
Abstract
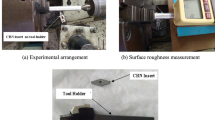
During the machining operation, elevated temperatures are achieved at the cutting interface due to the presence of high plastic deformation and friction in between the tool and chip contacting area. Efficient heat dissipation from the cutting interface is required to achieve better machining performance. Elevated temperature in the cutting area results in lower tool life as it facilitates different types of wear mechanisms. Metal working fluids (MWFs) are employed to reduce heat and friction in the cutting zone, simultaneously to help in the flushing of waste particles. The MWFs are based on either water or petroleum oil and include several additives which make them non-biodegradable and toxic in nature. The minimum quantity lubrication (MQL) method offers a feasible substitute to the MWF-based conventional flood cooling method. In this study, a vegetable oil-based MQL system was mixed with sub-zero temperature air to design a new minimum quantity cooling lubrication (MQCL) system. The study investigates the machinability of Ti6Al4V using an MQCL system under various oil flow rates and compared its machining performance with both dry cutting and conventional flood cooling. For further evaluation, the study investigated surface roughness, flank wear, and associated wear mechanisms. It was found that in the MQCL system (60–70 ml/h), oil supply rates provided reliable machining performance at higher feed levels.
Similar content being viewed by others

References
Ulutan D, Ozel T (2011) Machining induced surface integrity in titanium and nickel alloys: A review. Int J Mach Tools Manuf 51(3):250–280
Pervaiz S, Rashid A, Deiab I, Nicolescu M (2014) Influence of tool materials on machinability of titanium- and nickel-based alloys: a review. Mater Manuf Process 29(3):219–252
Boyer RR (1996) An overview on the use of titanium in the aerospace industry. Mater Sci Eng A 213(1–2):103–114
Rack HJ, Qazi JI (2006) Titanium alloys for biomedical applications. Mater Sci Eng C 26(8):1269–1277
Pramanik A (2014) Problems and solutions in machining of titanium alloys. Int J Adv Manuf Technol 70(5–8):919–928
Mijanovic K, Sokovic M (2001) Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. J Mater Process Technol 109(1–2):181–189
Tai BL, Dasch JM, Shih AJ (2011) Evaluation and comparison of lubricant properties in minimum quantity lubrication machining. Mach Sci Technol 15(4):376–391
Klocke F, Eisenblätter G (1997) Dry cutting. CIRP Ann - Manuf Technol 46(2):519–526
Byrne G, Scholta E (1993) Environmentally clean machining processes—a strategic approach. CIRP Ann - Manuf Technol 42(1):471–474
Zeilmann RP, Weingaertner WL (2006) Analysis of temperature during drilling of Ti6Al4V with minimal quantity of lubricant. J Mater Process Technol 179(1–3):124–127
Rahim E a, Sasahara H (2011) A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol Int 44(3):309–317
Wang ZG, Rahman M, Wong YS, Neo KS, Sun J, Tan CH, Onozuka H (2008) Study on orthogonal turning of titanium alloys with different coolant supply strategies. Int J Adv Manuf Technol 42(7–8):621–632
Cai XJ, Liu ZQ, Chen M, An QL (2012) An experimental investigation on effects of minimum quantity lubrication oil supply rate in high-speed end milling of Ti-6Al-4V. Proc Inst Mech Eng Part B J Eng Manuf 226(11):1784–1792
Raza SW, Pervaiz S, Deiab I (2014) Tool wear patterns when turning of titanium alloy using sustainable lubrication strategies. Int J Precis Eng Manuf 15(9):1979–1985
Pervaiz S, Deiab I, Darras B (2013) Power consumption and tool wear assessment when machining titanium alloys. Int J Precis Eng Manuf 14(6):925–936
Su Y, He N, Li L, Li XL (2006) An experimental investigation of effects of cooling/lubrication conditions on tool wear in high-speed end milling of Ti-6Al-4V. Wear 261(7–8):760–766
Klocke F, Sangermann H, Krämer A, Lung D (2011) Influence of a high-pressure lubricoolant supply on thermo-mechanical tool load and tool wear behaviour in the turning of aerospace materials. Proc Inst Mech Eng, Part B J Eng Manuf 225:52–61
Sun S, Brandt M, Dargusch MS (2010) Machining Ti–6Al–4V alloy with cryogenic compressed air cooling. Int J Mach Tools Manuf 50(11):933–942
Krämer A, Klocke F, Sangermann H, Lung D (2014) Influence of the lubricoolant strategy on thermo-mechanical tool load. CIRP J Manuf Sci Technol 7(1):40–47
Rotella G, Dillon OW, Umbrello D, Settineri L, Jawahir IS (2014) The effects of cooling conditions on surface integrity in machining of Ti6Al4V alloy. Int J Adv Manuf Technol 71(1–4):47–55
Wang ZG, Rahman M, Wong YS, Neo KS, Sun J, Tan CH, Onozuka H (2009) Study on orthogonal turning of titanium alloys with different coolant supply strategies. Int J Adv Manuf Technol 42(7–8):621–632
Accu-Svenska AB, ECOLUBRIC E200L, Material Safety Data Sheet [Online]. Available: http://www.accu-svenska.se/ecolubric-vegetablebased-lubricant.
Özel T, Karpat Y (2005) Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. Int J Mach Tools Manuf 45(4–5):467–479
Iqbal S a, Mativenga PT, Sheikh M a (2008) A comparative study of the tool–chip contact length in turning of two engineering alloys for a wide range of cutting speeds. Int J Adv Manuf Technol 42(1–2):30–40
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pervaiz, S., Rashid, A., Deiab, I. et al. An experimental investigation on effect of minimum quantity cooling lubrication (MQCL) in machining titanium alloy (Ti6Al4V). Int J Adv Manuf Technol 87, 1371–1386 (2016). https://doi.org/10.1007/s00170-016-8969-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-016-8969-6