
Abstract
Climate change and its negative consequences for the environment are the greatest challenge of the current era. Electric machines are considered key both for the generation of regenerative electricity and as a substitute for fossil fuels in industry and fossil engines in the transportation sector. Resource-efficient manufacturing and operation of electric machines are therefore of high importance. The central component of every electric machine is the soft magnetic core. The manufacturing process and material selection are influencing the iron losses during operation. This paper presents a novel technology for manufacturing magnetic sheets and lamination cores for carbon dioxide efficient electric drives using an additive manufacturing approach. The potential of the technology is explained and the challenges in process development are highlighted.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
- Additive Manufacturing
- Magnetic Sheets
- Electrical Steel
- Sustainable Manufacturing
- Electric Motor
- New materials
1 Introduction
The emission of greenhouse gases from fossil fuels are responsible for climate change. Therefore, different measures are necessary to reduce greenhouse gas emissions and slow down climate change with its negative consequences. The European Union (EU) agreed the European Green Deal in 2021. This intends a reduction in net greenhouse gas emissions of 55% in 2030 compared to 1990. By 2050, net greenhouse gas emissions are even to be reduced to zero. The transport and the industrial sector are major drivers of the emissions to be reduced, each accounting for 25% of the EU's total energy consumption. Therefore, electrification of these sectors with simultaneous supply of energy from renewable sources is indispensable for the success of the strategy [1, 2].
There are various electric machines such as electric drives for battery electric vehicles (BEV) or generators for wind turbines. In these, losses occur during energy conversion. This results in heating of the machine and the heat must be dissipated. Iron losses, which can be reduced by using laminated FeSi electrical sheets, are a fundamental contributor to the total losses. Conventional electrical steel sheets are produced in complex multi-stage forming and heat treatment procedures and then processed into rotor or stator laminations [3]. The minimum thickness of the sheets to be processed is limited, as thinner sheets must be cold rolled more frequently. This increases brittleness until the magnetic sheet can no longer be further processed, e.g. punched. Standards for thin electrical sheets are classified between 0.2 and 1.0 mm according to DIN EN 10106 [4]. Also even thinner grades are under development. The application in electric machines is highly limited [5, 6]. Furthermore, material utilization during the forming of the stator and rotor sheets is about 50%, so that a large percentage of the unused material must be reprocessed expensively [7].
Due to the disadvantages of the conventional manufacturing process of electrical steel sheets for electric machines, new technologies and more efficient manufacturing processes need to be identified. This paper presents a concept for a novel additive manufacturing approach. In addition to flexibility and degree of freedom of the design, this approach enables a further reduction of the sheet thickness and thus of the eddy current losses. On the other hand, the material utilization in manufacturing phase can be maximized. First, a holistic process chain is established, starting with the iron powder, and ending with the stacked sheet package. Subsequently, the main potentials and challenges of this technology are shown and discussed.
2 State of the Art
In this part the different types of losses in electric machines are shown. Subsequently, the process chains for the conventional production of electrical steel and the process chain for the additive manufacturing of magnetic sheets are presented.
2.1 Losses in Electric Machines
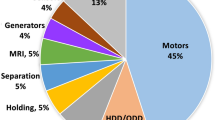
The losses of electric machines vary within the torque-speed characteristic field. At constant torques, the ohmic losses in the windings of the stator determine the efficiency of the electric machine, since torque and current are proportional. In the medium speed range, the iron losses dominate, while the efficiency at high speeds is defined by the eddy current losses. In addition, mechanical losses such as friction occur during operation. Figure 1 classifies the loss components of electric machines [8].

Categorization of loss types in electric machines
The iron losses are divided into hysteresis, eddy current and excess losses [9]:
The losses depend on the material density ρ. Hysteresis losses are the losses which arise due to wall movements in Weiss domains during the magnetization reversal process. This loss component is proportional to the area of the hysteresis loop traversed by the B-H diagram, characterized by maximum and minimum induction \(B\). It is proportional to the frequency \(f\) of magnetic reversal and approximately proportional to the product of the axis intercept of the field strength, i.e. the coercivity \(H_{c}\) and the amplitude of the induction \(B_{max}\):
The eddy current losses are calculated according to Maxwell´s equations for the magnetic flux parallel to sheet direction with \(\sigma\) as electric conductivity and \(d\) as sheet thickness by:
Since the loss contribution is reduced proportional to the square of the thickness \(d\), any technology lowering the thickness fits to this task. In addition to global eddy current losses, local eddy current losses in the magnetic domain structure, known as excess losses, occur. These losses are attributed by Bertotti to the energy demand that arises during the displacement of the Bloch walls [9]:
2.2 Conventional Manufacturing Process of Electrical Sheets
A distinction is made between grain-oriented (GO) electrical steel and not-grain-oriented (NO) electrical steel. GO electrical sheets have a preferred magnetic direction and therefore they are used in transformers, for example, because of the direction-dependent magnetization and the high importance of lowest hysteresis losses. Due to its isotropic properties, NO electrical sheets are more suitable for rotating machines such as electric drives as in these no magnetic preferred direction is desired [10].
NO electric steel is also distinguished between two manufacturing routes. One is semi-finished annealed electric steel. In this variant, the magnetic properties are finally adjusted after the sheet stacking process. In this way, manufacturing influences, for example by the stamping process, can be subsequently reduced. In this study, however, the fully finished NO electrical steel, which is frequently used in European industry and in the automotive sector, is considered. The manufacturing process for finally annealed NO electrical steel is summarized in Fig. 2, [10].

Process chain for manufacturing of NO electrical steel coils for electric drives
2.3 Process Chain of Additive Manufactured Magnetic Sheets
The additive manufacturing approach to produce magnetic sheets is fundamentally different from conventional electrical steel production. There are various additive manufacturing processes to produce stators and rotors. These includes Selective Laser Melting (SLM) and Fused Deposition Modeling (FDM) as well as screen printing, which is selected in this case [11].
The starting point of the process chain is iron ore production, followed by iron powder production. Thus, it is not a strip material but a powder metallurgical process that is considered. To make the iron powder usable in screen printing, the paste rheology and in particular the viscosity of the paste must be adjusted with the aid of various solvents and binders. In addition, sintering additives are alloyed into the paste to allow optimum thermal processing of the magnetic sheet after printing. After sintering, the sheets are electrically insulated, stacked, and packaged. Figure 3 summarizes the process.

Process chain for manufacturing of printed magnetic sheets for electric drives
In iron ore and iron powder production, there are no differences to standard powder metallurgical processes. Therefore, these steps will not be considered in more detail. The paste production for the screen printing includes the sub process steps weighing and mixing of its components. The paste is composed of iron powder, solvent, binder, and sinter additives. The ingredients are mixed until a homogeneous mass is obtained. Then the paste is applied to the screen-printing screen and printed on substrate carrier. Screen printing uses a squeegee to press printing paste through a fine-mesh texture onto a substrate. It is classified as a through-printing processes.
The green parts printed on the carrier are immediately dried to fix the geometry. In the next step, thermal processing is prepared. Therefore, a separation layer is applied to the magnetic sheets, and they are stacked. This intermediate step serves to better utilize of the furnace volume and is followed by debinding and sintering. In this thermal process the magnetic, mechanical and geometric properties are determined. After sintering, the stacks are separated, electrically insulated and then further processed into the final stack of sheets.
3 Potential Benefits and Challenges of Additive Manufactured Magnetic Sheets
This chapter highlights the various advantages and disadvantages of the additive manufacturing approach of magnetic sheets compared to the conventional rolling process. A distinction is made between technological, economic and sustainability aspects.
3.1 Technology Evaluation
In the technological evaluation, simple and effective manufacturing processes on the one hand low iron losses and high magnetic permeability as well as high efficiency in the utilization phase of the electric machine are essentially. In this context the additive manufacturing of magnetic sheets offers various advantages. In the screen-printing process, the sheet thickness can be varied and reduced as required [12]. Lower sheet thicknesses reduce eddy current losses during operation of the electric machines. The higher the frequency in the application, the greater the effect of the sheet thickness on the total losses. Even the hysteresis losses can be positively influenced. During the printing and sintering process, tailored microstructures can be achieved, which are not possible in a cold rolling process. [10] In this way, the desired magnetization processes can be achieved, thus reducing the hysteresis losses.
In addition, Additive manufacturing enables the rapid design of complex but efficiency-optimized magnetic sheets, since no complex and expensive tools have to be constructed. For example, aimed control of the magnetic flux routing can be optimized by using local flux barriers [13].
For certain applications, there are further significant advantages. In the automotive sector, where installation space is severely limited, smaller machine dimensions are advantageous. But also in industrial robots, a reduction in the weight of the drive unit enables a wide range of opportunities. In combination, additively manufactured electric machines thus have the potential to achieve higher energy efficiency classes.
A technological challenge is to achieve a high sintering density of almost 100%. The more porous the material, the less iron, and thus magnetically conductive material, is in the laminated core.
A second technological challenge is the process step of insulating the magnetic sheets. While in conventional electric steel production the entire coil is insulated in the final annealing and coating process step, the individual sheet must be insulated in the additive manufacturing approach. This results in a significantly higher process complexity, due to the handling of individual sheets compared to rolled electrical steel.
3.2 Economic Efficiency Analysis
The presented new technology is in the stage of pre-competitive development. The current costs are therefore not comparable with the standard process. Thus, ramp-up scenarios must be simulated. The profitability analysis evaluates the factors material costs and material utilization, manufacturing- and tooling costs as well as the Total Cost of Ownership (TCO) for the customer. Material costs are difficult to compare due to the massive differences in quantities. With a small market share, the cost per ton for iron powder are higher than for electrical steel. In terms of material utilization, the additive manufacturing approach offers great potential since the final geometry is already printed in the green part state. Only solvents, binders and sintering additives are consumed from the material used. In the conventional production, the stator and rotor sheets are stamped out of the coil, resulting in a material loss of about 50%. Furthermore, the power consumption over the entire process chain can be reduced.
The conventional electrical steel production is an established and cost-optimized process. Manufacturing costs per ton vary depending on technical data, such as alloy composition and sheet thickness. Printed sheets can achieve similar costs for high-end-products. For industrial standard applications, the manufacturing costs are higher.
Due to the higher efficiency (Chapter 3.1), the utilization phase is the determining factor for the economic efficiency of printed magnetic sheets. The higher the amount of operating hours of the electric machine and the more complex the operating scenarios in terms of acceleration and speed variance, the more advantageous the TCO. Higher manufacturing costs can be compensated by energy savings and material savings at the system level. For example, through a lower demand for copper for the winding or permanent magnets.
The economic analysis estimates that the conventional manufacturing is economically advantageous in the production phase for standardized and high-volume products. The innovative manufacturing approach is particularly suitable for high-performance machines and complex operating models, where the technological benefits are more pronounced.
3.3 Sustainability Analysis
The analysis of sustainability is based on the technological and cost potential presented. As before, a distinction is made between the manufacturing phase and the use phase. Printed magnetic sheets improve the environmental footprint of electric machines compared to the conventionally manufactured sheets. The material utilization rate is significantly higher, as no stamping waste is produced. This currently must be transported again and reprocessed with high effort.
Printed magnetic sheets are also advantageous in the utilization phase of the electric drives, as they are more efficient due to the reduced sheet thickness as well as isotropy and high purity. This leads to lower energy consumption for the same output. For the utilization phase, the electricity mix of the country in which the motor is used must be taken to account. The lower the proportion of green electricity, the higher the positive effect of energy savings on the CO2 footprint [14].
3.4 Assessment of Technological, Economic and Sustainability Potentials
Finally, the potentials of the technologies are summarized and compared in Table 1. The evaluation at this stage takes the form of higher versus lower potential.
4 Conclusion and Outlook
Printing magnetic sheets for use in electric machines offers technological advantages, as the reduction in the thickness of the laminations can significantly reduce eddy current losses during operation. In addition, resource efficiency in manufacturing and operation phase of different types of electrical machines such as spindle-, traction- or robot drives can be increased. The current development and scaling of the technology is based on parameter studies, which are evaluated using Six Sigma methods such as design of experiment to increase process repeatability and reproducibility. This is necessary to reach out the economic goals.
As part of a public funded project, the sub-process steps for producing the powder based magnetic sheets are first to be developed and scaled up. In the second step, the parts will be combined into a holistic, continuous and traceable overall process. In parallel, methods and use cases will be developed to qualitatively compare the technological and ecological benefits with the conventional manufacturing of electrical steel.
References
European-Union. https://eur-lex.europa.eu/legal-content/EN/TXT/HTML/?uri=CELEX:52019DC0640&from=DE. Accessed 12 Apr 2022
European Environment Agency.https://www.eea.europa.eu/de/themes/transport/intro. Accessed 12 Apr 2022
Schoppa, A.: Einfluss der Be- und Verarbeitung auf die magnetischen Eigenschaften von schlussgeglühtem, nicht kornorientiertem Elektroband. RWTH Aachen, DE (2001)
DIN, E.V.: EN 10106. Kaltgewalztes nicht kornorientiertes Elektroband und -blech im schlussgeglühten Zustand, Berlin (2015)
DIN, E.V..: EN 10303:2016 DE. Dünnes Elektroband und -Blech aus Stahl zur Verwendung bei mittleren Frequenzen, Berlin 2016
C.D. Wälzholz GmbH & Co. KG.https://www.waelzholz.com/stahlwerkstoffe/elektroband/no-gueten.html. Accessed 13 May 2022
Libert, F., Soulard, J.: Manufacturing methods of stator cores with concentrated windings. In Proceedings of the 2006 3rd IET International Conference on Power Electronics, Machines and Drives—PEMD, Dublin, Ireland, 4–6 April 2006
Lamprecht, E., Homme, M., Albrecht, T.: Investigation of eddy current losses in laminated cores due to the impact of various stacking processes. In: EDPC 2nd International Electric Drives Production Conference, Nuernberg, DE (2012). https://doi.org/10.1109/EDPC.2012.6425097
Bertotti, G.: Hysteresis in Magnetism: for Physicists, Materials Scientists, and Engineers, Ser. Academic Press Series in Electromagnetism, San Diego (1998). ISBN: 978-0-12-093270-2
Boll, R.: Weichmagnetische Werkstoffe – Einführung in den Magnetismus VAC-Werkstoffe und ihre Anwendungen. 4th edn.Vacuumschmelze GmbH, Hanau, DE (1990)
Bernier, F., et al.: Additive manufacturing of soft and hard magnetic materials used in electrical machines. Met. Powder Rep. 75(6), 334–343 (2020)
Lorenz, A., et al.: Screen printed thick film metallization of silicon solar cells – recent developments and future perspectives. In: 35th European Photovoltaic Solar Energy Conference and Exhibition, pp. 819–824 (2018) https://doi.org/10.4229/35thEUPVSEC20182018-2DV.3.65
Schauerte, B., et al.: The influence of residual stress on flux-barriers of non-oriented electrical steel. J. Magn. Magn. Mater. 504 (2020)
Mouhamad, M., Lauzevis, P.: Life cycle assessment and inrush currents measurement of amorphous transformers. In: 22nd International Conference on Electricity Distribution, Stockholm (2013)
Acknowledgement
This work is supported by the German Federal Ministry of Economic Affairs and Climate Action (BMWK) within the funding program Application-oriented non-nuclear R&D in the 7th Energy Research Program under the contract number 03EN4013 (EffiBlech). The authors would like to thank all participating colleagues at Siemens Technology namely Gotthard Rieger and Thomas Soller for consulting and reviewing the publication.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Schmidt, A., Ziegler, M., Franke, J., Kuehl, A. (2023). Development of Magnetic Sheets for CO2 Efficient Electric Drives Using an Additive Manufacturing Approach. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_33
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_33
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)