
Abstract
The paper concerns the synthesis and the characterization of new water-thinnable binder such as poly(acrylic–styrene) with the addition of a new amphiphilic macromonomer and it application in shaping of unmodified and modified (by silanization) Al2O3 by die pressing. The organic additives decomposed thermally to non-toxic gases which is beneficial from ecological point of view. Thus, the careful thermal analysis of synthesized binder was done. To characterize the synthesized binder, the glass transition temperature, wetting angle and diameter of polymer particles size in water were also measured. In the next step of the work, the density, porosity, tensile and bending strength, and microstructure observations have been done for modified and unmodified Al2O3 samples obtained by die pressing. The results confirmed that the synthesized binder is eco-friendly, because it decomposed to non-toxic gases such as carbon dioxide and water vapor during heating up to ca. 527 °C. The synthesized binders are characterized by low glass transition temperatures 5.6 °C and − 0.5 °C which are much lower than that of PVA (42 °C). It provided the high tensile strength (0.22 ± 0.01 MPa) of green bodies, 57% higher than strength of bodies with commercially available PVA and bending strength around 192 MPa. Density of sintered samples was around 95% of TD. Nevertheless, the best results were obtain for bodies based on modified Al2O3 where tensile strength of green bodies and bending strength of sintered samples were 0.30 ± 0.04 MPa and 237 ± 19 MPa, respectively.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There are many forming methods ceramics, mainly depending on the final desired shape of a product and the application. One of the most widespread method of forming dense ceramics is forming by pressing. This process is widely used in industry because of its easy simplicity for large numbers of ceramic components characterized by high density and mechanical strength. The disadvantages of this technique are the limitations of the products shape and difficulty in obtaining homogeneous distribution of density across the element as a consequence of uneven distribution of pressing force. The application of polymer binders can successfully help to mitigate friction, providing a more homogenous densification [1,2,3]. Favorable binders have a low glass temperature Tg, suitable high molecular weight and eco-friendly properties [2, 4, 5]. Another important aspect is the interaction of binder–binder and binder–particle powder. Polar groups (ester, carboxyl, hydroxyl) present in the polymer chain, as well as the ability to form hydrogen bonds, generate strong interactions with the powder surface and increase the adhesion forces [2]. It must be underlined that from ecological point of view organic additives should be thermally decomposed to non-toxic gases such as carbon dioxide and water vapor. Due to differential thermal analysis (DTA) apparatus with mass spectrometry, it is possible to observe type of gases released to the atmosphere during decomposition of any substances. DSC and DTA analysis allows to gain knowledge about glass transition temperature and thermal stability of materials as well as their environmental hazard [6,7,8,9,10,11,12,13,14].
Water-soluble binders, such as poly(vinyl alcohol)—PVA is most often used [15]. However, due to insufficient mechanical strength of green bodies given by such type of binders, machining or mechanical treatment of the bodies is hindered. On the other hand, water-insoluble binders providing more sufficient sample parameters, but they require the addition of expensive and non-ecological organic solvents. To reduce this obstacle, water-thinnable polymer binders are utilized such as polyacrylate, polyurethane or acryl-styrene, acrylic allyl or vinyl allyl copolymers [3, 15,16,17,18,19,20]. The above-mentioned studies have confirmed the superiority of these kinds of binders over water-soluble ones. In particular, polyacrylate dispersions are shown desirable properties. Already in early 1995, a polyacrylate binder—Duramax TM 1031B (Rohm&Haas) was developed. Its additive in amount of 5 mass% resulted in a huge tensile strength (6.5 MPa) of alumina green bodies, while the addition of poly(vinyl alcohol) less than 1 MPa. Kumar et al. investigated the effect of polyacrylic binders on the mechanical strength of alumina materials. Their research has proven that the green alumina bodies containing 3 mass% of prepared binder have sufficient mechanical strength to allow the machining by turning and drilling [17]. However, in both discussed cases, high binder loading has reduced the density and increased the porosity after sintering process. Bukvic et al. [19] also investigated the effect of various polymer binders on mechanical properties and machining of green alumina bodies. They obtained cylindrical samples of 10 mm diameter and 55 mm high using isostatic pressing under the pressure of 100 MPa. Each of prepared sample contained 2 mass% of different binder: poly(vinyl alcohol), poly(vinyl butyral), and two polyacrylic dispersions B-1007 and B-1022 delivered by Rohm&Haas. The samples were machined using turning method. The smallest surface chipping was achieved in case of polyacrylic binder B-1007. These samples were also exhibited the highest bending strength and the lowest surface roughness after the sintering process.
Szafran et al. [2, 5, 21] applied additionable amphiphilic molecule of macromonomers to synthesize poly(acrylic–styrene) dispersions. It was shown that the incorporation of macromonomer in polymer structure allowed to reduce the glass transition temperature of the binder and also minimized the addition of the emulsifier needed to the emulsion polymerization process. The use of these binders in samples preparation was beneficial in mechanical properties compared to PVA. However, for the last years, there are not many articles devoted to developing new water-thinnable polymer binders. Most of researchers use commercially available polyacrylic dispersions [22,23,24,25,26,27,28].
As a continuation of the Szafran et al. study, the paper presents research on water-thinnable copolymer binders with the addition of a new amphiphilic macromonomer in comparison with commercial poly(vinyl alcohol) binder. Moreover, the authors show the effect of surface ceramic powder modification using (3-aminopropyl)trimetoxysilane on the properties of the obtained materials.
Materials and experimental procedure
Synthesis of amphiphilic macromonomer
The synthesis of amphiphilic macromonomer consisted of two steps. In the first one, synthesis of glycidyl ether of ethoxylated fatty alcohol by the reaction of fatty alcohol containing poly(oxyethylene) fragments with epichlorohydrin was conducted. The reaction was carried out at 60–65 °C for 10 h according to the scheme presented in Fig. 1a 2,6-di-tert-butyl-4-methylphenol (BHT) as an antioxidant was used. In the second step, acrylic acid was reacted with glycidyl ether of ethoxylated fatty alcohol in the presence of N,N-dimethylbenzylamine as a catalyst (Fig. 1b). Phenothiazine (PTZ) as an inhibitor was used. This step of synthesis was conducted at 70–90 °C until complete conversion of carboxyl groups.

Scheme of amphiphilic macromonomer synthesis: a first and b second stage
Synthesis and characterization of water-thinnable copolymer binders
Two water-thinnable poly(acrylic–styrene) binders were prepared by emulsion copolymerization. Both of them had the same weight ratio styrene/butyl acrylate/acrylic acid (30:68:2). However, one of them contained a small amount of obtained amphiphilic macromonomer. Ammonium persulfate (APS), sodium dodecylbenzenesulfonate (SDBS) and ammonium bicarbonate were used as an initiator, emulsifier and pH buffer, respectively. The polymerization was carried out at 70 °C for 6 h. The physicochemical properties of the substrates used in the synthesis of amphiphilic macromonomer and water-thinnable polymer binders are shown in Table 1.
For the obtained dispersions, the concentration of the polymer in water, polymer particles size (Zetasizer Nano ZS, Malvern, UK) and the wetting angle which influences the ability of dispersion to wet the surface of alumina powder were determined. After drying of the dispersions, the glass transition temperature (Tg) of the binders was determined by the differential scanning calorimetry (DSC) method (DSC Q200, TA Instruments, USA). Tg was evaluated by inflection point method. Measurements were taken in a nitrogen atmosphere from − 100 to 200 °C with heating rates 10 °C min−1. The sample mass was ca. 20 mg. Moreover, thermogravimetric analysis was conducted. DTA/TG measurements were taken by using Netzsch Jupiter STA 449C coupled with the mass spectrometer Netzsch QMS 403C Aeolos. The quantity of polymer sample took to the measurements equaled 0.04 g. They have been covered by calcinated (non-reactive) Al2O3 powder in the quantity of 0.5 g in order to prevent the polymer creeping from the crucible. The heating rate was 5 °C min−1, and the final temperature was 1000 °C. The measurements were taken in the constant flow of two gases: argon—10 mL min−1 (protective gas) and synthetic air (75:25 N2/O2)—60 mL min−1. Mass spectrometer was set to detect m/z values in mass range 10–300. The analysis was conducted only for the polymer containing molecules of amphiphilic macromonomer since the chemical structure of prepared poly(acrylic–styrene) binders slightly differs and thus, their behavior and elevated temperatures will be similar.
For comparison, commercially available poly(vinyl alcohol) (PVA) was used as a binder. The molar mass and hydrolysis degree of PVA were 80,000 g mol−1 and 88%, respectively. The binder was used in the form of 10 mass% aqueous solution. Table 2 presents properties of all used binders.
Characterization of used ceramic powder
Al2O3 powder (MARTOXID® MR-52, Martinswerk, Germany) with a density of 3.93 g cm−3 and specific surface area of 6.31 m2 g−1 was used in the studies. Density of the powder was determined using helium pycnometer (AccuPyc 1340, Micromeritics, USA). Identification of specific surface area was evaluated by a BET adsorption isotherm method (ASAP 2020, Micromeritics, USA). The alumina morphology and microstructure were investigated by Scanning Electron Microscopy (Zeiss ULTRA Plus, Zeiss, Germany). Figure 2 shows the irregular shape of alumina powder and bimodal distribution of particle size. It was also observed the presence of agglomerates.

SEM image of used alumina powder
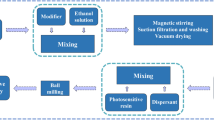
Granulation process
The aqueous ceramic slurries containing 70.0 mass% of the Al2O3 and 0.5 mass% (with respect to the alumina) of selected polymer binder were prepared by milling in a planetary ball mill (PM 100, Retsch, Germany) with rotational speed 300 rpm for 45 min. The slurries contained also a dispersing agent—Dispex A-40 (Allied Colloids Ltd., UK) in the amount of 0.25 mass% (with respect to the alumina) and an antifoaming agent—octanol. The granulated product was obtained by water evaporation using vacuum evaporator and screen sieve. The fraction of 0.2–0.5 mm grain diameter was applied for the studies. One of the granulates was obtained using alumina modified by silanization process. As a modifying agent, the (3-aminopropyl)trimetoxysilane in the amount of 1.5 mass% (with respect to the alumina) was used. This process would allow to permanent connection between the particle surface and polymer molecule by ionic bonding according to scheme presented in Fig. 3. The presence of modifying agent on the alumina surface after silanization process was verified by TG/DTA analysis (derivatograph 34-27 T MOM Budapest, Hungary).

Scheme of a alumina surface modification process and b ionic bonding between amine and carboxyl groups present in binders structure
Shaping and characterization of green and sintered samples
All of the ceramic samples were obtained by die pressing method using a hydraulic press under the pressure of 50 MPa. Twelve cylindrical samples of 20 mm diameter and ca. 5 mm height were shaped from each of prepared granulates. Green bodies were characterized by the density measurements and tensile strength by the “Brazilian test” on H10KS (Tinius Olsen, USA). The tensile strength of green bodies was determined by the following dependence (1):
where σr, tensile strength (MPa); P, force causing the sample destruction (N); d, sample diameter (mm); h, sample high (mm).
Thirty cylindrical samples of 20 mm diameter and ca. 2.5 mm height were die pressed, dried at 105 °C for 24 h and then sintered at 1650 °C for 1 h using HTF 1700 furnace (Carbolite, UK) from each of prepared granulates. All of sintered materials were characterized by basic parameters such as density, open porosity and wettability. Moreover, bending strength obtained from the “ring-bowl” test using H10KS (Tinius Olsen, USA) was investigated. It is the biaxial bending method where gradually increasing pressure causes sample destroy. The bending strength of sintered samples was calculated based on Eq. 2.
where σz, bending strength (MPa); P, force causing the sample destruction (N); h, sample high (m); a, supporting ring radius (m); b, piston radius (m); r, sample radius (m); v, Poisson’s ratio (v = 0.22 for ceramic materials).
Microstructure of sintered samples was determined by Scanning Electron Microscopy (Zeiss ULTRA Plus, Zeiss, Germany).
Results and discussion
DSC studies
The analysis of DSC studies of synthesized acrylic–styrene binders and poly(vinyl alcohol) is shown in Table 1. The results revealed the difference in the glass transition temperature between these binders. This is due to the chemical structure of the compounds which induced conformation changes and therefore rigid of the polymer, which affects the value of its glass transition temperature. In case of PVA, the regular structure of main chain and the hydrogen bonds between the polymer chains are responsible for the high value of Tg which is above 40 °C. Despite the fact that both of prepared poly(acrylic–styrene) binders contain a stiff phenyl group, they exhibit the lower glass transition temperature compared to PVA. This is caused by the lack of groups able to create the hydrogen-bonded network in the structure of these binders. Moreover, the incorporation of the amphiphilic macromonomer containing long and flexible ethoxylated hydrocarbon chain into the structure of B2 binder decreased Tg. Due to long oxyethylene fragments which move the main polymer chains from each other, the macromonomer had an internal plasticizer function.
Wetting angle of the synthesized binder
The presence of amphiphilic macromonomer molecules containing hydrophilic groups in the poly(acrylic–styrene) binder structure significantly affects the ability of prepared dispersions to wet the surface of Al2O3 powder (Table 2). The interaction between binder molecules and alumina surface with hydroxyl groups is greater. In consequence, the adhesion of the polymer binder to the alumina surface was increased which is confirmed by smaller wetting angle value.
Thermogravimetric analysis
DTA/TG/DTG curves of thermal degradation of binder B2 indicate that the total mass loss was 97%, what means that almost all of organic phase has decomposed. Polymer decomposition goes in two main stages according to TG curve. It begins at ca. 333 °C and ends at ca. 527 °C. The exothermic peak on DTA curve with the maxima at 398 and 503 °C is distinct. The main m/z values detected by mass spectrometer were 17 and 18 which can be ascribed to OH− and H2O molecules (Fig. 4b). This is therefore the main gaseous product released from the polymeric sample. The presence of CO2 is confirmed by m/z values 12 and 44. There is the increase in the intensities of MS 44 and 12 signals with the maxima at 380 and 492 °C what indicates the decomposition of polymeric binder and oxidation of decomposition products (light hydrocarbons) to CO2. The stepped mass loss and the presence of a few maxima on MS curves indicate that thermal decomposition of the polymeric chain proceeds gradually. The MS signals 41, 42, 50, 51, 55, 56 are observed with the maximum at 367 °C which can be ascribed to the first stage of thermal decomposition of the polymer (Fig. 4c). It must be underlined that the intensities of these signals are very low in comparison with signals 18 and 44. The major decomposition products come from main chain scission, giving shorter polymeric chains (C1–C5 hydrocarbons) like: oligomers, trimers, dimers and monomers [28, 29]. MS 41 and 42 peaks of high intensity may indicate the C3 hydrocarbons, acetates, acetyl groups what corresponds to the polymer structure [30, 31]. The presence of the m/z value 44 is observed till ca. 600 °C which means that mentioned above organic groups undergo further oxidation to CO2.

DTA/TG/DTG curves (a) and signals from mass spectrometer (b, c) of polymer binder B2
DTA/TG/DTG curves of thermal degradation of modified alumina powder (Fig. 5) indicate that the total mass loss was 1.97% what confirms a presence of the modifying agent on the Al2O3. Decomposition of the sample goes in two main stages according to TG curve. It is worth mentioning that the 0.46% of mass loss is related to the endothermal dehydration process, which is observed until ca. 160 °C with the maximum at ca. 90 °C. The rest of the mass loss (1.33%) is related to the exothermal process. The exothermic peak on DTA curve with the maximum at ca. 290 °C can be ascribed to the first stage of thermal decomposition of organic compounds. Thermal decomposition of organic substances ended at ca. 600 °C. It must be underlined that the silicone is not burned out from the sample. It probably remains in the form of oxides.

DTA/TG/DTG curves of modified alumina powder
Green bodies properties
The properties of green alumina bodies shaped using unmodified and modified ceramic powder are shown in Table 3. The non-functionalized green bodies exhibited almost the same values of relative density and equals 67.5% of the theoretical density of Al2O3. However, the data suggest that the binder content significantly influences the tensile strength. In case of the green bodies based on unmodified powder, the highest tensile strength was measured for the samples with the addition of the B2 binder. In this case, the tensile strength was 0.22 MPa which was 57% higher compared to those the bodies with commercially available PVA which were the lowest (0.14 MPa). Additionally, the use of the B2 binder allows to obtain products with the most replicable parameters, which was confirmed by the lowest values of standard deviation.
The samples prepared with modified Al2O3 granulate were significantly less dense. The relative density (using the same binder) was almost 9% lower in comparison with the bodies based on unmodified powder. It is likely that a presence of an additional organic layer on the surface of the ceramic powder particles formed an additional steric barrier. Nevertheless, these samples demonstrated higher tensile strength 0.30 MPa (about 40% higher) in comparison with those based on unmodified Al2O3 with the same binder.
Sintered samples properties
The properties of the sintered ceramic materials based on unmodified and modified alumina are shown in Table 4. Among all of sintered materials based on unmodified Al2O3, the highest densification during the thermal treatment was achieved for samples shaped with binder B2. The samples showed 1.3% greater density than those prepared with commercially available PVA. The highest density also influenced the lowest values of open porosity and wettability. The data presented in Table 4 show also that the presence of amphiphilic macromonomer molecules in the poly(acrylic–styrene) binder structure strongly affected the properties of sintered materials. In case of samples based on B2 binder more than twice lower values of open porosity and wettability as well as 2.7% higher densification were noted in compared to those with B1 binder.
Application of the water-thinnable poly(acrylic–styrene) binders allowed also to obtain samples with slightly greater bending strength. To consider also this parameter, the best result was obtained for materials based on binder B2. In this case, the value of bending strength equaled 192 MPa which was 4% greater than samples obtained using poly(vinyl alcohol) as a binder (184 MPa).
The samples obtained using modified alumina were characterized by much lower densification (around 5%) as well as 4 times higher values of open porosity and wettability in comparison with the samples prepared from unmodified ceramic powder. However, they exhibited 23.5% greater bending strength (237 MPa). Thus, despite lower density, materials prepared from modified alumina showed significantly higher mechanical strength for both green and sintered bodies. This not typical dependence can be explained by different microstructure of studied materials. During the strength testing of the samples, the decohesion process has initiated at the defect. In case of the bigger defects of microstructure, the lower force is needed to fracture the sample. Despite the higher porosity, the samples based on modified alumina did not exhibit defects of large size in contrast to unmodified Al2O3 materials (Fig. 6a, b). Moreover, lower densification of green bodies affects the significantly less grain growth during thermal treatment. These are probably the reason of greater mechanical strength of modified samples.

SEM images of sintered samples based on unmodified (on the left) and modified (on the right) alumina powder molded with B2 binder: a magnification ×100; b magnification ×1000; c magnification ×10,000
Conclusions
The aim of the work was the examination of poly(acrylic–styrene) with the addition of a new amphiphilic macromonomer as an environmentally friendly, water-thinnable binder in shaping of unmodified and modified (by silanization) Al2O3 by die pressing. The widely thermal analysis showed that synthesized binder mainly decomposed to non-toxic gases such as CO2 and H2O which confirmed it eco-friendly behavior. Additionally, comparison of the synthesized binder with commercially available PVA showed that synthesized binders exhibit much lower glass transition temperatures, respectively, 5.6 °C for B1 binder and − 0.5 °C for B2 binder which provide elastic behavior and allows to enhance the strength of the sample before sintering. The samples based on unmodified powder obtained using B2 binder were also exhibited the highest bending strength after sintering process. Densities of the all sintered samples were comparable and approximately equaled 95% of TD. Moreover, it was shown that the application of the modified Al2O3 by silanization additionally favorably enhances the mechanical strength of samples before and after sintering.
References
Ramzi M, Romdhane B, Chartier T, Baklouti S, Bouaziz J, Pagnoux C, Baumard JF. A new processing aid for dry-pressing: a copolymer acting as dispersant and binder. J Eur Ceram Soc. 2007;27:2687–95.
Szafran M, Wisniewski P, Rokicki G. Effect of glass transition temperature of polymeric binders on ceramic materials properties. J Therm Anal Calorim. 2004;77:319–27.
Potoczek M, Haneczkowski M, Oleksy M. A new polyurethane binder providing high green strenght of dry-pressed alumina. Ceram Int. 2003;29:259–64.
Wisniewski P. Organics additives in modern ceramics—part II: binder’s properties. Szkło i Ceramika. 2008;59:43–7.
Szafran M, Rokicki G, Florjanczyk Z, Zygadlo-Monikowska E, Langwald N. Water based polymeric binders in ceramic processing. Ind Ceram. 2000;20:190–2.
Wiecinska P. Thermal degradation of organic additives used in colloidal shaping of ceramics investigated by the coupled DTA/TG/MS analysis. J Therm Anal Calorim. 2016;123:1419–30.
Bednarek P, Szafran M. Thermal decomposition of monosaccharides derivatives applied in ceramic gelcasting process investigated by the coupled DTA/TG/MS analysis. J Therm Anal Calorim. 2012;109:773–82.
Leszczynska A, Pielichowski K. Application of thermal analysis methods for characterization of polymer/montmorillonite nanocomposites. J Thermal Anal Calorim. 2008;93:677–87.
Szczygiel I, Winiarska K. Synthesis and characterization of manganese–zinc ferrite obtained by thermal decomposition from organic precursors. J Therm Anal Calorim. 2014;115:471–7.
Golofit T, Zysk K. Thermal decomposition properties and compatibility of CL-20 with binders HTPB, PBAN, GAP and poly-NIMMO. J Therm Anal Calorim. 2015;119:1931–9.
Thom AJ, Summers E, Akinc M. Oxidation behavior of extruded Mo5Si3Bx–MoSi2–MoB intermetallics from 600 to 1600 °C. Intermetallics. 2002;10:555–70.
Etienne S, Becker C, Ruch D, Germain A, Calberg C. Synergetic effect of poly(vinyl butyral) and calcium carbonate on thermal stability of poly(vinyl chloride) nanocomposites investigated by TG–FTIR–MS. J Thermal Anal Calorim. 2010;100:667–77.
Alcolea A, Ibarra I, Caparros A, Rodriguez R. Study of the MS response by TG–MS in an acid mine drainage efflorescence. J Thermal Anal Calorim. 2010;101:1161–5.
Wiecinska P, Graule T, Bachonko M. Organic additives in gel-tape casting of ceramic powders—novel approach to the problem of elasticity and cracking of thin tapes. J Eur Ceram Soc. 2015;35:3949–57.
Szafran M, Wisniewski P, Rokicki G, Lukasik L. Vinyl acetate copolymers in die pressing of alumina. J Thermal Anal Calorim. 2001;66:603–9.
Wu XLK, Whitman DW, Kaufell WL, Finch FC, Cumbers DI. Acrylic binders for die pressing ceramics. Am Ceram Soc Bull. 1997;76:49.
Kumar DBR, Reddy RM, Mullay VN. Acrylic co-polymer emulsion binders for green machining of ceramics. Eur Polym J. 2000;38:1503–10.
Zhihui L, Dongliang J, Jingxian Z, Qingling L. Processing and properties of ZrB2–SiC composites obtained by aqueous tape casting and hot pressing. Ceram Int. 2011;37:293–301.
Bukvic G, Fiocchi AA, Sanchez LEA, Purquerio BM, Fortulan CA. Influence of ceramic binders on mechanical properties and finishing of green machined alumina. In: 22nd international congress of mechanical engineering—COBEM 2013, Brazil.
Kristofferson A, Roncari E. Comparison of different binders for water-based tape casting of alumina. J Eur Ceram Soc. 1998;18:2123–31.
Szafran M, Rokicki G. Effect of acrylic–styrene copolymer chemical structure on the properties of ceramic tapes obtained by tape casting. J Am Ceram Soc. 2001;84:1231–5.
Gutierrez C, Moreno R. Influence of slip preparation and casting conditions on aqueous tape castng of Al2O3. Mater Res Bull. 2001;36:2059–72.
Arcaro S, Nieto M, Neto J, Oliveira A, Moreno R. Al2O3 nanoparticulate LZS glass–ceramic matrix composites for production of multilayered materials. J Am Ceram Soc. 2016;99:3573–80.
Amirjan M, Khorsand H. Processing and properties of Al-based powder suspension/slurry: a comparison study of aqueous binder systems, stability and film uniformity. Powder Technol. 2014;254:12–21.
Cologna M, Sglavo V, Bertoldi M. Sintering and deformation of solid oxide fuel cells produced by sequential tape casting. Int J Appl Ceram Technol. 2010;7:803–10.
Rincon A, Chinelatto A, Moreno R. Tape casting of alumina/zirconia suspensions containing graphene oxide. J Eur Ceram Soc. 2014;34:1819–27.
Pietrzak E, Wiecinska P, Pawlikowska E, Szafran M. Colloidal processing of Al2O3 and BST materials—investigations of thermal stability and decomposition of green bodies. J Therm Anal Calorim. 2017;130:365–76.
Bertini F, Audisio G, Zuev V. Investigation on thermal degradation of poly-n-alkyl acrylates and poly-n-alkyl methacrylates (C1–C12). Polym Degrad Stab. 2005;89:233–9.
Zuev VV, Bertini F, Audisio G. Investigation on the thermal degradation of acrylic polymers with fluorinated side-chains. Polym Degrad Stab. 2006;91:512–6.
Database of Mass spectroscopy of royal society of chemistry. www.cds.rsc.org.
Database of mass spectroscopy of Kaye & Laby, national physical laboratory. www.kayelaby.npl.co.uk.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Zurowski, R., Gluszek, M., Antosik, A. et al. Copolymers dispersions designed to shaping of ceramic materials. J Therm Anal Calorim 132, 453–461 (2018). https://doi.org/10.1007/s10973-017-6955-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-017-6955-3