incremental changes to today’s technologies.
publications selected from Web of Science Core Collection, in webofscience. [Online]. Available: https://www.webofscience.com/wos/woscc/analyze-results/d968f4b7-0f10-4688-a5af-d0d30116c547-00c2bf29
Saidur R (2010) A review on electrical motors energy use and energy savings. Renew Sustain Energy Rev 14(3):877–898. https://doi.org/10.1016/j.rser.2009.10.018. 04/01/ 2010, doi
Selema A, Ibrahim MN, Sergeant P (2022) Metal additive manufacturing for electrical machines: Technology review and latest advancements. Energies 15(3):1076
Kowal D, Sergeant P, Dupré L, Vandenbossche L (2013) The effect of the electrical steel properties on the temperature distribution in direct-drive PM synchronous generators for 5 MW wind turbines. IEEE Trans Magn 49(10):5371–5377
Hayakawa Y (2022) Electrical Steels. In: Caballero FG (ed) Encyclopedia of Materials: Metals and Alloys. Elsevier, Oxford, pp 208–213
Talebian S, Rodrigues T, Das Neves J, Sarmento B, Langer R, Conde J (2021) Facts and figures on materials science and nanotechnology progress and investment. ACS Nano 15(10):15940–15952
Cullity BD, Graham CD (2011) Introduction to magnetic materials. John Wiley & Sons
Hultman L, Jack A (2003) Soft magnetic composites-materials and applications. In IEEE International Electric Machines and Drives Conference. IEMDC’03 1:516–522 IEEE
Couderchon G, Tiers J (1982) Some aspects of magnetic properties of Ni-Fe and Co-fe alloys. J Magn Magn Mater 26:1–3
Senda M, Nagai Y (1989) Magnetic properties of Fe/Co, Fe/CoFe, and (Fe/Co)/SiO2 multilayer films. J Appl Phys 65(8):3151–3156
Fiorillo F, Bertotti G, Appino C, Pasquale M. Soft Magnetic Materials. In: Wiley Encyclopedia of Electrical and Electronics Engineering, pp 1–42
Collocott SJ (2001) Magnetic materials: domestic applications. In: Buschow KHJ et al (eds) Encyclopedia of materials: Science and Technology. Elsevier, Oxford, pp 4804–4812
Lumsden G, Singamneni S, Ludbrook B, Weijers H, Badcock RA (2023) Additively manufactured polymer composites for superconducting motor coil structures. IEEE Trans Appl Supercond 33(5):1–5
Yoshida R et al (2022) Effect of Magnetic Properties of Magnetic Composite Tapes on Motor Losses. Energies 15(21):7991
Cros J, Viarouge P, Chalifour Y, Figueroa J (2004) A new structure of universal motor using soft magnetic composites. IEEE Trans Ind Appl 40(2):550–557
Kim C-W, Jang G-H, Kim J-M, Ahn J-H, Baek C-H, Choi J-Y (2017) Comparison of axial flux permanent magnet synchronous machines with electrical steel core and soft magnetic composite core. IEEE Trans Magn 53(11):1–4
Nishanth F, Goodall AD, Todd I, Severson EL (2023) Characterization of an axial flux machine with an additively manufactured stator. IEEE Trans Energy Convers
Henaux C, Nogarede B, Harribey D (2011) A new concept of modular permanent magnet and soft magnetic compound motor dedicated to widespread application. IEEE Trans Magn 48(6):2035–2043
Moses AJ (2012) Energy efficient electrical steels: magnetic performance prediction and optimization. Scripta Mater 67(6):560–565. https://doi.org/10.1016/j.scriptamat.2012.02.027. 09/01/ 2012, doi
Tumanski S (2016) Handbook of magnetic measurements. CRC Press
Petrovic DS (2010) Non-oriented electrical steel sheets. Mater Tehnol 44(6):317–325
Ros-Yañez T, Houbaert Y, Fischer O, Schneider J (2003) Production of high silicon steel for electrical applications by thermomechanical processing. J Mater Process Technol 141(1):132–137. https://doi.org/10.1016/S0924-0136(03)00247-4
Yan Y, Sun Q, Chen J, Pan H (2013) The initiation and propagation of edge cracks of silicon steel during tandem cold rolling process based on the gurson–tvergaard–Needleman damage model. J Mater Process Technol 213(4):598–605
Yu JH et al (2001) The effect of heat treatments and Si contents on B2 ordering reaction in high-silicon steels. Mater Sci Engineering: A 307(1):29–34. https://doi.org/10.1016/S0921-5093(00)01960-2
Lemke JN et al (2017) Calorimetric study and microstructure analysis of the order-disorder phase transformation in silicon steel built by SLM. J Alloys Compd 722:293–301. https://doi.org/10.1016/j.jallcom.2017.06.085
Roy RK, Ghosh M, Panda A, Ghosh R, Mitra A (2010) Development of rapidly solidified 6.5 wt% silicon steel for magnetic applications. Trans Indian Inst Met 63:745–750
Creighton J, Ho P (2001) Introduction to chemical vapor deposition (CVD). Chem Vap Deposition 2:1–22
Haiji H, Okada K, Hiratani T, Abe M, Ninomiya M (1996) Magnetic properties and workability of 6.5% Si steel sheet. J Magn Magn Mater 160:109–114. https://doi.org/10.1016/0304-8853(96)00128-X
Liang Y, Lin J, Ye F, Li Y, Wang Y, Chen G (2010) Microstructure and mechanical properties of rapidly quenched Fe–6.5 wt.% Si alloy. J Alloys Compd 504:S476–S479
Li R, Shen Q, Zhang L, Zhang T (2004) Magnetic properties of high silicon iron sheet fabricated by direct powder rolling. J Magn Magn Mater 281(2):135–139. https://doi.org/10.1016/j.jmmm.2004.04.098
Kasai S, Namikawa M, Hiratani T (2016) Recent progress of high silicon electrical steel in JFE steel. JFE Steel Corporation, Tokyo, Japan, JFE Tech Rep 21
Xie J, Pan H, Fu H, Zhang Z (2014) High Efficiency Warm-cold Rolling Technology of Fe-6.5wt%Si Alloy Sheets. Procedia Eng 81:149–154
Elgamli E, Anayi F, Shouran M (2023) Impact of manganese diffusion into non-oriented electrical steel on power loss and permeability at different temperatures. Front Mater 9:1108308
He Q, Liu Y, Zhu C, Xie X, Zhu R, Li G (2022) Effect of Phosphorus Content on Magnetic and Mechanical Properties of Non-Oriented Electrical Steel. Materials 15(18):6332
Bian X, Zeng Y, Nan D, Wu M (2014) The effect of copper precipitates on the recrystallization textures and magnetic properties of non-oriented electrical steels. J Alloys Compd 588:108–113. https://doi.org/10.1016/j.jallcom.2013.11.010
Wang Y et al (2023) Magnetic Domains and Their Power Spectral Densities in Non-Oriented Electrical Steel after Thermal Compression at Different Rates. Materials 16(15):5311
Boehm L et al (2021) Grain size influence on the magnetic property deterioration of blanked non-oriented electrical steels. Materials 14(22):7055
Kustas AB, Chandrasekar S, Trumble KP (2016) Magnetic properties characterization of shear-textured 4 wt% Si electrical steel sheet. J Mater Res 31:3930–3938. https://doi.org/10.1557/jmr.2016.458
Stöcker A et al (2021) Integrated Process Simulation of Non-Oriented Electrical Steel. Materials 14(21):6659
Relativno KMAII, Neorientiranih PVG (2014) Correlation between the excess losses and the relative permeability in fully finished non-oriented electrical steels. Materiali Tehnologije 48(6):997–1001
Verbeken K, Gomes E, Schneider J, Houbaert Y (2010) Correlation between the magnetic properties and the crystallographic texture during the processing of non oriented electrical steel. In: Solid State Phenomena, vol. 160: Trans Tech Publ, pp 189–194
Mehdi M (2019) Texture Evolution of Non-Oriented Electrical Steels during Thermomechanical Processing. University of Windsor, Canada
Jiao H et al (2017) High-permeability and thin-gauge non-oriented electrical steel through twin-roll strip casting. Mater Design 136:23–33. https://doi.org/10.1016/j.matdes.2017.09.051. 12/15/ 2017, doi
Liu H-T et al (2012) Formation of {001}<510> recrystallization texture and magnetic property in strip casting non-oriented electrical steel. Mater Lett 81:65–68
Honda K (1926) On magnetization of single crystals of iron. Sci Rep Tohoku Imp Univ 15:721
Maciusowicz M, Psuj G (2020) Use of time-frequency representation of magnetic Barkhausen noise for evaluation of easy magnetization axis of grain-oriented steel. Materials 13(15):3390
Hayakawa Y, Kurosawa M (2002) Orientation relationship between primary and secondary recrystallized texture in electrical steel. Acta Mater 50(18):4527–4534
Hayakawa Y, Szpunar J (1997) A new model of Goss texture development during secondary recrystallization of electrical steel. Acta Mater 45(11):4713–4720
Cardoso AVdM, Paolinelli SdC, Silveira CC, Cota AB (2019) Secondary recrystallization characteristics of 3%Si grain-oriented electrical steel. J Mater Res Technol 8(1):217–221. https://doi.org/10.1016/j.jmrt.2017.12.002. 01/01/ 2019, doi
Kestens L, Jonas J, Van Houtte P, Aernoudt E (1996) Orientation selective recrystallization of nonoriented electrical steels. Metall Mater Trans A 27(8):2347–2358
Park J-T, Szpunar JA, Cha S-Y (2003) Effect of heating rate on the development of annealing texture in nonoriented electrical steels. ISIJ Int 43(10):1611–1614
Hunady J, Cernik M, Hilinski E, Predmersky M, Magurova A (2005) Influence of chemistry and hot rolling conditions on high permeability non-grain oriented silicon steel. J Met Mater Minerals 15(2):17–23
Kubota T, Fujikura M, Ushigami Y (2000) Recent progress and future trend on grain-oriented silicon steel. J Magn Magn Mater 215:69–73
You D, Park H (2018) Developmental trajectories in electrical steel technology using patent information. Sustainability 10(8):2728
Paolinelli SdaC, Da MA, Cunha, Cota AB (2007) The influence of hot rolling finishing temperature on the structure and magnetic properties of 2.0% Si non-oriented silicon steel. In: Materials Science Forum, vol. 558: Trans Tech Publ, pp 787–792
Tong C (2019) Introduction to materials for advanced energy systems. Springer
thyssenkrupp https://www.thyssenkrupp-steel.com/en/products/electrical-steel/electrical-steel-grain-oriented/powercore-c/further-processing-hints/anwendungshinweise.html (accessed)
Mehdi M, He Y, Hilinski EJ, Edrisy A (2017) Effect of skin pass rolling reduction rate on the texture evolution of a non-oriented electrical steel after inclined cold rolling. J Magn Magn Mater 429:148–160. https://doi.org/10.1016/j.jmmm.2017.01.020. 05/01/ 2017, doi
Li Y, Song S, Dou Y, Chen T (2023) Influence of tensile stress on the magnetic properties of ultra-thin grain-oriented electrical steel. AIP Adv, 13, 2
Xiong X, Hu S, Dang N, Hu K (2017) Effect of stress-relief annealing on microstructure, texture and hysteresis curve of mechanically cut non-oriented Fe-Si steel. Mater Charact 132: 239–247. https://doi.org/10.1016/j.matchar.2017.06.035
Zhang B et al (2019) High-strength low-iron-loss silicon steels fabricated by cold rolling. J Magn Magn Mater 474:51–55. https://doi.org/10.1016/j.jmmm.2018.10.143. 03/15/ 2019, doi
Gutiérrez-Castañeda EJ, Salinas-Rodríguez A (2011) Effect of annealing prior to cold rolling on magnetic and mechanical properties of low carbon non-oriented electrical steels. J Magn Magn Mater 323(20):2524–2530. https://doi.org/10.1016/j.jmmm.2011.05.039
Rodrigues DL, Nishikawa TSP, Almeida AA, Landgraf FJ, Martin RV (2014) The effect of recovery annealing on the magnetic and mechanical properties of nonoriented electrical steels. IEEE Trans Magn 50(4):1–4
Garibaldi M, Gerada C, Hague R (2018) Laser additive manufacturing of soft magnetic cores for rotating electrical machinery: materials development and part design. University of Nottingham
Cramer CL et al (2019) Binder jet additive manufacturing method to fabricate near net shape crack-free highly dense Fe-6.5 wt.% Si soft magnets. Heliyon 5(11)
Waeckerlé T, Mekhiche M, Brun C (1994) Improvement of magnetic permeability in pure iron sheets. J Magn Magn Mater 133(1):195–197. https://doi.org/10.1016/0304-8853(94)90523-1
Yashiki H, Okamoto A (1987) Effect of hot-band grain size on magnetic properties of non-oriented electrical steels. IEEE Trans Magn 23(5):3086–3088. https://doi.org/10.1109/TMAG.1987.1065261
Verbeken K, Schneider J, Verstraete J, Hermann H, Houbaert Y (2008) Effect of Hot and Cold Rolling on Grain Size and Texture in Fe-2.4wt%Si Strips. Magnetics, IEEE Transactions on 44:3820–3823. https://doi.org/10.1109/TMAG.2008.2001318
Sidor JJ, Verbeken K, Gomes E, Schneider J, Calvillo PR, Kestens LAI (2012) Through process texture evolution and magnetic properties of high Si non-oriented electrical steels. Mater Charact 71:49–57 2012/09/01/. https://doi.org/10.1016/j.matchar.2012.06.006
Verbeken K, Kestens L, Jonas JJ (2003) Microtextural study of orientation change during nucleation and growth in a cold rolled ULC steel. Scripta Mater 48(10):1457–1462. https://doi.org/10.1016/S1359-6462(03)00078-2
Huňady J, Černík M, Hilinski EJ, Predmerský M, Magurová A (2006) Influence of chemistry and hot rolling conditions on high permeability non-grain oriented silicon steel. J Magnetism Magn Mater Article vol 304(2):e620–e623. https://doi.org/10.1016/j.jmmm.2006.02.213
Ray R, Jonas J (1990) Transformation textures in steels. Int Mater Rev 35(1):1–36
de Dafé SSF, Paolinelli SdC, Cota AB (2011) Influence of thermomechanical processing on shear bands formation and magnetic properties of a 3% Si non-oriented electrical steel. J Magn Magn Mater 323(24):3234–3238. https://doi.org/10.1016/j.jmmm.2011.07.015
Castro SF, Gallego J, Landgraf FJG, Kestenbach HJ (2006) Orientation dependence of stored energy of cold work in semi-processed electrical steels after temper rolling. Mater Sci Engineering: A 427(1):301–305. https://doi.org/10.1016/j.msea.2006.04.092
Lucke R (1992) Texture and microstructure of hot rolled steel. Scr Metallurg Mater (Texture) 26:1221–1226
Pan H, Zhang Z, Mo Y, Xie J (2016) Strong 〈001〉 recrystallization texture component in 6.5wt% Si electrical steel thin sheets by secondary cold rolling and annealing. J Magn Magn Mater 419:500–511. https://doi.org/10.1016/j.jmmm.2016.06.078
Imhof J (1970) Determination of the orientation distribution function from one Pole-figure. Textures Microstructures, 5
De Campos MF, Yonamine T, Fukuhara M, Landgraf FJ, Achete CA, Missell FP (2006) Effect of frequency on the iron losses of 0.5% and 1.5% Si nonoriented electrical steels. IEEE Trans Magn 42(10):2812–2814
Jahangiri M, Bajgholi A, Zhaam A (2014) Development of a new three-stage cold rolling manufacturing technology for grain-oriented silicon steel sheets. Int J Adv Manuf Technol 75:1291–1298
Li X, He XD, Li Y, Sun Y (2007) Preparation of high silicon steel by EB-PVD. Materials science forum, vol 546. Trans Tech Publ, pp 1813–1816
Rout M, Pal S, Singh S (2015) Cross Rolling: A Metal Forming Process, pp 41–64
Fajfar P, Lah AŠ, Kraner J, Kugler G (2017) Asymmetric rolling process. Mater Geoenvironment 64(3):151–160
Sanjari M, He Y, Hilinski EJ, Yue S, Kestens LA (2017) Texture evolution during skew cold rolling and annealing of a non-oriented electrical steel containing 0.9 wt% silicon. J Mater Sci 52(6):3281–3300
de Araujo Cardoso RF, Cunha MAd, Brandão LPM (2013) Optimization of the magnetic losses of electrical steels through addition of Al and Si using a hot dipping process. J Mater Res Technol 2(3):276–281. https://doi.org/10.1016/j.jmrt.2013.02.014
Sha YH, Zhang F, Zhou SC, Pei W, Zuo L (2008) Improvement of recrystallization texture and magnetic property in non-oriented silicon steel by asymmetric rolling. J Magn Magn Mater 320(3):393–396. https://doi.org/10.1016/j.jmmm.2007.06.026. 02/01/ 2008, doi
Tamimi S et al (2022) Mechanical properties and crystallographic texture of non-oriented electrical steel processed by repetitive bending under tension. Mater Sci Engineering: A 835:142665. https://doi.org/10.1016/j.msea.2022.142665
Shirazi HM, Georges R, Hernandez R, Blais C (2022) Effect of the cross-rolling and austempering heat treatment on the microstructure, texture, and mechanical properties of a low alloyed steel used in rotary cutting tools. Int J Adv Manuf Technol 120:5–6
Randle V (1993) Microtexture investigation of the relationship between strain and anomalous grain growth. Philos Mag A 67(6):1301–1313
Sanjari M, He Y, Hilinski EJ, Yue S, Kestens LAI (2016) Development of the {113} texture during the annealing of a skew cold rolled non-oriented electrical steel. Scripta Mater 124:179–183. https://doi.org/10.1016/j.scriptamat.2016.07.005
Humphreys FJ, Hatherly M (2012) Recrystallization and related annealing phenomena. Elsevier
Sha Y, Zhang F, Zhou S, Pei W, Zuo L (2008) Improvement of recrystallization texture and magnetic property in non-oriented silicon steel by asymmetric rolling. J Magn Magn Mater 320:3–4
Mix T et al (2023) Additive manufacturing of low loss electrical steel sheets for high efficiency electrical devices. IEEE Trans Transp Electrification
Liravi F, Vlasea M (2018) Powder bed binder jetting additive manufacturing of silicone structures. Additive Manuf 21:112–124. https://doi.org/10.1016/j.addma.2018.02.017. 05/01/ 2018, doi
Tofail SAM, Koumoulos EP, Bandyopadhyay A, Bose S, O’Donoghue L, Charitidis C (2018) Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater Today 21(1):22–37.https://doi.org/10.1016/j.mattod.2017.07.001
Bhargav A, Sanjairaj V, Rosa V, Feng LW, Fuh Yh J (2018) Applications of additive manufacturing in dentistry: a review. J Biomedical Mater Res Part B: Appl Biomaterials 106(5):2058–2064. https://doi.org/10.1002/jbm.b.33961
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60(5):677–688. https://doi.org/10.1016/j.bushor.2017.05.011. 09/01/ 2017, doi
Aston R. 3D printing done right. https://www.boeing.com/features/innovation-quarterly/nov2017/feature-thought-leadership-3d-printing.page. (accessed)
Bridging the gap with 3D printing. https://www.airbus.com/en/newsroom/news/2018-04-bridging-the-gap-with-3d-printing. (accessed)
Huang J, Zhu Y, Jiang H, Lowe T (2001) Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening. Acta Mater 49(9):1497–1505
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos Part B: Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Tseng M-L, Aslam MI, Ismail EA, Awwad FA, Gorji NE (2024) CT scan, EBSD and nanoindentation analysis of 3D-printed parts with post-process heat-treatment. Metall Res Technol 121(1):101
Beckley P (2001) Steels, Silicon Iron-based: magnetic properties. In: Buschow KHJ et al (eds) Encyclopedia of materials: Science and Technology. Elsevier, Oxford, pp 8847–8851
Garrison WM (2001) Steels: classifications. In: Buschow KHJ et al (eds) Encyclopedia of materials: Science and Technology. Elsevier, Oxford, pp 8840–8843
Shen X, Meng F, Lau KB, Wang P, Lee (2022) CHT Texture and microstructure characterizations of Fe-3.5wt%Si soft magnetic alloy fabricated via laser powder bed fusion. Mater Charact 189:112012. https://doi.org/10.1016/j.matchar.2022.112012
Selema A et al (2023) Evaluation of 3D-Printed magnetic materials for additively-manufactured Electrical machines. J Magn Magn Mater 170426. https://doi.org/10.1016/j.jmmm.2023.170426
Stornelli G et al (2021) Properties of additively manufactured electric steel powder cores with increased Si content. Materials 14(6):1489
Meng F et al (2023) Texture components and magnetic properties of laser powder bed fusion fabricated near grain-oriented and near non-oriented silicon steel. Mater Design 231:112037. https://doi.org/10.1016/j.matdes.2023.112037
Goodall AD, Chechik L, Mitchell RL, Jewell GW, Todd I (2023) Cracking of soft magnetic FeSi to reduce eddy current losses in stator cores. Additive Manuf 70:103555. https://doi.org/10.1016/j.addma.2023.103555
Goll D et al (2020) Additive manufacturing of soft and hard magnetic materials. Procedia CIRP 94:248–253
Goodall AD, Nishanth FNU, Severson EL, Todd I (2023) Loss performance of an additively manufactured axial flux machine stator with an eddy-current limiting structure. Mater Today Commun 35:105978. https://doi.org/10.1016/j.mtcomm.2023.105978
Zaied M, Ospina-Vargas A, Buiron N, Favergeon J, Fenineche N-E (2022) Additive Manufacturing of Soft Ferromagnetic Fe 6.5% Si Annular cores: process parameters, microstructure, and magnetic properties. IEEE Trans Magn 58(11):1–9
Cramer CL et al (2019) Binder jet additive manufacturing method to fabricate near net shape crack-free highly dense Fe-6.5 wt.% Si soft magnets. Heliyon 5(11):e02804
Shin J et al (2005) Ordering–disordering phenomena and micro-hardness characteristics of B2 phase in Fe–(5–6.5%) Si alloys. Mater Sci Engineering: A 407(1–2):282–290
David S, Vitek J (1989) Correlation between solidification parameters and weld microstructures. Int Mater Rev 34(1):213–245
Pohl H, Simchi A, Issa M, Dias HC (2001) Thermal Stresses in Direct Metal Laser Sintering 366. In: International Solid Freeform Fabrication Symposium
Garibaldi M, Ashcroft I, Hillier N, Harmon SAC, Hague R (2018) Relationship between laser energy input, microstructures and magnetic properties of selective laser melted Fe-6.9%wt Si soft magnets. Mater Charact 143:144–151. https://doi.org/10.1016/j.matchar.2018.01.016
Quarterman P et al (2018) Demonstration of Ru as the 4th ferromagnetic element at room temperature. Nat Commun 9(1). https://doi.org/10.1038/s41467-018-04512-1
Tiwari D, Miscandlon J, Tiwari A, Jewell GW (2021) A review of circular economy research for electric motors and the role of industry 4.0 technologies. Sustain 13(17):9668
Tan JMR, Farraj Y, Kamyshny A, Magdassi S (2023) Fabrication approaches of Soft Electronics. ACS Appl Electron Mater 5(3):1376–1393
Goodall AD, Uramowski J, Sinclair CW, Chechik L (2023) Todd I Mechanical properties of stochastically cracked soft magnetic material. Additive Manuf Lett, 7:100179.https://doi.org/10.1016/j.addlet.2023.100179
Odkhuu D, Rhim S, Park N, Nakamura K, Hong SC (2015) Jahn-Teller driven perpendicular magnetocrystalline anisotropy in metastable ruthenium. Phys Rev B 91(1):014437
Quarterman P et al (2018) Demonstration of Ru as the 4th ferromagnetic element at room temperature. Nat Commun 9(1):2058
Hunt AJ, Farmer TJ, Clark JH (2013) Elemental sustainability and the importance of scarce element recovery.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and review. The first draft of the manuscript was written by Rasoul Karami and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Research involving human participants and/or animals
This article does not contain any studies involving animals performed and any studies involving human participants performed by any of the authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Karami, R., Butler, D. & Tamimi, S. Manufacturing of non-grain-oriented electrical steels: review. Int J Adv Manuf Technol 133, 1083–1109 (2024). https://doi.org/10.1007/s00170-024-13837-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13837-9