
Abstract
In the present study, the adjoint method is introduced to the optimisation of the corner cooling element in two baseline cooling designs for a mould cavity, as examples of the Aluminium metal die-casting process. First, a steady thermal model simulating the Aluminium die-casting process is introduced for the two-corner cooling design scenario. This steady model serves as the first iteration of the optimised model using the adjoint method. A dual-parameter objective function targets the interfacial temperature standard deviation and pressure drop across the internal cooling region. For both design cases, multi-iterative deformation cycles of the corner cooling configurations result in optimised designs with non-uniform cross-section geometries and smooth surface finishing. Numerical simulations of the resulting designs show improvements in uniform cooling across the mould/cast interfacial contact surface by 66.13% and 92.65%, while the optimised pressure drop increases coolant fluid flow by 25.81% and 20.35% respectively. This technique has been applied to optimise the complex cooling system for an industrial high-pressure aluminium die-casting (HPADC) tool (Zeng et al. in SAE Technical Paper 2022-01-0246, 2022, [1]). Production line experience demonstrates that the optimised designs have three times the operational life compared to conventional mould designs, providing a significant reduction in manufacturing and operation costs.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
31.1 Introduction
The additive manufacturing (AM) approach known as three-dimensional (3D) printing technology has reshaped the traditional design concept and enabled significant design freedom across numerous industry fields. One application is the manufacture of Aluminium metal die-casting tools via selective laser sintering (SLS). The lifecycle of mould cavities is required to exceed 100,000 casting cycles to be economically viable [2]. Working under extreme operating conditions, the Aluminium die-casting tool’s lifespan is determined by thermal fatigue induced by temperature gradients. Cooling channels, embedded within the mould to dissipate heat, are responsible for maintaining thermal stability during the casting period. AM techniques can now overcome a significant constraint imposed by conventional computer numerical control (CNC) machining methods, which can only generate straight cooling channels. More complex and efficient cooling systems can now be designed and implemented, resulting in prolonged tooling life and improved cast quality [3]. Accordingly, the development of optimal cooling layouts for rapid-prototyped (RP) mould inserts is of considerable interest for sustainable manufacturing.
The application of AM to casting tools is focused on introducing advanced rapid tooling (RT) techniques such as direct metal laser sintering (DMLS), SLS, stereo-lithography (SLA) and others [4]. In addition, the introduction of high thermal conductive material or alloys [5, 6], adding an intermediate lubrication layer or an additional spraying process [7, 8], provide improvements in thermal efficiency and mechanical performance. While external optimisation is still limited by the manufacturing process and material type, optimisation of the internal cooling passage design remains the most favoured and effective research approach to improving injection moulding [9]. Researchers explore the possibilities of modifying different basic elements of the cooling channel design such as pipe numbers, diameter, depth, etc. or adding internal baffles, lattices and secondary layers [10]. Adopting non-circular cross-section profiles such as the grooved square also demonstrated thermal and fatigue enhancements [9]. Although the use of a non-circular cooling channel profile has been proposed, typically the cross-sectional shape remains constant at all locations [11]. Prior investigations into the potential application of non-uniform cross-sectional profiles for conformal cooling channels are very limited.
The idea of creating a non-uniform cross-section profile for designing internal cooling channels can be linked to the study of surface sensitivity response. The adjoint method initially proposed by Lions and Pironneau [12, 13] is a powerful numerical approach used to calculate a pre-defined mesh sensitivity based on a defined objective function. Two types of optimisation approaches using the adjoint method currently exist. Firstly, topology optimisation generates the surface mesh based on pre-defined satisfactory criteria within the domain space [14]. Secondly, surface deformation optimisation morphs the existing mesh surface based on the defined objective conditions; this second approach has yet to be investigated for aluminium die-casting applications. Accordingly, this paper investigates the use of adjoint surface deformation optimisation for the design of the cooling element for aluminium die-casting.
31.2 Methodology
A steady-state model of the two corner cooling designs provides initial solutions. The adjoint model is then applied to conduct multi-iterative optimisation, which includes a dual-parameter objective function and a user-specified surface point displacement function to achieve optimal cooling designs. The resulting optimisation models are discussed and demonstrated below.
31.2.1 Preliminary Steady Model
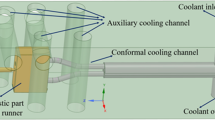
The initial steady simulation for the aluminium die-casting model is established for three defined regions, the Aluminium A380.0-F alloy cast, the H13 steel mould and the water coolant channel. Figure 31.1 shows the general layout and schematic of the first corner cooling scenario, where the cast is located at the internal side of the corner as the single cooling channel passes through the mould cavity. The mould block has dimensions of 80 × 18 × 80 mm. The baseline cooling channel diameter is set to 6 mm, entering the block from above. The pitch distance between the top pipe surface to the mould/cast interface is kept constant at 9 mm.

General layout of the three regions and schematic diagram for the internal casting layer corner cooling scenario
Figure 31.2 shows the corresponding schematic model layout for the second corner cooling scenario where the casting layer is located on the mould’s external side. Modifications are made to the mould external surfaces to maintain the same 9 mm pipe-to-interface pitch distance so that the embedded cooling channel design remains unchanged. The entrance and exit of both corner cooling channel designs are extended by 30 mm, i.e. 5× the channel diameter, to ensure a fully developed flow within the body of the cast. The casting layer follows the surface shape of the mould with a 5 mm thickness and acts as a solid region providing a constant volumetric heat generation at 4.5E7 W/m^3, simulating the constant heat transfer from the cast aluminium to the mould body for this steady condition.

General layout of the three regions and schematic diagram for the external casting layer corner cooling scenario
Both baseline models are discretised into polyhedral mesh cells by adopting the commercial CFD software package STARCCM + ®. A total cell count of 108,489 and 86,100 for internal and external designs are generated which give an overall mesh quality of 98.71 and 98.25% based on the evaluation of mesh validity and skewness angle. Two sets of in-place close-contact interfaces between the aluminium and steel, and steel and cooling channels are established for each corner case. A zero thermal resistance assumption is made between the mould/cast interface to enhance the thermal heat transfer effect. Each top/front and left-right surface of the mould and cast is defined as a periodic topological interface relationship, with the remaining boundary surfaces defined as impermeable boundary walls and adiabatic thermal conditions. A conventional conjugate heat transfer (CHT) model is implemented for solving the conductive and convective heat transfer between the three bodies. The initial temperature of the cast and mould is set to 650 °C and 200 °C respectively, coolant water inlet/outlet is defined as a 5 L/min mass flow inlet at a constant temperature of 68.4 °C and boundary-normal pressure outlet. Given the Reynolds number of approximately 43,000, the fluid flow is solved using a Reynolds-Averaged Navier-Stokes (RANS) turbulence model together with a shear-stress transport (Menter) K-Omega turbulence model.
31.2.2 Adjoint Optimisation Model
A well-converged solution with continuity residual below 1E-5 indicates a sufficiently accurate solution for the initial steady simulation, as the basis for the subsequent optimisation. The adjoint model is now enabled to solve the sensitivity objectives for the two input parameters, mould/cast interface temperature standard deviation and pressure drop across the cooling channel. A vector function links the cumulative morph distance and the adjoint results of the two parameters using a weighted sum approach with a 50/50 ratio, including a user-defined steepest descent constant (SDC) that controls the amount of surface morph distance per iteration. A combined multi-objective displacement function is assigned to an evenly distributed point-set around the deformation cooling region. These supporting point-sets are 0.005 mm in relative target spacing and 0.004 mm offset distance from pipe surface; these values maintain geometry and mesh validity. The new position of points is determined based on a radial basis function (RBF) interpolation and the adjoint sensitivity results. The iterative surface deformation can be looped until the stopping criteria or loop count has been reached. A re-solve for the adjoint sensitivity and surface mesh is also necessary after each optimisation cycle to ensure the accuracy of results.
31.3 Results and Discussion
Figure 31.3 compares the spatial distribution of temperature for the initial steady simulation of the internal corner cooling case with that of the optimised cooling design. In the baseline case, the high-temperature regions located around the cast inlet and outlet reach a maximum of 428 °C. The optimised cooling surface has non-uniform morphed sections in the high-temperature regions by shifting closer to the aluminium cast, increasing the global cooling channel diameter. As a result, the peak temperature drops to 378 °C. A total of 28 optimisation cycles were run for the internal corner cooling case. Table 31.1 lists three key parameter values for the baseline and optimal designs. The mould interface temperature standard deviation and pressure drop show significant improvements, reduced by 66.13% and 25.81% respectively for the final optimal mould design, while there is a 37 °C drop in interface average temperature.

Section thermal distribution results for the baseline and optimised internal corner cooling design
Results for the second external cooling case are shown in Fig. 31.4. The peak temperature is 530 °C for the baseline design. The optimised design showed an increase in global pipe diameter and small shifting in position, which reduced the maximum temperature to 444 °C. 11 optimisation cycles were conducted to obtain the final design for this external corner cooling case. Parameter results in Table 31.1 show 92.65% improvement in mould interface thermal uniformity and 20.35% refinement in pressure drop.

Section thermal distribution for the baseline and optimised external corner cooling design
31.4 Conclusion
A thermal optimisation model using the adjoint method has been applied to two baseline mould configurations for the aluminium die-casting process. The resulting designs have shown significant improvements in interfacial temperature uniformity and pressure drop refinement. This innovative approach has been adopted in a large-scale industrial design with complex cooling systems and has achieved prominent results in material and cost savings of more than 200%.
References
T. Zeng, E.F. Abo-Serie, J. Jewkes, P. Dodd et al., Adjoint Method for the optimisation of conformal cooling channels of 3-d printed high-pressure tools for aluminium casting. SAE Technical Paper 2022-01-0246 (2022). https://doi.org/10.4271/2022-01-0246
C. Mitterer, F. Holler, F. Ustel, D. Heim, Application of hard coatings in aluminium die casting—soldering, erosion and thermal fatigue behaviour. Surf. Coat. Technol. 125, 233–239 (2000)
G.S. Phull, S. Kumar, R.S. Walia, Conformal cooling for moulds produced by additive manufacturing: a review. Int. J. Mech. Eng. Technol. 9(1), 1162–1172 (2018)
W. Tong et al., Design optimisation of plastic injection tooling for additive manufacturing. Procedia Manuf. 10, 923–934 (2017)
D.G. Ahn, H.W. Kim, Study on the manufacture of thermal management mould with three different materials using a direct metal tooling process. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 224(3)
A.B.M. Saifullah et al., Thermal-structural analysis of bi-metallic conformal cooling for injection moulds. Int. J. Manuf. Technol. 62, 123–133 (2012)
K. Altaf et al., Determining the effects of thermal conductivity on epoxy moulds using profiled cooling channels with metal inserts. J. Mech. Sci. Technol. 30(11), 4901–4907 (2016)
S. Asthana, Innovative die lubricant trends for evolving productivity and process requirements (NADCA Die casting Cong, Holbrook, 2013)
K. Altaf et al., Prototype production and experimental analysis for circular and profiled conformal cooling channels in aluminium filled epoxy injection mould tools. Rapid Prototyping J. 19(4), 220–229 (2013)
F. Shehata, M. Abd-Elhamid, Computer-aided foundry die-design. Mater. Des. 24, 577–583 (2003)
K. Altaf, V.R. Raghavan, A.M.A. Rani, Comparative thermal analysis of circular and profiled cooling channels for injection mould tools. J. Appl. Sci. 11(11), 2068–2071 (2011)
J.L. Lions, Optimal control of systems governed by partial differential equations (Grundlehren der Mathematischen Wissenschaften), vol. 170 (Springer, Berlin, 1971)
O. Pironneau, On optimum design in fluid mechanics. J. Fluid Mech. 64(1), 97–110 (1974)
Z. Li et al., Topology optimisation for the design of conformal cooling systems in thin-wall injection molding based on BEM. Int. J. Adv. Manuf. Technol. 94, 1041–1059 (2018)
Acknowledgements
The author would like to acknowledge CastAlum Team for their contribution and technical support. The authors would like also to acknowledge Innovate UK project no. P16874 for the funding.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Zeng, T., Abo-Serie, E.F., Henry, M., Jewkes, J. (2023). Thermal Optimisation Model for Cooling Channel Design Using the Adjoint Method in 3D Printed Aluminium Die-Casting Tools. In: Nixon, J.D., Al-Habaibeh, A., Vukovic, V., Asthana, A. (eds) Energy and Sustainable Futures: Proceedings of the 3rd ICESF, 2022. ICESF 2022. Springer Proceedings in Energy. Springer, Cham. https://doi.org/10.1007/978-3-031-30960-1_31
Download citation
DOI: https://doi.org/10.1007/978-3-031-30960-1_31
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-30959-5
Online ISBN: 978-3-031-30960-1
eBook Packages: EnergyEnergy (R0)