
Abstract
Metal additive manufacturing (MAM) currently allows the production of mechanical components with technical specifications suitable for structural applications with a high level of complexity. Despite the most recent technological developments, additively manufactured parts may still lack the geometrical and dimensional accuracy as well as surface integrity required for precision mechanical assemblies and system reliability. These requirements often lead to post-processing operations through precision machining technologies. The present work focuses on the machinability study of 18Ni300 maraging steel obtained by laser powder bed fusion and its comparison with the conventional counterpart. Milling tests were carried out covering a wide range of cutting parameters, aiming at understanding their influence and comparing the obtained results in terms of cutting force, specific cutting pressure, roughness and chip morphology. In depth residual stresses have been measured for different operational and metallurgical conditions and their comparison was performed. A more significant effect of the feed parameter on the analysed data is noticed, particularly regarding the affected layer depth of the residual stresses due to cutting. Moreover, the higher mechanical strength of the additively manufactured alloy does not translate into an equivalent increase in the required average specific cutting pressure.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Over the last two decades, the application of additive manufacturing processes has drastically increased, evolving from prototype fabrication to functional components production. Alongside additive manufacturing, the traditional subtractive processes continue to have significant importance in achieving the required quality in many precision industries regarding surface quality, dimensional and geometrical accuracy. Over the past decade, scientific investment in AM metallic parts machining has registered exponential growth [1]. A thorough control of the metal cutting operations is essential to ensure successful post-processing of high-added value additively fabricated components. Understanding the parameters that contribute to efficient cutting scenarios is an essential step. Despite being a challenging task due to all the phenomena involved (high strains, strain rates, local tool-chip interface temperatures as well as stresses), it has been the subject of investigation on a considerable range of conventional metallic alloys, such as stainless, maraging and tool steels, as well as titanium alloys and superalloys [2,3,4]. Their excellent strength-ductility ratios and good corrosion resistance make these materials excellent choices for applications with high demands, such as aerospace, aeronautical, military, marine, mould, and medical industries. In the particular case of maraging steels, apart from superior mechanical strength, their good weldability makes them ideal candidates for use in additive manufacturing (promoted by the lack of carbon [5]), explaining its extensive usage from a somewhat limited MAM material offer.
Additive manufacturing processes may yield anisotropic parts, which could result in different machining characteristics in a post-processing stage. Guo et al. [6] studied the effect of building direction on the microstructure, mechanical properties and machinability of the AISI 316 L stainless steel, produced by direct laser deposition. The authors noticed that for perpendicularly-to-build direction, the microstructure was homogeneous, resulting in tensile properties and hardness values higher than those in the parallel-to-build direction. The cutting forces, tool wear and surface roughness presented the same trend. These results reflect the lower mechanical properties in build direction (due to the well-known phenomena of columnar grain formation along that direction), which results in a higher density of grain boundaries in perpendicular-to-build direction and, therefore, higher mechanical strength in the latter direction. Several studies have been carried out on low-machinability materials. Bordin et al. [7], evaluated the tool wear mechanisms in turning operations under dry and cryogenic conditions of additive manufactured Ti-6Al-4V, using coated tungsten carbide inserts at varying cutting speeds and feed rates. The results demonstrated that the cryogenic cooling capacity inhibited workpiece material adhesion, prevented the formation of crater wear and improved the surface integrity of the machined samples, as compared to dry conditions. Regarding additively manufactured maraging steels, after a preliminary experimental campaign to determine the optimal AM process parameters, Fortunato et al. [8] carried out milling tests under different build directions, heat treatments and cutting speeds. Despite the work hardening on all milled samples due to the associated plastic deformation (noticed by mean hardness increase), no significant differences were found with respect to build direction. Oliveira et al. [9] investigated the effects of different cutting speeds and different feeds per tooth, finding that the variation of two parameters contributed to an improvement in surface roughness and compressive residual stress of the specimens. Those results highlight the importance of considering both parameters in the milling process of AM maraging steel parts. Focusing on the validation of analytical models towards residual stresses prediction, Feng et al. [10] have developed a physically-based mechanistic model capable of predicting dynamic recrystallization, thus improving residual stresses estimates in milling operations. Cai et al. [11] have also developed an analytical model capable of predicting the influence of minimum quantity lubrication (MQL) on residual stresses, finding that MQL can significantly reduce its average magnitude.
In addition to the variation of cutting parameters, Neuenfeldt et al. [12] focused on the influence of AM process parameters optimisation. For most milling parameter sets, an increase in surface roughness with an increase in scanning speed was noticed. In addition, it was found that the AM process parameters that led to higher porosity resulted in lower cutting forces. Tamura et al. [13] studied the characteristic anisotropic behaviour of AM materials, and its influence in the measured cutting force through milling tests on maraging steel, creating a predictive numerical model capable of evidencing differences in shear stress on the shear plane due to workpiece material anisotropy. Bai et al. [14] investigated a heat treatments influence on the AM specimens’ machinability. Solution-treated samples (620 HV) presented higher surface roughness than as-built parts (375 HV). These differences were associated with defects, such as adhered chip segments, that are formed on the ageing-treated samples. Solution-treated and as-built samples showed better machinability compared with direct ageing-treated samples, with a decrease of approximately 45% in surface microhardness, cutting force and tool wear. Focusing on the effect of cutting speed, Bai et al. [3] compared ASTM A131 steel machinability of each metallurgical condition: additively manufactured (AMed) and its conventionally manufactured (CMed) counterpart. The study has shown that the microstructure differences between AMed and CMed materials are directly reflected in chip morphology (continuous for the AMed), cutting forces and tool wear (higher for the AMed). de Oliveira and Conte [15] analysed the influence of milling cutting parameters, build orientation and heat treatment in the average roughness and residual stresses of maraging steel samples. The best surface roughness (Ra) was around 0.38 \(\mu \)m, which goes in line with the literature [8, 9, 14], with a feed per tooth of 0.02 mm. The variation in cutting speed did not yield significant differences in roughness. The compatibility between processing AM parameters and post-processing through milling process seemed to be notoriously relevant when it comes to surface condition improvement. The literature review have shown the interest of study the machinability of AMed materials due to their increasing offer. Despite the increasing number of studies to this respect, they are still scarce.
This paper aims to study the machinability of the additively manufactured 18Ni300 maraging steel in detail. After a brief stage of materials characterisation, an experimental milling test campaign was performed for a wide range of cutting parameters (feed, depth of cut and cutting speed), aiming at understanding their influence, comparing the results with the (same) conventionally manufactured alloy. A thorough analysis was carried out, comparing results in terms of cutting force, specific cutting pressure, surface roughness, residual stress, microstructure and chip morphology.
2 Materials and methods

Electrolytically etched metallographic samples of AMed 18Ni300 in parallel to build direction (a) and chemically etched samples of CMed 18Ni300 (b)
2.1 Material inspection and samples preparation
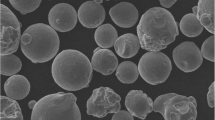
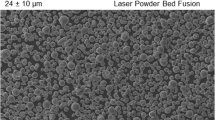
Additively manufactured specimens were built through laser powder bed fusion (ytterbium laser) according to the printing parameters of Table 1, which were indicated by the manufacturer as an optimized processing solution for the current steel material powders (18Ni300 maraging steel). The CM material was tested in cast condition (vacuum arc remelting process). Both AMed and CMed specimens were shaped into prismatic samples (20x20x120 mm). Whereas the AMed samples were submitted to milling tests in as-built condition, the CM sample surfaces were previously ground (before milling). The AMed material was characterised in terms of porosity, density and microstructure (Olympus PMG3 and Zeiss Axiophot). Figure 1 illustrates the workpiece materials microstructure, where the AM typical molten pool structures are noticed (Fig. 1a) and the presence of reverted austenite in the CM counterpart (Fig. 1b). Relative density was measured (99.3%) and is in line with that specified by the manufacturer. Given the relative ease in obtaining an estimate of the stress–strain material response for representative strain levels of cutting operations, instrumented compression tests were performed to understand the materials’ condition and distinctive properties of both metallurgical conditions. Small cylindrical specimens (\(\varnothing \)6x6 mm) were machined (W-EDM) and compressed under quasi-static conditions (1 mm/min of cross-head speed), using an Instron 5900R universal testing machine, with a 100kN load cell. Lubricant (graphite paste) was used between the specimen and machine plates with polished surface of WC-Co for friction minimization. In order to infer any influence of preferential directions (in terms of mechanical strength) in additively manufactured material, samples were prepared for parallel and perpendicular compression concerning build direction.
2.2 Milling operations setup
The experimental tests were conducted using a rotating dynamometer (Kistler RCD 9170A), allowing for load measurement on the tool referential. A charge amplifier (Kistler 5070A) connected to a data acquisition system (Kistler USB DAQ System Type 5697A1) was used. A 5 kHz data sampling rate was used in the experimental campaign, and the data was further analysed with Dynoware software. The cutting force results were obtained from steady-state conditions of the cutting process (considering full tool engagement), given the higher representativeness of each tested parameter configuration. Emphasis was given to the principal cutting force due to being the main parameter influencing the effective cutting energy. Moreover, given the variable chip thickness characteristic of the milling process, the presented results focus on the average of maximum force (when chip thickness is maximum). A commercial tungsten carbide insert solution (AlTiN coated through Physical Vapour Deposition) was selected and mounted on a milling tool (XPET 060204 PDER-LP, Palbit S.A. reference) with a 0.4 tool radius and a positive rake angle. In order to closely control the cutting conditions and simplify results analysis, a single insert was used in the 4-slot milling tool, which is often described as orthogonal milling [16], given its similarity with orthogonal/oblique cutting conditions [17].

Experimental milling setup (a); schematic illustration showing main variables and directions (b) and XRD equipment for residual stresses assessment (c)
Figure 2a shows the experimental milling setup and load cell mount, whereas in Fig. 2b a schematic description is portrayed. Each new generated surface shown on the specimens of Fig. 2 corresponds to one tested condition. In order to attain a comprehensive set of experimental milling tests, a wide range of operative conditions was performed, as illustrated in Table 2. The full factorial combination of the presented levels was tested for the two chosen materials (AMed and CMed) with two repetitions each. Given the relatively small total cutting length of the planned experimental campaign, a new cutting insert was used for each level of cutting speed (for each repetition and each material). This way, tool history is the same, except for cutting speed, further enabling the comparison of its influence on tool wear tendencies, using scanning electron microscopy (SEM) with X-ray microanalysis and analysis of backscattered electron diffraction patterns (FEI Quanta 400FEG ESEM / EDAX Genesis X4M).
Roughness (Ra) was measured using a portable profilometer (Mitutoyo Surftest SJ-210). Measurements were taken in the machining direction and perpendicular to the machining feed direction. A selection of machined surfaces was observed using SEM. The significant temperature gradients of additively manufactured parts may interfere with the typical compressive stresses imposed by machining. For that reason, residual stresses were analysed in both metallurgical conditions of machined surfaces. The residual stress analyses were determined by X-ray Diffraction (XRD) technique, using Proto iXRD equipment (shown in Fig. 2c) equipped with two detectors. Peak displacements of Fe-\(\alpha \) {2 1 1} diffraction plans were determined using Cr K\(\alpha \) X-ray radiation in the feed direction and perpendicular to the feed direction. The acquisitions were made for 22 \(\psi \) angles, with ±2\(^\circ \) oscillations in \(\psi \), using an exposure time of 30 s per peak. Radiocrystallographic elastic constants \(\frac{1}{2}\) S\(_2\) {2 1 1} = 5.83 \(\times \) 10\(^{-6}\) MPa\(^{-1}\) and S\(_1\) {2 1 1} = \(-\)1.28 \(\times \) 10\(^{-6}\) MPa\(^{-1}\) were used [18].
In-depth residual stress profiles were obtained by XRD and removing successive material layers by electrolytic polishing, thus avoiding reintroducing additional residual stresses. These profiles allowed the evaluation of the thickness and the magnitude of the residual stress in the milling-affected layer.
3 Results and discussion
3.1 Mechanical behaviour and specific cutting pressure
The instrumented compression test results are illustrated in Fig. 3, showing that higher mechanical strength occurs for the additively manufactured steels (approx. 15%). The typical finer crystalline structures of AMed specimens promoted by the faster cooling rates, as compared to conventional manufacturing techniques, may explain the results. In addition, no significant differences between the mechanical strength in parallel- or perpendicular-to-build directions are found, suggesting a relatively homogeneous microstructure. Also interesting to note is that work hardening is similar for each metallurgical condition. Bai et al. [19] have found identical mechanical strength of as-built maraging steel obtained through LPBF. Moreover, de Souza et al. [20], who focused on LPBF maraging steel processing optimization, noticed similar differences in mechanical strength due build direction (approximately 5 to 20%) for relative densities compatible with studied samples. Regarding cutting force, Fig. 4 displays those results in function of each tested metallurgical condition and cutting parameters. The principal cutting force exhibits a monotonic/linear increase with the depth of cut and feed, respectively, verifying the machining processes’ geometrical relationship (associated with operational conditions).

True stress–strain curves obtained from compression tests for each metallurgical condition and build direction

Average maximum cutting force in function of feed, for distinct depths of cut and material metallurgical conditions and resultant AMed material chip geometry
Regarding metallurgical condition of the tested samples, slightly higher cutting forces are noticed for the additively manufactured material (averagely 5%), which is in line with its higher mechanical strength, illustrated by the stress–strain curves (refer to Fig. 3). Chip geometry analysis can be a helpful tool for improving the efficiency and effectiveness of the metal cutting process. Figure 4 additionally displays the chip geometry and its evolution according to the maximum and minimum depth of cut and feed conditions (an average standard deviation of approximately 6 N has been calculated for cutting force, and a maximum of 20 N occurs for two outlier occurrences). Chip morphology tends to assume a better defined helical shape with the increase in feed per revolution. In contrast, for smaller feeds, the pitch tends to be higher, and the diameter of the helical shape tends to be smaller, resulting in a more elongated chips. For larger depths of cut, chip conicity is increased, which could be a result of the relatively higher stiffness of thicker chips. Despite no differences in the obtained chip morphology regarding the metallurgical condition of the machined material, the chip proportions indicate an adequate selection of cutting parameters within an appropriate range of action of the cutting insert.

Comparison of calculated specific cutting pressure (solid lines and dots) with flow stress obtained from compression tests (dashed lines), for each metallurgical condition

Average surface roughness in function of metallurgical condition and feed (a); SEM image showing as-built and as-machined 18Ni300 surfaces (b); material adhesion to the machined surfaces (c)
Despite the linear increase of cutting force, the specific cutting pressure, \(K_s\), exponentially increases for smaller feeds (refer to Fig. 5). This is associated with the severe plastic deformation intrinsic to the cutting phenomenon (also known as the ploughing effect), which in turn is related to the change of effective rake angle for smaller feeds. This means that from a geometrical and mechanist point of view, for typical cutting tools, with rounded edge preparation (radius in the 25-100 \(\mu \)m order of magnitude), cutting force (\(F_c\)) can range within a closer order of magnitude to passive force (\(F_p\)), significantly increasing the required energy for the cutting process (refer to Fig. 5). Knowing the \(K_s\) values in such cutting conditions is particularly relevant due to the need to predict cutting loads within finishing and super-finishing conditions (i.e. high-precision requirements, mould surfaces). When larger feeds are applied, \(K_s\) tends to a constant plateau. Despite ranging close from materials’ flow stress obtained from compression tests, it still presents a noticeable offset, most probably explained by the energy expenditure for generating new surfaces (fracture energy) [21]. In sum, the results show that despite the higher mechanical strength of the AM metallurgical condition, no significant differences were noticed in milling operation energy-wise when compared with the CM counterpart. These results potentially show the continuous improvement of the AM process in attaining denser and more isotropic parts given that previous studies on similar materials pointed out serious challenges, such as cutting tool breakage [22] and chip behaviour differences (continuous to discontinuous), when processing AM steels [23].

Identification of different chemical compositions at rake face insert tip using EDS analysis (a); SEM images showing rake face of cutting inserts used within different operative conditions: AMed workpiece and cutting speeds of 80 m/min (b), 200 m/min (c), 320 m/min (d); CMed workpiece and cutting speeds of 80 m/min (e), 200 m/min (f), 320 m/min (g)
3.2 Surface quality and roughness
Regarding the surface roughness of the as-built AMed samples, a Ra of 4 \(\mu \)m was achieved, which is aligned with the literature for LPBF surfaces [8, 14, 15]. In contrast, the surface condition of the CM samples presented a much lower roughness (Ra = 0.417 \(\mu \)m), as an outcome of the previous grinding operations. The influence of surface roughness shows an explicit dependency on feed conditions, as illustrated in Fig. 6a. Figure 6b shows the as-built and machined surfaces for an AMed sample. The similar roughness (Ra) values obtained for both AMed and CMed samples submitted to the milling tests suggest that the pre-milling surface condition does not have a significant expression of the final surface roughness. Still, a notorious impact of the depth of cut is observed in the results (larger Ra for larger \(a_p\)). As stated by Subramanian et al. [24], the increase in the depth of cut leads to increased chip volumes, which may promote vibration occurrence of the tool. This unwanted relative motion between the workpiece surface and cutting tool does not necessarily contribute to cutting and can induce excessive friction. Thus, thermal loading on the cutting edge makes workpiece material temperature increase locally and adhere to the newly generated surfaces. This assumption shows compatibility with the small fragments and material bands attached to the machine surface, observed in Fig. 6c. Moreover, it explains the noticed deviation of the average surface roughness (Ra) measurements and is in line with tool wear tendency results, further shown in Sect. 3.3. Also noteworthy, the authors have found that the surface roughness values in the feed direction were consistent with the findings of some previous studies on AMed maraging steel by de Oliveira and Conte [15] or even slightly lower than Oliveira et al. [9] but still with similar Ra trends for increasing feed to the study led by Fortunato et al. [8]. Identical trends and average Ra values are found for the CMed metallurgical condition [25] corroborating the indiscernible differences observed between metallurgical conditions in the present study.
3.3 Tool wear tendencies
In order to inspect possibly distinct tool wear tendencies associated with the metallurgical condition of the workpiece material, selected inserts were observed under SEM. It is essential to highlight that the goal of this evaluation is not focused on wear amount (given the short cutting time of each tool) but, instead, on inferring its mechanisms. The final condition of each cutting insert is shown in Fig. 7. Even though different configurations of cutting parameters were tested within each tool, their history is the same (sequence and operative conditions) except for cutting speed. From Fig. 7a three distinct zones can be identified, based on their chemical composition, using energy-dispersive X-ray spectroscopy (EDS). The first, Z1, corresponds to the original insert PVD coating (AlTiN). The second, Z2, corresponds to the workpiece material (18Ni300), thus illustrating the occurrence of built-up edge (BUE) at the tool rake face. Lastly, Z3 corresponds to the insert substrate (WC-Co) at the tool cutting edge. Particularly focusing on the Z3, coating delamination (detachment) is observed. This may be explained by the very high abrasion arising from BUE’s adverse friction conditions. The identified zones also apply to the other shown inserts (Figs. 7b to 7g). The extent of coating delamination has been measured and compared within different cutting speeds and workpiece metallurgical condition. With regard to cutting speed, a general decrease in BUE is noticed for higher cutting speeds. These results follow the literature, as low cutting speeds promote adhesion of the workpiece material to the tool and compromise cutting efficiency due to excessively high friction conditions and insufficient heat dissipation [26]. Additionally, there is a tendency for more considerable coating deterioration (due to abrasion) for higher speeds, explained by the relatively higher pressures and temperatures in the tool-chip interface [27]. In terms of metallurgical condition, a more severe wear tendency can be noticed for the CM material, which may be due to the relative softness, leading to increased BUE (larger tool-chip interface areas) and consequent coating delamination.
3.4 Residual stresses
Before and after milling operations, XRD acquisitions enabled residual stress evolution monitoring due to cutting. In the pre-milling conventional samples, a uniform (compressive) surface condition is noticed for the specimen’s entire length, as shown in Fig. 8. Inversely the AMed specimens showed tensile stresses in a non-uniform distribution, with a higher magnitude near the build plate. That is explained by the cool-down of the molten layers in the AM process (in the current study, specimens were built vertically) and the consequent thermal contraction that causes shrinkage [28]. The faster cooling rates near the build plate and decreasing cooling rates as the printing process evolves may also contribute to the residual stresses profile in the manufactured prismatic specimens.

Surface residual stress evolution along specimens length prior to machining operations

Variation of surface residual stresses in milling feed direction for different feed (a), depth of cut (b) and cutting speed (c) values

Variation of surface residual stresses in perpendicular to feed direction for different feed (a), depth of cut (b) and cutting speed (c) values
The post-milling results have provided insight into the residual stress state dependence on the metallurgical condition and operational parameters (refer to Figs. 9 and 10). It is observed that regardless of the initial state (either compressive or tensile), the surface residual stresses evolve to a slightly compressed state (within the range of 100 to 300 MPa) in the feed direction (perpendicular to build direction in the AMed specimen) and to a nearly neutral state in the perpendicular-to feed direction (parallel to build direction in the AMed specimen), as illustrated in Figs. 9 and 10. The larger magnitude of residual stresses in milling direction (when compared to perpendicular-to-feed direction) is explained by the induced compressive load promoted by the tool feed rate which generates plastic deformation and work hardening of the material in that preferential direction. The results obtained in this study regarding the influence of cutting speed on surface residual stresses are in agreement with the findings reported by Oliveira et al. [9] and de Oliveira and Conte [15] of tensile as-built surface residual stresses and which are increasingly compressive for larger cutting speeds in post-milled condition (within similar range of 150 to 300 MPa values).
The typical compressive behaviour due to stress redistribution induced by machining benefits the mechanical properties of functional/structural components. Compressive residual stresses reduce the probability of crack initiation and propagation, thus improving fatigue behaviour, which is paramount for high-value AM applications’ performance and service life. The results show no significant differences in attaining such convenient surface conditions concerning the metallurgical condition of maraging steel. Still, an increase in the magnitude of compressive stress can be associated with a more significant depth of cut, as derived from Fig. 9b.

In-depth residual stresses values for distinct combinations of operational conditions: \(a_p\)=0.2 mm, f=0.05 mm/rev (a); \(a_p\)=0.6 mm, f=0.05 mm/rev (b);\(a_p\)=0.6 mm, f=0.2 mm/rev (c)
The results of Fig. 11 show the in-depth residual stresses
as well as the extent of the affected layer for different operational conditions. It is well-known that residual stresses can be affected by the machining parameters due to mechanical (i.e. plastic deformation, work-hardening) and thermal effects [29]. When comparing the residual stresses in-depth profiles of Figs. 11a with 11b, an increase in the magnitude of compressive residual stresses is noticed for an increase in depth of cut (consistently with the surface residual stresses results). The lowest depth of cut value level (0.2 mm) promotes a compression residual stresses peak (in feed direction) of 324 MPa, while the highest depth of cut (0.6 mm) results in a peak of nearly 700 MPa. This may be a consequence of the larger passive load levels and, thus, more intense plastic deformation in in-depth direction, also explaining the similar depths of the affected layer (roughly 50 \(\mu \)m). For larger surface depths (>50 \(\mu \)m), residual stresses present identical
positive values to the pre-machined state. When analysing the residual stresses in-depth profiles of Figs. 11b with 11c, it is observed that the peak compressive stresses are identical. However, a deeper affected layer (roughly 100 \(\mu \)m) is noticed. Despite the complex relationship between feed rate and heat generation in the workpiece, it is generally accepted that higher feeds lead to an increase in temperature, given that more material is being removed per unit of time, thus, generating higher temperatures. Due to material expansion of the heated near-surface (allied to the imposed plastic deformation), compression stresses evolve, which may be a plausible explanation for the deeper affected layer.
Also interesting to note is that for the lowest tested material removal rates no significant differences in maximum compression residual stress peaks are noticed for AMed and CMed conditions. On the other hand, larger depths of cut promote significantly more compressive peak stresses (almost double) in feed direction. The differences in mechanical strength of AMed and CMed metallurgical conditions may explain such results. Moreover, it is well-known that in metal cutting the materials are submitted to considerably high strain rates and temperatures. The different responsiveness of AMed and CMed materials may result in distinct hardening/softening compromises which in turn may result in different residual stress levels.
4 Conclusions
The developed work contributes to the understanding of the relatively new additively manufactured alloys machinability and provides insights into the parameters that influence the machining process’s quality and efficiency, as compared to the conventionally manufactured alloys. The increasing usage of such solutions for high added value functional parts dictates the need for understanding their machinability and post-processing requirements, as well as identifying the optimal processing parameters to achieve the desired surface finish/integrity and dimensional accuracy. The higher mechanical strength of additively manufactured maraging steel (averagely 15%) does not contribute to an accountable decrease in its machinability, despite the slight tendencies for higher cutting forces and specific cutting pressures (amounting to approximately 5%). With regards to cutting tools, more pronounced wear tendencies were observed on inserts used at higher cutting speeds, arising from the relatively higher pressures and temperatures in the tool-chip interface. The high abrasiveness of maraging steel is evidenced (as an outcome of its high ductility), posing a challenge to wear resistance of tools, which showed delamination evidence for a relatively small cutting time (> 5 min). The conventionally manufactured maraging steel demonstrates a higher tendency towards wear due to its relative softness, resulting in larger tool-chip interface areas and delamination of coatings. The measurement of residual stresses showed that regardless of the initial state of the surface (in the range of 500 MPa compressive stresses for conventionally manufactured and 150 MPa tensile stresses for additively manufactured), post-machining surfaces had similar stress values but different in feed and transverse directions. Also, milling operations can significantly increase surface integrity by generating compressive residual stresses at the surface and near-surface, thus improving fatigue strength of AM parts. Whereas a larger depths of cut translate into increased compression residual stresses value (in the range of -800 MPa), higher feeds promote a deeper affected layer (up to 100 \(\mu \)m).
References
Duro M (2022) Machinability of Maraging steel produced by LPBF based on milling tests. University of Porto, Faculty of Engineering University of Porto
Al-Rubaie KS, Melotti S, Rabelo A, Paiva JM, Elbestawi MA, Veldhuis SC (2020) Machinability of SLM-produced Ti6Al4V titanium alloy parts. J Manuf Process 57:768–786
Bai Y, Chaudhari A, Wang H (2020) Investigation on the microstructure and machinability of ASTM A131 steel manufactured by directed energy deposition. J Mater Process Technol 276:116410
Yang L, Patel KV, Jarosz K, Özel T (2020) Surface integrity induced in machining additively fabricated nickel alloy Inconel 625. Procedia CIRP 87:351–354
Turk C, Zunko H, Aumayr C, Leitner H, Kapp M (2019) Advances in maraging steels for additive manufacturing. BHM Berg-und Hüttenmännische Monatshefte 164(3):112–116
Guo P, Zou B, Huang C, Gao H (2017) Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J Mater Process Technol 240:12–22
Bordin A, Bruschi S, Ghiotti A, Bariani PF (2015) Analysis of tool wear in cryogenic machining of additive manufactured Ti6Al4V alloy. Wear 328:89–99
Fortunato A, Lulaj A, Melkote S, Liverani E, Ascari A, Umbrello D (2018) Milling of maraging steel components produced by selective laser melting. The International Journal of Advanced Manufacturing Technology 94(5):1895–1902
Oliveira AR, Jardini AL, Del Conte EG (2020) Effects of cutting parameters on roughness and residual stress of Maraging steel specimens produced by additive manufacturing. Int J Adv Manuf Technol 111(9):2449–2459
Feng Y, Pan Z, Lu X, Liang SY (2018) Analytical and numerical predictions of machining-induced residual stress in milling of Inconel 718 considering dynamic recrystallization. In: International Manufacturing Science and Engineering Conference. American Society of Mechanical Engineers vol 51388
Cai L, Feng Y, Liang SY (2022) Analytical modeling of residual stress in end-milling with minimum quantity lubrication. Mec Ind 23:5
Neuenfeldt M, Zanger F, Schulze V (2021) Influence of LPBF process parameters on milling of a maraging tool steel. In: High Speed Machining 16th International Conference Proceedings
Tamura S, Matsumura T, Ezura A, Mori K (2022). Anisotropic cutting force characteristics in milling of maraging steel processed through selective laser melting. J Manuf Sci Eng 144(3)
Bai Y, Zhao C, Yang J, Hong R, Weng C, Wang H (2021) Microstructure and machinability of selective laser melted high-strength maraging steel with heat treatment. J Mater Process Technol 288:116906
de Oliveira AR, Del Conte EG (2021) Concurrent improvement of surface roughness and residual stress of as-built and aged additively manufactured maraging steel post-processed by milling. Int J Adv Manuf Technol 116(7):2309–2323
Chandrasekaran H, M’saoubi R, Chazal H (2005) Modelling of material flow stress in chip formation process from orthogonal milling and split Hopkinson bar tests. Mach Sci Technol 9(1):131–145
Li S, Zhang B, Bai Q (2020) Effect of temperature buildup on milling forces in additive/subtractive hybrid manufacturing of Ti-6Al-4V. Int J Adv Manuf Technol 107(9):4191–4200
Eigenmann B, Macherauch E (1996) Roentgenographische untersuchung von spannugszustaenden in werkstoffen (teil 3) Mat-wiss. U Werkstoff technik 27:427–431
Bai Y, Wang D, Yang Y, Wang H (2019) Effect of heat treatment on the microstructure and mechanical properties of maraging steel by selective laser melting. Mater Sci Eng, A 760:105–117
de Souza AF, AL-Rubaie KS, Marques S, Zluhan B, Santos EC, (2019) Effect of laser speed, layer thickness, and part position on the mechanical properties of Maraging 300 parts manufactured by selective laser melting. Mater Sci Eng, A 767:138425
Rosa PAR, Martins PAF, Atkins AG (2007) Revisiting the fundamentals of metal cutting by means of finite elements and ductile fracture mechanics. Int J Mach Tools Manuf 47(3–4):607–617
Marbury FH (2017) Characterization of SLM printed 316L stainless steel and investigation of microlattice geometry
Leça TC, Silva TEF, Jesus AMP, Neto RL, Alves JL, Pereira JP (2021) Influence of multiple scan fields on the processing of 316L stainless steel using laser powder bed fusion. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications 235(1):19–41
Subramanian AVM, Nachimuthu MDG, Cinnasamy V (2017) Assessment of cutting force and surface roughness in LM6/SiCp using response surface methodology. J Appl Res Technol 15(3):283–296
Tomaz ÍV, Pardal JM, Fonseca MC (2019) Influence of minimum quantity lubrication in the surface quality of milled Maraging steel. Int J Adv Manuf Technol 104:4301–4311
Groover MP (2020) Fundamentals of modern manufacturing: materials, processes, and systems. Wiley
Klocke F, Kuchle A (2009) Manufacturing processes, vol 2. Berlin, Springer, pp p-433
Acevedo R, Sedlak P, Kolman R, Fredel M (2020) Residual stress analysis of additive manufacturing of metallic parts using ultrasonic waves: state of the art review. J Market Res 9(4):9457–9477
Gunnberg F, Escursell M, Jacobson M (2006) The influence of cutting parameters on residual stresses and surface topography during hard turning of 18MnCr5 case carburised steel. J Mater Process Technol 174(1–3):82–90
Funding
Open access funding provided by FCT|FCCN (b-on). Authors gratefully acknowledge the funding of Project Hi-rEV - Recuperação do Setor de Componentes Automóveis (C644864375-00000002) cofinanced by Plano de Recuperação e Resiliência (PRR), República Portuguesa through NextGeneration EU. The MAMTool project (PTDC/EME-EME/31895/2017) is acknowledged, funded by Programa Operacional Competitividade e Internacionalização, and Programa Operacional Regional de Lisboa funded by FEDER and National Funds (FCT). The authors acknowledge the Portuguese Foundation for Science and Technology (FCT), through IDMEC and INEGI, for its financial support via the projects UIDB/50022/2020 (LAETA Base Funding) and UIDP/50022/2020 (LAETA Programatic Funding)
Author information
Authors and Affiliations
Contributions
M Duro and TEF Silva conceived the idea of the manuscript and performed the experimental machining work. MJ Marques and AC Batista performed the residual stress experimental analysis framework and analysed the data. All authors provided critical feedback and helped shape the research, analysis and manuscript.
Corresponding author
Ethics declarations
Competing interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Duro, M., Silva, T., Marques, M.J. et al. Influence of post-processing milling conditions on the machinability and residual stresses evolution of LPBF 18Ni300 maraging steel. Int J Adv Manuf Technol 127, 2287–2297 (2023). https://doi.org/10.1007/s00170-023-11492-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11492-0