
Abstract
Quartz glass is a special glass material known as “King of Glass”. The silicon purity of the quartz glass is very high, therefore it is excellent in heat resistance, chemical resistance and optical transparency as compared to other glasses, such as borosilicate glass. In this study, the differences in the working process between engineers with different years of experience during the “joint-process” of quartz glass material were analyzed. “Joint-process” is one of “fire-process” and is of heating and jointing glass cylinders during rotating using a dedicated glass lathe machine. It is found that these differences in the process of heating joint of glass cylinder have effects on the accuracy of finial production and the manufacturing efficiency.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Quartz glass is a special glass material known as “King of Glass”. The silicon purity of the quartz glass is very high, therefore it is excellent in heat resistance, chemical resistance and optical transparency as compared to other glasses, such as borosilicate glass.
At present, it is used in the production field of leading-edge. Now researches are carried out to develop it as key components of special manufacturing equipment, scientific instruments and analysis equipment that require high-precision, high purity, the high light transmittance. However, due to its high heat resistance, it is difficult to be processed into various shapes. As a result, manufactured quarts glass products, generally, might be different even in one batch. To respond to such products for precision instruments, it is preferable to select the heat molding process by flame called “fire-process” in many cases. “fire-process” is the process of forming a softening point of heated quartz glass material by a mixed combustion flame of hydrogen and oxygen. Therefore, a technique for forming a glass material softened by heating is required, and now it is done by human hand processing of engineers. While skilled human technique of long time experience is required in order to produce high precision and an efficient products. Therefore digitizing and analysis of the work of expert engineers with high level of hand skill is needed to increase the processing technology of the engineers less skilled and take advantage in the manufacture of high-precision products. In this study, the differences in the working process between engineers with different years of experience during the “fire-process” of quartz glass material were analyzed. Fire-process is of heating joint glass cylinders during rotating using a dedicated glass lathe machine. The working behaviors of three operators were recorded by videos during “fire-process”. And the thickness of jointed part of final products was measured by ultrasonic equipment to evaluate the quality of the jointed situation. And a test piece of processing area was measured mechanical properties. It is found that these differences in the process of heating joint of glass cylinder have effects on the accuracy of finial production and the manufacturing efficiency.
As we all know, quartz glass has been applied in many fields such as optical equipment, medical appliance, and space industry due to its excellent performance in heat resistance, chemical resistance and optical transparency. Therefore, high working accuracy was required when people want to get a special shape. However, Because of the high heat resistance, it’s difficult for quartz glass to be shaped. To meet the requirement of manufacturing quarts glass products, the process of heat molding by flame called “fire-process” was selected. “fire-process” is forming a softening point of heated quartz glass material by a mixed combustion flame of hydrogen and oxygen. Operators do all the processes by controlling the rotating disk of glass lathe which can change the position of object and the temperature of flame. The technique for forming a glass material softened by heating was done by hand processing engineers. Finally, the quality of products may be different because of different efficiency of engineer. Accumulating the experience of manufacture is a long time work which can’t be quantified. With the problem of aging of skilled operators is becoming more and more serious, youth who can inherit the crafts will decrease. In order to pass down the excellent technique of skilled engineer in a shot time, digitalization of the work behavior and technique is highly required. Therefore, in this study, the “fire-processing” of glass material with high processing difficult of quartz glass, the comparison in the working process of the technology among different experience operators has been discussed. Meanwhile, the effect of processing technology on thickness of quartz tube was analyzed.
2 Material and Experimental Method
The “fire-process” is the generic term of processes such as bending, stretching, expanding glass which was previously heated by fire. When manufacturing the product, glass tube was fixed on dedicated rotating disks, then the glass tube was heated and the disk were rotated simultaneously. This method is often used today.
In this study, the heating jointing process had been carried out as experimental method. Recently, the inevitable trend of manufacturing the products into large-scale, complex, high-precision and keeping the product accuracy stability make it important to adjust the handcraft and machine operation to achieve high-quality products. Meanwhile, only to change a machine makes no contribution to improve the operability and accuracy, thus the processes of operators with different experience in identical condition of experiment were mainly discussed.
Two quartz glass tubes had been prepared to be connected by glass lathe with the combination heating flame including hydrogen and oxygen. The sizes of quartz tube were as follow: outside diameter is 33 mm, inside diameter is 30 mm, and length is 378 mm. The machine used to conduct all processes was called “GLASS LATHE”. Ultrasonic thickness tester type is CTS-30 A with 0.01 mm measurement precision. Because of the distribution of thickness of tube was uneven. Before the experiment was carried out, the measurement of thickness of glass tube was conducted around center of tube at every 10 mm interval. Because thickness of every unprocessed tube has little difference, the measurement mentioned previously can assist to record the tiny changes of thickness of the tube before and after the processing. Measurement points was shown in Fig. 1.

Measure-point of Thickness in glass tube sample
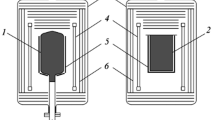
Figure 2(a–d) show experiment condition and working status where Fig. 2(a) shows the working status of glass lathe machine for quartz glass fire-process. In the glass lathe machine, Left-Chuck was stationary and Right-chuck was controlled by Right-Chuck Handle. The two chucks were rotating simultaneously. When jointing two tubes, the right-chuck move from right to left is to make two separated tubes more closely. Figure 2(b) show installed condition of glass tube on lathe machine. As it is shown in Fig. 2(c), the burner was settled between two chucks and faced two tubes which can move horizontally to heating the arbitrary part of tube. The flame with 2000℃ which can soften the quartz glass was generated by the combination of hydrogen and oxygen. Additionally, the position of operator was shown in Fig. 2(d).

Experiment condition and working status: (a) Glass lathe machine; (b) Installed condition of glass tube on lathe machine; (c) Heating of Quartz glass tube; (d) Position of engineer.
From the very beginning of the experiment, quartz glass tube was divided into two parts from the centre of length direction, and then the two parts of tubes were fixed on right-chuck and left-chuck respectively and jointed into one tube by heating flame.
Operator completed three tubes each time, when conductor gave the command of beginning, they started to working in process usual. For avoiding the bad effect on operators, others were not permitted to watch their actions when they entered the working condition.
3 digital cameras were applied to record the operator’s action from start to end, which helped researchers could carry out the analysis their actions.
3 Operators’ Information
In this study, three different experience operators were invited as subjects where expert-advance has 54 years of experience, expert has 20 years of experience, non-expert has 5 years of experience (Table 1).
Three operators was selected from engineers who works on fire process every day and their experiment of operate was continuous for many years.
4 Results
First of all, the processes which was recorded from video with which corresponding time is used to make the chart graph to analyze the action of operators. Chart graphs show three operator’s processing schedules.
The processes of jointing were ‘Non-processing’ ‘Fin-heating Right’ ‘Fin-heating Left’ ‘Carbon tool process’ ‘Heating of joint area’ ‘Jointing’ ‘Pre-heating Right’ ‘Pre-heating Left’ respectively as they were shown in Fig. 3(a–c).

Process time chart: (a) Non-expert; (b) Expert A; (c) Expert-B
There were different proportions of Time-cost of each process in the graph in three charts which may reveal the efficiency of operations. For example, the ratio of ‘the No-operation time’ to ‘the Total Time’ among three engineers is Exp-A (0 %) < Non-Exp(8.7 %) < Exp-B(15.9 %).
Figure 4 show the total time of three operators, and it’s obvious that the shorter time they used, the higher proficiency they had. Total used time of expert-A was 4 min and 15 s averagely, however, Non-Exp was 6 min 15 s averagely, and they had a difference value of 2 min and 12 s. The difficulties was known from the operators that if it takes too much times, the shape of tube would collapse which could make the process fail.

Average of process time
Also, the proportions of theses processes based on total processing time of three operators were shown in Fig. 5. The huge disparity between Exp-A and Exp-B can be seen from the ‘Pre-heating Right’ and ‘Pre-heating Left’ which shows that it took Exp-A 47 s, Exp-B 1 min 4 s, but Non-Exp only 5 s averagely for Pre-heating respectively. Meanwhile, it can be seen that for Exp-A there is almost no ‘Non-processing’ time, while that of Exp-B and Non-Exp were 29″ and 1′1″ respectively. And it can be known from video that the Non-Exp were observing by eyes and confirming next processing step.

Percentage of process time
The thicknesses changes of glass tubes of each operators were measured after processing and the results shown in Fig. 6. The trend that there was no huge disparity in the amount of change from start to end around joint part of Exp-A’s processes. However, the changes of Non-Exp were that joint part became thicker while vicinity of the point where there is 10 mm from center sharply thinned, which was also can be seen from Exp-B case but not so obviously.

Thickness changes of quartz glass tube after process among Non-Exp, Exp-A, Exp-B
With respect to total length of each subject were also measured at the start to end of process. The results were shown in Fig. 7. It’s obvious that the total length of Exp-B tube shortened –0.49 mm, that of Non-Exp tube shortened +0.04 while that of Exp-A tube shortened –2.2 mm.

Amount of total length change
The average bending strength of 4-point bending test results shown in Fig. 8.

Average of bending strength
Typical data of the material manufacturer is 65~95 N/mm2. The average value of this 3, Exp-B was 58.37 N/mm2, Non-Exp was 47.33 N/mm2. For these, the average value of the Exp-A was 70.21 N/mm2.
5 Analysis
It can be inferred from the whole process as the chart graph shows, in order to make a easy condition for processing, experienced operator would spend some time in Pre-heating the joint part and the area around there. Although heating the glass for a long time can soften it while processing difficulty become high, experienced operators like Exp-A, Exp-B could still control the shape of quartz tube perfectly.
Now sight was focused on that the Non-processing time of Exp-A was extremely short. From the video analysis it was known that in Non-processing time of Exp-B and Non-Exp were doing visual confirmation of the product and then proceeding the process. In that case, the operator should stop heating which extended the total processing time. It is believed that Exp-A never looked away from the quartz glass during processing while non-expert looked away frequently.
Furthermore, there was no significant difference between Exp-B and Exp-A in procedure, but a large difference was seen in the time of the jointing process. In the process of putting two tubes close to each other, it took Exp-A 15 s and Exp-B 1 min 16 s.
It can be considered that when Exp-B made two tubes close to each other with heating tubes simultaneously the time was extended but which can raise risk failing. Relatively speaking, Exp-A save more time than other two cases in this procedure which shows that the processed tube became the shortest. Therefore it is considered that Exp-A pushed the right glass tube in order to make a thick area. Pre-arrangement can be adopted for forming uniformly thick portion with subsequent processes.
In this way, Exp-A has the highest operant level that he has ability of integrating lots of processes as a whole which including control the processing condition and pushing the glass tube to make the thick area etc. It can decrease the time costs. However, Non-Exp didn’t have the experience like Exp-A which increased the processing time.
Practician a operation is the highest level, he can offer several ongoing operation of the process (processed at the same time grasp the processing state, and then the joint of the quartz tube at the same time to push yes joints thickening) integration done at the same time, to shorten the processing time successfully.
Comparing the processing of Exp-A and Exp-B, the change of the glass tube thickness after processed in Exp-A was less than Exp-B. Although it is generally recognized that carbon tool process make effects on glass tube thickness control, there is no obvious evidence can prove that the carbon tool process is not changed by consciously operating of engineer. To consider the factor of controlling the thickness of tube is the series procedure of ‘Pre-heating-Jointing-Heating around’ with combining Exp-A’s Pre-arrangement and jointing methods. With respect to the timing and discharge amount of air processed by operators themselves with blowing air into the glass tube from their mouth, the experiments haven’t been conducted yet. It is necessary to analyze the air discharge aspect in the future.
And In this study we could test the bending strength of this sample pieces. As a result of the fact destructive testing, four-point bending strength of the Exp-A was very close to the Typical-data provided by the material manufacturer. Therefore, even in comparison to the original material and the sample Exp-A was Joint, it can be said that a quality very close in strength. As shown Exp-A thickness measurement results after Processing, it is believed that this result was born because it was more uniform about wall thickness compared to the other two engineers.
6 Conclusion
In this study, the analysis of “fire-process” was carried out to find the difference between Non-Expert and Expert-B.
The result shows that there was a clear difference in the product quality based on skill maturity. Especially, the proficient operators can operate several processes simultaneously and use short-term eye view confirmation to judge the situation of glass tube and then process immediately which can improve the efficiency and high quality. However, Non-Exp did those processes step by step without synthesize them well which increase the total processing time.
7 Further Experiment
In this study, the data were obtained by carrying out three operators as subjects and let them processing three quartz glass tubes respectively to analyze the results. But it was only a pilot and continuing to investigate the correlation experiments is necessary.
The data of operator’s air discharge, timing and measurement of change amount in the product shape in processing have not been conducted yet. Considering further experimental method and carry out new analysis for improve the quality of processing quartz glass products is highly required.
References
Cibiel, G.: “Ultra stable oscillators dedicated for space applications: oscillator and quartz material behaviors vs. radiation”. In: 2006 IEEE, International Frequency Control Symposium and Exposition. IEEE (2006)
Rongkai, H.: “Research on the forming technique and surface treatment process of quartz glass bulbs for arc tubes”. In: 2011 Second International Conference on Mechanic Automation and Control Engineering (MACE). IEEE (2011)
Cobbold, G.W.N., Underdown, A.E.: Some practical applications of quartz resonators. Inst. Electr. Eng. Proc. Wirel. Sect. Inst. 3(9), 151–162 (1928)
Kaplan, W., Elderstig, H., Veider, C.: A novel fabrication method of capillary tubes on quartz for chemical analysis applications. In: Proceedings, IEEE Workshop on. Micro Electro Mechanical Systems, 1994, MEMS 1994. IEEE (1994)
Booth, C.F.: The application and use of quartz crystals in telecommunications. J. Inst. Electr. Eng. Part III: Commun. Eng. 88(2), 97–128 (1941)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this paper
Cite this paper
Suda, M., Takahashi, T., Hattori, A., Yang, Y., Goto, A., Hamada, H. (2015). Process Analysis of Expert and Non-expert Engineers in Quartz Glass Joint Process. In: Duffy, V. (eds) Digital Human Modeling. Applications in Health, Safety, Ergonomics and Risk Management: Human Modeling. DHM 2015. Lecture Notes in Computer Science(), vol 9184. Springer, Cham. https://doi.org/10.1007/978-3-319-21073-5_39
Download citation
DOI: https://doi.org/10.1007/978-3-319-21073-5_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-21072-8
Online ISBN: 978-3-319-21073-5
eBook Packages: Computer ScienceComputer Science (R0)