
Abstract
This research looks at how biogas (a renewable energy resource) can be harnessed using municipal sewage waste, and the potential of biogas use for generating liquid fuels (diesel and petrol) using Fischer Tropsch synthesis. The research also looks at the economic implications of carrying out the venture, and also determines the viability and feasibility of developing such an initiative in Zimbabwe. The production of biofuel from biogas via Fischer Tropsch synthesis was successfully simulated using the Aspen Plus simulation software which enabled a techno‐economic assessment to be conducted based on these results. The minimum retail price of Fischer Tropsch diesel and petrol fuel was determined to be slightly under $1.10/litre for both fuels, with an annual total plant production capacity of 200 million litres per year. The plant was designed to produce around 270 000 L of petrol fuel per day that can be refined and further upgraded to premium quality grade petrol for export. The plant was also designed to produce nearly 320 000 L of diesel fuel per day for direct use as liquid transportation fuel. The total biogas input requirement for the plant is 700 tonnes/hour of biogas (2000 m3/hour) [1m3 = 0.353 tonnes]. The total sulphur production is 30 tonnes per day, and the total carbon dioxide extracted and captured is 1500 tonnes per day. The total plant cost was estimated at $200 million USD. The financial analysis for the plant operations shows positive financial performance with a nearly 20% return on investment. A payback period of 5 years is projected.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
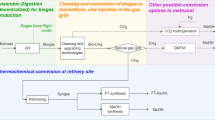
Zimbabwe’s fuel situation requires a holistic approach to ensure successful and efficient liquid fuel provision across all sectors, especially the local transportation sector. Unavailability of enough fuel affects productivity. Limited productivity affects optimum resource utilization as well as the economic output of the country. This results in stunted economic growth, hence a poorer standard of living [1]. A method of producing diesel and petrol fuel from biogas generated from municipal sewage is proposed in this research to determine its effectiveness in contributing towards alleviating the diesel and petrol shortages sometimes experienced in Zimbabwe. The economic feasibility of the proposed venture is also assessed. Biogas can be converted to the liquid biofuels diesel and petrol using Fischer-Tropsch synthesis. The process route of biogas to Fischer Tropsch liquid fuel conversion includes the following steps [2]:
-
1)
Biogas cleaning for the removal of impurities
-
2)
Biogas reforming for the production of synthesis gas (syngas)
-
3)
Upgrading of synthesis gas to remove carbon dioxide (CO2)
-
4)
Fischer-Tropsch synthesis for diesel fuel and petrol production.
This research looks into the feasibility of generating biogas from municipal sewage collected from specific municipalities within the Harare city council, and then determining the liquid transportation fuel yield (diesel and petrol) that can be produced by the Fischer-Tropsch process using the biogas yield. In this research, a process based simulation model for the biogas to liquid fuel plant is developed. The model also conducts the mass and energy balances. A techno-economic assessment is ultimately carried out to evaluate the technical viability and economic feasibility of producing Fischer-Tropsch liquid transportation fuel from biogas in Zimbabwe.
2 Literature Review
Fischer-Tropsch synthesis is a catalyzed chemical reaction in which synthesis gas, a mixture of carbon monoxide (CO) and hydrogen sulphide (H2S), is converted into gaseous, liquid as well as solid hydrocarbons, together with a large enough amount of oxygenates (J.G Speight, 2014). This process is an important option for the environmentally friendly production of liquid transportation fuels from biodegradable resources and natural gas. Biogas is a viable option that can be used in the place of natural gas, whilst producing a more or less similar yield of liquid fuel. In essence, compared to petroleum derived diesel and petrol the equivalent fraction of diesel and petrol obtained from the Fischer-Tropsch process produces considerably less hydrocarbons, no sulphur oxides (SOx) or nitrogen oxides (NOx) hence is more environmentally friendly [3].
The process is performed under non-boiling conditions in order to maintain the reaction medium in a liquid state. An elevated temperature (i.e. one above ambient temperature) is used, preferably one that is about 100 ℃ and most desirably within the range between 150 ℃ and 200 ℃. Preferred operating pressures are those between the range of 1 atmosphere to 2 atmospheres.
2.1 Biogas Potential in Harare: Municipal Sewage Treatment
The capital city of Zimbabwe, Harare, faces serious water management problems. Harare drains its water into Lake Chivero while also taking in raw water from the same reservoir. In this way, the lake serves as a sink for pollutants that are not effectively removed via wastewater treatment or reuse mechanisms. All processed sewage is dumped into this lake. Wastewater is believed to be the major direct and indirect source of pollution in Lake Chivero (Moyo, Nhapi, et al., 2007). Possible solutions for limiting wastewater inflows into Lake Chivero include processing the wastewater prior to its release into the lake. An overall water pollution mitigation strategy consists of three important components highlighted below:
-
(i)
A three-step strategic approach [4] (how to approach the problem),
-
(ii)
A differentiated approach (where to do what: residential, commercial and industrial areas) and
-
(iii)
A staged approach (when to do what: that is, the short-, medium- and long-term action plan).
2.2 Principle of the Anaerobic Digestion Process
Anaerobic digestion is an organic microbiological process in which micro-organisms derive energy and grow by metabolizing organic material in an oxygen-free environment, resulting in the production of methane (CH4). The anaerobic digestion process can be separated into the following four phases, with each phase requiring its own characteristic group of micro-organisms for completion:
-
i.
Hydrolysis: The conversion of non-soluble biopolymers to soluble organic compounds
-
ii.
Acidogenesis: The conversion of soluble organic compounds to volatile fatty acids and carbon dioxide CO2
-
iii.
Acetogenesis: The conversion of volatile fatty acids to acetate and hydrogen gas H2
-
iv.
Methanogenesis: The conversion of acetate and CO2 plus H2 to methane gas
2.3 Fischer-Tropsch Synthesis
Fischer-Tropsch synthesis is essentially a polymerization reaction in which carbon bonds are formed from carbon atoms that are derived from carbon monoxide, under the influence of hydrogen in the presence of a metal catalyst. Various metal catalysts can be employed such as cobalt, iron and nickel. The reaction leads to a wide range of products which depend on the reaction conditions and catalysts employed.
Fischer-Tropsch synthesis has drawn a great deal of interest in the recent decades from researchers. It has been believed that liquid hydrocarbons’ production through this promising clean technology is a potential alternative method which could solve the shortage of liquid transportation fuels [7].
2.4 Fischer-Tropsch Synthesis Mechanisms
The Fischer-Tropsch synthesis surface polymerization reaction in which hydrogen and carbon monoxide react, takes place on the surface of the catalyst in situ. First, the reagents form monomer units. These monomer units act as building blocks for many products, which are then subsequently polymerized to yield a wide range of larger products (mainly paraffins) ranging from C1 to C40 hydrocarbons (heavy wax products). Several simultaneous chemical reactions occur in the Fischer Tropsch regime producing both desired and undesired products. Polymerization of these blocks yields different products which depend on the thermodynamics and reaction kinetics of the system [5].
Alkanes are the most preferred products in the Fischer Tropsch process. The produced alkanes are mainly straight-chain hydrocarbons; while the alkene outputs are mostly tertiary alkenes [5]. Fischer Tropsch gas-to-liquids products are formed via the Fischer- Tropsch synthesis from a feedstock stream comprising carbon monoxide (CO) gas and hydrogen gas (H2), called syngas. As described above the syngas is formed from a reaction between methane and oxygen.
• This study is the first of its kind nCO + (2n + 1) H 2 C n H 2n+2 + nH 2 O + Heat produced by Fischer-Tropsch synthesis.
The Fischer Tropsch synthesis reaction products are a mixture of paraffin hydrocarbon compounds in whose molecules the carbon atoms number up to 100. In addition, co-products such as water of synthesis, unsaturated hydrocarbons and oxygen-containing compounds (alcohols and others) are generated. In industrial-scale production via Fischer Tropsch synthesis, the mixture of synthetic hydrocarbons produced is divided into the following product categories: liquefied petroleum gases (LPG), naphtha, kerosene and diesel fractions. Of these products LPG and naphtha, being primarily used as petrochemical feedstock, should not be regarded as ‘liquid fuels’, i.e. the primary objective of the Fischer Tropsch gas-to-liquids process is to produce liquid fuels. The primary focus is on the gasoline and diesel fractions.
3 Methodology
-
Step 1: Physically determining the biogas potential of the Harare city council by considering the daily amount of sewage processed by select municipalities, then where necessary, extrapolating this value to estimate the total amount of biogas that the council could possibly provide.
-
Step 2: Simulation of all processes required for the production of the liquid transportation fuels (diesel and petrol) from the biogas using the Fischer-Tropsch process, and determining the system design required to meet up with this requirement.
-
Step 3: Development of a techno-economic model that includes all the financial assumptions of the system based on economic fundamentals.
-
Step 4: The economic feasibility of the research project will be weighed by identifying investment considerations such as the capital costs of setting up the plant, the return on investment, as well as the potential economic savings that could be realized from this approach as opposed to fuel importation.
-
Step 5: Literature review of the current application and adaptation of Fischer Tropsch synthesis of liquid transportation fuels in countries and locations where the technology is running in full swing is included as part of the methodology
-
Step 6: Interviews will be scheduled and conducted with select individuals in the fuel and energy industry to get their insight regarding alternative local production of liquid transportation fuels via Fischer Tropsch synthesis in Zimbabwe.
-
Step 7: Site/ Industrial assessment will be carried out through a detailed analysis of documentation and footage highlighting the Fischer Tropsch process as well as the design details of operational Fischer Tropsch plants around the world. Physical site visits to Fischer Tropsch synthesis plants are beyond the budget and scope of this research. There is no operational Fischer Tropsch plant in Zimbabwe to date.
4 Results Discussion
As part of the methodology to determine the viability of this project, questionnaires were used to get the insight of select individuals on the project. Questions were modeled and designed based on the project scope. Details of the opinions given by the respondents to the respective questions asked are available. The scoping-level economic assessment of this Fischer Tropsch gas to liquids system study is available, and all the costs are reported on a USD dollar basis. Capital expenditures include several elements that build up to a total plant cost. The bare costs cover the cost of the process equipment and the cost of the required associated facilities and infrastructure. The labor costs of installing the facility are also included. Total plant costs include the bare erected costs together with the engineering, procurement, and construction costs as well as the process and project contingency costs. The total as spent cost includes the interest on debt during the capital expenditure period, which for this study is taken to be five years.
Estimated capital costs and the capital expenditure are put together based on the functional processing area (synthesis gas production area, Fischer-Tropsch reactor area e.t.c). These cost estimates are consistent with the costs that were needed for constructing other gas to liquids processing facilities and have an expected accuracy of -15 percent to + 30 percent. Cost escalation and uncertainty between project execution and project completion have disrupted some Fischer Tropsch GTL projects in the past (e.g., Escravos and Pearl), giving an insight on how much caution needs to be put on Fischer Tropsch GTL cost estimates. For that reason, a probability significance test is carried out at the 95% significance level.
4.1 Results
This plant was designed to produce 270 000 L of petrol per day that can be refined to commercial grade gasoline. The plant was also designed to produce 320 000 of diesel fuel for direct use as liquid transportation fuel. The total biogas input requirement is 700 tonnes/hour of biogas (2000m3/hour) [1m3 = 0.353 tonnes]. Total sulfur production is 30 tonnes per day, and total carbon dioxide capture is 1500 tonnes per day. The total plant cost including working capital and start-up costs, was estimated to be $200 million USD. The financial analysis projection anticipates positive financial performance with nearly 20% return on investment. A payback period of 5 years is projected. Plant capacity factor has a strong impact on the financial returns. A capacity factor reduction of 25% would lower the return on investment from 20% to about 15%. Project viability depends heavily on crude oil price scenarios. At crude oil prices greater than $35/barrel, the project would achieve a return on investment greater than 10%. A 15% return on investment is achievable for crude oil prices greater than $45/barrel.
The plant construction cost was considered in the financial model and combined with the system structural engineering and design fees, as well as fees for office and administration work to provide the total cost estimate. On top of these costs, an approximation of 25% project contingency and 25% process contingency on the Fischer Tropsch synthesis section of the plant, 2% start-up cost, and 10% owner’s cost was included to reflect the total plant costs.
The total plant cost and the values that are used in the financial model calculations are all rounded off to the nearest thousand, where the average cost is above $1000USD. For cost values below $1000USD, the value is rounded off to the nearest $100 dollars. A 5% average increase in price/cost is included in all the cost figures to account for the uncertainty of market prices at any given time.
Net present value = (Cash flow)/(1 + r)t, where cash flows is the money taken in by the venture through the selling of diesel and petrol, r is the discount rate and t is the time period under consideration. The base case result shows positive financial performance, with a nearly 20% return on equity investment and a net present value of around $120 million. A mutual connection is established between the Fischer Tropsch liquids value and crude oil prices to determine how changes in crude oil price would impact the return on investment. Depending on the timeframe chosen as a comparison basis for pricing Fischer Tropsch liquid fuels, the financial results of the plant can be very different. Choosing a timeframe where crude oil prices are high by historic standards (e.g. the 2005–2006 period) will lead to Fischer Tropsch liquid fuel prices that are higher when compared to the average of prices for the last decade (2010–2020). Analysis performed on the petroleum market speculates that the 2005- 2006 price average of near $60/barrel for crude oil may represent a new basis for the future market predictions, rather than previous historic averages [8]. The impact that using a different basis for fuel price will have on plant ROI can be seen in the Fig. 1.

The impact that using a different basis for fuel price will have on plant ROI
Using the 2000 to 2006 global price average of around ($38USD /barrel) against any assumption made in the base case will drop the plant’s return on investment by approximately 10 percentage points. Although the return in the mutually exclusive case is still nearly 10%, project developers must be comfortable with the risks that are common in the fuel market and their exposure [7]. Price information from specific strong fuel markets of the Fischer Tropsch products and future projections for petroleum product prices are key in determining the economic viability of Fischer Tropsch plants. Ideally discussions should also be held with local importers of liquid fuel in Zimbabwe as well as with the product distributors to determine how they would value the Fischer Tropsch streams relative to petrol or diesel. Once this information is obtained, more refined price estimates can be made to determine the necessary price level to make the plant economically attractive. As highlighted above, the plant cost and plant availability also have a large impact on the return on investment. The base case financial analysis assumes a 25% project contingency and an additional 25% process contingency on the Fischer Tropsch synthesis plant in an effort to estimate uncertainty at this stage of the design. Because other model inputs are based on a percentage of the plant cost, changes in this variable has a multiplier effect on the overall economic results as shown in Fig. 2.

Effect of model input on the overall economic results
Reliable operation is important to ascertain that the cost of project development and construction can be recovered. Long periods of non-operation throughout the life of the plant will negatively affect overall project economics, given the 30-year plant life. However, plant availabilities below 70% will still provide a decent return on investment of nearly 17%, which is only a few percentage points lower than the base case. This shows that the concerns over Fischer Tropsch plant performance should not be a major hindrance to project development, since potentially acceptable rates of return can be achieved even with lower than expected availability for this plant [9]. Based on the analysis where key process variables were changed by 25%, it can be stated that the project finance inputs are generally strong. The rates of return remain over 15% regardless of the variables changed, when using the base case values for Fischer Tropsch liquids. Besides project cost, the two items most critical to the financial analysis, which are availability and Fischer Tropsch liquids fuel value, can vary significantly based on plant design and market conditions. These variables should be carefully examined when considering the range of financial outcomes. Other inputs, while important to a detailed projected forecast of a facility’s financial potential, do not have the same significant impact as these two factors [10].
5 Conclusion
This study is the first of its kind in the context of plant design studies for commercial scale Fischer Tropsch plants in Zimbabwe. The conclusions and recommendations from this study can feed directly into any follow on studies that may be carried out in Zimbabwe under the similar topic looked at in this project. The production of biofuel from biogas via Fischer Tropsch synthesis was successfully simulated using Aspen Plus simulation software. For the base case plant with a biogas firing capacity of 2 000 Nm3/h, the minimum selling price of Fischer Tropsch diesel and petrol fuel was determined to be slightly under $1.10 per litre for both fuels, with an annual total plant capacity of 200 million litres/year (a constant price for the 2 fuels is taken since they go through fundamentally the same production process and are produced from the same biogas raw input). This selling price for the biofuels will be competitive judging from the retail price of fuel imported into Zimbabwe. Given the current drop in crude oil price during and after the Covid-19 pandemic, the economic feasibility of a biogas to Fischer Tropsch liquid fuels plant in Zimbabwe could be challenging. Nevertheless, a further drop in fuel price could be achieved at an even higher plant size with a much larger production capacity. Therefore, a biogas to liquids fuels plant has the potential for full commercialization and will compete with fossil‐based diesel and petrol fuels in use in Zimbabwe. It therefore follows that the financial assumptions and contingencies put forward for this project hold, and are taken as valid since the project viability has been affirmed. In addition, any additional biofuels production from any other biofuels (ethanol and biodiesel) processing plants around the country will also add to the availability of liquid transportation fuels in the country.
5.1 Application of Fischer Tropsch Synthesis in Other Countries
The Fischer-Tropsch technology outlined in this paper can be used in many countries that have a source of raw gas feedstock for the process. The technology is already in use in a number of countries. The world's largest scale implementation of Fischer–Tropsch technology is a series of plants operated by Sasol in South Africa. The first commercial plant in the country opened in 1952. Sasol uses coal and natural gas as feedstocks for the Fischer Tropsch process. It produces different synthetic petroleum products, including most of the country's diesel. PetroSA, another company in South Africa, employs a refinery which produces 36000 barrels daily. Another large-scale implementation of Fischer-Tropsch technology is in Bintulu, Malaysia. The facility converts natural gas into low-sulfur diesel fuels and wax. The production scale is 12 000 barrels per day (1900 m3/d).
An additional Fischer Tropsch facility, Pearl GTL at Ras Laffan, Qatar, is the second largest Fischer Tropsch plant in the world behind Sasol's Secunda plant in South Africa. It uses a cobalt catalyst at a temperature of 230 ℃. The plant converts natural gas to petroleum liquids at a rate of 140 000 barrels per day (22 000 m3/d). Additional production of 120 000 barrels (19000 m3) of oil equivalent in natural gas liquids and ethane is also observed. Another plant in Ras Laffan, Oryx GTL, was commissioned in 2007. It has a production capacity of 34 000 barrels per day (5400 m3/d). The plant makes use of the Sasol slurry phase distillate process, which utilizes a cobalt catalyst. Oryx GTL is a joint venture between Qatar Petroleum and Sasol.
References
Ahmad, N., Lequiller, F., Marianna, P.: ’Comparing growth in GDP and labour productivity: measurement issues’. Journal 7, 1–2 (2003)
Shah, M.S., Halder, P.K., Shamsuzzaman, A.S.M., Hossain, M.S., Pal, S.K., Sarker, E.: Perspectives of biogas conversion into Bio-CNG for automobile fuel in Bangladesh. J. Renew. Energy 2017, 1–14 (2017). https://doi.org/10.1155/2017/4385295
Speight, J.G.: Gasification of unconventional feedstocks, Article 1 p. 3 (2014)
Nhapi, I., Siebel, M., Gijzen, H.J.: The impact of urbanization on the water quality of Lake Chivero, Zimbabwe. Water Environ. Manage. 18(1), 44–49 (2004)
Heidemij, T.: Catalysis. Volume IV. Hydrocarbon synthesis, hydrogenation and cyclization. J. Am. Chem. Soc. 79(3), 760 (1957)
Doustdar, O., Wyszynski, M.L., Mahmoudi, H., Tsolakis, A.: Enhancing the properties of Fischer-Tropsch fuel produced from syngas over Co/SiO2 catalyst: lubricity and calorific value. IOP Conf. Ser. Mater. Sci. Eng. 148, 012092 (2016). https://doi.org/10.1088/1757-899X/148/1/012092
NETL: FE/NETL CTS-Saline Cost Model. (DOE/NETL-2013/1596) (2012)
RostrupNielsen, J.R.: Syngas in Perspective. Elsevier Science (2002)
Hoek, A.: The Shell GTL Process: Towards a World Scale Project in Qatar: the Pear Project (2006)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Katiyo, M., Gudukeya, L., Kanganga, M., Sukdeo, N. (2023). Techno-Economic Assessment of Biogas to Liquid Fuel Conversion via Fischer-Tropsch Synthesis: A Case Study of Biogas Generated from Municipal Sewage. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_82
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_82
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)