
Abstract
Following architectural practice’s widespread adoption of 3D modelling software, the digital design of free-form surfaces has enabled more heterogeneously organized architectural assemblies. However, fabricating envelope components with double-curved surface geometry have remained a challenge, involving significant machine time and material waste, and great expense to produce. This proof-of-concept project proposes a rapid, low-cost, and minimal-waste approach to forming double curved ceramic components through a novel approach to Ceramic Incremental Forming (CIF), using a 6-axis industrial robot, a passive flexible mold, and a custom ball-rolling tool. The approach is comparable to Single Point Incremental Forming (SPIF) that is used for forming complex shapes with metal sheets. This method promises to achieve high-quality, ceramic building envelope components, while eliminating the need to build proprietary molds for each shape and reducing the waste in the forming process. Compared with other architectural mold-less forming methods such as clay 3D printing, the approach is more time and material efficient, while being able to achieve similar levels of complexity. Thus, CIF may offer potential for further development and industrial applications.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
- Ceramic
- Digital fabrication
- Architectural robotics
- Mass customization
- Incremental sheet forming
- Flexible mold
1 Introduction
Novel manufacturing techniques for architectural ceramic components are increasingly of interest to designers who see value in leveraging clay’s geometric variability, durability, and climatic properties [1, 3, 10]. The most widely used industrial manufacturing technique is extrusion, which is used to mass-produce architectural ceramic components through customized extrusion dies [5]. However, this method cannot efficiently support components with geometric variation or double curvature. The traditional way of forming architectural components with double curvature is to make dedicated, custom molds for each shape, leading to substantial material waste and increased fabrication costs [5]. Due to this, architects must align architectural ceramic assembly designs with manufacturing constraints and typically reduce geometric varation to an arrangement of a selected number of repeatable shapes which limits variability within an overall facade assemblage. In contrast, a universal mold-less forming method for double-curved geometries that is sufficiently rapid to support industrialization would enable architectural designs to embody greater degrees of variability.
This research proposes a novel approach to Ceramic Incremental Forming (CIF), a rapid, moldless method for forming bespoke double-curved ceramic components. This method involves the development of hardware and software including: a passive flexible mold and ball-rolling tool (Fig. 1), and a toolpath generation method related to material characteristics that incorporates feedback from RGBD camera (RGB + Depth) data. The approach is demonstrated through the prototyping of highly accurate double-curved surfaces (Fig. 2), fabricated with minimal waste and without the need for custom molds. Further directions for development are also proposed in this paper.

Photo of test

Both sides of one test panel
2 State of the Art
Several recent developments in forming methods for architectural ceramic panels have utilized ceramic 3D printing or Modular Mold Forming (MMF) [2]. The ceramic 3D printing method reduces waste by alleviating the need for custom molds. However, while suitable for small complex volumetric parts, for double-curved surface geometries, 3D printing requires a mold or scaffolding approach which adds complexity, while the method remains limited in manufacturing speed and cost, making it difficult to meet industrial demands of large-scale architectural applications. MMF, like other adaptive mold forming methods, uses an adjustable modular mold to form clay components by using a series of individually adjustable pins. After the mold is adjusted and covered with a layer of interpolator membrane, an extruder 3D prints clay on the modular mold. Robot milling is used as a post-processing operation to enhance the surface quality, enabling the high-quality production of variable, double-curved ceramic panels. This method is an ingenious way to create an adaptable mold for variable shapes, minimizing the waste problem of custom molds for each shape. However, adjusting the mold for each shape, combined with 3D printing and milling, still takes a relatively long time for mass customization [2]. In addition, because the MMF is formed by slumping, the shapes it can produce are limited in draft angle. For example, sudden steps, overhangs, and undercuts are hard to achieve by this method.
Alternative manufacturing approaches used with other materials can offer greater possibilities for ceramic forming. A state-of-the-art method for mold-less metal sheet forming is the Single Point Incremental Forming (SPIF) [6], which is made possible by the development of Computer Numerical Control (CNC) [9]. SPIF uses the force and motion of a CNC-controlled stylus and leverages the ductility of sheet metal to gradually transform the metal sheet into a shape. SPIF requires no die or mold but does require clamping to hold the position of the sheet in either a vertical or horizontal orientation along its edge.
3 Methods
This research primarily includes the design and testing of a 6-axis robotic workflow for CIF including the creation of a passive flexible mold, the design of ball-tip end effectors, and tool path planning including the role of feedback during the fabrication process. Ceramic, double curved building envelope components are prototyped in a highly efficient way with minimal waste to study the opportunities and constraints of the workflow and to identify technical challenges.
3.1 Passive Flexible Mold
While SPIF is an effective rapid mold-less forming method, challenges exist for its application to clay materials. A clay slab is too soft to be fixed by clamping. In the absence of support, the clay slab will fall downward due to its weight and tear adjacent to the edge. To address this issue, a tooling strategy was developed that provides support to the soft clay slabs while allowing them to be freely formed.
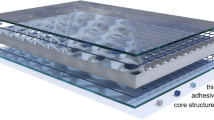
Whereas MMF uses an array of adjustable pins and a membrane overlay to support the forming process. CIF proposes a passive flexible mold that can, like sand in a box, be shaped and reshaped under pressure (Figs. 3 and 4). Contained in a box with an open top face, a bed of polystyrene balls (2−4 mm in diameter) supports a continuous membrane on top of which a clay slab can be gradually transformed. The polystyrene balls are locally compressible and can generally provide the necessary support for the clay slab while they also act like a fluid and can balance pressure through. A continuous neoprene fabric membrane (consisting of 90% polyester and 10% spandex and 1.5 mm thickness) is laid over the top of the balls containing them while providing a continuous, smooth and supple support surface for the clay slab to rest on. The neoprene’s four-way stretch capacity of 15%, makes it well suited to supporting clay slabs during double-curved surface forming. The fabric selection was based on available products in the market, other membrane materials (more elastic and breathable) could be tested in further research. Several adjustable supports are introduced in the flexible mold near the bolt-through connections. The number of supports is determined by the desired shape and the number of connections that fix the finished ceramic panel to other building components. There is a fixing knot placed on the clay slab at the top of each support to preserve the accuracy of each connection. It is fixed to the support by rare earth magnets in both horizontal and vertical directions and can hold the clay slab to prevent unexpected movement by its bumpy texture.

Photo of passive flexible mold

Section of passive flexible mold
3.2 External Forces–Shear and Friction
In incremental forming processes, Emmens et al. teach that materials are subject to two types of external forces, shear, and friction [7]. Studying those forces on clay materials is important for toolpath planning because clay materials, unlike sheet metal, lack rigidity and are highly plastic.
In the CIF method, the clay is transformed from a slab into a shell using shear forces. By adding a force that is normal to the target surface, the clay slab will bend, allowing the shear to work on the clay slab. Most SPIF methods use 3-axis CNC machines, which can only provide shear force in a fixed direction [7]. In contrast, the application of more-than-5-axis machines can provide multi-degree freedom to the tool to control the direction of shear force [6]. As shown in Fig. 5, forming with a fixed direction has a higher probability of tearing and cracking the clay when positioned at a steep angle, compared to forming with variable forming direction which only provides shear force. In theory, more-than-5-axis machines can even form undercuts and overhangs. Therefore, we used an ABB IRB-4600 robot with 6° of freedom (DOF) to develop a prototype surface panel (5 DOF were used). To avoid collision between the tool or robot and the clay slab, the midline of the angle between the normal direction of the surface and the vertical direction was used as the normal of the target plane.

Forming directions’ effect on clay slab
Generally, SPIF researchers would like to avoid friction which can lead to cracking, low accuracy, and other failures [8, 9]. When using SPIF on sheet metal, a lubricant is applied to the sheet metal to minimize friction between the metal sheet and the stylus. However, in CIF, friction does not necessarily need to be avoided. Because clay is inherently plastic, friction can be used to achieve some desired effects. One tested method is to use a low amount of friction and push the clay in a specific direction. This method redistributes the clay slab’s density, much like a craftsperson’s hands might distribute clay when forming a clay vessel. For example, it is possible to push clay from a flat place toward a sloped edge to make the edge steeper or, to push a maximum amount of clay into an area for substantial deformation.
3.3 End Effectors
In the tests, two kinds of end effectors have been tested. One adapts to a reciprocal pressing action, one adapts to moving forward in a rolling manner (Fig. 6).

End effectors
The first strategy employs a pressing tool, adding a target plane to the normal of existing target planes, thus placing pressure on the target surface. This approach avoids friction and has a lower requirement for stepping down, which is good for avoiding cracking in the clay slab. The absence of friction reduces the overall impact radius of the tool and improves accuracy during the forming process. However, this approach results in a long toolpath and a relatively long fabrication time. In addition, frequent acceleration and deceleration places wear and tear on the robot. Thus, this strategy was deemed less desirable and was discontinued.
The second strategy uses a rolling tool to connect each target plane and place pressure on the clay surface by rolling. Friction is unavoidable in this strategy. Even if a ball is used to avoid dynamic friction during the rolling process, static friction and forces perpendicular to the normal direction during forming are unavoidable. In order to avoid failure, it is necessary to reduce their effects, and the step down needs to be controlled, ideally within 1/10 of the ball’s diameter. This strategy is faster, but it is slightly less accurate when compared to the pressing tool, and has a slightly higher risk of failure. The size of the ball is influenced by several factors [4, 6], which needed to be further studied.
In the last prototype, an 80 mm diameter ball was used to form a shape with a maximum depth of 40 mm on a 12 mm thick, 500 mm wide clay slab as shown in Fig. 2. In earlier prototypes, both an 80 mm diameter pressuring tool and a ball-rolling tool were tested on a shape with a maximum depth of 60 mm. The results showed that, for complicated shapes, using both tools would be helpful.
3.4 Toolpath Planning
In order to test this method’s ability in a venation pattern self-supporting wall, tests were based on two identical shapes, a “Y” shape and an “H” shape. Both have a double-curved area in the center and a flat area along the boundary. The flat area was also used to allow for several connections to fix the finished panel with other building components which require higher accuracy. The following toolpath strategies are based on these shapes.
3.4.1 Overall Toolpath Strategy
In order to control the accuracy of the final outcome, the clay slab was placed a bit higher than the highest elevation of the target shape before forming, so that all of the areas would be formed from above in the forming process to avoid unadjustable deviations which are lower than the target surface. As the area around the formed region is slightly deformed during the forming process by internal forces in the clay slab and neoprene fabric, and due to the polystyrene balls’ fluid-like displacement, this process should be carried out as early as possible so that it can be adjusted in the following forming process. Therefore, the curved part should be formed first in the panel forming process, followed by the flat part, and finally by adjusting all the parts by 3D scanning (Fig. 7).

Overall toolpath strategy
3.4.2 Toolpath Strategy for the Curved Part
In the forming of the curved part, because of clay’s high plasticity, a layer-by-layer toolpath planning logic similar to that in 3D printing is applied. First, the input shape is sliced into multiple layers by step down. Similar to the out-to-in and in-to-out spiral path-planning logic for metal sheets [6], there are two logics for CIF. The out-to-in logic in each layer was applied in the prototypes: tracing the boundary first, followed by the infill part. This logic can define the boundary of each layer and avoid the forming processes’ influence on other areas to achieve higher accuracy. The in-to-out logic in each layer may cause deviation from its surroundings, and it is hard to control the accuracy (Fig. 8).

Effects between two toolpath strategies
3.4.3 Toolpath Strategy in the Flat Part
For the toolpath in the flat area, friction should be considered. The steep edge is difficult in most incremental forming, but by planning toolpath toward the steep edge, with the help of friction, a small part of the clay body can be redistributed to the edge, thus improving the molding accuracy [6]. This has been proved by tests, in which an edge of 60° was formed with relatively-high accuracy.
3.5 Ball Filling’s Pressure Control
In the forming process, as the total volume of polystyrene balls is continuously compressed, the support force to the clay slab will gradually approach or even exceed the slab’s bending resistance, which maintains the slab’s form, and further leads to deviation in the form. Therefore, it is necessary to release the polystyrene balls’ pressure during the forming. In the prototype, several weights were placed on the neoprene fabric around the clay slab. The pressure was controlled by adjusting the weights to allow the polystyrene balls to flow out from the forming area. In future experiments, several pressure sensors and pumps could be applied to control the total amount of polystyrene balls, to achieve automated adjustment.
3.6 Surface-Protective Materials
In order to guarantee surface quality and protect the end effector, protective materials are needed. In the prototype, a layer of elastic mesh fabric (90% Nylon and 10% Spandex, which has 0.35 mm thickness, and mesh openings with a diameter of about 1 mm) was placed on both sides of the clay slab (Fig. 4). This kind of fabric is very ductile, more than neoprene fabric’s, and will impose almost no additional restrictions in the forming process, making it a good medium to avoid adhesion between clay slab and membrane. It can also prevent cracking while transferring dried clay plates. During the forming process, it is recommended to place a rough plastic film between the mesh fabric and end effector to further reduce friction and prevent clay particles from getting into the ball roller and clogging the tool. Both the fabric and plastic film can be reused to minimize waste.
3.7 Feedback Forming
Because the passive flexible mold has a spring back effect, it is difficult for most of the shapes to be formed accurately at one time. To address this, following the forming process, a feedback loop is introduced (Fig. 9). First, an RGBD camera (RealSense D435i) scanned the surface and generated a 3D model to compare with the target model. Figure 10 shows a sample of the comparison data. Then an additional forming process was performed on mesh scan data vertex positions that remained higher than the desired geometric outcome. In the prototypes, relatively high accuracy was usually achieved after one feedback loop. Since clay would have a larger deformation in the drying process, it was not necessary to perform more feedback loops before drying. To mitigate deformation during drying, another feedback loop was employed after the clay slabs were leather dry.

Full process work flow

Scan results before and after feedback forming
4 Results and Discussion
4.1 Surface′s Accuracy and Quality
Clay is subject to a significant shrinkage rate during its drying prior to bisque firing, which can result in non-uniform shrinkage. For plates with a certain thickness, different drying rates on the two surfaces can lead to different shrinkage rates and the occurrence of bending. This is the main source of errors for this method.
In the prototype, Laguna #10G EM101 sculptural clay was used, which has a relatively low shrinkage rate and can mitigate this effect. In the experiment, most of the shrinkage occurred during the process of drying from wet to leather dry, and only limited shrinkage occurred during the process of drying from leather dry to bone dry. The clay can still perform a small amount of forming work while it is leather-dried. So, performing another feedback forming in this state would help to drastically improve the final accuracy.
4.2 Cracks and Textures
In the prototype, most of the failures did not happen during the forming process, but during the transferring process. Therefore, surface protection methods are necessary. In the transferring, protective fabrics were used to avoid deforming. Inappropriate cooling speed after bisque firing would also lead to cracks.
Different protective materials left textured imprints on the clay. The mesh fabric left a mesh texture on the surface, which would provide interesting pixel-like results when glazed (Fig. 11). The plastic film leaves a leather-like texture caused by the clay’s shrinking. More surface effects could be tested in further research.

Pixel-like texture after glazed
5 Conclusion
A CIF method successfully produced accurate double-curved ceramic panels with no formwork or material waste within a short operating time, demonstrating great possibilities for industrial applications requiring mass customization. As an emerging field of research, further studies are needed to address some of the qualitative and quantitative issues that were observed but were not engaged with in the research due to the time and resource limitations. In Fig. 12, a self-support venation structure design was proposed to demonstrate potential application scenarios. Due to restrictions in academic timetable, a “Y” shape and an “H” shape were made with this method, but could not be included in the assembled structure.

Self-support structure design proposal
5.1 Cracking Study
Cracks, as the most common failure in incremental forming, need to be further investigated as to why they are generated and how they can be avoided in this method. Parameters such as the threshold of shear force, the slab’s minimum thickness, and the end effector’s size can have an impact on the generation of cracks [7]. In addition, the texture on the slab’s surface may also be a cause of cracking. It needs to be studied whether the mesh fabric will bring a greater risk of cracking while making beautiful surface textures.
5.2 Fluidized Bed Technology
The fluidized bed is a common technology in the chemical industry. By feeding compressed air through the particulate medium, an air film is created between the particles, which eliminates the friction and turns a tight particulate medium into a fluidized one [11]. Therefore, a possible method is proposed here: using inelastic and more frictional sand as the filler for the passive flexible mold, a fluidization matrix is built at the bottom of the passive flexible mold, then the airflow in a certain area is controlled by switching each grid (Fig. 13). When the end effector is working in a certain area, the corresponding grid is supplied with compressed air upward to fluidize the sand around this area for forming, while the sand in other areas remains solid to constrain the deformation of the clay slab within a certain area. This assumption not only has the potential to improve the accuracy while forming, but also can control the airflow rate to get a similar drying speed on both sides, so it can improve the final accuracy and productivity.

Industrialized forming station proposal
5.3 Forming Strategy of Complicate Shape
As described above, the friction between the tool and clay slab can be used to redistribute the clay body and subsequently explore the potential of forming logic. For example, for a shape that has an undercut, it needs to be further researched whether it can be achieved by using friction to push the formed part horizontally.
5.4 Real-Time Feedback
For accuracy control, a tool as shown in Fig. 13 is envisioned. Real-time friction and shear forces can be collected by the laser collimator and force sensor for real-time toolpath adjustment. Another assumption is to use a closed-loop toolpath optimization by performing real-time 3D scanning [6]. A reasonable real-time adjustment algorithm can drastically improve accuracy, reduce the need for feedback forming, and avoid failure. Thus, this direction is worth studying.
5.5 Material Researches
As a study working with materials, the material itself should be further investigated [4]. A study of clay’s micro and macro structures during the forming process would provide a useful reference for subsequent research.
References
Aguilar P, Borunda L, Pardal C (2020) Additive manufacturing of variable-density ceramics photocatalystic and filtering slats. eCAADe 2020(1):97–106
Bechthold M (2016) Ceramic Prototypes—design, computation, and digital fabrication. Inf Constr 68(544):e167. https://doi.org/10.3989/ic.15.170.m15
Celento D, Harrow D (2008) CeramiSKIN: Digital possibilities for ceramic cladding systems. ACADIA 2008:292–299
Centeno G, Bagudanch I, Martínez-Donaire A, García-Romeu M, Vallellano C (2014) Critical analysis of necking and fracture limit strains and forming forces in single-point incremental forming. Mater Des 63:20–29
Derby B, HändleF. (2007) Extrusion in ceramics. Heidelberg Springer, Berlin Heidelberg, Berlin
Duflou J, Habraken A, Cao J, Malhotra R, Bambach M, Adams D, Vanhove H, Mohammadi A, Jeswiet J (2017) Single point incremental forming: state-of-the-art and prospects. IntJ Mater Form 11(6):743–773
Emmens W, van den Boogaard A (2007) Strain in shear, and material behaviour in incremental forming. Key Eng Mater 344:519–526
Filice L, Fratini L, Micari F (2002) Analysis of material formability in incremental forming. CIRP Ann 51(1):199–202
Jeswiet J, Micari F, Hirt G, Bramley A, Duflou J, Allwood J (2005) Asymmetric single point incremental forming of sheet metal. CIRP Ann 54(2):88–114
Seibold Z, Hinz K, García del Castillo y López J, Alonso N, Mhatre S, Bechthold, M (2018) Ceramic morphologies. Precision and control in paste-based additive manufacturing. ACADIA:350-357
Tsuji Y, Kawaguchi T, Tanaka T (1993) Discrete particle simulation of two-dimensional fluidized bed. Powder Technol 77(1):79–87
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Wang, Y., Liu, Y., Studebaker, R., Faircloth, B., Stuart-Smith, R. (2023). Ceramic Incremental Forming–A Rapid Mold-Less Forming Method of Variable Surfaces. In: Yuan, P.F., Chai, H., Yan, C., Li, K., Sun, T. (eds) Hybrid Intelligence. CDRF 2022. Computational Design and Robotic Fabrication. Springer, Singapore. https://doi.org/10.1007/978-981-19-8637-6_43
Download citation
DOI: https://doi.org/10.1007/978-981-19-8637-6_43
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-8636-9
Online ISBN: 978-981-19-8637-6
eBook Packages: Intelligent Technologies and RoboticsIntelligent Technologies and Robotics (R0)