
Abstract
New and cheaper refining methods for production of metallurgical silicon are needed to meet the increasing demands for low-cost, high-quality silicon for the solar cell industry. One promising refining method for boron is moist hydrogen treatment. In this work, an evaporation unit has been used to produce wet hydrogen gas, which subsequently has been sparged on top of silicon melts. The effect of temperature and gas composition on boron removal has been studied. The main results show that boron is removed from liquid silicon and the removal rate is controlled by chemical reaction depending on \( p_{{{\text{H}}_{ 2} {\text{O}}}} \) and \( p_{{{\text{H}}_{ 2} }} \). Water vapor treatment of molten silicon can alone remove boron. However, in combination with hydrogen gas, the removal rate is significantly increased. In addition, the rate of boron removal in silicon has been found to decease with increasing temperature.
Similar content being viewed by others


Introduction
Traditionally, off-spec polycrystalline silicon from the semiconductor industry, produced through the Siemens process, has been supplying the solar industry.[1] This silicon is both costly ( < $35 per kg, 2009) and far purer (9 nines) than that what is needed for PV applications (6 nines).[2] To make solar cells less expensive, it has been necessary to develop production methods for solar silicon that improve cost and efficiency.[3] Many methods have been patented the last decades by companies like Elkem, Fesil/SINTEF, and Kawasaki/NEDO,[4–6] where the target has been to produce 6-nines pure solar grade silicon (SoG-Si) at approximately $15 per kg. These methods have often been referred to as the metallurgical route compared with chemical route by the Siemens process.
In the metallurgical route, boron is particularly difficult to remove because of its high segregation coefficient and low vapor pressure.[7] From the metallurgical production of silicon (MG-Si), approximately 95 pct of the boron put into the process remains in the product, and boron is for the most part linked to the impurity levels in coke (61 pct) and quarts (37 pct). Carefully choosing the charge materials is, therefore, the first step in lowering the boron content.[8]
To meet the limit of the accepted boron content in SoG-Si ( < 0.5 ppmw B), a purification step is needed. A practical way to do this is through plasma refining.[9–11] In plasma refining, the heat of the plasma torch activates gases such as oxygen and hydrogen on the silicon surface to produce volatile H-B-O species.[12] This method requires less handling of materials compared with slag refining.[13,14] Still, the process is relatively expensive because of the high energy consumption of the plasma torch. It has, therefore, been desirable to develop new and cheaper ways for boron removal using reactive gasses.
In this work, an evaporation unit will be used to add water vapor to H2 gas, which subsequently will be sparged on top of silicon melts. From these results, the effect of temperature and gas composition during gaseous boron removal will be studied.
Theoretical Background
It was already demonstrated in 1956 by Theuerer[15] in a zone refining reactor that boron could be removed by treating the surface with moist hydrogen. However, it was not until the late 1980s and the entry of metallurgical production of SoG-Si that reactive gas blowing was shown considerable interest. Suzuki et al.[16] used plasma to purify 5 g MG-Si on a water-cooled block and achieved 99 pct removal of boron using an Ar-H2O mixture. The removal rate was relatively slow because of the small reaction area. Later, Ikeda et al.[17] demonstrated, using a rotational torch that enlarged the contact area, that the treatment time could be significantly reduced. Subsequent development in the last decade has led to large industrial-scale plasma experiments carried out within the NEDO project.[18]
Effect of Gas Composition During Gaseous Boron Removal
The most documented treatment gas for gaseous boron removal in silicon is water in combination with an inert gas or hydrogen. Separate treatment with hydrogen or oxygen has proven to have little or no effect.[11,16,17,19] It has therefore been generally accepted that boron is volatilized as an oxyhydride. Nakamura et al.[18] showed that the rate of boron removal is proportional to the water content in the gas during plasma refining. But this is true only up to a \( p_{{{\text{O}}_{2} }} \) where silica starts to form excessively on the surface. Alemany et al.[19] continuously analyzed the flue gases by inductively coupled plasma (ICP)-optical emission spectrometry while increasing \( p_{{{\text{O}}_{2} }} \) in the treatment gas, and a steep drop in deboronization rate was observed visually as a silica “skin” formed on the surface.
H2 gas increases the boron removal rate significantly when added to the plasma gas.[18] One suggested mechanism for this is that H2 prohibits SiO2 formation, which increases the real reaction area because of less surface silica. This can, to some extent, be explained by the Si-H-O phase diagram in Figure 1, which shows decreasing stability of SiO2 with increasing \( p_{{{\text{H}}_{ 2} }} \).

Si-H-O phase diagram showing the equilibrium between Si(l) and SiO2 at different partial pressures of H2O and H2 between 1723 K and 1923 K (1450 °C and 1650 °C)
It is, however, questionable whether this alone can clarify the considerable effect H2 gas has on the boron evaporation.
Other treatment gases have also been attempted for deboronization of silicon, such as HCl and NH4, but they have proven ineffective.[20,21]
Kinetics of Gaseous Boron Removal
It was shown in the previous section that the removal rate of boron in liquid silicon is strongly dependent of the chemical reaction between boron, water, and hydrogen up to a point where silica formation becomes the rate-limiting step. The rate (r) of the reaction at moderate values of \( p_{{{\text{H}}_{ 2} {\text{O}}}} \) can be written as
where k″ is the rate constant (s−1), [B] is the concentration (ppmw), and l, m, and n are the order of the reaction with respect to the concentration term.
However, when the concentration of water and hydrogen is kept constant, the rate of boron removal becomes pseudo-first order (where l = 1)
where
By integration the rate equation turns into
where t is time (s) and [B]o is the initial concentration (ppmw).
Available data in the literature for gaseous boron removal are reproduced in Figure 2 and show good correlation with the first-order rate constant.[16–18]

If the reaction area (A, m2) and the volume (V, m3) of the melt are known, the mass transfer (k′, m/s) in the reaction can be calculated by
For the three data set in Figure 2 (1–3), the k′ yields 1.3, 7.7, and 7.0 (m s−1 × 10−5), respectively.
The Thermodynamics of Volatile Boron Spices
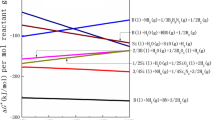
The commercial available software FactSage 5.0[22] has in Figure 3 been used to calculate the partial pressures of gaseous species in the H2-3.2 vol pct H2O-Si-B system with B/Si ratio 10 × 10−6 at different temperatures. Here, the silicon melt is regarded as a dilute solution with respect to boron and Henry’s law is obeyed (coefficient of activity, \( f\left( {\left[ {\text{B}} \right]} \right) = 1 \)).

Graphical representation of FactSage (Thermfact/CRCT, Montreal, Canada) calculations of partial pressure of gaseous species vs temperature in the H2-3.2 vol pct H2O-Si-B system (B/Si ratio: 10 × 10−6). Thermodynamic data are taken from latest NIST-JANAF[23]
HBO(g) has been considered the most volatile boron substance in the literature,[19,24,25] and this is in agreement with current calculations, as shown in Figure 3. HBO is approximately two orders of magnitude more volatile than the most stable boron oxide and hydride. However, the partial pressures of the gaseous boron species in this system are in general so low that efficient boron removal in practice should be difficult, according to thermodynamics. As an example, a 200 g silicon melt with 10 ppmw B treated with 810-L H2-3.2 vol pct H2O (the amount used in this work) should at equilibrium evaporate 14 pct silicon and 18 pct boron according to the partial pressures of SiO and HBO in Figure 3.
Experimental
The experimental setup will now be explained in more detail.
Gas Purging Experiments
Three different vapor treatment series (series 1 through 3) have been carried out in this work. The series consist of 14 different experiments and are summarized in Table I. Some of the experiments have been repeated to verify the data obtained (denoted I, II, or III).
All experiments were carried out with 200 g EG-Si and with targeted boron content of 130 ppmw except for series 1 where the concentration was 150 ppmw. In series 1, two different H2O contents (7.4 vol pct and 3.2 vol pct) were used in combination with pure H2 gas at 1773 K (1500 °C). In series 2, the gas composition was kept constant (H2 + 3.2 vol pct H2O) while varying the temperature of the melt among 1723 K, 1823 K, and 1873 K (1450 °C, 1550 °C, and 1600 °C). In the last series (series 3), the temperature and the water content were kept constant, respectively, at 1773 K (1500 °C) and 3.2 vol pct, while changing the H2-Ar mixtures. Finally, experiment number 14 was carried out with H2 gas and no water addition at 1773 K (1500 °C). All the experiments lasted for 4.5 hours or were ended earlier because of technical problems, as shown in Table I. At the end, the molten silicon was cast into a copper mold.
Furnace and Gas Purging Setup
Figure 4 shows a schematic drawing of the 45-kW induction furnace used in this work. The furnace consists of a vacuum chamber and an inductive-heated graphite crucible (6.4 cm inner diameter), which contains the liquid silicon with a top surface area (A) of 32.2 cm2. Water vapor was added to the hydrogen-argon mixture in the humidifier and then the gas was sparged on top of the silicon using heated quartz tubes. The humidifier consists of a temperature-controlled water bath and a dispersion stone. A gas flow of 3 L/min was applied in all the experiments. Quartz tubes were used to sample the melt every 30 minutes.

Schematic drawing of a vacuum-induction furnace equipped with gas purging unit
Fluent 6.3,[26] a commercially available software, was used to simulate the silicon melt and gas velocity at 1773 K (1500 °C) during sparging with H2 gas for the experimental setup in this work (Figures 5(a) and (b)) (the simulation is two-dimensional, transient, and nonaxisymmetric). The purpose of this was to investigate the interface area between the gas phase and the silicon melt. After 4 seconds, the melt is at a steady state and the impingement of the gas causes small ripples on the surface. Disregarding the ripples, the melt is relatively flat. It is, therefore, a good approximation to use the inner surface area (A) of the crucible as the reaction area in the mass transfer calculations shown later in this work.

Simulations of the gas velocity (a) and Si-melt velocity (b) in m/s after 4 s for the experimental setup in this work (Fluent 6.3). Thermophysical data have been taken from Rhim et al[27]
Analysis Methods
Simple resistivity measurements were used to investigate the boron content in all the samples retrieved from the refining experiments. The samples were first cast in epoxy, polished (1000 mesh), and then the resistivity was measured with a Jandel 4 point probe (Jandel Engineering, Ltd., Bedfordshire, U.K.) as shown in Figure 6.

Schematic illustration of the Jandel four-point probe used in this work to measure resistivity of samples retrieved from the gas purging experiments
The boron content was then calculated using the following empirical equation from eight resistivity measurements per sample[28]:
where N is the dopant density (cm−3), ρ is the resistivity (Ω · cm), A is 1.33 × 1016 (Ω · cm−2), B is 1.082 × 1017 (Ω · cm−2), and C is 54.56 (Ω−1 · cm−1).
To verify the resistivity measurements, parallel ICP-mass spectrometry (MS) analyses were carried out on specimens No. 1 and 2 in series 1 (Table I). The samples were prepared and analyzed at the Norwegian University of Science and Technology.
Results
Silicon Yield
The Si yield was found by weighing the silicon before and after each experiment. The mass of silicon (mSi) lost, sampled, and cast for all the 14 experiments are displayed in Figure 7.

Graphical representation of the mass of silicon lost, sampled, and cast for all 14 experiments
The average loss of mass for the 4.5-hour experiments is 10.73 pct ± 2.85 pct. The deviations in weight loss between the different experiments seem random. However, some silicon may not have been accounted for because of splashing during casting and sampling. Furthermore, the silicon loss from oxidation refining seems small when compared with the weight loss reported for experiment No. 14 where no water (oxygen) was added. The total amount of silicon sampled was close to 25 g in each experiment.
Boron Analysis
The main results from ICP-MS analysis and resistivity measurements are presented in the next three sections as series I, II, and III. The series refer to the experiments listed in Table I.
Series I
In Figure 8(a), the ICP-MS results and resistivity measurements of two experiments in series I (Table I) are plotted vs time. The data points from the ICP-MS measurements correlate with the resistivity analysis. However, the boron content analyzed by ICP-MS is on average approximately 35 pct higher than the values obtained from resistivity analysis. In both experiments, the boron content drops dramatically when the melts are being treated with moist hydrogen. Furthermore, the high water content experiment shows significant lower boron content after 2 hours treatment. The experiment was terminated at this time because of the extensive growth of crystalline quarts from the crucible wall. The effect of water was not pursued more in this work.

Plotted results from the ICP-MS and the resistivity measurements of the 14 experiments in series I, II, and III (Table I), showing the boron content in the melt vs time. (a) Experiments carried out with different water contents. (b) Experiments carried out at different temperatures. (c) Experiments carried out with different H2 contents. The error bars in the graphs indicate the standard deviation in resistivity measurements
Series II
The results from the resistivity measurements of the refining experiments in series II are plotted in Figure 8(b). In this series, three different silicon melt temperatures have been investigated (Table I). In all the experiments, the refining is highly effective and the boron content is reduced to well below 1 ppmw after 4.5 hours of treatment. Figure 8(b) also displays with a dotted line the refining experiments that were repeated several times. The data points correlate well with the first experiments that indicate good reproducibility. The boron yield, as shown by the first data point on the graphs, is usually 40 ppmw lower than the targeted boron content of 130 ppmw. The discrepancy is probably caused by some preoxidation of the added boron powder during heating.
Series III
In Figure 8(c), the results from the resistivity measurements of the six experiments in series III (Table I) have been plotted vs time. In this series, the effect of hydrogen content in the purge gas mixture has been investigated. Figure 8(c) immediately reveals that H2 addition increases the removal rate of boron significantly. It also shows that boron removal using pure H2 (no water) is slow, proving that boron refining in practice cannot be done with H2 gas alone. In experiment No. 10 (24.2 pct H2-72.6 pct Ar), the boron yield was expected to be low because of some accidental preheating in air. An additional experiment was therefore carried out, as shown in Figure 8(c), by a dotted line.
Boron Mass Transfer
Figures 9(a) and (b) show logarithmic plots of the boron content ([B]/[B]o) as a function of refining time ((A/V) · t) for the experiments carried out at different temperatures (Nos. 3 through 8) and different H2 contents (Nos. 2 and 9 through13), respectively. The amount of silicon lost and sampled previously presented in Section IV–A have been taken into account. Furthermore, the values for the mass transfer coefficients (k′, m/s) in Figure 9 have been obtained from the slopes of each plot. The linearity of the plots shows that boron evaporation follows first-order rate kinetics, which is in agreement with published literature for plasma refining (previously presented in Section II–B).

Logarithmic plot of the boron content ([B]/[B]o) vs refining time ((A/V) · t) of experiments carried out at different temperatures (a) and different H2 contents (b). The numbers (2 through 13) refer to experiments listed in Table I
Effect of Silicon Oxidation
In prior plasma gas experiments, it has been reported that SiO2 formation on the surface will have a large impact on the removal rate of boron. This was not found in this work. In all the experiments, some crystalline quartz formed on the crucible wall. Only in the 7.4 vol pct H2O experiment (experiment 1), the quartz started to grow horizontally to cover the surface. That growth may have affected the removal rate to some extent because of the reduced reaction area. Furthermore, there was no visual increase in SiO2 formation when the H2 content was reduced. The theory presented in Section II–A about H2 gas increasing the boron evaporation by suppressing SiO2 formation seems unlikely according to the findings in this work.
Discussion
Resistivity Measurements
Resistivity measurements are a cheap and easy method to investigate the boron content in silicon. In addition, it will produce results in a relatively short time. Its application is, first of all, intended for high-purity boron doped silicon, as used in this work. However, the probe used for measuring the resistivity should not be closer to the edge of the sample than four times the probe size (4 × 0.635 mm. Therefore, the discrepancy between the ICP-MS and the resistivity measurements in this work is possibly an “edge” effect caused by the small sample radius (~1 mm). It is believed that this effect is nearly constant for all the resistivity measurements, meaning that the results are comparable with each other. Another source of error is grain boundaries that can contribute to higher resistivity if measured across. However, it has been reported by others that the correlation between the boron content found by chemical analysis and resistivity in boron doped multicrystalline EG-Si is good.[29]
Kinetics of Boron Gaseous Removal
The kinetics of boron transfer from the silicon melt to a surrounding gas can be divided into five steps[30]:
-
(a)
Transport in the silicon melt
-
(b)
Diffusion through a stagnant boundary layer close to the interface (liquid side)
-
(c)
Chemical reaction among B, H2O, and H2 at the interface
-
(d)
Diffusion through a stagnant boundary layer close to the interface (gas side)
-
(e)
Transport in the gas phase
Transport in the melt and gas phase can always be considered fast in small-scale experiments where shallow melts are inductionally stirred and gas sparging is used. Steps (a) and (e) are not likely to be the rate-limiting steps. Close to the interface, the movements of gas and melt are slow and horizontal, and the transport of boron is dependent of the slow mechanism of diffusion. Furthermore, diffusion is strongly dependent on temperature and increases roughly exponentially as temperature increases (Arrhenius). However, the temperature dependents of the boron mass transfer, summarized in Figure 10, clearly demonstrate that the deboronization rate of silicon in the current study decreases with increasing temperature.

Relationship between the mass transfer coefficient (k′) of boron and temperature in silicon treated with H2 + 3.2 vol pct H2O. Trendline is expressed as a second-order polynomial
This also corresponds with the thermodynamic calculations presented in Figure 3, which predict a decrease in the partial pressure of the boron oxyhydrides with increasing temperature. It is, therefore, most likely that the rate is controlled by the chemical reaction among B, H2O, and H2 at the liquid/gas interface (step 3). There are several findings to support this: First, the removal rate is affected by the H2O content in the gas as previously shown in Section IV–B–1. When the water vapor content is close to doubled from experiment No. 1 to experiment No. 2, the reaction rate (k′) increases from 1.0 × 105 to 1.4 × 105 (calculations based on resistivity data in Figure 8(a)). This increase corresponds with a half-order relation of water on the removal rate (pH2O1/2), which had been reported by Theuerer.[15] Second, the removal rate drops rapidly when the H2 content in the gas mixture is reduced. This is shown in Figure 11 where the results from the boron mass transfer calculations are plotted against fraction H2 in the gas mixture.

Relationship between fraction H2 in Ar and boron mass transfer in silicon treated at 1773 K (1500 °C) with 3.2 vol pct H2O
In Figure 11, it is schematically illustrates that the rate is dominated by \( p_{{{\text{H}}_{ 2} {\text{O}}}} \) above 50 pct H2 added, meaning that H2 at this point is in excess. As the H2 content is reduced at constant \( p_{{{\text{H}}_{ 2} {\text{O}}}} \), the rate is eventually controlled by the \( p_{{{\text{H}}_{ 2} }} \). The slope further suggests that the effect of H2 on the removal rate is first order up to 50 pct and zero order above. However, more experimental data are needed to in the future to confirm this relation.
From Figure 11, it is possible that the H2 content should be at least 50 pct to obtain the highest boron removal rate at 1773 K (1500 °C) when 3.2 vol pct H2O is used. It is difficult to explain why such a high amount of H2 is needed in the gas mixture compared with the water content. One possibility is that the dissociation of H2 into free hydrogen (H), which can react to form HBO, is small. This can explain why plasma treatment is six times faster than gas blowing (k′: 7.7 × 10−5 vs 1.3 × 10−5, respectively). Because plasma consists of ionized gases the amount of O and H free to react with boron is much higher.
Conclusions
The basic conclusions that can be drawn from this work are as follows:
-
1.
Boron is removed from liquid silicon by blowing moist hydrogen on top of the melt.
-
2.
Water vapor treatment of molten silicon can alone remove boron. However, in combination with hydrogen gas, the removal rate is significantly increased.
-
3.
It is found that approximately 50 vol pct H2 in the treatment gas is sufficient to maintain a high boron removal rate at 1773 K (1500 °C) when 3.2 vol pct H2O is used.
-
4.
Gas treatment with pure H2 has little effect on boron removal, which indicates that boron is mainly evaporated as oxyhydride species.
-
5.
The rate of boron removal in current gas purging experiments is controlled by chemical reaction depending on \( p_{{{\text{H}}_{ 2} {\text{O}}}} \) and \( p_{{{\text{H}}_{ 2} }} \).
-
6.
The rate of boron removal from silicon decreases with increasing temperature between 1723 K and 1873 K (1450 °C and 1600 °C).
References
H.A. Aulich and F.W. Schulze: Progr. Photovoltaics, 2002, vol. 10, no. 2, pp. 141–47.
D. Lynch: JOM, 2009, vol. 61, no. 11, pp. 41–48.
B.R. Bathey and M.C. Cretella: J. Mater. Sci., 1982, vol. 17, no. 11, pp. 3077–96.
A. Schei: EP699625A1, 1996.
N. Nakamura, M. Abe, K. Hanazawa, H. Baba, N. Yuge, Y. Sakaguchi, Y. Kato, F. Aratani, and K. Saito: EP855367A1, 1998.
B. Monsen, O. Raaness, R. Jensen, K. Kleveland, S. Prytz, B. Ravary, J.A. Bakken, and A. Westermoen: WO2006135253A1, 2006.
K. Morita and T. Miki: Intermetallics, 2003, vol. 11 (11, 12), pp. 1111–17.
E.H. Myrhaug and H. Tveit: Electr. Furn. Conf. Proc., Iron Steel Society, 2000, vol. 58, pp. 591–604.
J. Amouroux, D. Morvan, and A. Gicquel: Fresenius Zeitschrift Fur Analytische Chemie, 1986, vol. 324, no. 5, pp. 384–96.
N. Yuge, H. Baba, Y. Sakaguchi, K. Nishikawa, H. Terashima, and F. Aratani: Sol. Energ. Mater. Sol. Cell., 1994, vol. 34, nos. 1–4, pp. 243–50.
T. Ikeda and M. Maeda: ISIJ Int., 1992, vol. 32, no. 5, pp. 635–42.
J.J. Wu, W.H. Ma, B. Yang, Y.N. Dai, and K. Morita: Trans. Nonferr. Met. Soc. China, 2009, vol. 19, no. 2, pp. 463–67.
K. Suzuki, T. Sugiyama, K. Takano, and N. Sano: ISIJ Int., 1990, vol. 54, no. 2, pp. 168–72.
H. Fujiwara, J.Y. Liang, K. Miyata, E. Ichise, and R. Otsuka: Nippon Kinzoku Gakkaishi, 1996, vol. 60, pp. 65–71.
H.C. Theuerer: Trans. Am. Inst. Min. Metall. Eng., 1956, vol. 206, no. 10, pp. 1316–19.
K. Suzuki, T. Kumagai, and N. Sano: ISIJ Int., 1992, vol. 32, no. 5, pp. 630–34.
T. Ikeda and M. Maeda: Mater. Trans. JIM, 1996, vol. 37, no. 5, pp. 983–87.
N. Nakamura, H. Baba, Y. Sakaguchi, and Y. Kato: Mater. Trans., 2004, vol. 45, no. 3, pp. 858–64.
C. Alemany, C. Trassy, B. Pateyron, K.I. Li, and Y. Delannoy: Sol. Energ. Mater. Sol. Cell., 2002, vol. 72, nos. 1–4, pp. 41–48.
A. Yvon, E. Fourmond, C. Ndzogha, Y. Delannoy, and C. Trassy: 4th Int. Conf. on Electromagnetic Processing of Materials, Lyon, France, 2003, pp. 342–43.
J.V.D. Avyle, P. Ho, and J.M. Gee: Sand200-0821, Sandia National Laboratories, Livermore, CA, 2000.
Thermfact/CRCT and GTT Technologies, http://www.factsage.com.
M.W Chase Jr.: NIST_JANAF Thermochemical Tables. American Chemical Society and the American Institute of Physics for the National Institute of Standards and Technology, Woodbury, NY, 1998.
B.P. Lee, H.M. Lee, D.H. Park, J.S. Shin, T.U. Yu, and B.M. Moon: Sol. Energ. Mater. Sol. Cell., 2011, vol. 95, no. 1, pp. 56–58.
C.P. Khattak, F. Schmid, D.B. Joyce, E.A. Smelik, and M.A. Wilkinson: AIP Conf. Proc., 1999, vol. 462, pp. 731–36.
ANSYS. Inc., http://www.ansys.com
W.K. Rhim, S.K. Chung, A.J. Rulison, and R.E. Spjut: Int. J. Thermophys., 1997, vol. 18, no. 2, pp. 459–69.
ASTM F 723-97, “Standard Practice for Conversion Between Resistivity and Dopant Density for Boron-Doped and Phosphorus-Doped, and Arsenic-Doped Silicon,” 1997.
M. Di Sabatino, E.J Øvrelid, and E. Olsen: 21 st European Photovoltaic Solar Energy Conf., Dresden, Germany, 2006, pp. 1068–71.
T.A. Engh: Principles of Metal Refining, Oxford University Press, Oxford, U.K., 1992, pp. 171–218.
Acknowledgments
I would like to acknowledge Dr. Jeffrey Cline (NTNU) for all the fruitful discussions we have had and for his big contribution to the experimental part. I would also like to thank Dr. Kai Tang (SINTEF) and Dr. Mehdi Kadkhodabeigi (ERAMET) for helping me with the thermodynamic calculations and the CFD modeling, respectively.
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted November 9, 2011.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Nordstrand, E.F., Tangstad, M. Removal of Boron from Silicon by Moist Hydrogen Gas. Metall Mater Trans B 43, 814–822 (2012). https://doi.org/10.1007/s11663-012-9671-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-012-9671-1