
Abstract
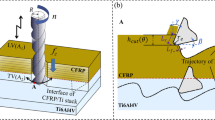
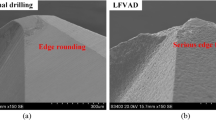
In this paper, a novel tool wear mechanism in low-frequency vibration–assisted drilling (LFVAD) of carbon fiber–reinforced plastic (CFRP)/Ti stacks and its individual layer has been proposed. Firstly, the difference of the effective rake angle, effective clearance angle, undeformed chip thickness, and tool-workpiece contact length between low-frequency vibration–assisted drilling and conventional drilling (CD) was analyzed based on the kinematic model. Then, the strength at different positions of the cutting edge was evaluated. Furthermore, the drilling experiments of CFRP/Ti stacks, CFRP plate, and Ti plate individually were taken under LFVAD and CD processes. Finally, the tool wear mechanism and the benefit of CFRP/Ti stacks and CFRP plate processed by LFVAD were expounded by kinematic analysis results, the analysis of drilling force, SEM images, and the profile of the cutting edge. The results show that the inner edge close to the chisel edge could be the weakest position of the drill in LFVAD. As the mean drilling force of LFVAD is lower than CD, the total wear volume of LFVAD is smaller than CD. Due to the change in the resultant cutting speed angle and the undeformed chip thickness, LFVAD produces the longer tool-workpiece contact length on the rake face and the flank face, which directly leads to a more uniform tool wear and a self-sharpening effect on the cutting edge. Thus, the reduction in the effective rake of the drill used in LFVAD is obviously smaller than the reduction in conventional drilling. The reduction in the effective clearance angle of the drill used in the LFVAD is also less than the reduction in conventional drilling, while this difference is attenuated as the cutting radius increases. The edge radius of the cutting edge is found to be much smaller than CD. In summary, the difference in the cutting edge geometry between LFVAD and CD is the root cause of the tool used in LFVAD to avoid severe edge chipping.














Similar content being viewed by others

References
Soutis C (2005) Fibre reinforced composites in aircraft construction. Prog Aerosp Sci 41:143–151. https://doi.org/10.1016/j.paerosci.2005.02.004
Davim JP (2009) Machining composite materials. ISTE-Wiley, London
Davim JP (2009) Drilling of Composite Materials. NOVA Publishers, New York
Davim JP, Rubio JC, Abrao AM (2007) A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos Sci Technol 67:1939–1945. https://doi.org/10.1016/j.compscitech.2006.10.009
Shyha IS, Soo SL, Aspinwall DK, Bradley S, Perry R, Harden P, Dawson S (2011) Hole quality assessment following drilling of metallic-composite stacks. Int J Mach Tools Manuf 51:569–578. https://doi.org/10.1016/j.ijmachtools.2011.04.007
Kim D, Ramulu M (2007) Study on the drilling of titanium/graphite hybrid composites. J Eng Mater Technol 129:390. https://doi.org/10.1115/1.2744397
Hussein R, Sadek A, Elbestawi MA, Attia MH (2018) Low-frequency vibration-assisted drilling of hybrid CFRP/Ti6Al4V stacked material. Int J Adv Manuf Technol 98:2801–2817. https://doi.org/10.1007/s00170-018-2410-2
Campos Rubio J, Abrao AM, Faria PE, Correia AE, Davim JP (2008) Effects of high speed in the drilling of glass fibre reinforced plastic: evaluation of the delamination factor. Int J Mach Tools Manuf 48:715–720. https://doi.org/10.1016/j.ijmachtools.2007.10.015
Davim JP (2013) Drilling of Polymer-Matrix Composites. Springer, Heidelberg
Brinksmeier E, Janssen R (2002) Drilling of multi-layer composite materials consisting of carbon fiber reinforced plastics (CFRP), titanium and aluminum alloys. CIRP Ann Manuf Technol 51:87–90. https://doi.org/10.1016/S0007-8506(07)61472-3
Xu J, Mkaddem A, El Mansori M (2016) Recent advances in drilling hybrid FRP/Ti composite: a state-of-the-art review. Compos Struct 135:316–338. https://doi.org/10.1016/j.compstruct.2015.09.028
Weiss RA.(1989) Portable air feed peck drilling of graphite composite, titanium and other materials in dissimilar combinations. Society of Manufacturing Engineers
Denkena B, Boehnke D, Dege JH (2008) Helical milling of CFRP–titanium layer compounds. CIRP J Manuf Sci Technol 1:64–69. https://doi.org/10.1016/j.cirpj.2008.09.009
Wang H, Qin X, Li H, Tan Y (2016) A comparative study on helical milling of CFRP/Ti stacks and its individual layers. Int J Adv Manuf Technol 86:1973–1983. https://doi.org/10.1007/s00170-015-8296-3
Pecat O, Brinksmeier E (2014) Low damage drilling of CFRP/titanium compound materials for fastening. Procedia CIRP 13:1–7. https://doi.org/10.1016/j.procir.2014.04.001
Lonfier J, De Castelbajac C (2015) A comparison between regular and vibration-assisted drilling in CFRP/Ti6Al4V stack: SAE Int J Mater Manf SAE Technical Paper
Laporte S, De Castelbajac C (2013) Major breakthrough in multi material drilling, using low frequency axial vibration assistance. SAE Int J Mater Manuf
Hussein R, Sadek A, Elbestawi MA, Attia MH (2019) Surface and microstructure characterization of low-frequency vibration-assisted drilling of Ti6Al4V. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03608-2
Ladonne M, Cherif M, Landon Y, Nevez K, Cahuc O, de Castelbajac C (2015) Modelling the vibration-assisted drilling process: identification of influential phenomena. Int J Adv Manuf Technol 81:1657–1666. https://doi.org/10.1007/s00170-015-7315-8
Isbilir O, Ghassemieh E (2013) Comparative study of tool life and hole quality in drilling of CFRP/titanium stack using coated carbide drill. Mach Sci Technol 17:380–409. https://doi.org/10.1080/10910344.2013.806098
SenthilKumar M, Prabukarthi A, Krishnaraj V (2013) Study on tool wear and chip formation during drilling carbon fiber reinforced polymer (CFRP)/titanium alloy (Ti6Al4V) atacks. Proced Eng 64:582–592. https://doi.org/10.1016/j.proeng.2013.09.133
Poutord A, Rossi F, Poulachon G, M'Saoubi R, Abrivard G (2013) Local approach of wear in drilling Ti6Al4V/CFRP for stack modelling. Proced CIRP 8:316–321. https://doi.org/10.1016/j.procir.2013.06.109
Wang X, Kwon PY, Sturtevant C, Kim DD, Lantrip J (2014) Comparative tool wear study based on drilling experiments on CFRp/Ti stack and its individual layers. Wear 317:265–276. https://doi.org/10.1016/j.wear.2014.05.007
Li S, Qin X, Jin Y, Sun D, Li Y (2018) A comparative study of hole-making performance by coated and uncoated WC/co cutters in helical milling of Ti/CFRP stacks. Int J Adv Manuf Technol 94:2645–2658. https://doi.org/10.1007/s00170-017-0842-8
Wang B, Yin W, Wang M, Zheng Y, Li X, Ma Z (2017) Edge chipping mechanism and failure time prediction on carbide cemented tool during drilling of CFRP/Ti stack. Int J Adv Manuf Technol 91:3015–3024. https://doi.org/10.1007/s00170-017-0017-7
Park K, Kwon P, Kim DD (2012) Wear characteristic on BAM coated carbide tool in drilling of composite/titanium stack. Int J Precis Eng Manuf 13:1073–1076. https://doi.org/10.1007/s12541-012-0140-1
Park K, Beal A, Kim DD, Kwon P, Lantrip J (2014) A comparative study of carbide tools in drilling of CFRP and CFRP-Ti stacks. J Manuf Sci Eng-Trans ASME 136:014501. https://doi.org/10.1115/1.4025008
Pecat O, Brinksmeier E (2014) Tool wear analyses in low frequency vibration assisted drilling of CFRP/Ti6Al4V stack material. Proced CIRP 14:142–147. https://doi.org/10.1016/j.procir.2014.03.050
Faraz A, Biermann D, Weinert K (2009) Cutting edge rounding: an innovative tool wear criterion in drilling CFRP composite laminates. Int J Mach Tools Manuf 49:1185–1196. https://doi.org/10.1016/j.ijmachtools.2009.08.002
Wang F, Qian B, Jia Z, Cheng D, Fu R (2018) Effects of cooling position on tool wear reduction of secondary cutting edge corner of one-shot drill bit in drilling CFRP. Int J Adv Manuf Technol 94:4277–4287. https://doi.org/10.1007/s00170-017-1103-6
Park K, Beal A, Kim DD, Kwon P, Lantrip J (2011) Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 271:2826–2835. https://doi.org/10.1016/j.wear.2011.05.038
Arul S, Vijayaraghavan L, Malhotra SK, Krishnamurthy R (2006) The effect of vibratory drilling on hole quality in polymeric composites. Int J Mach Tools Manuf 46:252–259. https://doi.org/10.1016/j.ijmachtools.2005.05.023
Brehl DE, Dow TA (2008) Review of vibration-assisted machining. Precis Eng 32:153–172. https://doi.org/10.1016/j.precisioneng.2007.08.003
Zhou M, Eow YT, Ngoi BKA, Lim EN (2003) Vibration-assisted precision machining of steel with PCD tools. Mater Manuf Process 18:825–834. https://doi.org/10.1081/AMP-120024978
Oral A, Cakir MC, Gonen D, Karaoglan AD (2016) Experimental investigation of a novel machining strategy for rough turning using variable feed rate. Int J Adv Manuf Technol 87:779–787. https://doi.org/10.1007/s00170-016-8521-8
Lin TR (2002) Cutting behaviour using variable feed and variable speed when drilling stainless steel with TiN-coated carbide drills. Int J Adv Manuf Technol 19:629–636. https://doi.org/10.1007/s001700200106
Klim Z, Ennajimi E, Balazinski M, Fortin C (1996) Cutting tool reliability analysis for variable feed milling of 17-4PH stainless steel. Wear 195:206–213. https://doi.org/10.1016/0043-1648(95)06863-5
Balazinski M, Songméné V, Kops L (1995) Improvement of tool life through variable feed milling of Inconel 600. CIRP Ann 44:55–58. https://doi.org/10.1016/S0007-8506(07)62274-4
For IO (1982) Standardization. ISO 3002-1:1982 basic quantities in cutting and grinding - part 1 : geometry of the active part of cutting tools - general terms, reference systems, tool and working angles, Chip breakers[S]
Archard JF (1953) Contact and rubbing of flat surfaces. J Appl Phys 24:981–988. https://doi.org/10.1063/1.1721448
Ezugwu EO, Wang ZM (1997) Titanium alloys and their machinability—a review. J Mater Process Technol 68:262–274. https://doi.org/10.1016/S0924-0136(96)00030-1
Denkena B, Biermann D (2014) Cutting edge geometries. CIRP Ann 63:631–653. https://doi.org/10.1016/j.cirp.2014.05.009
Funding
This work was supported by the National Natural Science Foundation of China [No. 51875284], Graduate Student Scientific Research Innovation Projects of Jiangsu Province, China [KYLX16_0318], and Fund of National Engineering and Research Center for Commercial Aircraft Manufacturing of China [COMAC-SFGS-201836732].
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, H., Chen, Y., Xu, J. et al. Tool wear mechanism in low-frequency vibration–assisted drilling of CFRP/Ti stacks and its individual layer. Int J Adv Manuf Technol 104, 2539–2551 (2019). https://doi.org/10.1007/s00170-019-03910-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03910-z