
Abstract
A simple geometric and optimal method is adopted for the five-axis CNC grinding of the end-mill cutters. In this research, initially a simplified parametric profile of the grinding wheel is constructed using line segments and circular arcs. The equation of the wheel swept-surface in five-axis grinding is derived. Then subjected to the flute profile design, the profile parameters of the grinding wheel, its relative location, and orientation with respect to the end-mill cutter are optimized, ensuring a specified normal rake angle. Finally, validation of the newly developed method has been performed using the CAD simulation; two virtually ground flutes are measured and compared with the given specifications. The normal rake angle is related with the radial rake angle by a relationship established in this work. This innovative approach can determine the non-standard grinding wheel that can be economically produced or dressed to accurately grind the end-mill cutters using the five-axis CNC grinding process.




















Similar content being viewed by others
Abbreviations
- A M :
-
Angular displacements of the mill-cutter about its axis
- B M :
-
Angular displacements about the carriage assembly rotation axis
- Cr :
-
Crossover probability
- D :
-
Constant of differentiation
- DE:
-
Differential evolution
- F(l):
-
Designed flute profile
- F m :
-
Ground flute profile
- I:
-
Tangent vector of the side-cutting edge at point PC
- J:
-
Vector along the rake face
- K:
-
Cross product of I and J
- M:
-
A plane perpendicular to the end-mill axis
- P C :
-
Point on helical side cutting edge C(θ) on the end-mill cutter
- S:
-
Line formed by intersection between planes Γand Π
- T 1 :
-
Length of line segment oGP1
- T 2 :
-
Length of line segment P1P2
- T 3 :
-
Length of line segment P4P5
- P W :
-
Point with parameter \( \left({u}_{{\mathbf{P}}_{\mathbf{W}}},{v}_{{\mathbf{P}}_{\mathbf{W}}}\right) \) in ℜG coordinate system
- R 1 :
-
Radius of circular arc P2P3
- R 2 :
-
Radius of circular arc P3P4
- SV(u, v, t):
-
Flute surface
- WL(x WL, y WL, z WL):
-
Grinding-wheel location
- f 0 f 1 :
-
Line segment
- f 1 f 2 :
-
Circular arc
- f 2 f 3 :
-
Circular arc
- f 3 f 4 :
-
Line segment
- l :
-
Flute profile parameter
- \( {l}_{{\mathbf{f}}_1} \) :
-
Length of f0f1
- \( {l}_{{\mathbf{f}}_2} \) :
-
Length of curve f1f2
- \( {l}_{{\mathbf{f}}_3} \) :
-
Length of curve f2f3
- \( {l}_{{\mathbf{f}}_4{\mathbf{f}}_5} \) :
-
Length of segment f3f4
- \( {l}_{{\mathbf{f}}_5} \) :
-
Length of segment f4f5
- pop :
-
Main population
- rnd :
-
Random number
- r 1 :
-
Radius of f1f2
- r 2 :
-
Radius of f2f3
- t :
-
Specified rake angle
- u :
-
Parameter of grinding-wheel along its width
- v :
-
Angular parameter of the wheel
- v R :
-
A unit vector passing through the point PC
- (x WL. y WL,z WL):
-
Grinding-wheel location
- α n :
-
Normal rake angle
- α R :
-
Radial rake angle
- β 1 :
-
Angle of line segment P1P2
- γ S :
-
Secondary relief angle
- γ P :
-
Primary relief angle
- ψ :
-
Helix angle
- θ :
-
Rotation angle about zT-axis
- μ :
-
Grinding-wheel rotation about xG-axis
- η :
-
Grinding-wheel rotation about zG-axis
- ℜ T ≕ (oTx Ty Tz T):
-
Tool coordinate system
- ℜ G(oGx Gy Gz G):
-
Grinding-wheel coordinate system
- ℜ M(oMx My Mz M):
-
Machine coordinate system
- Γ :
-
Plane passing through point PC and normal to the cutting edge
- Π :
-
Plane normal to the cutting velocity
References
Smith GT (2008) Cutting tool technology: industrial handbook. Springer-Verlag, London Limited
Tandon P, Gupta P, Dhande SG (2008) Geometric modeling of fluted cutters. J Comput Inf Sci Eng 8(2):1–15
Tandon P, Khan MR (2009) Three dimensional modeling and finite element simulation of a generic end mill. Comput Aided Des 41(2):106–114
Ko SL (1994) Geometrical analysis of helical flute grinding and application to end mill. Transactions of NAMRI/SME 22:165–172
Ren BY, Tang YY, Chen CK (2001) The general geometrical models of the design and 2-axis NC machining of a helical end-mill with constant pitch. J Mater Process Technol 115(3):265–270
Wu C, Chen C (2001) Manufacturing models for the design and NC grinding of a revolving tool with a circular arc generatrix. J Mater Process Technol 116(2):114–123. https://doi.org/10.1016/S0924-0136(01)00996-7
Chen W, Lai H, Chen C (2001) A precision tool model for concave cone-end milling cutters. Int J Adv Manuf Technol 18(8):567–578. https://doi.org/10.1007/s001700170
Chen W, Chen W (2002) Design and NC machining of a toroid-shaped revolving cutter with a concave-arc generator. J Mater Process Technol 121(2):217–225. https://doi.org/10.1016/S0924-0136(01)01256-0
Chen C, Lin R (2001) A study of manufacturing models for ball-end type rotating cutters with constant pitch helical grooves. Int J Adv Manuf Technol 18(3):157–167. https://doi.org/10.1007/s001700170
Chen C, Wang F, Chang P, Hwang J, Chen W (2006) A precision design and NC manufacturing model for concave-arc ball-end cutters. Int J Adv Manuf Technol 31(3):283–296. https://doi.org/10.1007/s00170-005-0186-7
Kim YH, Ko SL (2002) Development of design and manufacturing technology for end mills in machining hardened steel. J Mater Process Technol 130-131:653–661. https://doi.org/10.1016/S0924-0136(02)00728-8
Puig A, Perez-Vidal L, Tost D (2003) 3D simulation of tool machining. Comput Graph 27:99–106. https://doi.org/10.1016/S0097-8493(02)00248-0
Feng X, Bin H (2003) CNC rake grinding for a taper ball-end mill with a torus-shaped grinding-wheel. Int J Adv Manuf Technol 21(8):549–555. https://doi.org/10.1007/s00170-002-1298-y
Chen WY, Chang PC, Liang SD, Chen WF (2005) A study of design and manufacturing models for circular-arc ball-end milling cutters. J Mater Process Technol 161(3):467–477. https://doi.org/10.1016/j.jmatprotec.2004.07.086
Hsieh JM, Tsai YC (2005) Geometric modeling and grinder design for toroid-cone shaped cutters. Int J Adv Manuf Technol 29(9-10):912–921. https://doi.org/10.1007/s00170-005-2613-1
Hsieh JM (2008) Manufacturing models for design and NC grinding of truncated-cone ball-end cutters. Int J Adv Manuf Technol 35(11-12):1124–1135. https://doi.org/10.1007/s00170-006-0794-x
Kim JH, Park JW, Ko TJ (2008) End mill design and machining via cutting simulation. Comput Aided Des 40(3):324–333. https://doi.org/10.1016/j.cad.2007.11.005
Chen F, Bin H (2009) A novel CNC grinding method for the rake face of a taper ball-end mill with a CBN spherical grinding-wheel. Int J Adv Manuf Technol 41(9):846–857. https://doi.org/10.1007/s00170-008-1554-x
Lei R, Shilong W, Lili Y, Shouli S (2016) An accurate method for five-axis flute grinding in cylindrical end-mills using standard 1V1/1A1 grinding wheels. Precis Eng 43:387–394
Lei R, Shilong W, Lili Y, Shouli S (2017) A generalized and efficient approach to accurate five-axis flute grinding of cylindrical end-mills. Journal of Manufacturing Science and Engineering. MANU-16-1560. https://doi.org/10.1115/1.4037420
Van-Hien N, Sung-lim K (2016) A new method for determination of wheel location in machining helical flute of end mill. Journal of Manufacturing Science and Engineering; MANU-15-1282. https://doi.org/10.1115/1.4033232
Xin QQ, Wang TY, Yu ZQ, Hu HY (2018) Grinding process of ball end milling cutter flank. Adv Mater Manuf Technol III 764:383–390. https://doi.org/10.4028/www.scientific.net/KEM.764.383
Han L, Cheng X, Jiang L, Li R, Ding G, Qin S (2017) Research on parametric modeling and grinding methods of bottom edge of toroid-shaped end-milling cutter. 233(1): 31-43. https://doi.org/10.1177/0954405417717547
Rababah M, Chen ZC (2013) An automated and accurate CNC programming approach to five-axis flute Grinding of Cylindrical End-Mills using the Direct Method. J Manuf Sci Eng 135(1):011011. https://doi.org/10.1115/1.4023271
Rababah M, Almagableh A, Aljarrah M (2016) Five-axis rake face grinding of end-mills with circular-arc generators. Int J Interact Des Manuf 11(1):93–101
Author information
Authors and Affiliations
Contributions
All the authors have taken equal part in performing the research and are sequenced their names in consent with each other. In this research,
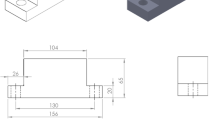
• A simplified parametric profile of the grinding-wheel is constructed using line segments and circular arcs. The equation of the wheel swept-surface in five-axis grinding is derived.
• Subjected to the flute profile design, the profile parameters of the grinding wheel, its relative location, and orientation with respect to the end-mill cutter are optimized, ensuring a specified normal rake angle.
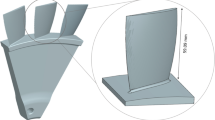
• Validation of the newly developed method has been performed using the CAD simulation, two virtually ground flutes are measured and compared with the given specifications.
Grinding of end-mill cutter flutes are often achieved through the inverse method, in which a free-form grinding wheel is first determined and manufactured, the grinding wheel is then used to accurately generate the flutes; however, such free-form grinding wheels are very difficult and expensive to manufacture. Moreover, this method neither generates the rake face with the defined normal rake angle accurately nor generates the precise side-cutting edges on the end-mill cutters. To solve this issue, a simple geometric optimization approach is adopted for the multi-axis CNC grinding of the end-mill flutes.
This new approach can determine the non-standard grinding wheel that can be economically produced or dressed to accurately grind the end-mill cutters using the five-axis CNC grinding process.
Corresponding author
Ethics declarations
Conflict of interest
All the authors jointly worked together and contributed in the research and there is no conflict of interest applicable to this research or publication of it.
Availability of data and material
Authors of this publication confirm that the data supporting the findings of this study are available as its supplementary materials.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wasif, M., Iqbal, S.A., Ahmed, A. et al. Optimization of simplified grinding wheel geometry for the accurate generation of end-mill cutters using the five-axis CNC grinding process. Int J Adv Manuf Technol 105, 4325–4344 (2019). https://doi.org/10.1007/s00170-019-04547-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04547-8