
Abstract
Commercial electrical steels, Fe-Si alloys with < 4 wt.% Si, are inexpensive and efficient materials for electrical power conversion. Further efficiency improvements require increasing the silicon concentration to 6 wt.%, at which point the material becomes brittle and difficult to form by conventional rolling and sheet fabrication methods. Additive manufacturing stands to overcome challenges with commercial manufacturing techniques by leveraging near-net-shape fabrication. The wide array of process conditions provides additive manufacturing with increased flexibility, enabling control over the microstructure and mechanical properties. This work explores the microstructures and magnetic properties of ring-shaped Fe-Si alloys produced using concentric and cross-hatch tool paths on a laser-directed energy deposition additive manufacturing system. Concentric-built samples exhibit elongated grain structures while cross-hatch-built samples comprise lower aspect ratio grain structures. Thermal finite element analysis simulations model the stress conditions produced by the different scan path geometries. Microhardness measurements probe the mechanical properties as a function of anneal temperature, providing a qualitative understanding of the intergranular defect density. Soft magnetic properties measured under quasistatic and AC conditions show frequency- and microstructure-dependent coercivity and permeability. Finally, analysis of the core loss quantifies how the build strategies and thermal treatments influence efficiency in electrical power conversion applications. Understanding the influences of scan path geometry and thermal treatment provides a pathway towards application of additively manufactured soft magnetic materials.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Fe-Si (i.e., electrical steel) alloys possess favorable electromagnetic properties, such as high magnetic permeability/saturation induction, low coercivity/core loss, and increased electrical resistivity, that are ideal for electric motor and transformer applications.1 The addition of Si into Fe both stabilizes the ferrite (bcc) structure and enhances the electromagnetic properties, with peak alloy performance defined by the highest permeability, minimum core loss, and near-zero magnetostriction at a high-Si content of 6.5 wt.%.2,3 Despite improving energy efficiency of electromagnetic devices through the use of high-Si content electrical steels, widespread commercial adoption of these alloys is inhibited by poor material ductility and workability, making conventional manufacturing via sequential steps of casting and thermomechanical deformation (e.g., forging or flat sheet rolling) impractical.
A majority of electromagnetic devices are restricted to the use of less efficient, low-Si content alloys with compositions of 1–4 wt.% Si. Substantial effort has been focused on developing techniques to produce bulk forms of traditionally brittle soft magnetic alloys, such as hot forging,4 thin-film deposition,5,6,7,8,9 powder rolling,10 and mechanical alloying.11,12 While these techniques have some advantages over conventional deformation processing strategies, they are largely limited to small volumes of material that remain brittle. One exception to this generalization is a high-Si content electrical steel sheet produced by JFE Corporation via a chemical vapor deposition siliconizing process. However, this approach is thickness-dependent due to a reliance on diffusion of Si at high temperatures; the process has yet to replace the more ubiquitous low-Si content electrical steel sheet products produced via conventional rolling processes.13,14,15 Therefore, developing manufacturing approaches that enable greater efficiency from electrical steel alloys remains a target for next-generation energy systems, especially to address global decarbonization initiatives. For instance, processing and integration of optimal magnetic alloy compositions, such as high-Si content electrical steels, in electromagnetic devices like motors and transformers is predicted to enable energy savings in excess of 10,000 gigawatt-hours annually.16,17
Additive manufacturing (AM), especially laser powder bed fusion (L-PBF), has emerged as a strong candidate for producing bulk geometries from traditionally brittle soft magnetic alloys, such as high-Si content electrical steels,18,19,20,21,22 Fe-Co alloys20,23,24,25,26,27 and Fe-Ni alloys.28,29 The principal advantage afforded by AM processing for these materials is the characteristic thermal history associated with rapid solidification during layer-wise processing. AM can avoid equilibrium order–disorder phase transitions responsible for brittle behavior in soft magnetic material.30,31,32,33 For Fe-Si alloys, equilibrium phase transformations include transitions from disordered BCC to ordered B2 and/or DO3 phases, which are known to impede dislocation accommodation mechanisms leading to near-zero tensile ductility for high-Si content electrical steels.34,35 Furthermore, near-net-shape part geometries built by AM reduce the need for manufacturing by deformation processes that are prone to causing cracking or failure in brittle alloys. AM processing routes also create opportunities to tailor local microstructures and improve performance to a greater extent than conventional manufacturing, which is enticing for next-generation electromagnetic device designs.36,37,38
In this study, laser beam-directed energy deposition (LB-DED) via the laser engineered net shaping (LENS) process is presented as a viable route for producing bulk geometries of a high Si-content Fe-6Si alloy. LB-DED enables processing of bulk near-net-shape geometries of the soft magnetic alloy wherein the extent of macroscopic defects/cracking was directly influenced by the laser scan strategy. Microstructural results for the AM Fe-6Si soft magnetic alloy are presented as a function of print strategy and annealing temperature. Thermal finite element analysis simulations highlight how scan strategies can have a major influence the residual stress of LB-DED parts. Quasistatic and frequency-dependent magnetic properties, along with mechanical hardness, are characterized for the samples and discussed in the context of AM processing and post-processing annealing conditions. This work builds upon growing efforts for accelerating AM processing of soft magnetic alloys and demonstrates another case in which AM techniques can be enabling, rather than limiting, for developing high-performance alloys.36,37,39,40,41,42 Specifically, this study contributes to the state-of-the-art by evaluating LB-DED AM as a viable route for processing bulk high-silicon electrical steel alloys, as opposed to prior work that has primarily focused on L-PBF. Effects of LB-DED build strategy and post-processing heat treatment on cracking susceptibility and recrystallization/grain growth phenomena are also discussed, motivating further work on process and microstructure optimization.
Procedure
Experimental
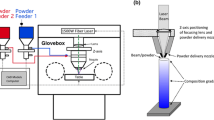
Hollow cylindrical samples with 27.9-mm outer diameter (OD) and 17.8-mm inner diameter (ID) were additively manufactured from gas-atomized, pre-alloyed Fe-6Si powder with a nominal 45-μm to 90-μm size distribution supplied by Sandvik (Stockholm, Sweden). Processing was conducted via an open-architecture LENS system consisting of a 3-axis Tormach CNC 770 (Tormach , Waunakee, WI, USA) with a spindle-mounted YLS-2000 laser operating at a 1064-nm wavelength (IPG Photonics, Oxford, MA, USA) housed in a controlled atmosphere glovebox (MBraun, Strathan, NH, USA). Additional details for the AM system are available in Refs. 23 and 31. The bulk hollow cylinders were constructed utilizing either concentric or cross-hatch laser scan strategies, as detailed in Fig. 1, using laser powers of 350–400 W and an approximate layer thickness of 250 μm. For the concentric build, the cylinder in-fill was completed by depositing beads in successive rings spaced by the approximate hatch distance (h = 0.8 mm). The concentric path begins at the midpoint between the inner and outer diameters and builds inwards. Once the inner diameter is reached, the tool head jumps to the midpoint between the inner and outer diameters and builds outwards towards the outer diameter. Concentric builds were made with a laser velocity of 500 mm/min. The cross-hatch strategy employed a perimeter on the ID and OD, followed by a 180° in-fill pattern for each layer that was then rotated 90° relative to the previous layer. The perimeter utilized a speed of 420 mm/min, while the cross-hatch in-fill utilized a speed of 720 mm/min. Both processing strategies were iterated until the desired cylinder height was achieved (\(\sim \) 20 mm).
Quasi-static and frequency-based magnetic properties were measured from B–H ring specimens that were extracted from the hollow cylindrical builds via wire electrical discharge machining, with dimensions of 21 mm ID × 25 mm OD × 2 mm thickness, based on ASTM A773.43 DC tests were performed on an SMT-700 BH analyzer at Magnetic Instrumentation, KJS Associates, Indianapolis, IN, USA. Frequency-dependent magnetic properties were collected up to 1 MHz using an Iwatsu SY-8218 B-H Analyzer. Each ring had 60 primary and 60 secondary windings to measure the magnetic properties. Vickers microhardness measurements were also conducted on the samples using a Duramin-40AC1 hardness tester with a load of 100 gf and dwell time of 10 s. Hardness is reported with the average and standard deviation for 20 indents per sample. Magnetic properties and hardness were measured on specimens in both the as-built and heat-treated conditions.
Post-processing heat treatment consisted of 500°C, 700°C, 900°C, and 1200°C with 4-h isothermal hold times. The times and temperatures were selected based on prior literature and the physical metallurgy of electrical steels.21,32 Specifically, the 500°C heat treatment coincides with the dual B2/DO3 equilibrium phase region, while 700°C solely resides in B2. The 900°C and 1200°C conditions were well within the chemically disordered BCC region; the latter also represents the typical upper bound temperature limit for annealing conventional electrical steel sheets to, in select products, achieve abnormal grain growth. This is discussed in more detail later on. Heat treatments were conducted in a vacuum furnace maintained at 10\(^{-6}\) Torr (or lower) pressure with a furnace-controlled cooling rate of 2.3°C/min to minimize thermal shock and achieve equilibrium ordered phases. Microstructures of the specimens in both as-built and heat-treated conditions were characterized using light optical microscopy after metallographic preparation with grinding and polishing up to 0.04 µm with colloidal SiO\(_2\). Etched samples were prepared using a % nital solution.
Simulation
In order to investigate build strategy effects on thermal history and residual stress, process simulations were performed for both cases in the finite element code suite Sierra.44 A brief model description is presented here, but for additional details the reader is referred to prior studies by the present authors.23,45 Simulating the concentric and cross-hatched builds required both a thermal and solid mechanics simulation. In the former, a heat source is applied across a pre-existing finite element mesh of the cylinders, with the laser path prescribed by the G-code used in the experimental builds. The mesh consisted of 178,355 8-node hexahedral elements, with 0.25-mm elements in the cylinder and coarser elements in the 152.4 × 152.4 × 6.35 mm baseplate further from the build. The thermal model used a density of 7650 \( \frac{{{\text{kg}}}}{{{\text{m}}^{3} }} \), a specific heat of 502 \( \frac{{\text{J}}}{{{\text{kg}}}} \), a thermal conductivity of 29.9 \( \frac{{\text{W}}}{{{\text{m}}*{\text{K}}}} \), and latent heat of fusion of 196,400 \( \frac{{\text{J}}}{{{\text{kg}}}} \). A gaussian hemispherical heat source with a laser diameter of 0.8 mm, laser power of 400 W, and an absorption coefficient of 0.3 was used to deposit energy into the hexahedral elements, which were inactive until reaching the melt temperature. The temperature history from the thermal simulation was then used in the solid mechanics simulation, in which elements are activated upon reaching the melt temperature and subsequently assume temperature-dependent material properties. For this simulation, a Fe-6Si thermoelastic–plastic material model was calibrated to Fe-3Si data from a prior study by Haines et al.46 A fixed displacement boundary condition was applied across the bottom surface of the baseplate. In the thermal simulation, the simulation time step was 0.048 s when the laser is active and 1.0 s during inter-layer times and a cool down after the build. In the solid mechanics simulation, a slightly larger time step of 0.1 s was used when the laser was active for computational efficiency.

(a) Schematic ring sample showing the tool path for a concentric build geometry. (b) Tool path for a cross-hatch build geometry with a 90° rotation after each layer. (c) Cut-away view of schematic ring sample showing the different perspectives used to image the microstructure.
Results and Discussion
Microstructure of AM Fe-6wt.%Si Soft Magnetic Alloy
Figure 2 shows micrographs of etched specimens across the full range of heat-treatment temperatures for both concentric and cross-hatch laser scan patterns in the planar view. The planar view perspective provides insights into the microstructure evolution, both grain size and morphology, within a given AM layer that results from heat treatment. Partially recrystallized microstructures were observed in samples heat-treated in the 500–700 °C range, characterized by a mixture of as-built columnar grains and comparably finer equiaxed grain morphologies. The as-built portion of the microstructure for the concentric build specimens (Fig. 2) exhibited elongated grains in the direction of laser travel. These grains extended several hundred microns along the circumference of the ring, indicating the presence of an elongated melt pool that promotes directional solidification. Formation of elongated grains is also likely aided by epitaxial solidification off-parent (i.e., previously solidified) grains in the direction of the build. By comparison, the cross-hatch specimens showed a grain structure without significant directionality, perhaps the result of shorter melt pool lengths and the bi-directional nature of the scan strategy. Following the 900°C heat-treatment condition, features of the as-built microstructure were less apparent, with evidence of grain coarsening and sharpening of grain boundaries. As-built features of the microstructures were entirely removed following the 1200°C heat treatment, wherein extensive grain growth produced coarse (millimeter size) grains that were confined only by the geometry of the ring specimens (Fig. 3).

Planar-view micrographs of concentric-built (a, c, e, g) and cross-hatch-built (b, d, f, h) samples show microstructures that strongly depend on scan path geometry and annealing condition. Concentric samples exhibit an elongated microstructure and the presence of cracks after annealing at 700°C or greater. Microstructure of the cross-hatch samples shows little directionality due to the difference in scan path. For both concentric and cross-hatch samples, annealing at 1200°C removes all microstructural features.

Planar-view EBSD IVPF maps and pole figures of concentric-built (a, c, e, g) and cross-hatch-built (b, d, f, h) samples. Concentric samples annealed between 500–900°C show elongated grains due to solidification in the circumferential direction. Cross-hatch samples show a microstructure zig-zagging tool path. At 1200°C, cracking in the concentric sample prevents further grain growth; however, annealing of the cross-hatch grows grains into a quasi-single crystal.
Cross-sectional views of the concentric and cross-hatch rings, shown in Fig. 4, give a complementary perspective of the microstructure parallel to the build direction, encompassing several layers. At 500–700°C, the characteristic layered structure of layer-wise rapid solidification AM processing was observed for both build strategies. Evidence of epitaxial solidification was observed at these lower heat-treatment temperatures, typical for many alloys processed by metal AM and especially those that solidify with a single-phase microstructure.47 At 900°C, significant grain growth occurred with homogenization, effectively removing the layer-wise melt pool pattern of the as-built microstructure toward a structure that is more typical of “wrought” electrical steel alloys. However, the concentric build (Fig. 4e) still showed an elongated grain structure aligned parallel to the build direction. These observations contrast with those for the cross-hatch build, which developed a relatively equiaxed microstructure following the 900°C heat treatment (Fig. 4f). Complementing the planar view orientation results, substantial grain growth was observed for the 1200°C heat-treatment condition, wherein cross-sectional regions of the specimen revealed a coarse grain structure that was essentially single crystals confined just to the thickness of the specimen ring geometry. Geometric confinement of the grain structure therefore limited the extent of grain growth in the AM-processed ring specimens. Indeed, similar observations of coarse grain structures have been noted in prior literature for conventionally processed low-Si content electrical steels produced via rolling with subsequent high-temperature heat treatments.48,49 Referred to as grain-oriented electrical steel sheet, coarse microstructures develop through abnormal grain growth mechanisms that are similarly confined to the final sheet thickness. The abnormal grain growth also produces strong crystallographic textures, defined by the {110} planes parallel to the sheet surface and \(<100>\) directions parallel to the sheet length. This so-called Goss texture is well known for influencing magnetic anisotropy that uniquely benefits transformer applications.

Cross-sectional micrographs of concentric-built (a, c, e, g) and cross-hatch-built (b, d, f, h) samples show few distinguishing features as a result of the differing scan path geometries. Weld pool marks due to the AM process are evident in the 500–700°C micrographs; however, annealing at 900–1200°C completely removes any evidence that this material was produced by additive manufacturing.
To further elucidate microstructure and crystallographic texture evolution in the samples as a function of heat treatment, EBSD analysis was also performed. The results are summarized in Fig. 3, presented as inverse pole figure microstructure maps and the three principal (100), (110), and (111) pole figures. The IVPF maps in Fig. 3 reveal discrete grain boundaries that are obscured in the etched optical micrographs. Nonetheless, the EBSD analysis largely corroborated the findings from the optical images. Specifically, the concentric samples in Fig. 3a, c, and e show a partially recrystallized microstructure with elongated grains that are remnants of the as-built structure, resulting from solidification in the circumferential direction. Similarly, cross-hatch samples (Fig. 3b, d, and f) show partial recrystallization for the 500–900°C heat-treatment conditions. At 1200°C, rapid grain growth occurred in both build strategies that led to the formation of large, millimeter-size grains; the rings themselves were pseudo-single-crystal in this condition. Notably, isolated cracking in the concentric condition stunted grain growth, as shown in Fig. 3g.
Crystallographic textures measured from the EBSD analysis were fairly weak for the 500–900°C conditions, with intensities ranging from 2 up to 4.5 multiples of a random distribution. Furthermore, the character of the textures was diffuse, with evidence of the typical \(<001>\) and \(<011>\) texture components, expected of AM, but these components were offset with respect to the build direction. The texture character of these samples likely developed as a result of growth competition between \(<001>\)- and \(<011>\)-type fiber textures during solidification. In all conditions, no significant evidence of Goss-type components were measured with respect to the build direction (Fig. 3). This is expected, since these texture components are hypothesized to originate from local shear-deformation near the roll–sheet interface during sheet processing and become the dominant texture following high-temperature heat treatment.50 AM processing generally leads to a fundamentally different residual stress and deformation state (i.e., dislocation density, substructure morphology, etc.) compared to rolling processes used for fabricating conventional electrical steel sheets. Therefore, recrystallization and abnormal grain growth mechanisms observed in conventional electrical steel may not occur in the same manner for AM material. Notably, since the microstructures are nearly pseudo-single-crystal in samples following the 1200°C heat treatment, the textures are somewhat arbitrary (i.e., based on the machining/cutting plane). The development of coarse grain structures in AM-processed electrical steel alloys may enable unique opportunities for electromagnetic devices. For example, it is conceivable that single-crystal samples could be extracted from these AM builds for specific electromagnetic applications that benefit from the intrinsic crystal anisotropy.
In addition to the grain structure evolution, samples were also characterized in terms of overall build quality, as determined by the extent of defects in the microstructure. For both scan strategies, no macroscopic keyhole or lack-of-fusion porosity was observed, indicating high relative density was achieved. However, transgranular cracking in both the radial and azimuthal directions was observed for concentric samples heat-treated to 700°C and above. Notably, the intensity of the cracking, based on crack length and width, increased for samples subjected to higher heat-treatment temperatures, with the greatest cracking intensity found for the 1200°C condition. In contrast, cross-hatch samples showed no evidence of crack formation at any of the heat-treatment temperatures, presenting a notable dichotomy in quality between the two scan strategies. While the precise origin and mechanisms for crack formation in samples remains speculative, reasons are likely related to a combination of processing effects and intrinsic material workability issues that are exacerbated during heat treatment. For the former, thermal finite element analysis is provided below to help elucidate the role of layer-wise processing on thermal stress evolution and the role of processing on crack formation. For the latter, workability is defined here as the capacity of a material to accommodate plastic strains prior to crack formation. As discussed in Section “Microstructure of AM Fe-6wt.%Si Soft Magnetic Alloy”, the addition of high Si concentrations (> 6 wt.%) drastically reduces the tensile ductility and intrinsic workability of Fe to near-zero due to the formation of ordered intermetallic phases.32,51
Compounding these intrinsic material workability issues are the thermal residual stresses that develop in parts during AM processing. The magnitude of these stresses are generally correlated to both layer-specific processing conditions, i.e., laser power and velocity, as well as the overall part build strategy/scan path. Samples produced in this study were manufactured with constant layer-specific processing conditions; however, with distinctly different concentric and cross-hatch build strategies. Thermal finite element analysis modeling was conducted to elucidate the effects of scan strategy on residual stress evolution and the cracking seen in the Fe-6Si. Figure 5 shows the predicted residual stress profile in a top–down orientation for the cross-hatch and concentric rings after the build. The residual stress is expressed in terms of the principal stresses that develop along the vertical direction (y-axis) in the cylinder cross-section. Visualization of stress along the x-axis can be found in Supplementary Fig. S1. Modeling predicts that the concentric scan strategy leads to significant residual tensile stresses in the specimen along the circumference, with the magnitude of these stresses generally increasing radially from ID to OD and, in large regions, exceeding 500 MPa. This is especially noteworthy when considering that the strength-at-failure in tension for Fe-Si alloys near the 6 wt.% Si composition has been shown to be significantly lower than the residual stress in the concentrically-built cylinder.52,53 Therefore, cracking in the concentrically-built ring is likely due to the tensile residual stress overcoming the tensile strength of the Fe-6Si material. The start and stop point of the concentric scan path creates a small region of localized compressive stress at the top of the ring; however, analysis of this region is forgone due to the small size and low magnitude of the stress. The cross-hatch-built ring exhibits lower tensile residual stress with the magnitude approaching 400 MPa at select regions near the ID. Lack of cracking in the cross-hatch-built rings is presumed to be a result of lower tensile stress values distributed across a small area. Additionally, the switch to a compressive stress at the circumference of the cross-hatch ring may help prevent cracking by competing against tensile stresses at the inner diameter. In agreement with the literature, these observations suggest that cracking susceptibility is significantly higher for rings built using the concentric scan strategy rather than the cross-hatch, providing an explanation for the cracking seen in Fig. 2.54 Choice of scan path pattern is thus identified as a critical process parameter for LB-DED-processed Fe-Si alloys due to the influence on cracking susceptibility in the intrinsically low ductility Fe-6Si alloy.51 To emphasize, cracking was only observed in samples following heat treatments. It thus remains unclear if the cracks occur during deposition, only to propagate further during heat treatment due to the formation of ordered structures, or if heat treating alone leads to crack formation/propagation. Indeed, stress relief cracking is considered as a potential crack formation mechanism, but the literature highlights precipitation and segregation as typical key driving factors,55 neither of which are present in Fe-6Si. Therefore, higher resolution characterization of as-built microstructures, such as with TEM and electron probe microanalysis, is recommended for future work to quantify the extent of any precipitates/oxides and microsegregation.

Residual stress in as-built concentric and cross-hatch rings calculated by thermal finite element analysis simulations. The concentric scan path creates a high volume of tensile residual stresses at \(\approx \) 500 MPa. The cross-hatch material exhibits a low volume of residual stresses, peaking close to \(\approx \) 400 but only at select areas of the inner diameter.
It is also worth highlighting that the absence of cracking in the cross-hatch samples illustrates the flexibility of AM to construct geometrically and compositionally identical components with entirely different mechanical responses. These results suggest that process design tools will need to consider cracking susceptibility criteria to enable production of defect-free bulk components from traditionally brittle alloys. In this case, it is likely that shorter lengths of each linear cross-hatch motion reduced residual stresses in the AM-processed cylinders.56 Notably, cracking has also been observed in L-PBF processing of Fe-6.5 wt.% Si, suggesting poor material workability.18 Overall, additional work is suggested to elucidate and quantify crack formation mechanisms for electrical steels processed by laser-based AM.
Properties
Quasistatic and frequency-based magnetic properties, along with microhardness, have been characterized for the AM Fe-6Si alloy, and the results are presented and discussed as a function of heat treatment and microstructure condition. Comparisons with other AM studies on high-Si content electrical steels and conventional low-Si alloys are also discussed.
Magnetic Properties of AM Fe-6Si Soft Magnetic Alloy
A summary of the full-field induction, coercivity, and permeability magnetic properties for the cross-hatch and concentric scan strategies are plotted in Fig. 6 as a function of heat treatment and temperature for both quasistatic and 60-Hz testing frequencies. For full details of the hysteresis loops, the reader is referred to the supplementary information. As expected, the alloy specimens from both scan strategies show a generally ’harder’ magnetic response for the 60-Hz frequency testing conditions, due to the development of eddy currents. At 60 Hz, the full-field induction and permeability are reduced while the coercivity is greater in comparison to the quasistatic properties. These trends with frequency persisted across the various heat-treatment temperatures. In particular, Fig. 6a shows the extent by which the quasistatic full-field induction values are greater than the AC (60 Hz) measurements, with values ranging from approximately 1.6 T to 1.75 T for the former and from 1.25 to 1.5 T for the latter. Indeed, Supplementary Figs. S5–S8 show how the AC hysteresis loops become increasingly ellipsoidal with increased frequency in comparison to their quasistatic counterparts. For a given testing frequency across the heat-treatment temperatures, the full-field induction values showed little to no dependence; it is expected that saturation induction is a structure-insensitive property and solely dictated by composition.

(a) For both concentric and cross-hatch samples, quasistatic measurements of saturation are greater than the AC saturation measurements. (b) Due to eddy current effects, coercivity of samples measured at 60 Hz is significantly greater than the quasistatic coercivities. (c) Like coercivity, quasistatic permeability is found to be significantly greater than the AC permeability. Cracking in the sample may cause a drop in the 1200°C concentric permeability. Saturation and permeability values from commercial non-oriented and high-Si steels are included for reference.57
Figure 6b shows the relatively drastic effect of testing frequency on coercivity, wherein values for quasistatic measurements ranged from approximately 10 A/m to 30 A/m, while eddy currents cause the 60-Hz values to increase by an order of magnitude across the entire annealing temperature range. Notably, the coercivity, determined from quasistatic measurements for both build strategies, was found to slightly (near-monotonically) decrease with increased annealing temperature, with the largest decrease observed between the 900°C and 1200°C conditions. These trends align with the expectations for grain structure evolution in the Fe-Si samples in this study, wherein grain size at the lower heat-treatment temperatures was notionally constant at approximately 0.2 mm in diameter. Significant grain growth was only observed following the 1200°C condition, where the grain size is on the order of several millimeters. Observations here generally align with the work by Herzer58 for an empirical relationship between grain size and coercivity, described by a linear 1/D (D = grain size) relationship between grain size and coercivity. Notably, the coercivity decrease in Fig. 6b is also likely influenced, to a lesser extent, by an overall reduction in lattice strain and dislocation density inherited from AM processing that otherwise impedes magnetic domain wall motion.59 In contrast to the quasistatic results, coercivity slightly increases with annealing temperature. These trends may be attributed to an increased eddy current loss caused by a reduction in electrical resistivity associated with annealing and the removal of structural defects, such as vacancies and dislocations. Nonetheless, these quasistatic and AC coercivity values lie within the expected range for Fe-Si alloys.53,60
Permeability, like coercivity, is found to be strongly dependent on measurement frequency, wherein a near order-of-magnitude increase is observed in permeability for the quasistatic conditions compared to the 60-Hz frequency. Quasistatic measurements showed permeability values ranging from 9000 to 16,000 (Fig. 6c) for the annealing temperatures between 500°C and 900°C. At 1200°C, both quasistatic samples exhibited a drop in permeability, particularly for the concentric sample condition, which decreased to a relatively modest permeability of 6000. While the precise origin for the decrease in permeability for this particular condition remains speculative, the sharp drop for the concentric condition is likely related to crack formation. The slight decrease in permeability for the cross-hatch condition may be the result of increased crystal anisotropy energy due to the coarse grain size and the presence of an unfavorable texture component, relative to the comparably finer structures observed in samples annealed between 500°C and 900°C (see Figs. 2 and 4 for additional details). For example, it is possible that grains at the lower annealing temperatures may have more favorable alignment of the easy magnetization \(<001>\) crystallographic directions with respect to the applied magnetic field direction. After annealing at 1200°C, the crystallographic orientation may be such that textures with the hard \(<111>\) crystallographic directions are favored.61 It is noteworthy to mention here that, while the texture was not measured, the magnetic flux direction is expected to continuously change direction along the B–H ring circumference, making it difficult to quantify the roles of texture and grain size on properties. Future work is recommended to examine rod-shaped specimens with yoke-type magnetic measurements of AM-processed Fe-6Si to decouple these effects on magnetic properties. Measurements at 60 Hz substantially reduced the permeability to values ranging from approximately 2000 to 4000. Notably, the permeability values were relatively consistent with respect to anneal temperature, as shown in Fig. 6c, indicating that the microstructure has a relatively minor influence on permeability at higher frequencies. Frequency-based permeability values across all annealing temperatures are higher for the concentric-built samples in comparison to the cross-hatch samples. We speculate that the permeability and other structure-sensitivity magnetic properties could be improved (i.e., become magnetically softer) if scan strategies are used that promote the alignment of the easy magnetization \(<001>\) crystallographic directions with the applied flux. In the case of the ring specimen geometry used in this study, \(<001>\) textures would need to be aligned with the circumference of the ring, while a yoke-type configuration would benefit from this texture along the length of the specimen. Thus, future work should evaluate opportunities to engineer textures during solidification based on anticipated flux distributions for electromagnetic devices.

Core loss of concentric and cross-hatch Fe-6Si rings measured at 600 Hz. Minimal changes in core loss occur as a function of anneal temperature and build strategy.
Core loss values were also extracted for the two build strategies across the full annealing range to capture compounding effects of eddy currents, hysteresis, magnetostriction, and other (anomalous) losses. In Fig. 7, concentric and cross-hatch core losses measured at 600 Hz vary slightly between 80 and 100 W/kg for all annealing temperatures. Core losses in commercial Fe-Si alloys are considerably lower despite having lower Si content, with values closer to 10 W/kg.62 Note that 600 Hz was selected somewhat arbitrarily, but also with recognition that higher Si content enables higher frequency operation compared to lower Si alloys. One key difference is that commercial electrical steel alloys are often produced as thin-profile (0.2 mm) insulated laminates that reduce the influence of eddy current losses. Due to the bulk nature of the samples in this study, losses due to eddy currents are expected to be more pronounced and will overshadow hysteresis and magnetostrictive losses. Between 500°C and 900°C in Fig. 7, a slight increase in core loss is observed that could likely be the result of stronger eddy currents caused by a reduced electrical resistivity. For a given frequency, lower permeability is expected to increase efficiency;63 however, the relatively small changes in core loss are consistent with the frequency-based measurements in Fig. 6. Further reduction of the core loss of this Fe-6Si alloy will require suppression of eddy currents, either by conventional lamination methods, processing of AM-enabled complex geometries that increase eddy current path lengths, or by tailoring alloy chemistry and microstructure to effectively increase the electrical resistivity.19,22
Microhardness of AM Fe-6Si Soft Magnetic Alloy
Figure 8 shows the microhardness of concentric-built (blue) and cross-hatch-built (orange) samples as a function of annealing temperature. A narrow range of high hardness values between 375–400 HV were found with no distinct correlation to the annealing temperatures nor the build strategy. While significant evolution of the microstructure was observed as a result of the heat-treatment conditions, grain sizes within the samples were relatively large in comparison to the local indent diameter; thus, dislocation motion was unimpeded by the distant grain boundaries. Notably, these data also suggest that the mechanical hardness is likely unaffected by differences in the extent of ordering (B2 or DO3 ordered lattices) that may have been achieved from the various heat treatments. Note that the heat treatments imposed in this study are expected to promote the equilibrium ordered phases in Fe-Si, while as-built material may possess some degree of disorder (A2) due to the rapid solidification characteristic of LB-DED. The authors have previously demonstrated LB-DED processing of FeCo to suppress the extent of B2 formation.31 Similar characterization of the disorder–order phase transformation is recommended for LB-DED of Fe-Si alloys. Observations have been made in prior work on Fe-Si alloys wherein hardness was also found to depend more strongly on the Si concentration.64,65 Low-Si content electrical steels with 1–2 wt.% Si have modest hardness values between 150 HV and 220 HV,66 but at 6–6.5 wt.% the hardness is expected to be well above 350 HV, which aids in reducing magnetostriction to near-zero.64,67,68 High hardness of these Fe-6Si steels will reduce magnetostrictive losses while maintaining a high saturation, leading to overall improved magnetic performance.

Vickers hardness of the concentric and cross-hatch Fe-6Si samples show limited dependence on anneal temperatures. In comparison to mid-grade 1–2 wt.% Si electrical steels (150–220 HV), these 6 wt.% Si steels have greater hardness that will reduce magnetostrictive losses (Color figure online).
Implications
A principal outcome of this study is showing LB-DED as a viable route for processing bulk forms of high-Si content electrical steels, which are traditionally too brittle to produce using conventional thermomechanical methods (e.g., rolling, forging, etc.). These results complement prior literature studies demonstrating L-PBF of high-Si alloys.18,19,21,32 While results in the present study are promising, in particular for enabling electromagnetic device cores with intrinsically higher efficiency than those currently in use, a few considerations for electromagnetic device design are worth discussing. A primary limitation of the present study is in the demonstration of bulk/monolithic structures with relatively limited geometric complexity. Conventional electromagnetic device cores often consist of stacked laminated magnetic sheets, where the sheet thickness in combination with surface insulation (i.e., non-conductive coating) reduces losses (eddy currents) and improves energy efficiency compared to bulk core designs. AM-processed electrical steel components likely require integration of both advanced designs, in addition to unconventional alloy compositions, to increase device efficiency and justify widespread adoption over conventional laminated sheet. Prior studies have shown that L-PBF can effectively produce complex designs that reduce eddy current losses compared to bulk material, such as through a Hilbert-type curve.19 However, integration of insulating layers on the component surfaces during manufacturing remains a challenge with this modality. Furthermore, LB-DED generally cannot access the same extent of part resolution and geometric control as other AM methods, like L-PBF, particularly when designed with overhang features and thin-wall struts/lattices. Thus, the extent of eddy current reduction through advanced component design that is possible when using existing LB-DED approaches is expected to be limited compared to conventional thin-profile laminated sheet or L-PBF-enabled designs. Finally, LB-DED-processed material showed evidence of cracking, which was increasingly pronounced with heat treatment. Such defects are unacceptable in electromagnetic cores and represent another consideration for AM-processed electrical steels.
Despite these concerns, it is noteworthy to emphasize that, unlike most L-PBF systems and conventional manufacturing approaches, LB-DED can readily integrate multiple material configurations with high spatial precision in a single part architecture. Thus, processing of conductive (i.e., electrical steel) and non-conductive materials in a successive layer-wise manner could offer opportunities to offset geometry limitations and improve device efficiency, more closely approaching conventional stacked laminations. Furthermore, LB-DED methods can similarly integrate various combinations of alloys to enable control of part mechanical–magnetic property relationships. One example is integration of high-strength alloys in high-stress regions of stator/rotor designs for electric motors, where the high-strength alloy would enable higher motor speeds compared to monolithic magnetic alloy sheets that are currently limited by the alloy mechanical properties.69,70 Multimaterial integration using LB-DED is recommended for future studies toward developing advanced electromagnetic devices.
Conclusion
This study has been successful in demonstrating laser beam-directed energy deposition additive manufacturing of high-Si content electrical steel alloys in a bulk form that are otherwise impractical to manufacture using conventional thermomechanical processes. Additive manufacturing is therefore an enabling, rather than a limiting, approach toward developing next-generation soft magnetic alloys for electromagnetic applications. However, tradeoffs in alloy structure–property relationships were also identified. Most critically, scan path-dependent mechanical behavior highlights the flexibility of additive manufacturing to overcome challenges associated with the manufacturing of traditionally brittle alloys. Concentric- and cross-hatch-built geometries resulted in differing characteristic microstructures that evolved following various heat treatments, ultimately leading to exceptionally coarse grain sizes. Thermal finite element analysis simulations inform the cracking in the concentric-built samples, with residual tensile stresses in the concentric build calculated to be greater than the tensile strength of the Fe-6Si alloy. Magnetic properties, including full-field induction, coercivity, permeability, and core loss, were characterized for specimens as a function of heat-treatment temperature and testing frequency. The magnetic performance and microhardness properties were found to be competitive to existing state-of-the-art electrical steel alloys without process optimization, suggesting numerous opportunities to further improve performance. Future work will focus on quantifying build strategy-dependent thermal stresses in order to optimize and improve final part mechanical properties. Building a foundational understanding of additively manufactured functional materials has great potential for improving power conversion efficiency and could enable next-generation designs of electromagnetic devices, including transformers and electric motors.
References
R.M. Bozorth, Ferromagnetism (Van Nostrand, New York, 1951).
A.B. Kustas, D. Sagapuram, K.P. Trumble, and S. Chandrasekar, Metall. Mater. Trans. A. 47, 3095 (2016).
A.B. Kustas, S. Chandrasekar, and K.P. Trumble, J. Mater. Res. 31, 3930 (2016).
J. Xie, H. Fu, Z. Zhang, and Y. Jiang, Intermetallics 23, 20 (2012).
E. Yun, W. Win, and R. Walser, IEEE Trans. Magn. 32, 4535 (1996).
C. Platt, A. Berkowitz, D.J. Smith, and M. McCartney, J. Appl. Phys. 88, 2058 (2000).
G. Tian and X. Bi, J. Alloys Compd. 502, 1 (2010).
Y. Shimada and H. Kojima, J. Appl. Phys. 47, 4156 (1976).
N. Fenineche, M. Cherigui, H. Aourag, and C. Coddet, Mater. Lett. 58, 1797 (2004).
R. Li, Q. Shen, L. Zhang, and T. Zhang, J. Magn. Magn. Mater. 281, 135 (2004).
M. Abdellaoui, T. Barradi, and E. Gaffet, J. Alloys Compd. 198, 155 (1993).
C. Kuhrt, and L. Schultz, J. Appl. Phys. 73, 6588 (1993).
H. Haiji, K. Okada, T. Hiratani, M. Abe, and M. Ninomiya, J. Magn. Magn. Mater. 160, 109 (1996).
Y. Takada, M. Abe, S. Masuda, and J. Inagaki, J. Appl. Phys. 64, 5367 (1988).
M. Abe, Y. Takada, T. Murakami, Y. Tanaka, and Y. Mihara, J. Mater. Eng. 11, 109 (1989).
U. D. of Energy, High-Silicon Steel Sheet by Single Stage Shear-Based Processing, Us Government Technical Report (2017).
U. D. of Energy, Development of New Steel Alloy to Reduce Core Losses in Electric Motors, Us Government Technical Report (2017).
M. Garibaldi, I. Ashcroft, M. Simonelli, and R. Hague, Acta Mater. 110, 207 (2016).
A. Plotkowski, K. Carver, F. List, J. Pries, Z. Li, A.M. Rossy, and D. Leonard, Mater. Des. 194, 108894 (2020).
T.F. Babuska, M.A. Wilson, K.L. Johnson, S.R. Whetten, J.F. Curry, J.M. Rodelas, C. Atkinson, P. Lu, M. Chandross, B.A. Krick, and J.R. Michael, Acta Mater. 180, 149 (2019).
M. Garibaldi, I. Ashcroft, J. Lemke, M. Simonelli, and R. Hague, Scr. Mater. 142, 121 (2018).
A. Plotkowski, J. Pries, F. List, P. Nandwana, B. Stump, K. Carver, and R. Dehoff, Addit. Manuf. 29, 100781 (2019).
A.B. Kustas, D.F. Susan, K.L. Johnson, S.R. Whetten, M.A. Rodriguez, D.J. Dagel, J.R. Michael, D.M. Keicher, and N. Argibay, Addit. Manuf. 21, 41 (2018).
T. Riipinen, S. Metsä-Kortelainen, T. Lindroos, J.S. Keränen, A. Manninen, and J. Pippuri-Mäkeläinen, Rapid Prototyp. J. 25, 699 (2019).
J. Geng, I. Nlebedim, M. Besser, E. Simsek, and R. Ott, JOM 68, 1972 (2016).
W. Everhart and J. Newkirk, Appl. Sci. 9, 3701 (2019).
S. Firdosy, N. Ury, J.P. Borgonia, B. McEnerney, R. Conversano, R. Hofer, A. Hermann, H. Ucar, V.A. Ravi, and R.P. Dillon, Adv. Eng. Mater. 24, 2100931 (2022).
C. Mikler, V. Chaudhary, V. Soni, B. Gwalani, R. Ramanujan, and R. Banerjee, Mater. Lett. 199, 88 (2017).
C. Mikler, V. Chaudhary, T. Borkar, V. Soni, D. Choudhuri, R. Ramanujan, and R. Banerjee, Mater. Lett. 192, 9 (2017).
I. Baker, Mater. Sci. Eng. A 192, 1 (1995).
A.B. Kustas, C.M. Fancher, S.R. Whetten, D.J. Dagel, J.R. Michael, and D.F. Susan, Addit. Manuf. 28, 772 (2019).
J. Lemke, M. Simonelli, M. Garibaldi, I. Ashcroft, R. Hague, M. Vedani, R. Wildman, and C. Tuck, J. Alloys Compd. 722, 293 (2017).
M. Nartu, S. Dasari, A. Sharma, V. Chaudhary, S. Varahabhatla, S. Mantri, E. Ivanov, R. Ramanujan, N. Dahotre, and R. Banerjee, J. Alloys Compd. 861, 157998 (2021).
G.E. Lakso and M. Marcinkowski, Metall. Mater. Trans. B. 5, 839 (1974).
G. Ouyang, X. Chen, Y. Liang, C. Macziewski, and J. Cui, J. Magn. Magn. Mater. 481, 234 (2019).
A.B. Kustas, D.F. Susan, T. Monson, JOM 1–23 (2022).
T. Pham, P. Kwon, and S. Foster, Energies 14, 283 (2021).
M. Garibaldi, C. Gerada, I. Ashcroft, and R. Hague, J. Mech. Des. 141, 071401 (2019).
T.N. Lamichhane, L. Sethuraman, A. Dalagan, H. Wang, J. Keller, and M.P. Paranthaman, Mater. Today Phys. 15, 100255 (2020).
V. Chaudhary, S. Mantri, R. Ramanujan, and R. Banerjee, Prog. Mater. Sci. 114, 100688 (2020).
E. Périgo, J. Jacimovic, F.G. Ferré, and L. Scherf, Addit. Manuf. 30, 100870 (2019).
P. Ohodnicki, G. Spanos, Research and Technological Development in the Additive Manufacturing of Energy-Related Functional Materials, TMS, Pittsburgh, PA.
ASTM, Standard Test Method for Direct Current Magnetic Properties of Low Coercivity Magnetic Materials Using Hysteresigraphs. ASTM International Standard (2010).
F.N. Beckwith, G.L. Bergel, G.J. de Frias, K.L. Manktelow, M.T. Merewether, S.T. Miller, M.D. Mosby, K.J. Parmar, J.A. Plews, T.R. Shelton, and J.D. Thomas, Sierra/SolidMechanics 5.2 User’s Guide, Sandia national lab.(snl-nm), Albuquerque, nm (United States) Technical Report (2021).
K.L. Johnson, T.M. Rodgers, O.D. Underwood, J.D. Madison, K.R. Ford, S.R. Whetten, D.J. Dagel, and J.E. Bishop, Comput. Mech. 61, 559 (2018).
M. Haines, D. Leonard, C. Fancher, R. Dehoff, and S. Babu, Addit. Manuf. 50, 102578 (2022).
A. Basak, and S. Das, Annu. Rev. Mater. Res. 46, 125 (2016).
S. Mishra, C. Därmann, and K. Lücke, Acta Metall. 32, 2185 (1984).
N.P. Goss, Trans. ASM 23, 511 (1935).
D. Dorner, S. Zaefferer, L. Lahn, and D. Raabe, J. Magn. Magn. Mater. 304, 183 (2006).
A.B. Kustas, D.R. Johnson, K.P. Trumble, and S. Chandrasekar, J. Mater. Process. Technol. 257, 155 (2018).
M. Garibaldi, C. Gerada, R. Hague, PhD thesis, University of Nottingham (2018).
C.L. Cramer, P. Nandwana, J. Yan, S.F. Evans, A.M. Elliott, C. Chinnasamy, and M.P. Paranthaman, Heliyon 5, e02804 (2019).
M. Salem, S. Le Roux, A. Hor, and G. Dour, Addit. Manuf. 36, 101586 (2020).
J. Nawrocki, J. Dupont, C. Robino, J. Puskar, and A. Marder, Weld. J. 82, 25-S (2003).
J. Čapek, E. Polatidis, N. Casati, R. Pederson, C. Lyphout, and M. Strobl, Mater. Des. 221, 110983 (2022).
JFE Steel Corporation, Super Core Electrical Steel Sheets for High-Frequency Application (2023).
G. Herzer, IEEE Trans. Magn. 26, 1397 (1990).
E. Della Torre, J. Phys. Colloq. 49, C8-1909 (1988).
R. Grössinger, N. Mehboob, M. Kriegisch, A. Bachmaier, and R. Pippan, IEEE Trans. Magn. 48, 1473 (2012).
B.D. Cullity and C.D. Graham, Introduction to Magnetic Materials (John Wiley & Sons, Hoboken, 2011).
S. Kasai, M. Namikawa, and T. Hiratani, JFE Tech. Rep. 21, 14 (2016).
A.M. Leary, P.R. Ohodnicki, and M.E. McHenry, JOM 64, 772 (2012).
M. Komatsubara, K. Sadahiro, O. Kondo, T. Takamiya, and A. Honda, J. Magn. Magn. Mater. 242, 212 (2002).
J. Shin, J. Bae, H. Kim, H. Lee, T.D. Lee, E. Lavernia, and Z. Lee, Mater. Sci. Eng. A 407, 282 (2005).
T. Omura, Y. Zaizen, M. Fukumura, K. Senda, and H. Toda, IEEE Trans. Magn. 51, 1 (2015).
T. Ros, Y. Houbaert, O. Fischer, and J. Schneider, IEEE Trans. Magn. 37, 2321 (2001).
L. Gargalis, PhD thesis, University of Nottingham (2021).
S. Firdosy, N. Ury, A.B. Kustas, J.D. Carroll, P. Pathare, Z. Casias, D. Tung, D. Susan, N.S. Bobbitt, M. Chandross, J. Borgonia, V.A. Ravi, and R.P. Dillon, Scr. Mater. 202, 114005 (2021).
F. Guo, M. Salameh, M. Krishnamurthy, and I.P. Brown, IEEE Trans. Ind. Appl. 56, 3656 (2020).
Acknowledgements
The authors wish to thank Chad Taylor, Christina Profazi, Alice Kilgo, Rand Garfield, and Bonnie McKenzie for specimen preparation and microstructure characterization, and KJS Associates, Inc. for magnetic properties characterization. The authors also acknowledge the Sandia National Laboratories Laboratory Directed Research and Development (LDRD) program for funding this work. Sandia National Laboratories is a multi-mission laboratory managed and operated by National Technology and Engineering Solutions of Sandia, LLC., a wholly owned subsidiary of Honeywell International, Inc., for the U.S. Department of Energy’s National Nuclear Security Administration under contract DE-NA-0003525. This paper describes objective technical results and analysis. Any subjective views or opinions that might be expressed in the paper do not necessarily represent the views of the U.S. Department of Energy or the United States Government. This article has been authored by an employee of National Technology & Engineering Solutions of Sandia, LLC, under Contract No. DE-NA0003525 with the U.S. Department of Energy (DOE). The employee owns all right, title, and interest in and to the article and is solely responsible for its contents. The United States Government retains, and the publisher, by accepting the article for publication, acknowledges that the United States Government retains a nonexclusive, paid-up, irrevocable, world-wide license to publish or reproduce the published form of this article or allow others to do so, for United States Government purposes. The DOE will provide public access to these results of federally sponsored research in accordance with the DOE Public Access Plan (https://www.energy.gov/downloads/doe-public-access-plan).
Author information
Authors and Affiliations
Contributions
JMA: preparation, writing—original draft, visualization; SEB: writing—original draft, visualization; SRW: investigation, methodology, data curation, resources; EJB: formal analysis, investigation, review and editing; CJP: resources, formal analysis, software; RED: resources, formal analysis, software; JWP: formal analysis; DFS: formal analysis, visualization; TCM: formal analysis, project administration, resources; ABK: project administration, funding acquisition, writing—original draft, review and editing.
Corresponding author
Ethics declarations
Conflict of interest
There are no conflicts of interest to declare.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adamczyk, J.M., Birchall, S.E., Rothermel, E.T. et al. Characterization of Fe-6Si Soft Magnetic Alloy Produced by Laser-Directed Energy Deposition Additive Manufacturing. JOM 76, 863–874 (2024). https://doi.org/10.1007/s11837-023-06293-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-023-06293-5