
Abstract
An embedded load cell sensor is proposed for the tool life prognosis and thrust force control of a band saw machine. The sensor enables the tool life and surface quality of the machined workpiece to be effectively improved through the use of a single sensing device strategically located in the cutting machine. The feasibility of the proposed sensor is demonstrated experimentally using a double-column horizontal sawing machine with medium carbon steel bars as the workpiece material. An investigation is performed into the effects of the cutting force, feed rate, and machining time on the machined workpiece’s tool wear and surface roughness. It is shown that the machined workpiece’s thrust force, tool wear, and surface roughness are strongly correlated and increase over time. Based on the experimental results, a feedback control system is proposed for maintaining a constant thrust force on the band saw during cutting under even the most challenging conditions. Overall, the results confirm that a single embedded load cell sensor located in a key position can provide effective force monitoring. Such force monitoring enables a control methodology to maintain the optimal cutting conditions in the sawing of medium carbon steel and improve the tool life and machined part quality.
Similar content being viewed by others

1 Introduction
Sawing is an important manufacturing operation used in many industries to cut raw materials to a specific length before secondary precision manufacturing processes. There are three basic types of sawing process, namely band sawing, circular sawing, and hacksawing, where the choice between them depends primarily on the particular needs of the sawing task. Compared to circular sawing and hacksawing, band sawing achieves a lower kerf width, a higher metal removal rate, and an improved surface finish. As a result, it is frequently the method of choice for high-productivity sawing operations. However, such benefits are dependent on achieving a trouble-free operation of the sawing machine and its components. As for any machine tool, maintaining the cutting performance of band saw machines relies on a proper estimation of the tool life and working conditions [1,2,3,4,5]. Thus, monitoring the tool wear and surface quality of the sawed components, and adjusting the working conditions accordingly, is an important concern.
The literature contains many studies on tool condition monitoring (TCM) and life prediction methods. For example, Jemielniak [6] compared the signals obtained from laboratory and industrial cutting force sensors and concluded that cross-talk between the channels had a significant effect on the accuracy of the cutting force measurements in both cases. Choudhury and Rath [7] proposed a method for estimating the tool wear in the milling process based on the relationship between the flank wear and average cutting force coefficients produced under different cutting speeds, depths of cut, and feed rates. Gao et al. [8] introduced a data-driven model framework for TCM based on a statistical analysis of the cutting force. The validity of the proposed method was demonstrated experimentally through the lathe turning of Inconel 718 workpieces. Freyer et al. [9] compared the effectiveness of two TCM strategies based on orthogonal and unidirectional cutting force measurements, respectively, and found that the probability of a difference of less than 5 percentage points between the flank wear estimation errors of the two methods was more than 95%. Kaya et al. [10] proposed an online TCM system for milling machines based on an analysis of the measured cutting force and torque by an artificial neural network (ANN). The proposed system was shown to achieve a high correlation rate and low error ratio between the actual and predicted values of the flank wear in the machining of Inconel 718. Garshelis et al. [11] developed a method for monitoring the cutting tool condition and operating parameters in a general machining process through an inspection of the magnetoelastic rate of change of a torque sensor signal. Ahmad et al. [12] used a three-component piezoelectric transducer to examine the effects of the machining parameters (i.e., the cutting speed and feed rate) and workpiece shape on the cutting performance of a band sawing machine with a variable pitch combination blade. Andersson et al. [13] detected the variation in the cutting force between the individual teeth of a band saw using a multi-sensor technique and proposed a method for quantifying these variations using a cutting force model based on positional errors of the cutting edge, changes in the tool dynamics during machining, and edge wear of the cutting tool. Thaler et al. [14] presented a method for characterizing the band sawing process based on an analysis of the cutting force signals. It was shown that the force signals provided useful insights into not only the blade geometry but also the homogeneity of the cut workpiece.
It is well-known that the surface texture plays an important role in determining how a real workpiece will interact with its cutting condition using in-process monitoring. The surface texture of a finished geometrically defined component essentially represents the fingerprint of all the previous processing stages and is generally quantified by the surface roughness [15, 16]. For machining processes, the surface roughness not only provides an important indication of the part quality but also yields valuable insights into the state of the manufacturing process and cutting tool. Consequently, monitoring and quantifying the surface roughness provides an effective approach for controlling the manufacturing process in such a way as to achieve the required degree of accuracy of the workpiece surface [17,18,19]. One of the most important factors affecting the surface roughness and machinability of the workpiece is the tool wear. In practice, the tool wear determines not only the surface roughness of the final part but also the cutting force and tool life. Hence, by monitoring the cutting force, it is possible to both evaluate the evolution of the tool wear throughout the manufacturing process and to estimate the effect of this wear on the surface finish.
Various techniques based on multiple sensors have been proposed to monitor the process variables during machining to estimate the tool wear. Bhogal et al. [20] showed that the cutting speed was one of the most important factors affecting tool vibration, and therefore had a critical effect on the surface finish. Amin et al. [21] investigated the effect of the chatter amplitude on the surface roughness under various cutting conditions, and found that the correlation between the chatter amplitude and the surface roughness increased with an increased cutting speed. Arizmendi et al. [22] proposed a method for predicting the topography, surface roughness, and form errors produced in the peripheral milling process based on an analysis of the tool vibration. David et al. [23] showed that, in the end-milling process, a higher cutting depth and feed rate lead to an increased cutting force and vibrational amplitude, which resulted in turn in higher surface roughness. Zahoor et al. [24] evaluated the effects of the feed rate, axial depth of cut, and spindle vibration on the surface roughness and tool wear in the vertical milling of AISI P20 steel workpieces using a solid carbide cutter. The results showed that the surface roughness depended mainly on the vibration amplitude and depth of cut, respectively, while the tool wear was governed principally by the vibration amplitude and feed rate.
In general, the accuracy of the prognostic estimation for the tool life of machine tools and surface quality of machined components is significantly dependent on the method used to collect and process the measurement data. Saxena et al. [25] revealed that the prediction discrepancy between different prognostics algorithms can be appeared due to the varied end-user requirements for different applications, time scales, available information, domain dynamics, etc. However, while the tool condition can be accurately assessed through the deployment of multiple sensors on the machine tool system, such an approach is costly and applicable only to laboratory settings. Accordingly, taking the case of a band saw machine for illustration purposes, the present study proposes the use of the embedded load cell sensor, strategically located within the machine tool, to predict the wear of the band saw blade and estimate the surface quality of the machined component based on the measured value of the thrust force acting on the blade. Specifically, the present sensor is developed to install close to the blade within the machine tool itself, and therefore enables the data, namely cutting force to be measured directly with a high degree of precision. Experimental trials are performed to investigate the effects of the cutting force, feed rate, and machining time on the tool wear and surface roughness of the machined workpiece, in which the tool wear level and wear area can be analyzed and estimated based on machine vision by an overlapping image technique with transparent adjustment. It is shown that the machined workpiece’s thrust force, tool wear, and surface quality are strongly correlated. As a result, the thrust force measurements provide a viable approach for evaluating the tool’s condition and predicting the tool life. Based on the experimental results, a feedback control system is developed for maintaining a stable thrust force on the band saw during cutting. The feasibility of the proposed approach is demonstrated experimentally through the machining of medium- and high-carbon steel workpieces with various cross-sections.
2 Experimental setup
The experiments were performed on a fully automatic double-column horizontal band saw machine (E-530, Everising Machine Co., Taiwan), and involved sawing off small sections of carbon steel bars using a bi-metal band saw blade (HSS M42 cutting edge) spring steel backing material with a conventional raker tooth setting. Figures 1 and 2 present a series of photographs showing the machining setup and observation apparatus, respectively. The sensor proposed in the present study had the form of a small metal cylindrical bar with two embedded piezoelectric films (see Fig. 2a. The geometry and dimensions of the sensor, and the installation positions of the two films, were carefully designed by finite element method (FEM) simulations to achieve the optimal tradeoff between the rigidity of the sensor structure and the sensitivity of the force measurement results [26]. A sensor calibration procedure is carried out based on a calibration stand with weights. The calibration laboratory for weights is accredited to ISO/IEC17025 to ensure traceability of calibrated weights. As shown in the upper-left schematic in Fig. 2b, the sensor was installed within the machine tool itself by replacing one of the guide pins immediately above the band saw. During the sawing process, the thrust force exerted on the saw was transmitted mechanically to the force sensor through the structure of the machine tool, and the resulting signal was collected and analyzed by a multi-channel data logger (GL220, Graphtec Corporation, Japan). An industry-grade packaging technique was employed to protect the sensor from the harsh environment generated during the sawing process. A similar technique has also been utilized to produce the multidirectional force sensor for artificial or robotic finger applications by Lee et al. [27].

System setup of sawing process monitoring

The experimental setup of the piezoelectric sensor for the cutting force measurement. (a) Schematic of the sensor configuration. (b) Real image with the position of the piezoelectric sensor indicated in the band saw machine
Having installed the sensor, experimental trials were performed to investigate the effects of the cutting force, feed rate, and machining time on the wear of the band saw and the surface roughness of the machined bars. To better understand the relationship between the machining time and tool deterioration of the band saw during the cutting process, a failure criterion of cutting tools was performed by using standard ISO 8688–2:1989 [28]. In addition, the machining process was real-time observed using a high-resolution image capture technology [29] from the machine tool (see Fig. 1). The tool wear and surface roughness of the machined parts were estimated at room temperature using a 3D confocal microscope attached to a 5 MP digital camera with a spatial resolution of 0.04 μm, a vertical resolution of less than 0.01 nm, and a 20 × objective lens. A similar technique was also used by Jeng et al. [30] in the evaluation of the surface roughness of cold-rolled aluminum sheets.
3 Results and discussion
3.1 Tool life evaluation
The experiments commenced by measuring the thrust force acting on the band saw during the cutting of JIS S45C medium carbon steel workpieces with dimensions of 100 \(\times\) 100 mm2. The experiments were performed under heavy cutting conditions with a cutting speed of 62 m/min and a cutting rate of 63 \({\mathrm{cm}}^{2}/\mathrm{min}\), where the setting of operation parameters was determined and provided by the university-industry collaboration (Everising Machine CO.). The cutting process was performed continuously over the full band saw life cycle, including the run-in stage, the steady-state cutting stage, the wear stage, and the failure stage. Figure 3 shows the variation of the thrust force over time (in seconds) for the different number of sections cut at an initial stage of sawing process. It is seen that the thrust force increases and becomes increasingly unstable as the number of repeated cuts increases. Figure 4 shows the variation of the average thrust force of a completer sawing over the complete band saw life cycle. As shown, the force response increases over time, and can be divided into three main regions, namely (a) an initial break-in region with a rapidly increasing wear rate, (b) a steady-state wear region with a uniform wear rate, and (c) a failure region with a rapidly increasing wear rate. It is noted that the measurement results are similar to those reported for milling operations by Groover [31]. Figures 5 and 6 show the face wear and flank wear, respectively, of the band saw blade in the run-in and failure stages of the band saw life cycle, where the tool wear level and wear area can be acquired and estimated based on machine vision by a high-resolution image capture technology [29, 32, 33]. Moreover, the amount of wear area in the captured image was calculated by overlapping images with transparent adjustment to assess the various wear stages.

Variation of thrust force overtime for the different number of sections cut at an initial stage of the sawing process

Variation of average thrust force (Fave) in a complete sawing process with the different number of sections ut from a bar. (Note that labels a, b, and c indicate the wear-in region, steady-state wear region, and failure region, respectively.)

The average wear area of blade face, a chip shape in initial sawing stage, and b chip shape in final sawing stage

The average wear area of blade flank, a tooth tip shape in the initial sawing stage, and b tooth tip shape in the final sawing stage
At the wear-in and final stages, the increased wear in both blade face and blade frank are more pronounced. As shown in Figs. 5a, b, and 6a, b, the corresponding chip shapes and tooth tip shapes are shown below each figure for comparison purposes. It is noted that the higher wear levels for both blade face and blade flank at the initial sawing state (i.e. the cutting slices ranging from 50 to 150) may be induced due to their deburring process for removing sharp external edges. Moreover, the measured thrust force profile shown in Fig. 4 provides a feasible means of estimating the onset of the break-in mechanism and wear behavior on the band saw during an overall cutting process.
Figure 7 shows the variation in the workpiece surface roughness (Rq) with the number of sections cut from the bar under the optimal sawing conditions. Note that to ensure the reliability of the measurement results, eight sampling lengths were performed on each workpiece, and the Rq values were computed as the average value of the corresponding measurements, in which about 95% confidence of the values (i.e., two standard deviations) has been employed to provide a purpose of obtaining the normal distribution in the present measures, and thus the experimental errors can be effectively avoided. As expected, the surface roughness increases with an increasing number of cuts. Moreover, a sudden increase in the blade displacement is observed as the number of sections removed increases beyond 350 (i.e., the estimated life of the tool, see Figs. 4, 5, and 6).

Variation of workpiece surface roughness with different numbers of sections cut from a bar
In general, the motor current signal is one of the widely accepted key indicators, albeit an experienced operator is often needed to filter out noise for an effective signal, which could show how tool machine cutting performance decrease over a lifetime. Several similar observations were reported in the tool-wear monitoring for metal cutting machines by Snr [34] and Kuntoğlu et al. [35]. To better understand the relationship between motor current and thrust force in metal cutting operations, Fig. 8 shows the variation of the motor current and the thrust force with the number of sections cut from the bar under the optimized sawing conditions. Note that the variation of motor current is reasonably insensitive to the number of sections cut from the bar. This phenomenon can be attributed to the fact that the motor current signal of the sawing machine is insensitive to the cutting force fluctuations under a higher cutting speed due to its vibration absorber and viscous damping system. It is found that both bandsaw blades have been conducted with the same cutting conditions to study tool wear during the sawing process, where samples 1 and 2 are in Fig. 8. Both the thrust force and the corresponding current increase with an increasing number of cuts since, as the saw tooth gradually wears, the energy required to cut the workpiece material increases, and hence the required thrust force also increases, thereby increasing the associated current and the root-mean-square surface roughness of the workpiece, in which several uncertainties of tool wear state estimations can be induced due to invalid data, environmental noises, and a single sensor involving multiple faults, etc.

Variation of motor current and thrust force with different numbers of sections cut for both bandsaw blades with the same specifications
3.2 Cutting parameter optimization
In practical sawing operations, it is desirable to set the cutting parameters (i.e., the cutting speed and cutting rate) in such a way as to achieve an acceptable tradeoff between the productivity of the machining process and the blade life. Accordingly, a further series of experiments was performed in which JIS S45C medium carbon steel bars with a diameter of 220 mm were sawed with gradually increasing cutting rates in the range of 85 to 135 cm2/min. To ensure the reliability of the experimental results, the cutting trials were performed three times for each cutting rate, with the corresponding thrust force and workpiece surface roughness measured each time.
Figure 9 shows the variation in the measured thrust force overtime for the different cutting rates. As expected, the cutting force increases with an increased cutting rate due to the corresponding increase in the friction mechanism required to cut the workpiece material. Figure 10 shows the change in amplitude of the thrust force with the cutting rate. Once again, the amplitude of the thrust force increases with an increased cutting rate. Finally, Fig. 11 shows the variation of the Rq with the cutting rate. The surface roughness increases only moderately as the cutting rate first increases from 85 cm2/min to 115 cm2/min. However, as the cutting rate is further increased to 115 cm2/min, a significant increase in the surface roughness occurs. Thus, the limiting value of the cutting rate for the S45C material during sawing was determined to be 115 cm2/min.

Variation of cutting force over time for different cutting rates

Variation of the amplitude of thrust force with cutting rate

Variation of workpiece surface roughness with cutting rate
3.3 Thrust force feedback control methodology
In the process of sawing a bar with a constant and solid cross-section, the contact area first increases toward a maximum value as the blade penetrates the workpiece, and then decreases to zero as the blade leaves the workpiece. The change in contact area prompts a variation in the thrust force acting on the blade and therefore induces a change in the wear rate. Thus, to reduce the wear of the blade, it is desirable to minimize the variation of the thrust force such that it maintains an approximately constant value throughout the cutting process. Accordingly, the present study proposes a thrust force feedback control methodology in which the thrust force is constantly monitored by the embedded force sensor, and the machining conditions (e.g., the cutting speed and feed rate) are adjusted as required to maintain a constant force.
The feasibility of the proposed control method was evaluated using JIS S45C and JIS S60C medium- and high-carbon steel bars with a diameter of 150 mm. Figure 12 shows the force–time diagram obtained in three tests performed using the JIS S45C workpiece without feedback control. It is clearly seen that the thrust force varies continuously as the sawing process proceeds. Figure 13 compares the set-point force value and actual force value when sawing the two workpieces (i.e., JIS S45C and JIS S60C carbon steel bars) using the proposed feedback control method. From inspection, the error between the two thrust force values is just 2% and 1.6% for the two materials, respectively. In other words, the feasibility of the proposed method is confirmed.

Force–time diagram for sawing of JIS S45C round bar without feedback control

Comparison of set-point force value and actual force value obtained under feedback control for JIS S45C and JIS S60C carbon steel bars
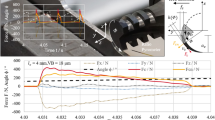
Figure 14 shows the force–time diagrams obtained in the sawing of the JIS S45C workpiece with set-point thrust force values in the range of 200 to 400 N and the feedback control method applied. For comparison purposes, the force–time diagram obtained with the absence of feedback control is also shown. The results confirm that the thrust force remains approximately constant, even under higher thrust force setting points. Figure 15 presents the corresponding results obtained for the sawing of JIS S60C high carbon steel under thrust forces in the range of 500 to 900 N. It is again seen that the feedback control methodology achieves an approximately constant thrust force for each of the considered force settings. A final series of experiments was performed using JIS S45C O-beam and H-beam workpieces. The corresponding force–time diagrams are presented in Figs. 16 and 17, respectively. Note that the O beam had an outer diameter of 133 mm and a wall thickness of 1.4 mm, while the H beam had a height and width of 125 mm and a thickness of 10 mm. By comparing the response of force–time characteristics between the O and H beams, respectively, it is observed that the force amplitude of feedback control in the O beam is lower than that of the H beam due to its completely symmetrical cross-section. The results indicate that, for both beams, the thrust forces with feedback control are more stable than that without feedback control. This implies that the present results confirm the effectiveness of the proposed thrust control methodology even in the sawing of workpieces with more complex cross-sectional geometries.

Force–time diagram for sawing of JIS S45C round bar under different thrust force settings with and without feedback control

Force–time diagram for sawing of JIS S60C round bar under different thrust force settings with and without feedback control

Force–time diagram for sawing of JIS S45C O beam under different thrust force settings with and without feedback control

Force–time diagram for sawing of JIS S45C H beam under different thrust force settings with and without feedback control
4 Conclusion
This study has presented an embedded force sensor for detecting the cutting force generated during the cutting of medium carbon steel using a double-column horizontal sawing machine. The proposed sensor has been used to explore the effects of the cutting force, cutting rate, and machining time on the wear of the band saw blade and surface roughness of the workpiece. It has been shown that the cutting force increases with an increasing machining time and results in a corresponding increase in both the tool wear and the machined surface roughness. It has been further shown that the wear life of the band saw blade can be reliably predicted by a sudden increase in the measured cutting force or surface roughness. The developed force sensor has been used to realize a feedback control mechanism for maintaining a stable cutting force during the sawing of carbon steel workpieces with various carbon contents and cross-sections (bar, O beam, and H beam). The proposed sensor has many advantages for practical applications, including a low cost, a small size, and good robustness. Notably, the present article provides three key contributions to sawing process. First, a sensor is developed to install close to the blade within the machine tool itself, and therefore enables the cutting force to be measured directly with a high degree of precision. Second, the sensor allows the cutting force and cutting conditions to be monitored and controlled using only a single sensing device. It is thus suitable for practical, industrial applications. Finally, it establishes guidelines for estimating tool life and surface quality, which are intimately tied to the current and future research on smart sawing. Overall, the results show that the proposed sensor provides a highly effective method for not only monitoring the tool life condition of the band saw blade, but also for adjusting the machining parameters adaptively in such a way as to maintain a constant cutting force, thereby reducing the tool wear and improving the surface roughness of the machined components.
References
Brili N, Ficko M, Klančnik S (2021) Tool condition monitoring of the cutting capability of a turning tool based on thermography. Sensors 21:6687–1–13
Wang J, Li Y, Zhao R, Robert X, Gao RX (2020) Physics guided neural network for machining tool wear prediction. J Manuf Syst 57:298–310
Yu T, Li Z, Wu D (2019) Predictive modeling of material removal rate in chemical mechanical planarization with physics-informed machine learning. Wear 426–7:1430–1438
Wu D, Jennings C, Terpenny J, Gao RX (2017) A comparative study on machine learning algorithms for smart manufacturing: tool wear prediction using random forests. J Manuf Sci Eng 139:71018–1–9
Yume JAO, Kwon PY (2007) Tool wear mechanisms in machining. J Mach Mach Mater 316–34
Jemielniak K (2000) Laboratory versus industrial cutting force sensor in tool condition monitoring. J Manuf Sci Prod 3:41–47
Choudhury SK, Rath S (2000) In-process tool wear estimation in milling using cutting force model. J Mater Process Technol 99:113–119
Gao D, Liao Z, Lv Z, Lu Y (2015) Multi-scale statistical signal processing of cutting force in cutting tool condition monitoring. Int J Adv Manuf Technol 80:1843–1853
Freyer BH, Heyns PS, Theron NJ (2014) Comparing orthogonal force and unidirectional strain component processing for tool condition monitoring. J Intell Manuf 25:473–487
Kaya B, Oysu C, Ertunc HM (2011) Force-torque based on-line tool wear estimation system for CNC milling of Inconel 718 using neural networks. Adv Eng Softw 42:76–84
Garshelis IJ, Kari RJ, Tollens SPL, Cuseo JM (2008) Monitoring cutting tool operation and condition with a magnetoelastic rate of change of torque sensor. J Appl Phys 103:07E908
Ahmad MM, Hogan B, Goode E (1989) Effect of machining parameters and workpiece shape on a bandsawing process. Int J Mach Tools Manuf 29:173–183
Andersson C, Stahl JE, Hellbergh H (2001) Bandsawing. Part II: detecting positional errors, tool dynamics and wear by cutting force measurement. Int J Mach Tools Manuf 41:237–253
Thaler T, Bric I, Bric R, Potocnik P, Muzic P, Govekar E (2012) Characterization of band sawing based on cutting forces. J Mach Eng 12:41–54
Lucca DA, Brinksmeier E, Goch G (1998) Progress in assessing surface and subsurface integrity. CIRP Ann Manuf Technol 47:669–693
Jawahir IS, Brinksmeier E, Saoubi RM, Aspinwall DK, Outeiro JC, Mey D, Umbrello D, Jayal AD (2011) Surface integrity in material removal processes: recent advances. CIRP Ann Manuf Technol 60:603–626
Trumpold H (2001) Process related assessment and supervision of surface textures. Int J Mach Tools Manuf 41:1981–1993
Palanikumar K (2007) Modeling and analysis for surface roughness in machining glass fibre reinforced plastics using response surface methodology. Mater Des 28:2611–2618
Wang X, Feng CX (2002) Development of empirical models for surface roughness prediction in fi nish turning. Int J Adv Man Technol 20:348–356
Bhogal SS, Sindhu C, Dhami SS, Pabla BS (2015) Minimization of surface roughness and tool vibration in CNC milling operation. J Optim 2015:1–13
Amin AN, Patwari AU, Sharulhazrin MS, Hafizuddin I (2010) Investigation of effect of chatter amplitude on surface roughness during end milling of medium carbon steel. In: International conference on industrial engineering and operations management, Dhaka, Bangladesh, Jan 9–10
Arizmendi M, Campa FJ, Fernández J, Lacalle LNLD, Gil A, Bilbao E, Veiga F, Lamikiz A (2009) Model for surface topography prediction in peripheral milling considering tool vibration. CIRP Ann Manuf Technol 58:93–96
David C, Sagris D, Stergianni E, Tsiafis C, Tsiafis I (2018) Experimental analysis of the effect of vibration phenomena on workpiece topomorphy due to cutter runout in end-milling process. Mach 6:27
Zahoor S, Mufti NA, Saleem MQ, Mughal MP, Qureshi MAM (2017) Effect of machine tool’s spindle forced vibrations on surface roughness, dimensional accuracy, and tool wear in vertical milling of AISI P20. Int J Adv Manuf Technol 89:3671–3679
Saxena A, Celaya J, Saha B, Saha S, Goebel K (2010) Metrics for offline evaluation of prognostic performance. Int J Progn Health Manag 1:1–20
Kim JO, Jung GL (2007) Dynamic characteristics of piezoelectric cylindrical transducers with radial polarization. J Sound Vib 300:241–249
Lee YR, Neubauer J, Kim KJ, Cha YS (2020) Multidirectional cylindrical piezoelectric force sensor: design and experimental validation. Sensors 20:4840
ISO 8688–2:1989. Tool life testing in milling-part 2: end milling
Kim JH, Moon DK, Lee DW, Kim JS, Kang MC, Kim KH (2002) Tool wear measuring technique on the machine using CCD and exclusive jig. J Mater Process Technol 130–131:668–674
Jeng YR, Lee JT, Hwu YJ, Liu LC, Lu CY (2020) Effects of operation parameters of cold rolling on surface finish of aluminum. Tribol Int 148:106321
Groover M (2010) Fundamentals of modern manufacturing, materials, processes, and systems. New York, USA: John Wiley & Sons Ltd
Ong P, Lee WK, Lau RJH (2019) Tool condition monitoring in CNC end milling using wavelet neural network based on machine vision. Int J Adv Manuf Technol 104:1369–1379
Moldovan OG, Dzitac S, Moga L, Vesselenyi T, Dzita L (2017) Tool-wear analysis using image processing of the tool flank. Symmetry 9:296–1–18
Snr DED (2000) Sensor signals for tool-wear monitoring in metal cutting operations-a review of methods. Int J Mach Tools Manuf 40:1073–1098
Kuntoğlu M, Aslan A, Pimenov DY, Usca ÜA, Salur E, Gupta MK, Mikolajczyk T, Giasin K, Kapłonek W, Sharma S (2021) A review of indirect tool condition monitoring systems and decision-making methods in turning: critical analysis and trends. Sensors20:4840
Acknowledgements
Professor Yeau-Ren Jeng would like to acknowledge the Medical Device Innovation Center (MDIC) and Intelligent Manufacturing Research Center (iMRC) from The Featured Areas Research Center Program within the framework of the Higher Education Sprout Project by the Ministry of Education (MOE) in Taiwan and AC2T research GmbH (AC2T) in Austria (COMET InTribology, FFG-No.872176).
Funding
This work was financially supported by the Ministry of Science and Technology of Taiwan (MOST 108–2221-E-006–228-MY3, 109–2923-E-006–005-MY3 and 110–2124-M-006–005) and Air Force Office of Science Research (AFOSR) under contract no. FA4869- 06–1-0056 AOARD 064053.
Author information
Authors and Affiliations
Contributions
Conceptualization, Y. R. Jeng; methodology, Y. R. Jeng, P. C. Tsai, and C. W. Tseng; formal analysis, C. W. Tseng and P. C. Tsai; investigation, P. C. Tsai and C. W. Tseng; writing-original draft preparation, P. C. Tsai and Y. R. Jeng; writing-review and editing, Y. R. Jeng and P. C. Tsai.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tsai, PC., Jeng, YR. & Tseng, CW. A robust embedded load cell sensor for tool life prognosis and smart sawing of medium carbon steel. Int J Adv Manuf Technol 121, 1353–1364 (2022). https://doi.org/10.1007/s00170-022-09377-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09377-9