
Abstract
Hot work tool steels are widely used as thermal and mechanical highly stressed tools, amongst others for pressure die casting.
Advanced die-casting processes require further increase regarding the size of the molds, the complexity of the geometries, and the tool life of the dies, resulting in a multifaceted stress profile for the used tool steel. Thus, an optimum combination of certain properties, such as a high thermal stability and toughness as well as a particularly good through hardenability for large cross-sections, is hence necessary.
The mechanical properties of engineering structural materials are highly dependent on their microstructure and are achieved after heat treatment, which is therefore crucial for the good performance of the tool steel. Depending on the size of the tools, the hardening process in these materials can lead to varying microstructures and properties through their cross-section resulting from the quenching step and the inconsistent cooling rates. Particularly slow cooling rates can lead to the formation of bainite, which is known to decline the toughness and hence degrade the mechanical performance.
In this work large dimensioned samples of 5%Cr martensitic steel with a size of 810 x 510 x 350 mm and a well-defined geometry are prepared and heat treated under standard conditions for die casting molds. Subsequently impact energy and fracture toughness in different zones of the samples are determined. The corresponding microstructures are investigated using optical microscopy and scanning electron microscopy. The results are compared with those of numerical simulations and discussed in this presentation.
Zusammenfassung
Warmarbeitsstähle sind als thermisch und mechanisch hochbeanspruchte Werkzeuge weitverbreitet und werden unter anderem für Al-Druckguss eingesetzt.
Der moderne Druckgussprozess erfordert eine Steigerung bezüglich Größe der Formen, Komplexität der Geometrien und Standzeit der Werkzeuge. Daraus abgeleitet wird ein vielfältiges Beanspruchungsprofil für den eingesetzten Stahl. Um diesem zu begegnen, braucht der Stahl spezielle physikalische und mechanische Eigenschaften wie gute thermische Beständigkeit und Zähigkeit sowie bei großen Querschnitten eine sehr gute Durchhärtbarkeit.
Grundsätzlich sind die mechanischen Eigenschaften von der Mikrostruktur abhängig und entstehen nach der Wärmebehandlung. Somit ist diese für ein gutes Performen des Werkzeugs entscheidend. Normalerweise besteht die Mikrostruktur aus sekundären Härtekarbiden eingebettet in martensitischer Matrix. Abhängig von der Größe des Werkzeugs kommt es nach dem Härten zu unterschiedlichen Abkühlgeschwindigkeiten und infolge dessen zu unterschiedlicher Mikrostruktur und Eigenschaften entlang des Querschnitts. In den Bereichen mit langsamer Abkühlung kommt es zur Bildung vom Bainit, welcher erfahrungsgemäß die Zähigkeit negativ beeinflusst.
Großdimensionierte Probekörper aus 5% Cr martensitischem Stahl mit Abmessung 860 x 510 x 350 mm und definierter Geometrie wurde mit Standard-Wärmebehandlung für Druckgussformen behandelt. Nach der Wärmebehandlung wurde Kerbschlagarbeit und Bruchzähigkeit der verschiedenen Blockzonen bestimmt und die Mikrostruktur untersucht. Die Ergebnisse der großtechnischen WBH-Versuche werden mit denjenigen aus numerischen Simulationen verglichen und in dieser Präsentation diskutiert.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Hot work tool steels are alloyed steels for use in applications in which the surface temperature is generally above 200° C. Apart from a long term thermal load, there is the additional stress due to periodic change of the temperature [1]. Martensitic steels containing 5%Cr were originally developed for die casting of Aluminium alloys [5]. Other typical fields of applications include forging dies, mandrels, extrusion tools, pressure die-casting, and more. The main requirements after heat treatment are high strength and toughness in order to give a superior resistance to mechanical and thermal shocks [2, 3]. This is achieved by using tool steels which have martensitic microstructure, strengthened by nm-sized secondary hardening carbides of the type MC, M3C, M7C3, and M23C6. The microstructure itself is obtained after complex heat treatment composed of hardening and subsequent multiple tempering. A marginal modification of the heat treatment can have an enormous impact on the microstructure and thus on the mechanical properties [4, 6]. Especially the quenching rate from hardening temperature has a significant influence on the toughness and ductility of tool steel materials [6]. Nowadays, the dimensions of hot-work tool as well as their complexity of geometries in the pressure die-casting industry are constantly increasing, causing the problem of inconsistent cooling rates through the cross-section of the tool [4, 7]. The temperature gradient between the core and the surface of such large dimensioned tools leads to a decreasing cooling rate in the core (Fig. 1) and affects the microstructure. This causes the formation of bainite in addition to a martensitic matrix. It is well-known from previous studies that the presence of bainite in a martensitic microstructure reduces significantly toughness and ductility. This is related to the difference in strength between martensite and bainite [4, 8, 9]. The known studies normally refer to laboratory samples. These represent an ideal condition and not always describe the material properties that are measured in a pressure die-casting tool of a larger dimension.

CCT diagram of hot-work tool steel grade H11. Influence of the tools-size on the cooling speed [10]
However, the influence of the cooling rate on the microstructure and mechanical properties in large dimensioned samples of 5wt% chromium hot-work tool steel could not be found in the literature. Therefore, the present work focuses on the investigation of big size samples of 810 x 510 x 350 mm with unfavorable geometry such as for the pressure die-casting industry. The sample was heat treated under standard condition for die-casting molds and afterwards sawed to determine the fracture toughness as well as the notch impact energy of different zones and variable cooling rates respectively. The microstructure was investigated using optical microscopy and scanning electron microscopy (SEM). Phase fractions for a variety cooling rates were calculated by numerical simulation.
2 Experimental
2.1 Material and Heat Treatment
The large dimensioned test mold was produced out of a steel grade X38CrMoV5-1 (~DIN 1.2343, ~AlSl H11). The chemical composition of the used grade is given in Table 1 [10]. The material was produced on an industrial scale by Böhler Edelstahl GmbH, Kapfenberg, Austria, with the trade name W350 ISOBLOC. It has an excellent hardenability and is therefore suitable for very big die casting components [10].
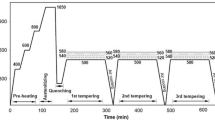
The final geometry of the mold was given in the milling machine by annealed material condition and is shown in Figure 2. After milling the geometry, the test mold was heat treated by a typical heat treatment procedure for a martensitic hot work tool steel. The heat treatment was conducted in the vacuum furnace type by Schmetz with a maximum loading weight of 4.5 tons and nitrogen overpressure gas quench. The quenching and tempering conditions were as follows: heating to an austenitising temperature of 1020°C at the rate of 0.5°C/s, holding at 1020°C for 30 minutes, and subsequently cooling down to the ambient temperature. The cooling parameters were measured at three different zones of the mold, namely of: core (λ = 36) and surface near area (λ = 3.4) of the massive part as well as the spigot (λ = 2.6). The cooling parameter is defined as the time (s) which the sample needs to cool down from 800 to 500°C, divided by a factor of 100. After that the sample was triple-tempered at > 550°C for 2 h to achieve a working hardness of 44 – 46 HRC.

Final geometry of the test mold (all dimensions are given in millimeters)
2.2 Mechanical Tests and Microstructure
Samples for impact and fracture toughness tests were taken from different areas and quenching parameters respectively. The positions of the individual samples are shown in Figure 3. Five positions were defined: core or center (CM) as well as surface near zone (SM) of the massive part, bottom (BH) and edge (EH) from the hollow part, and finally the spigot (S).

Positions of the individual samples for mechanical tests
The impact tests were performed according to EN 10045-1 on a 300J impact pendulum by Zwick, Germany, to assess the impact toughness. These characteristic values were measured at room temperature using standard Charpy V‑notched specimens. It should be noted that the direction of impact was always adjusted in a direction cross to the deformation. The resistance against propagation of a macroscopic crack, i.e. the fracture toughness KIC, was determined by bending tests using single-edge cracked four point bending bars with dimensions of 20 x 8,3 x 110mm. The tests were performed according to ASTM E399 in an electrodynamic test machine of RUMUL, Switzerland, at room temperature.
The tempered martensitic, respectively mixed, microstructure as well as the corresponding grain size according to ASTM E112 were investigated in the range of µm by light optical microscopy on samples which were etched for 15 s in a 10% alcoholic HNO3 solution. Fracture surface analyses from the impact tests were performed using SEM. The SEM investigations were conducted on a JEOL JSM – 6460 LV, Japan, operated at an acceleration voltage of 15 kV.
2.3 Numerical Simulation
For the investigated cooling parameters, core (λ = 36) and spigot (λ = 2,6), the corresponding microstructure was numerically calculated using the software DEFORM (Design environment forming). To perform an accurate thermomechanical heat treatment simulation, it is necessary to have knowledge of temperature- and phase-dependent material properties. Those as well as the used numerical model are based on the study of Schemmel et al. [12]. Schemmel et al. calculated the residual stress formation and the evolutions of phase fractions during the quenching process in dependence of the samples sizes on the same steel grade. A proper description of the phase transformation kinetics is a prerequisite. It should be noted that the results of the numerical calculation are to be interpreted as a reference value only.
3 Results
3.1 Massive Part of the Mold
Mechanical tests result from the core (CM) and surface near areas (SM) of the massive part are summarized in Table 2. As expected, the cooling parameter of the core λ=36 is much higher than the surface near zone with λ=3.4. This leads in general to a lower KIC-value of 35.3 MPa m-1/2 and impact toughness of ~10 J for CM compared to 45.1 MPa m-1/2 and ~14 J for position SM. A hardness value of ~46 HRC has been achieved for both positions of the massive part. Figure 4 displays the influence of the cooling parameter on the microstructure. It shows the mixed microstructure of CM, consisting of tempered martensite and bainite shares in opposite to SM, represented by a fully martensitic structure. The grain size according to ASTM E112 was evaluated with 9 for both positions.

Microstructure of the massive part for positions a) CM and b) SM
The fracture morphology after the impact tests by means of SEM is shown in Figure 5. Different cooling parameters and correspondingly a different microstructure led to a slight change in fracture mode. The fracture surface of CM is characterized by a transcrystalline fracture appropriate to the presence of bainite in this position. The fracture mode by SM indicates a high profile of intercrystalline fracture, represented by the fully martensitic microstructure. That was expected and correlates well with the results of the impact and fracture toughness values for this part of the mold.

Fracture surface analyses of the massive part for positions a) CM and b) SM
3.2 Hollow Part of the Mold
The cooling parameter in this part was not investigated because the used vacuum furnace, the quenching rate, could be measured at three positions only. It was supposed that the cooling parameter of the hollow part and the surface near area (SM) of the massive part are similar.
The results of the impact tests for positions BH und EH are given in Table 3. It can be seen that the average impact value of BH (18 J) is slightly higher than that for EH (~16 J) with the same hardness level of approximately 44 HRC. The fracture toughness was measured only for position EH. The reason to use KQ instead of KIC is that the specimen geometry did not fulfil ASTM E 399, since the sample size was too small. However, a tendency is a very high KQ-value of 86.7 MPa m-1/2 in fact for position BH, apparent on the basis of the three-point bending test. The microstructure of positions BH and EH is shown in Figure 6. It is evident that the microstructure of EH consists of martensite and a large presence of bainite in contrast to BH with its fully martensitic structure. The grain size according to ASTM E112 was evaluated for the hollow part as well as for the massive part with 9 for all positions. Figure 7 shows the fracture surfaces of BH und EH. The fracture surfaces appear intercrystalline indicating a very similar rupture mechanism for both positions. However, a small range of share failure exists for BH equivalent to the higher ductility and the fully martensitic structure in comparison to EH. Nevertheless, the differences of the impact energy values as well as the fracture surfaces are not as significant as it would be presumed from their microstructures.

Microstructure of the hollow part for positions a) BH and b) EH

Fracture surface analyses of the hollow part for positions a) BH and b) EH
3.3 Spigot
The results of the mechanical tests for the spigot are summarized in Table 4. In this part of the mold, the lowest cooling parameter of λ=2.6 was measured. The average impact value of ~20 J and the highest KQ-value of 87.8 MPa m-1/2 by working hardness of 43 HRC indicate a high level of ductility. Figure 8a shows the corresponding well-tempered martensitic microstructure. The grain size according to ASTM E112 was again determined with 9. The fracture surface after the impact test is shown in Figure 8b. It shows a mixed fracture present with intercrystalline and ductile fracture morphology.

a) Microstructure and b) Fracture surface for position S
3.4 Numerical Simulation
Figure 9 shows the bainite distribution, and martensite distribution respectively, after gas quenching under nitrogen overpressure. As a result of the simulation, it can be seen that, in the core of the test mold, the volume fraction of bainite is about 50% and the martensite fraction is about 45%, which leads to 5% of retained austenite. Due to the lower cooling parameter in the spigot, a higher amount of martensite of about 80% developed. The corresponding fractions of bainite and retained austenite are 15% and 5%, respectively.

Numerical calculation of volume fraction of: a) bainite and b) martensite
4 Discussion
It is well known that the mechanical properties of hot work tool steels are strongly influenced by the quenching rate. Only slight differences in strength and deformation behavior are observed, while the fracture toughness and the impact toughness strongly depend on the cooling parameter and microstructure [4]. The higher the cooling parameter, the lower the toughness, due to a higher amount of bainite, pre-eutectoid carbides, residual austenite, and a generally more coarsely-grained microstructure [11]. This could be critical especially for large-size dimensioned die-casting dies due to the different cooling rate between core and surface, causing the problem of non-homogeneous toughness properties across the cross-section. Those effects were investigated in the course of this work.
The sample investigated was divided in three parts (Figure 2). It turned out that the difference in the toughness level (Table 2) between the core (CM) and the surface near area (SM) of the massive part, respectively the different cooling parameters, are not as significant as expected. Certainly, the pure martensitic structure of SM results in the higher toughness values compared to CM, presented by the mixed martensitic-bainitic-structure (Figure 4). According to the numerical simulation, the volume fraction of bainite is about 50% (Figure 9a). Consequently, the fracture mechanism changed from intercrystalline to transcrystalline fracture mode (Figure 5). Generally, the toughness values of the hollow part (Table 3) are higher at a lower hardness level (~44 HRC) than those of the massive part (~46 HRC). The optical microscopy displays a strongly bainitic structure for position EH in contrast to BH with a well-tempered martensitic structure (Figure 6). Only slight differences in the impact toughness are observed. The question is why bainite is present in this position (EH) at all. It can be assumed that the quenching rate of this part is the same as position SM of the massive part. One possible explanation is the position of the mold in the vacuum furnace during hardening; it was located next to the grid. This could lead to different cooling conditions and microstructures accordingly. The fracture surface analyses have shown a transition from intercrystalline with ductile fractions (BH) to a pure intercrystalline fracture mode for EH (Figure 7). The spigot possesses the lowest hardness (~43 HRC) and the highest toughness values (Table 4) of the three parts. The corresponding microstructure exists of pure martensite (Figure 8a). The numerical calculation demonstrated for this part a martensite volume fraction of more than 80% (Figure 9b). The fracture surface analysis (Figure 8b) reveals a mixed fracture morphology consisting of intercrystalline and ductile fractions. The grain size according to ASTM E112 was rated with 9 in all parts and positions of the test mold. Therefore it is concluded that there is no grain coarsening due to the uniform temperature distribution through the cross-section.
The investigations of the large-size dimensioned test sample with unfavorable geometry have shown that, depending on the cooling rate in the different areas, there is a formation of a bainitic microstructure, which leads in general to a decrease of the toughness. However, the observed impact toughness and fracture toughness levels for position CM of the massive part and EH from the hollow part with a mixed bainitic-martensitic structure are perfectly acceptable from an industrial point of view. Thus, it can be concluded that the hardenability of the used steel grade is crucial for a good performance of the large-size dimensioned die-casting dies, but this is not the reason for the size-limit of the tools. The dimensions are limited by the size of the vacuum-furnaces which are used nowadays
5 Summary and Conclusion
In this work a large-size dimensioned sample of steel grade Böhler W350 ISOBLOC (~X38CrMoV5-1) with an industry-oriented, well-defined geometry for applications in pressure die-casting was investigated. It has been demonstrated that the higher cooling parameters in the core of the massive part and in position EH of the hollow part lead to the formation of bainite, which in general decreases the impact toughness and fracture toughness compared to the pure martensitic structure. However, the study has revealed that, despite the presence of bainite, acceptable toughness values have been achieved.
References
Böhler Edelstahl GmbH: Hot work tool steel handbook, Kapfenberg, 2006
Roberts, G. A.; Cary, R. A.: Tool Steels, 4th ed., American Society for Metals, Metals Park, OH, 1980
Rosso, M.; Actis Grande, M.; Ugues, D. (Eds.): Tooling materials and their applications from research to market, Proc. of 7th Int. Tooling Conf., Turin, Italy, Vol. I, 2006
Mayer, S.; Scheu, C.; Leitner, H.; Siller, I.; Clemens, H.: Correlation between heat treatment, microstructure and mechanical properties of a hot-work-tool steel, Int. J. Mat. Res., 100 (2009), no 1, pp 87-91
Delagnes, D.; Lamesle, P.; Mathon, M. H.; Mebarki, N.; Levaillant, C.: Influence of silicon content on the precipitation of secondary carbides and fatigue properties of a 5% Cr tempered martensitic steel, Materials Science and Engineering A, 394 (2005), 435-444
Siller, I.; Ebner, R.; Marsoner, S.: Werkstoffe für Giessformen, Giesserei Rundschau, 9/10 (2004), pp 162-168
Siller, I.; Mayer, S.; Caliskanoglu, D.; Leitner, H.: Influence of Alloying Elements on the Martensitic and Bainitic Structure of Hot Work Tool Steels, Proceedings of the 8th International Tooling Conference, 2008, pp 635-642
Jessperson, H.: Influence of the heat treatment on the toughness of some hot-work tool steel grades, in: Proc. Of 2nd International Conference Heat Treatment and Surface Engineering in Automotive Applications, Riva del Garda, 2005
Mayer, S.; Leitner, H.; Scheu, C.; Siller, I.; Clemens, H.: Changes in Tempering and its Effect on Precipitation Behavior in a Hot-work Tool Steel, Steel Research int., 80 (2009), no. 1, pp 89-95
Böhler Edelstahl GmbH: W350 ISOBLOC Hot work tool steel, Kapfenberg, 2016
Siller, I.; Redl, C.; Miller, P.: FEM-simulation of heat treatment processes of die casting dies to investigate the influence on the mechanical properties. Proceedings of 111th Metalcasting, Congress, Houston, USA, 2007
Schemmel, M.; Prevedel, P.; Schöngrundner, R.; Ecker, W.; Antretter, T.: Size effects in residual stress formation during quenching of cylinders made of hot-work tool steel, Advances in Materials Science and Engineering, 2015, pp 1‑7
Acknowledgements
M. O. would like to thank S. Gelder and M. Reiter for their support in the heat treatment. The authors thank C. Martinez for SEM investigation and the MCL for fracture toughness tests.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Ognianov, M., Leitner, H. & Wieser, V. Influence of the Cooling Rate on the Microstructure and Mechanical Properties in 5% Cr Martensitic Steel. Berg Huettenmaenn Monatsh 162, 94–100 (2017). https://doi.org/10.1007/s00501-017-0579-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-017-0579-6