
Abstract
As climate change intensifies and existing resources are depleted, the need for sustainable industries becomes more important. The aviation industry is actively addressing environmental concerns by enhancing fuel efficiency and adopting lighter materials, especially carbon fibre composites. Research has proven that the use of carbon fibre composites provides cumulative benefits in reducing fuel consumption over the entire life cycle of an aircraft. However, existing studies are lack of a comprehensive exploration of the diverse impacts associated with composite manufacturing processes and recycling methods. To address this gap, a comparative life cycle assessment analysis covering the materials’ manufacturing, operation, and end-of-life phases is conducted. This analysis includes aluminium alloy and five different carbon fibre composite materials produced with varied constituents and manufacturing methods. Composite manufacturing processes, encompassing carbon fibre production, resin selection, and composite manufacturing methods, are considered. Weight savings based on the mechanical properties of utilised composite type are also taken into account. Results highlight the potential to mitigate the environmental impact of composite materials through strategic choices in constituent types, manufacturing processes, and disposal scenarios. Moreover, break-even distances indicate that aluminium becomes more environmentally detrimental than the analysed composite structures beyond a flight distance of 300,000 km.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The aviation industry is becoming increasingly aware of the issues related to global warming and environmental pollution caused by the extensive use of fossil fuels. As a result, there is an urgent need for the industry to adapt and propose solutions that not only meet the growing market demand for performance but also minimise the impact on the planet and society. The projected rise in air transport over the next few decades poses a challenge due to its potential environmental consequences. Airbus predicts an annual growth of 3.6\(\%\) in passenger traffic over the next 20 years, based on the Compound Annual Growth Rate from 2019 to 2042 [1]. Despite the rising demand for air transportation, the aviation sector is actively developing promising technologies to reduce its environmental footprint and achieve the \(CO_{2}\) reduction targets by 2050.
Heading towards a more sustainable aviation future, the International Air Transport Association (IATA) has introduced a ‘four-pillar strategy’, comprising improved technology, more efficient aircraft operations, infrastructure improvements, and positive economic measures [2]. Aligned with these strategies, various studies have been conducted on sustainable aviation fuels (SAF) [3, 4], operational improvements [5], new technologies [6] and aircraft configurations [7, 8]. Among these, reducing emissions comes from the fuel consumption holds the greatest potential according to the IATA strategy [9]. While the development of SAF represents one approach, constructing fuel-efficient aircraft through technological advancements, novel materials, and operational practices is another method to reduce fuel consumption. With this purpose, lightweighting aircraft structures stand out as an effective approach [10]. Advanced composite materials, particularly those centred on carbon fibres, have captured the industry’s interest for producing lightweight and high-performance components. The impressive strength-to-weight ratio of carbon fibre reinforced plastic (CFRP) composites allows for the creation of lighter and more efficient designs, consequently leading to a decrease in fuel consumption [11, 12, 13, 14]. Due to this surge in demand, particularly in lightweight applications, the global composite market has expanded, reached a valuation of USD 95.89 billion in 2020, and is projected to reach USD 160.54 billion by 2027 [15]. Nevertheless, the substitution of conventional materials such as steel or aluminium alloys with CFRP composites can introduce various challenges. These include increased energy consumption, higher environmental impacts during the manufacturing phase, and reduced recyclability of the materials at the end of their product life cycle [16]. Consequently, conducting a comprehensive investigation is crucial to assess the replacement of traditional materials with CFRPs, examining the environmental impacts associated with raw material production, manufacturing processes of CFRP components, emissions during the use phase of the components, and end-of-life (EoL) scenarios.
Several studies in the literature have investigated the effectiveness of CFRP composites in reducing fuel consumption and, ultimately reducing the environmental impact of aircraft. In [17], a life cycle assessment (LCA) study was conducted to compare aluminium 2024 alloy, CFRP composite and GLARE (glass fibre and aluminium laminate). CFRP and GLARE demonstrated weight savings of 20\(\%\) and 10\(\%\), respectively. The findings indicated that both lightweight CFRP composite and GLARE contribute positively to overall emissions savings, leading to significant reductions in fossil fuel consumption and subsequent \(CO_2\) emissions. Similarly, another study [18] compared CFRP composite with 20\(\%\) weight reduction to aluminium, considering two scenarios for aluminium with different buy-to-fly ratios. Recycled aluminium was used for both cases, with buy-to-fly ratios of 1:1 and 8:1 being defined. Even in a scenario with a 1:1 buy-to-fly ratio and 100\(\%\) recycled aluminium, CFRP was found to be preferable. These results highlight that carbon fibre composites offer cumulative savings in reducing fuel consumption throughout the entire life cycle of an aircraft. However, it is important to note that these studies did not account for variations in the environmental impact resulting from different manufacturing methods of CFRP composites, such as resin transfer moulding (RTM) and injection moulding.
Numerous studies have shown that the manufacturing of CFRP composites is an energy-intensive process with a substantial environmental impact compared to aluminium [19]. The production of carbon fibre from polyacrylonitrile (PAN) contributes significantly to energy consumption during the manufacturing process [20]. Additionally, energy consumption in the manufacturing process of CFRP composites, including fibre and prepreg production, varies significantly (see Table 3) [19, 21]. Several studies have conducted a comparative LCA study on variants of CFRP manufacturing methods. In [22], low-pressure RTM, compression RTM, and high-pressure RTM processes were compared. A comparative LCA analysis between pressure bag moulding and bag moulding with an autoclave for manufacturing car components in CFRP was carried out in [16]. These studies provide insight into the environmental impact of the analysed methods, but they are limited to a few manufacturing methods and do not take into account the impact of different raw materials.
The majority of these studies have utilised an average weight saving for CFRP composites. However, the weight-saving ratio can vary depending on the mechanical requirements of the structure, as well as the strength and density of the specific CFRP composite type used [23].
In addition to the manufacturing phase, EoL disposal of CFRP composites is another aspect that needs to be taken into consideration. Unlike aluminium, which is more easily recyclable, CFRP requires specialised disposal processes [24]. Advanced composites typically utilise a thermoset polymer matrix, such as Epoxy, which presents challenges for conventional recycling methods, resulting in limited recyclability [25]. The common and cost-effective disposal method for CFRP is landfilling but this method is not considered environmentally friendly, prompting both the US and the EU to regulate and restrict the use of this method. [26, 27]. Additionally, landfilling does not allow for the recovery of the energy used in creating the composite materials. Incineration offers energy recovery by burning composites at high temperatures, converting embodied energy into usable energy. However, it generates emissions and ash, posing environmental concerns and subject to regulations and restrictions in some countries [28].
To address these challenges, various approaches have been explored to minimise the environmental impact of CFRP waste, including mechanical recycling, pyrolysis, and solvolysis [13]. Mechanical recycling, or size reduction, involves a shredding technology to break the composite into smaller pieces. After an initial size reduction, the material is grounded in a hammer mill and graded into different lengths through sieving [29, 30]. This method is the simplest and relatively inexpensive approach, but it results in lower quality and discontinuous fibres. Pyrolysis is a heating process without the presence of oxygen that breaks down the polymer matrix into smaller molecules, allowing the fibres to be recovered [31]. Solvolysis uses solvents or enzymes under a certain combination of temperature and pressure to break down chemical bonds in the polymer matrix and release the fibres [32]. While studies on CFRP composite recycling methods exist, their consideration in the LCA of CFRPs is often overlooked and should be incorporated into studies comparing the environmental impact of CFRP with other metal materials.
Overall, several specific research gaps have been identified from the literature review. First, the majority of LCA studies did not account for variations in the impact of different manufacturing methods. While certain studies touch on a few methods, a comprehensive consideration of raw material types is lacking. Second, an accurate assessment of the weight-saving ratio, depending on the mechanical requirements of the structure, and the strength of the specific CFRP composite type, is missing. Third, there is a notable absence of specific LCA studies that incorporate EoL scenarios into overall life cycle assessments. Consequently, it is crucial to conduct a thorough evaluation of the environmental impact of CFRP composites. This should encompass diverse composite manufacturing processes, including carbon fibre production, resin selection, and composite manufacturing methods. The assessment should also consider changes in weight savings based on the particular CFRP type utilised and incorporate EoL scenarios.
The primary objective of this study is to address the gaps in discussions related to the selection of various material constituents and manufacturing methods, weight savings of different composite types, and the inclusion of composite recycling methods. To accomplish this, the environmental impacts of an aircraft component are compared using six different material and process combinations, including aluminium as the base material and five different CFRP composites. A comparative LCA is conducted, covering manufacturing, operation, and EoL phases of the material types, to determine the most environmentally friendly option throughout its entire life cycle. The report begins with an explanation of the material and process options and follows the same methodology flow as the LCA study. Inventory data, including the energy demand of each material and process option, is obtained from databases and literature. The environmental impacts of the six options and the break-even distances (in kilometres) of the CFRP and aluminium components are evaluated based on their \(CO_{2}eq\) emissions.
2 Materials and processes
The six options were selected based on the usage area, which is a commercial aircraft wing skin for this study. The main material groups used in aircraft construction are steel, aluminium alloys, titanium and fibre-reinforced composites. Since the product analysed for the study is a wing skin, aluminium and fibre-reinforced composites are the defined material groups. aluminium is a widely used material for fabricating wing skins, and in this study, it is analysed as a reference material for evaluating the environmental impact of other materials. The other options are fibre-reinforced composite materials, made from carbon fibre (CF). The options considered in the study aim to evaluate and compare the emissions produced during the manufacturing of different CF composites. Non-crimp fabric (NCF) CF, carbon fibre sheet moulding compound (CFSMC), woven CF and CF prepreg are the CF fabric variants evaluated. NCFs differ from woven fabrics by a stitching material (polyester yarn) that is introduced to bind a number of unidirectional straight layers without tow crimp. This continuous fibre structure of NCFs results in improved strength, stiffness and fatigue life compared to woven fabrics [33]. CFSMCs are a type of discontinuous fibre-reinforced composite material that offers improved formability compared to woven fibre composites, due to the use of short fibres. This makes them a popular choice for manufacturing complex-shaped parts [34]. Prepreg is widely used in the aerospace industry since it provides a more consistent product with low porosity and high fibre volume fraction. However, prepreg has a shelf life due to pre-impregnated resin and needs to be stored within a sealed bag in a freezer which requires extra energy compared to dry fabrics. For the polymer matrix, in addition to the Epoxy, the commonly used polymer matrix in the aerospace industry, a thermoplastic matrix Nylon 6 (PA6) is also considered for its recyclability properties. Another modified polymer type, Vinyl Ester is used for its material properties. As manufacturing processes, injection moulding and wet compression moulding are included in the study.
The product analysed for the study is wing skin characterised by dimensions of 11.4m by 1.18m and a mass of 122 kg, fabricated from aluminium 7075. Due to the unavailability of specific data regarding the geometric properties of the structure, the section is simplified to a uniform panel shape for the purpose of determining an average uniform panel thickness. The calculation of the average uniform thickness of the aluminium wing skin panel is executed based on the mass and dimension parameters of the wing skin, as well as the density of aluminium 7075. As a critical design parameter for the wing skin, it is assumed that the component should maintain a specific bending stiffness. Since the mechanical properties are different for each material under examination, the thicknesses of the wing skins for the various composite materials are computed by referencing the thickness of the aluminium wing skin as a baseline. The determination of panel thickness is accomplished through the utilisation of Eq. 1 [35], where t is the thickness of the panel [mm], E the Young’s Modulus of the material [GPa], y the maximum allowed deflection of the panel which is same for each material, \(\alpha \) a constant depending on the length-to-width ratio of the panel, q the load per unit area [N/\(mm^2\)], and b the width of the panel [mm].
Based on the dimensions and the calculated thickness of the wing skin, the required mass of each material option is determined using the density of the chosen materials. The properties of materials and the calculated thickness and mass of the panel for each material are listed in Table 1. After the calculation of the mass of each panel, the mass of the constituent materials for each variant is calculated. Calculated amounts and embodied energy of each constituent material are given in Table 2.
3 LCA of wing skin panels
3.1 LCA software and methodology
Life cycle assessment (LCA) is a systematic approach to evaluate the environmental impact of a product or service from its inception to its disposal. It takes into account all the stages of a product’s life cycle, including the extraction of raw materials, production, use, and disposal. The goal of LCA is to improve the sustainability of products and services by identifying the key areas of impact. By providing a comprehensive view of a product’s impact, LCA can inform decisions about the design, production, use, and disposal of products in a way that can prevent problem-shifting and make interventions more effective. To conduct an LCA in a consistent and transparent manner, ISO 14040 and ISO 14044 standards were published in 2006 and are widely used as a reference for conducting LCA [36]. These standards provide a framework for conducting LCAs and ensure that the results of an LCA are reliable, comparable and can be used to make sound decisions.
A comparative LCA study was conducted on six different wing skin panels with aluminium and CFRP options. The LCA was performed utilising SimaPro 9.2 as a software tool and the Ecoinvent 3 as a supporting inventory database. Ecoinvent is a database that contains industrial life cycle inventory (LCI) data on a wide range of products and processes. The data in Ecoinvent is based on detailed LCAs of various systems and includes information on energy supply, resource extraction, material supply, chemicals, metals, agriculture, waste management services, and transport services. For the life cycle impact assessment (LCIA) process, ReCiPe 2016 mid-point (H) was the chosen method to calculate the environmental impact of the inventory data [37]. ReCiPe 2016, one of the most widely used LCIA methodologies, has been chosen due to its worldwide coverage, including characterisation factors for midpoint and endpoint indicators. This method refers to the normalisation values of Europe and contains, in the climate change impact category, all greenhouse gases described in the Kyoto Protocol [38] utilising global warming potentials from the IPCC Fourth Assessment Report within a time frame of 100 years [39, 40].
3.2 LCA data collection and system boundaries
The goal of this LCA study, compliant with the ISO 14040 and ISO 14044 standards, is to evaluate the best material and process for the manufacturing of an aircraft wing skin panel from a list of six options in terms of lifetime \(CO_{2}eq\) emissions.

Production process of 1 kg carbon fibre from PAN fibres
In this study, the system boundaries include the material production, component manufacturing, use phases and disposal. It is assumed that the product is made in Europe. The grid efficiency of Europe is about 33\(\%\) and the amount of energy necessary to produce and supply 1MJ of electricity is \(\sim 2.98\)MJ [42]. In the selection of materials and processes from the database, the regional market for Europe was used. The material production phase includes raw materials entering the production, activities that produce the end-product material and transport of the material to the consumer. The manufacturing phase includes the energy demand of the selected manufacturing processes. Since the wing skin is assumed to be in a uniform panel shape, the material cut to create the structure is considered negligible. For this reason, no extra amount of material has been added other than the actual weight of the structure. In the use phase, emissions of the flight to carry the load of the component were considered over the distance of the flight. EoL scenarios were included depending on the type of material and the current technological capabilities for recycling.
3.2.1 Manufacturing of wing skin panels
The inventory related to materials production and processing was taken from the Ecoinvent database except for the carbon fibre. The aluminium wing skin panel was obtained from Al-7075 ingots by hot rolling and the final machining to the required size. Unavailable data on carbon fibre production processes were collected from previous LCA studies. The embodied energy, which is the total energy consumed throughout the production processes, and the consumed raw materials were then calculated based on the information collected. Carbon fibres are produced from PAN-based fibres through a process called the ‘PAN process’. The process starts with the polymerization of acrylonitrile monomer to form a long-chain polymer. The polymer is spun into fibres through a wet spinning process. The produced PAN-based fibres are first stabilised with oxidation and then carbonised at temperatures between 980 and 1480 \(^\circ C\) to convert the polymer into carbon fibres [42]. Produced carbon fibres are then surface treated and sized [18]. The raw materials and amount of energy required to produce 1 kg of carbon fibre from acrylonitrile monomer are presented in Fig. 1 [43, 44].
Data on processes involved in fibre fabric and prepreg production were also collected from previous studies and defined as embodied energy per kg. Energy consumption for manufacturing processes, wet compression moulding and injection moulding were identified from the Ecoinvent database. The processes included in each option and the embodied energy data for each process, collected from the Ecoinvent database and literature, are reported in Table 3. These data do not include any primary data from the manufacturing process flow. That is why any further energy consumption between the fibre production and part manufacturing processes, such as for fabric lay-up, was ignored. It was assumed that the needed materials and energy usage for mould manufacturing are the same for each composite material option.
3.2.2 Use phase
The objective of this part of the study is to estimate the potential savings of composites over the entire life cycle of the component. To calculate the emissions in the use phase, the wing skin panels were assumed to be designed for installation on a civil aircraft. The fuel consumption of aircraft depends on thrust. If it is assumed that the thrust-to-weight ratio and the cruise speed are maintained constant when replacing metals with composites in a specific aircraft type, fuel consumption can be assumed to be proportional to the total weight of the aircraft [17]. That is why panels were considered as a load to be carried during the flight. Following the in-use analysis of a typical commercial aircraft a number of assumptions were made; (1) the aircraft has a range of 14,000 km and a life span of 30 years [46], (2) the aircraft operates daily, leading to the distance travelled by an aircraft during its lifetime of 150 million kilometres.
The functional unit is defined as ‘tonne-kilometre [tkm]’ and global long haul freight transport used to calculate emissions with respect to the mass of the component and flight distance [tkm]. The functional unit for transporting wing skin panels is calculated for each option and implemented into the LCA transport model for freight transport.
3.2.3 End of life
The disposal scenario for each wing skin panel was defined according to the type of material. In respect to CFRPs, there are three main strategies to manage the waste; disposal by landfilling, energy recovery through incineration, and recycling through methods such as mechanical, chemical, and thermal [13, 47]. Table 4 summarises the CFRP disposal scenarios, process energy consumption, applicability to matrix types (either thermoset or thermoplastic, or both), and recovery from processes.

System boundaries of the case study
In the present study, mechanical recycling was selected for CFRP composites that are fabricated with a thermoplastic matrix. Mechanical recycling is the most common method used for recycling thermoplastic matrix composites as it provides recyclates to be used to manufacture new parts by re-moulding [25]. The recycling rate of carbon fibre from mechanical recycling has been defined as an average of \(24\%\) from the literature. This is because the fibres are often damaged or degraded during the recycling process, resulting in recovered fibres that may not be suitable for use in new aerospace components. Considering the amount of composite material processed in the aerospace industry, the mechanical recycling process with a shredding rate of 150 kg/h and an energy consumption of 0.3 MJ/kg was selected (see Table 4). For thermoset composites, on the other hand, pyrolysis was utilised to recover the long carbon fibres [25]. The carbon fibre recovery percentage from pyrolysis depends on the type and quality of the carbon fibre being processed, as well as the efficiency of the pyrolysis process itself. In general, carbon fibre recovery rates from pyrolysis can range from \(50-80\%\) [49]. That is why, \(65\%\) of fibre recovery has been defined as average. To avoid confusion, it is worth mentioning that the amount of fibre recovered is calculated from the amount of fibre in the composite, not the total weight of the composite. The energy consumption of the pyrolysis process was used as 30 MJ/kg (see Table 4). At the beginning of the disposal process, all thermoset and thermoplastic composites are pretreated by cutting to reduce the size of the waste for easy handling. The energy consumption of the cutting process is defined as 0.04 MJ/kg from [30].
Aluminium recycling is well known and relatively easy to do. It is highly efficient requiring \(95\%\) less energy than producing new aluminium and the process does not alter the properties of the material [50]. The recycling rate for this analysis is assumed to be \(95\%\) recycling to account for possible losses in the recycling process such as collection and sorting. The cutting process to reduce the size of the part is applied with an energy consumption of 0.04 MJ/kg. The energy consumption of aluminium recycling processes is used as 34 MJ/kg from the Ecoinvent database in the regional market for Europe.

Normalised impact results for manufacturing and disposal stages of six wing skin panel variants
According to the processes described above, the system boundaries of the case study are summarised in Fig. 2. The evaluation in this study does not take into account assembly, disassembly, maintenance operations, transportation between the manufacturing phase, the use phase, and the EoL phase.
4 Results
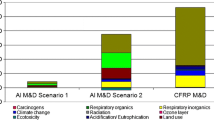
Figure 3 shows the comparison of the global environmental impact of six wing skin panel variants for their manufacturing and disposal scenarios considered in this study. For clarity, only impact categories that contribute significantly to the overall impact are represented. Impact results are normalised to dimensionless ratios to provide a comparative analysis. Normalisation is a process that offers a relative relevance of the impact on the environment for each environmental impact category. This process enables the transformation of abstract impact scores for each category into the product’s relative contributions to a reference situation [51]. This reference situation is defined as the environmental load of an average European inhabitant [52]. Normalised results are represented in Pt where 1 Pt is the reference situation. Among the selected impact categories, the highest contributions came from marine ecotoxicity and carcinogenic toxicity for each wing skin panel variant.
It can also be seen from this graph that the aluminium panel is by far the most environmentally friendly choice during the manufacturing and disposal stages. The main reason for this low impact of aluminium is the \(95\%\) recycling of it at the disposal stage. Aluminium recycling requires much less energy than extraction and this energy saving is counted as positive emission. The CFPA6 Prepreg panel produced the highest environmental impact during the manufacturing and disposal stages of the life cycle. There are two reasons for this result. First, the prepreg production process requires the highest energy usage compared to other processes, resulting in high energy consumption for manufacturing this panel type. Secondly, for CFRP composites manufactured with thermoplastic matrix, PA6, mechanical recycling with a recycling rate of \(24\%\) was chosen for disposal. This low recycling rate of mechanical recycling resulted in lower carbon fibre recovery and as a result, lower emissions recovery. The other thermoplastic matrix composite panel manufactured by injection moulding (CFPA6 Inj. Mould.) showed relatively lower environmental impact, although the recovery rate is still \(24\%\). The reason for the lower emissions during manufacturing is due to the usage of carbon fibre without any additional processing for fabric or prepreg production. On the other hand, NCF CF Epoxy, Woven CF Epoxy and CFSMC Vinyl Ester panels also showed a lower environmental impact even though they included fabric or prepreg production. This is because of the higher recycling rate (\(65\%\)) of thermoset matrix composite panels.

Normalised impact results for the whole life cycle of six wing skin panel variants with a 30-year life time
The environmental impacts of the wing skin panel variants throughout their entire life cycle, with the addition of the use phase to the manufacturing and disposal phases, are given in Fig. 4. It can be seen from this graph that, contrary to previous results, aluminium is now more harmful to the environment than composite options over its entire life cycle. This is because, the impact of the use phase, which dominates the total impact, increases in proportion to the weight of the structure due to higher fuel consumption and the aluminium panel has the highest weight (see Table 1 for weight information). Similar to previous results, the highest contributions over the entire lifetime came from marine ecotoxicity and carcinogenic toxicity, while global warming, terrestrial acidification and fossil resource scarcity also showed increased impact due to increased fuel consumption.
Global warming (kg \(CO_{2}eq\)) is an impact category that widely recognised as an important metric for measuring the potential impact of a substance or activity on climate change. Similar to many other industries, the aerospace industry is increasingly focusing on \(CO_{2}eq\) emissions and trying to implement sustainability measures to address climate change. To compare the \(CO_{2}eq\) emissions of different variants of wing skin panels, Table 5 presents the results in terms of kg \(CO_{2}eq\) for the manufacturing and disposal stages, and for the entire life cycle, including the use phase. The \(CO_{2}eq\) emission over the entire life cycle of aluminium resulted \(6700\times \) higher than the manufacturing and disposal stages, while it increased \(720\times \) for the CFPA6 Prepreg. The NCF CF Epoxy panel by wet compression moulding has the lowest emission over the entire life cycle. It is followed by the CFSMC Vinyl Ester and Woven CF Epoxy panels. Even though the NCF CF Epoxy and the CFSMC Vinyl Ester panels have the same process flow, differences between them are due to the heavier weight of the CFSMC Vinyl Ester panel. Forth most efficient variant is CFPA6 prepreg. The CFPA6 injection moulding panel shows the second highest \(CO_{2}eq\) emission after aluminium due to its heaviest weight compared to other composite panel variants.
Break-even plots for kg \(CO_{2}eq\) emissions over the flight distance are shown in Fig. 5. The break-even points are determined based on the total \(CO_{2}eq\) emissions that occur throughout the entire life cycle of the parts. Figure 5a shows the kg \(CO_{2}eq\) emissions for the entire life cycle, while Fig. 5b shows the red squared region to identify break-even points of the variants. The plain black line is the reference aluminium panel with \(95\%\) recycling. The aluminium panel becomes more harmful to the environment than composite panel variants after 300,000 km of flight distance. With the assumption of a daily operational distance of 14,000 km, the break-even distance is achieved after 21 days of operation. The CFPA6 infection moulding panel becomes the second worst variant after covering a flight distance of 700,000 km, which is achieved after 50 days of operation. On the other hand, NCF CF Epoxy panel option becomes the best choice after a flight distance of 100,000 km has been covered, which is achieved in 7 days of operation.
These results show that the impacts of the use phase dominate the total impact of entire life cycle. The environmental impacts of the panel variants vary in proportion to the weight of the structure. In addition, composite structures with different material combinations and manufacturing processes show significantly different environmental impacts on manufacturing and disposal stages.

Break-even scenarios for \(CO_{2}eq\) emissions of six wing skin panel variants a for the entire life cycle with a 30-year life time, b the red squared region to identify break-even points of the variants
5 Conclusion
The aviation industry has been actively addressing environmental concerns by implementing strategies to reduce its carbon footprint. This includes improving fuel efficiency, exploring alternative fuels, and adopting lighter materials, such as carbon fibre composites, in aircraft construction. The incorporation of carbon fibre composites has proven effective in significantly reducing fuel consumption during the operational phase. However, it is crucial to acknowledge that the production process of these materials is energy-intensive, leading to increased environmental impact during the manufacturing phase. To achieve a genuinely sustainable solution for the aviation industry, it becomes imperative to consider the entire life cycle of these materials, encompassing differences in production and disposal processes.
The objective of this study was to assess the environmental impacts of composite materials produced with various constituents and manufacturing processes and compare them with the commonly used aluminium alloy. The focus was on conducting a comprehensive LCA for an aircraft wing skin panel manufactured with six different material options, aiming to estimate the environmental impact of these material variants throughout the component’s life.
Consistent with earlier studies, despite the increased energy intensity in manufacturing and the disposal challenges, composite structures contribute significantly to the overall reduction of environmental impact due to their lightweight nature. A comparative analysis among composite structures highlighted that alterations in fibre production processes, composite manufacturing techniques, and disposal methods can substantially influence the structure’s overall environmental footprint.
The study highlighted that the use of prepreg is the most energy-intensive method in composite production. However, by selecting an appropriate recycling method with a high recycling rate, prepreg can emerge as a more environmentally friendly material. The choice of fibre also significantly influences the overall environmental impact. NCF CF, identified for its high Young’s Modulus, emerges as the most promising selection. This particular fibre requires less material to attain equivalent mechanical properties, resulting in a lighter structure, reduced fuel consumption during the operational phase, and comparatively less environmental impact.
Break-even analysis further supported these findings, indicating that the NCF CF Epoxy composite becomes the most environmentally friendly option after 7 days of operation, covering a flight distance of 100,000 km. The break-even point, where all composite options exhibit a net reduction in environmental damage compared to aluminium, is achieved after 21 days of operation, covering a flight distance of 300,000 km.
Although this study focuses on wing skin panels as a case study, the insights gained regarding material and method selections are transferable to other applications. While the numerical results may vary due to the nature of LCA analysis, the fundamental principles highlighted here offer valuable guidance in making environmentally conscious choices across diverse fields.
The research undertaken in the present work provides critical insights into the effects of different material types, manufacturing operations, and disposal scenarios. Further research is necessary to include the details of the manufacturing processes, such as automatic fabric lay-up and matrix application. With this objective, the next scope of research should involve adding detailed primary data on material extraction and manufacturing processes to the LCA model. Such a comprehensive study will empower manufacturers with insights to improve their environmental profile. Additionally, the environmental effects of different disposal scenarios for composites should be further investigated, and the quality of recycled carbon fibres should be evaluated to discuss their reusability in aerospace structures.
References
Airbus global market forecast (2023) Available at https://www.airbus.com/en/products-services/commercial-aircraft/market/global-market-forecast. Accessed 02 Jan 2024
EASA E et al (2019) European aviation environmental report 2019. EASA, EEA, Eurocontrol Brussels, Belgium
Fleming GG, Lépinay I (2019) Environmental trends in aviation to 2050. ICAO environmental report, 17–23
Yilmaz N, Atmanli A (2017) Sustainable alternative fuels in aviation. Energy 140:1378–1386
Hassan M, Mavris D (2020) Impact of vehicle technologies and operational improvements on aviation system fuel burn. J Aircr 57(3):418–427
Ranasinghe K, Guan K, Gardi A, Sabatini R (2019) Review of advanced low-emission technologies for sustainable aviation. Energy. 188:115945
Eisenhut D, Moebs N, Windels E, Bergmann D, Geiß I, Reis R, Strohmayer A (2021) Aircraft requirements for sustainable regional aviation. Aerospace 8(3):61
Jones CE, Norman PJ, Burt GM, Hill C, Allegri G, Yon JM, Hamerton I, Trask RS (2021) A route to sustainable aviation: a roadmap for the realization of aircraft components with electrical and structural multifunctionality. IEEE Trans Transp Electrification 7(4):3032–3049
Abrantes I, Ferreira AF, Silva A, Costa M (2021) Sustainable aviation fuels and imminent technologies-co2 emissions evolution towards 2050. J Clean Prod 313:127937
Wegmann S, Rytka C, Diaz-Rodenas M, Werlen V, Schneeberger C, Ermanni P, Caglar B, Gomez C, Michaud V (2022) A life cycle analysis of novel lightweight composite processes: reducing the environmental footprint of automotive structures. Journal of Cleaner Production, 330
Herrmann C, Dewulf W, Hauschild M, Kaluza A, Kara S, Skerlos S (2018) Life cycle engineering of lightweight structures. CIRP Annals 67(2):651–672
Agarwal J, Sahoo S, Mohanty S, Nayak SK (2020) Progress of novel techniques for lightweight automobile applications through innovative eco-friendly composite materials: a review. J Thermoplast Compos Mater 33(7):978–1013
Pakdel E, Kashi S, Varley R, Wang X (2021) Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour Conserv Recycl 166:105340
Zhang J, Lin G, Vaidya U, Wang H (2023) Past, present and future prospective of global carbon fibre composite developments and applications. Compos Part B Eng 250:110463
Karuppannan Gopalraj S, Deviatkin I, Horttanainen M, Kärki T (2021) Life cycle assessment of a thermal recycling process as an alternative to existing CFRP and GFRP composite wastes management options. Polymers 13(24):4430
Forcellese A, Marconi M, Simoncini M, Vita A (2020) Life cycle impact assessment of different manufacturing technologies for automotive CFRP components. J Clean Prod 271
Scelsi L, Bonner M, Hodzic A, Soutis C, Wilson C, Scaife R, Ridgway K (2011) Potential emissions savings of lightweight composite aircraft components evaluated through life cycle assessment. Express Polym Lett 5(3)
Timmis AJ, Hodzic A, Koh L, Bonner M, Soutis C, Schäfer AW, Dray L (2015) Environmental impact assessment of aviation emission reduction through the implementation of composite materials. Int J Life Cycle Assess 20(2):233–243
Suzuki T, Takahashi J (2005) Prediction of energy intensity of carbon fiber reinforced plastics for mass-produced passenger cars. In: Proceedings of 9th Japan international SAMPE symposium, pp 14–19. Department of Environmental and Ocean Engineering, The University of Tokyo Japan
Das S (2011) Life cycle assessment of carbon fiber-reinforced polymer composites. Int J Life Cycle Assess 16(3):268–282
Song YS, Youn JR, Gutowski TG (2009) Life cycle energy analysis of fiber-reinforced composites. Compos A: Appl Sci Manuf 40(8):1257–1265
Vita A, Castorani V, Germani M, Marconi M (2019) Comparative life cycle assessment of low-pressure RTM, compression RTM and high-pressure RTM manufacturing processes to produce CFRP car hoods. Procedia Cirp 80:352–357
Hegde S, Shenoy BS, Chethan K (2019) Review on carbon fiber reinforced polymer (CFRP) and their mechanical performance. Mater Today Proc 19:658–662
Wong K, Rudd C, Pickering S, Liu X (2017) Composites recycling solutions for the aviation industry. Sci China Technol Sci 60:1291–1300
Stieven Montagna L, Melo Morgado G, Lemes AP, Roberto Passador F, Cerqueira Rezende M (2022) Recycling of carbon fiber-reinforced thermoplastic and thermoset composites: a review. Journal of Thermoplastic Composite Materials, 08927057221108912
Khalil Y (2018) Comparative environmental and human health evaluations of thermolysis and solvolysis recycling technologies of carbon fiber reinforced polymer waste. Waste Manag 76:767–778
Tapper RJ, Longana ML, Yu H, Hamerton I, Potter KD (2018) Development of a closed-loop recycling process for discontinuous carbon fibre polypropylene composites. Compos Part B: Eng 146:222–231
Gharde S, Kandasubramanian B (2019) Mechanothermal and chemical recycling methodologies for the fibre reinforced plastic (FRP). Environ Technol Innov 14
De Fazio D, Boccarusso L, Formisano A, Langella A, Memola Capece Minutolo F, Durante M et al (2023) Mechanical recycling of CFRPs: manufacturing and characterization of recycled laminates. In: Italian manufacturing association conference: XVI AITeM, vol 35, pp 402. Materials Research Forum LLC
Stergiou V, Konstantopoulos G, Charitidis CA (2022) Carbon fiber reinforced plastics in space: life cycle assessment towards improved sustainability of space vehicles. J Compos Sci 6(5):144
Naqvi S, Prabhakara HM, Bramer E, Dierkes W, Akkerman R, Brem G (2018) A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour Conserv Recycl 136:118–129
Isa A, Nosbi N, Che Ismail M, Md Akil H, Wan Ali WFF, Omar MF (2022) A review on recycling of carbon fibres: methods to reinforce and expected fibre composite degradations. Materials 15(14):4991
Meola C, Boccardi S, Carlomagno GM (2016) Infrared thermography in the evaluation of aerospace composite materials: infrared thermography to composites. Woodhead Publishing, Sawston
Zulueta K, Burgoa A, Martínez I (2021) Effects of hygrothermal aging on the thermomechanical properties of a carbon fiber reinforced epoxy sheet molding compound: an experimental research. J Appl Polym Sci 138(11):50009
Young WC, Budynas RG, Sadegh AM (2012) Roark’s formulas for stress and strain. McGraw-Hill Education, New York
Normalización OI (2006) ISO 14044: environmental management, life cycle assessment. Requirements and Guidelines, ISO, Switzerland
Huijbregts MA, Steinmann ZJ, Elshout PM, Stam G, Verones F, Vieira M, Zijp M, Hollander A, Van Zelm R (2017) Recipe 2016: a harmonised life cycle impact assessment method at midpoint and endpoint level. Int J Life Cycle Assess 22:138–147
Chazournes LB (1998) Kyoto protocol to the united nations framework convention on climate change. UN’s Audiovisual Library of International Law (http://untreaty.un.org/cod/avl/ha/kpccc/kpccc.html)
Change IPOC (2007) Climate change 2007: the physical science basis
Finkbeiner M, Inaba A, Tan R, Christiansen K, Kluppel H-J (2006) The new international standards for life cycle assessment: ISO 14040 and ISO 14044. Int J Life Cycle Assess 11:80–85
Ecoinvent (2019) Ecoinvent v3.6 database. https://ecoinvent.org/the-ecoinvent-database/
Khayyam H, Jazar RN, Nunna S, Golkarnarenji G, Badii K, Fakhrhoseini SM, Kumar S, Naebe M (2020) Pan precursor fabrication, applications and thermal stabilization process in carbon fiber production: experimental and mathematical modelling. Progress Mater Sci 107
Liddell H, Dollinger C, Fisher A, Brueske S, Cresko J (2017) Bandwidth study on energy use and potential energy saving opportunities in U.S. Carbon Fiber Reinforced Polymer Manufacturing
Khalil YF (2017) Eco-efficient lightweight carbon-fiber reinforced polymer for environmentally greener commercial aviation industry. Sustain Prod Consump 12:16–26
Dai A, Kelly J, Elgowainy A (2017) Update of process energy requirement and material efficiency for steel and al stamping in the greet model. Technical report, Technical report
Peel C, Gregson P (1995) Design requirements for aerospace structural materials. High performance materials in aerospace 1–48
Butenegro JA, Bahrami M, Abenojar J, Martínez MÁ (2021) Recent progress in carbon fiber reinforced polymers recycling: a review of recycling methods and reuse of carbon fibers. Materials 14(21):6401
Witik RA, Teuscher R, Michaud V, Ludwig C, Månson J-AE (2013) Carbon fibre reinforced composite waste: an environmental assessment of recycling, energy recovery and landfilling. Compos A: Appl Sci Manuf 49:89–99
Karuppannan Gopalraj S, Kärki T (2020) A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: fibre recovery, properties and life-cycle analysis. SN Appl Sci 2(3):433
Haraldsson J, Johansson MT (2018) Review of measures for improved energy efficiency in production-related processes in the aluminium industry-from electrolysis to recycling. Renew Sustain Energy Rev 93:525–548
Roesch A, Sala S, Jungbluth N (2020) Normalization and weighting: the open challenge in LCA. Int J Life Cycle Assess 25:1859–1865
Aymard V, Botta-Genoulaz V (2017) Normalisation in life-cycle assessment: consequences of new European factors on decision-making. In: Supply chain forum: an international journal, vol 18. Taylor & Francis, pp 76–83
Acknowledgements
We would like to thank Cranfield University, Manufacturing Technologies, and Management Master student Louis Jobard for his contribution to this study.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Data collection and analysis were performed by Yagmur Atescan Yuksek, with support from Andrew Mills and David Ayre. The first draft of the manuscript was written by Yagmur Atescan Yuksek and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Atescan-Yuksek, Y., Mills, A., Ayre, D. et al. Comparative life cycle assessment of aluminium and CFRP composites: the case of aerospace manufacturing. Int J Adv Manuf Technol 131, 4345–4357 (2024). https://doi.org/10.1007/s00170-024-13241-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13241-3