
Abstract
In the paper presented are the results of laboratory studies on roily oils purification from mechanical impurities and petroleum products using methods and devices designed at the JSC “SSC RF—IPPE.” These studies were carried out within the framework of the Agreement on granting. These studies have demonstrated the effectiveness of nanostructured membranes for removal of mechanical impurities from water-oil emulsions and jet-film generator of air bubbles for floatation purification of emulsions from petroleum products. Nanostructured membranes are capable of completely removing mechanical impurities over 0.5 μm in size from model roily oils solutions resulting in neither impurities biofouling, nor pores plugging. Mechanical impurities are accumulated on the surface of the nanostructured membrane, and upon reaching their max permissible amount, regeneration of the membrane is carried out. As a result of regeneration, filtering element capacity is recovered up to 95–97% of its initial value. The possibility of production of finely divided air bubbles (less than 100 μm in size) by the jet-film generator was demonstrated and their high concentration in water was reached. Studies were carried out on the possibility of transport of finely divided air bubbles in the low speed (less than 2 m/min) water flow. The effectiveness of floatation purification method was tested under laboratory conditions by increasing amount of the air bubbles and decreasing their size. Taking into account the roily oils properties, the proposed methods of their purification seem quite promising.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Oil-field development requires consumption of a considerable amount of natural or drain water for maintaining strata pressure in order to extend the period of the oil well blowing and significantly increase oil and gas recovery factors [1].
In particular, injection of water preliminarily treated with surface-active agents to the oil bed results in the decrease of the oil-water interfacial tension. This gives rise to fragmentation of the oil globules and formation of the low-viscous “oil in water” suspension, which needs lower pressure difference in the bore hole for its movement. Besides, oil-ground interfacial tension also decreases abruptly, thus facilitating oil displacement from pores and its sweep from the ground surface.
When the well products are withdrawn from the earth depths, the content of the impurities in the stratum water (which is emulsified) is quite low, namely: 10–20 mg/L. However, after the suspension is stratified into oil and water, the content of dispersed particles of oil and mechanical impurities in the separated water increases significantly: respectively, up to 4–5 g/L and 0.2 g/L.
The presence of oil drops and mechanical impurities in the effluent water results in the abrupt decrease of capacity of pay-out and intake beds. Therefore both pay-out and intake beds require additional treatment before the effluent water is supplied. It should be noted that supply of a large amount of foul water into the beds is accompanied by the clogging of pores, channels, and cracks, as well as a decrease of capacity of the injection wells, and, hence, the higher delivery pressure is required in formation pressure maintenance (FPM) system.
The basic impurities in water include oil, waterweeds, corrosion products, incrustation, sulfides, and bacteria with their products. If the water supplied to the bed is clean, then no clogging occurs (or it can be under active). Requirements to the stratum water used for FPM systems concern the following main three parameters: concentration of emulsified oil (petroleum products), size, and concentration of suspended solid particles (SSP), and its compatibility (in terms of both microbiology and chemistry) with reservoir rock. Permissible SSP size is a top-priority parameter.
The objective of studies is the development of the unified technological approaches based on jet-film separation of liquid–solid phases and new cermet membranes for setting up production of the globally competitive package for purification of roily oils, oil-slimes, and chemical and petrochemical effluents.
The Agreement on granting is implemented in stages. During 2015–2016 period, the following work has been carried out:
-
analysis of scientific and technical publications, regulatory documents and other materials concerning the subject under study;
-
justification of chosen areas of studies, and methods and tools of purification of roily oils, oil-slimes, and chemical and petrochemical effluents, including:
-
patent research;
-
comparative evaluation of the effectiveness of possible areas of studies;
-
-
development of draft specification on liquid purification systems for petroleum refining, petrochemical, and chemical plants;
-
creation of the prototype of purification system for roily oils, oil-slimes, and chemical and petrochemical effluents and preparation of the prototype for tests;
-
development of test program and methodology;
-
justification of the prototype design and model solution preparation procedures under laboratory conditions.
Overview of Existing Methods
In order to decrease fresh water consumption and stratum water utilization, effluent water is used in formation pressure maintenance (FPM) systems. Effluent water taken from the reservoir contains suspended material, and so it ranks among suspensions. Effluent water may contain oil drops and salts with up to 300 g/L or higher concentration. Particles of waterweeds, slime and iron compounds present in the supplied water would plug pore channels of pay-out bed, thus decreasing the capacity of the injection wells [2].
The principal method of suspension purification is based on gravity sedimentation of suspended matter. The effectiveness of sedimentation method depends on the rate of deposition of suspended particles, which determines required process time and capacity of depositing facilities. Suspended particles deposition rate increases with the decrease of suspension viscosity. This method is sufficiently effective, however, the procedure of fine purification of suspension from suspended particles is rather time-consuming.
Filtering effectiveness depends on the concentration of suspended particles in the flow, the size of particles [3], physical and chemical properties (density and viscosity) of water to be purified and chosen filtering method.
For the purpose of water fine purification from mechanical impurities the following equipment can be used [3]:
-
vacuum filters, in which working pressure drop is provided by maintaining vacuum downstream filtering membrane;
-
pressure filters, in which working pressure drop is provided by increasing pressure upstream filtering membrane.
Working pressure drop in vacuum filters is within 1 atm, while any pressure drop value can be provided in pressure filters and, therefore, such filters assure a high rate of mechanical impurities removal from the liquid.
Drum and disc vacuum filters designs are more preferable for trapping 150–300 μm particles by the membrane. As regards pressure filters, plate-and-frame filter-presses are used most often, which provide high filtering rate owing to high working pressure (up to 10 atm). The significant drawback of these filters is non-continuity of operation and considerable labor cost related to their dismantling and sediment unloading.
Activated macroporous carbon and carbon-mineral sorbents (DAK, BKZ, MIU coals) and other sorbing agents are used to decrease petroleum products content in the effluent water down to 0.5–0.05 mg/L values. oднaкo, этo дopoгocтoящий и дeфицитный copбeнт However this sorbent is expensive and scarce [4, 5]. Among other sorbents used for oil products removal from effluent water, silicon dioxides and aluminum silicates are most promising and available [6]. However, natural sorbents have low inherent oil absorption capacity (oil capacity), which can be increased by treating their surface with water-repelling compounds of various origin.
Results of analysis of engineering performance standard and trends of development of the research subject, as well as overview of patent and license context by the time of completion of patent information retrieval have proved the novelty of proposed unified import-substituting and energy-saving technology for purification of roily oils, oil-slimes, and chemical and petrochemical effluents, and therefore the patentability of this technology.
Outline of Studies Fulfilled
Unified technology based on jet-film separation of liquid and solid phases and new types of cermet membranes proposed within the framework of the Agreement for setting up production of the globally competitive package for purification of roily oils, oil-slimes, and chemical and petrochemical effluents will include units having the following functions:
-
reduction of suspended solid particles content from 800 down to 10 mg/L;
-
reduction of petroleum products content from 550 down to 10 mg/L.
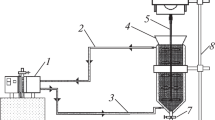
Filtering elements with nanostructured membranes (see Fig. 1) will be used for water-oil emulsion purification from suspended solid particles. The advantages of these elements as compared to the other designs [7] include: (i) complete removal of suspended particles from water and achievement of ideal transparency of water downstream the membrane; (ii) high filtering fineness in terms of particles larger than 0.5 μm; (iii) peak specific permeability of membranes owing to extra well-developed nano-slot porosity; and (iv) possibility of multiple “sediment accumulation—discharge” cycling because of specific anti-adhesion properties of the membrane to sediment and assurance of long lifetime of the membrane.

Design of filtering element with nanostructured membrane
The possibility of multiple accumulations of sediment and its further discharge from the surface of the membrane without filter dismantling is the key advantage of filtering element with nanostructured membrane [8]. Separated matter stays on the surface of the membrane and owing to its low adhesion to the membrane can be easily removed by the inverse hydro-impulse provided by the purified water.
In order to assure the possibility of using these filtering elements with nanostructured membranes for purification of water-oil emulsions, some modifications of filter design are required, including: (i) adoption of new structural material of nanostructured membrane assuring low adhesion to the sediment, preventing biofouling and pores plugging; (ii) development of optimal technology of nanostructured membrane formation; and (iii) development of the new filtering element design taking into account specific features of oil-and-gas industry.
Laboratory tests of filtering elements with nanostructured membranes proved their effectiveness in the purification of water-oil emulsions from mechanical impurities. In order to determine hydraulic characteristic of water-oil emulsion membrane filtering unit, measurements of pressure drop as a function of liquid flow rate were made during tests: ∆P = f(q), where ∆P = P1 − P2, P1—pressure at the inlet of membrane filter, P2—pressure at the filter outlet, q—flow rate. Characteristic ∆P = f(q) can be presented as a linear function ∆P = α + β∙q with q as an argument. Results of measurements are given in Table 1 and plotted in Fig. 2. Based on this data, the appropriate surface area of filtering membrane was evaluated to meet the requirement on filter capacity according to the Agreement.

Calibration curve showing pressure drop ∆P on the membrane mockup as a function of distilled water flow rate q
The effectiveness of filter in removing mechanical impurities (particles of over 5 mμ size) from water was determined using PAMAS device. Data on filtering effectiveness is presented in Table 2, and water samples are shown in Fig. 3.

Water samples taken before (1) and after (2) purification
The new jet-film air bubble generator design will be developed for water-oil emulsion purification from petroleum products. This generator is capable of producing air bubbles of about 100 μm in water thus providing larger contact surface and adsorption of petroleum products. This generator design would assure max water saturation with air and high effectiveness of petroleum products removal in the small size unit. Its operation is characterized by the following important technical advantages:
-
increase of surface and time of air contact with water-oil emulsion and, hence, an increase of rate and depth of petroleum products removal;the possibility of automatic control of required air amount;
-
possibility of automatic control of required air amount;
-
reliability of operation, energy saving, and low metal consumption.
The results of laboratory tests of the jet-film air bubble generator are as follows:
-
there is a sufficiently large number of the air bubbles of about 100 μm size in water;
-
rate of the air bubbles drawing out from water (rate of shift of bubbles saturation zone boundary) is within the range of (0.3–0.9) m/h;
-
in the case of the sectional arrangement of clarification tanks, over 90% petroleum products are removed in the first and the second sections, this corresponding to 25 min water-oil emulsion settling time as compared to 1 h settling time if no jet-film generator is used.
Photographs illustrating various stages of laboratory tests of bubbles generator are presented in Figs. 4, 5 and 6.

Formation of petroleum products foam above jet-film bubble generator

Petroleum products emergence in the first and the second sections of clarification tank

Water-oil emulsion before (1) and after (2) floatation
Conclusions
Based on the results of laboratory studies carried out by now within the framework of the Agreement on granting, the following conclusions can be drawn:
-
basic drawbacks of the systems for purification of roily oils, oil-slimes, and chemical and petrochemical effluents include low performance and high weight-size parameters. In this view it is necessary to develop new technology of purification of roily oils, oil-slimes, and chemical and petrochemical effluents;
-
application of nanostructured membranes is an advanced approach to removal of mechanical impurities (particles with size over 0.5 μm) from water–oil emulsion. Neither biofouling nor plugging of pores takes place during operation;
-
use of jet-film bubbles generator results in significant reduction of the time required for petroleum products removal from water–oil emulsion.
In the course of further work to be carried out at the JSC “SSC RF—IPPE” it is planned to design and manufacture mock-ups of the devices for purification of roily oils from mechanical impurities and petroleum products, and to use them for complete justification of design and technological approaches and long-term performance of the equipment.
References
Korshak, A.A., Shammazov, A.M.: Basic Principles of Oil and Gas Engineering. College textbook, LLC “Design Polygraph Service”, Ufa (2001)
Vardanyan, M.A.: Afterpurification of oily effluent water by sorption method on expanded perlite and development of technology, Ph.D. thesis in Engineering Science, Erevan (2001)
Baker, Richard W.: Membrane Technology and Applications, 2nd edn. Membrane technology and research, Inc., Menlo Park, California (2000)
Martynov, P.N., Yagodkin, I.V., Askhadullin, R.Sh., Mel’nikov, V.P., Skvortsov, S.S., Posazhennikov, A.M., Grigoriev, G.V. Grigorov, V.V.: New category of nanostructured filtering materials in technologies of purification of liquid fluids in NPP with VVER. Basic Eng. Ind. 4: 7–12 (2010)
Buzaeva, M.V.: Improvement of quality of effluent water purification from petroleum products. In: Proceedings of Samara Science Center of the Russian Academy of Sciences, vol. 2 (2005)
Sirotkina, E.E., Novoselova, L.Yu.: Materials for adsorption purification of water from oil and petroleum products. Chem. Benefit Sustainable Dev. 13 (2005)
Martynov, P.N., Papovyants, A.K., Mel’nikov, V.P., Grishin, A.G., Grigorov, V.V.: Preliminary purification of suspension-carrying liquids by cross-flow filtration. Res. J. Pharm. Biol. Chem. Sci. (2015)
Rachkov, V.I. Martynov, P.N., Grigorov, V.V., Denisova, N.A., Loginov, N.I., Melnikov, V.P., Miheev, A.S., Portnyanoy, A.G., Serdun’ E.N., Sorokin, A.P., Storogenko, A.N., Ulyanov, V.V., Yagodkin, I.V.: Innovative technologies, developed in SSC RF—IPPE, News of higher educational institutions. Nucl. Power 1 (2014)
Acknowledgements
Research work is carried out with the financial support from the State represented by the Ministry of Education and Science of the Russian Federation. Agreement No. 14.579.21.0120 05, Nov.2015. Unique project Identifier: RFMEFI57915X0120.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
This chapter is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
Copyright information
© 2018 The Author(s)
About this paper

Cite this paper
Grigorov, V.V., Grigoriev, G.V. (2018). Development of Unified Import-Substituting Energy-Saving Technology for Purification of Roily Oils, Oil-Slimes, and Chemical and Petrochemical Effluents. In: Anisimov, K., et al. Proceedings of the Scientific-Practical Conference "Research and Development - 2016". Springer, Cham. https://doi.org/10.1007/978-3-319-62870-7_70
Download citation
DOI: https://doi.org/10.1007/978-3-319-62870-7_70
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-62869-1
Online ISBN: 978-3-319-62870-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)