
Abstract
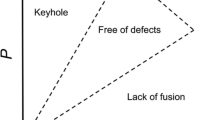
Selective laser melting is a powder-based, additive-manufacturing process where a three-dimensional part is produced, layer by layer, by using a high-energy laser beam to fuse the metallic powder particles. A particular challenge in this process is the selection of appropriate process parameters that result in parts with desired properties. In this study, we describe an approach to selecting parameters for high-density (>99 %) parts using 316L stainless steel. Though there has been significant success in achieving near-full density for 316L parts, this work has been limited to laser powers <225 W. We discuss how we can exploit prior knowledge, design of computational experiments using a simple model of laser melting, and single-track experiments to determine the process parameters for use at laser powers up to 400 W. Our results show that, at higher power values, there is a large range of scan speeds over which the relative density remains >99 %, with the density reducing rapidly at high speeds due to insufficient melting, and less rapidly at low speeds due to the effect of voids created as the process enters keyhole mode.
Similar content being viewed by others
References
Buchbinder D, Schleifenbaum H, Heidrich S, Meiners W, Bültmann J (2011) High power selective laser melting (HP SLM) of aluminum parts. Phys Procedia Part A 12:271–278
Dadbakhsh S, Hao L, Sewell N (2012) Effect of selective laser melting layout on the quality of stainless steel parts. Rapid Prototyp J 18:241–249
Delgado J, Ciurana J, Rodriguez C (2012) Influence of process parameters on part quality and mechanical properties for DMLS and SLM with iron-based materials. Int J Adv Manuf Technol 60:601–610
Eagar T, Tsai N (1983) Temperature-fields produced by traveling distributed heat-sources. Weld J 62:S346–S355
Fang KT, Li R, Sudjianto A (2005) Design and modeling for computer experiments. Chapman and Hall/CRC Press, Boca Raton
Inselberg A (2009) Parallel coordinates: visual multidimensional geometry and its applications. Springer, New York
Kamath C (2009) Scientific data mining: a practical perspective. Society for Industrial and Applied Mathematics (SIAM), Philadelphia
Kruth J, Yasa E, Deckers J (2008) Roughness improvement in selective laser melting. In: Proceedings of the international conference PMI 2008, Ghent, pp 170–183
Kruth J, Badrossamay M, Yasa E, Deckers J, Thijs L, Van Humbeeck J (2010a) Part and material properties in selective laser melting of metals. In: Proceedings of the 16th international symposium on electromachining (ISEM XVI), Shanghai
Kruth JP, Deckers J, Yasa E, Wauthlé R (2010b) Assessing influencing factors of residual stresses in selective laser melting using a novel analysis method. In: Proceedings of the 16th international symposium on electromachining (ISEM XVI), Shanghai, pp 531–537
Laohaprapanon A, Jeamwatthanachai P, Wongcumchang M, Chantarapanich N, Chantaweroad S, Sitthiseripratip K, Wisutmethangoon S (2012) Optimal scanning condition of selective laser melting processing with stainless steel 316l powder. Material and Manufacturing Technology Ii, Pts 1 and 2 Trans Tech Publications Ltd, Stafa-Zurich, pp 816–820
Liu B, Wildman R, Tuck C, Ashcroft I, Hague R (2011) Investigation the effect of particle size distribution on processing parameters optimisation in selective laser melting process. In: Bourell D (ed) International solid freeform fabrication symposium: an additive manufacturing conference. University of Texas at Austin, Austin, pp 227–238
Madison J, Aagesen L (2012) Quantitative characterization of porosity in laser welds of stainless steel. Scr Mater 67:783–786
Niendorf T, Leuders S, Riemer A, Richard H, Troster T, Schwarze D (2013) Highly anisotropic steel processed by selective laser melting. Metall Mater Trans B-Proc Metall Mater Proc Sci 44:794–796
Oehlert GW (2000) A first course in design and analysis of experiments. W. H. Freeman, available from http://users.stat.umn.edu/%7Egary/Book.html
Rai R, Elmer J, Palmer T, DebRoy T (2007) Heat transfer and fluid flow during keyhole mode laser welding of tantalum Ti-6Al-4V, 304L stainless steel and vanadium. J Phys D-Appl Phys 40:5753–5766
Sisto A, Kamath C (2013) Ensemble feature selection on scientific data analysis. Tech. Rep. LLNL-TR-644160. Lawrence Livermore National Laboratory, Livermore
Spierings A, Levy G (2009) Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades. In: Bourell D (ed) Symposium, twentieth annual international solid freeform fabrication: an additive manufacturing conference. University of Texas at Austin, Austin, pp 342–353
Yadroitsev I (2009) Selective laser melting: direct manufacturing of 3D-objects by selective laser melting of metal powders. LAP Lambert Academic Publishing
Yadroitsev I, Smurov I (2010) Selective laser melting technology: from the single laser melted track stability to 3d parts of complex shape. Phys Procedia 5:551–560
Yadroitsev I, Gusarov A, Yadroitsava I, Smurov I (2010) Single track formation in selective laser melting of metal powders. J Mater Proc Technol 210:1624–1631
Yasa E (2011) Manufacturing by combining selective laser melting and selective laser erosion/laser re-melting. PhD thesis, Faculty of Engineering, Department of Mechanical Engineering, Katholieke Universiteit Leuven, Heverlee (Leuven), available from Katholieke Universiteit Leuven
Yasa E, Craeghs T, Badrossamay M, Kruth JP (2009) Rapid manufacturing research at the Catholic University of Leuven. In: RapidTech 2009: US-TURKEY workshop on rapid technologies, Istanbul
Yasa E, Deckers J, Kruth J, Rombouts M, Luyten J (2010) Investigation of sectoral scanning in selective laser melting. In: Proceedings of the ASME 10th biennial conference on engineering systems design and analysis, vol 4, pp 695–703
Yasa E, Deckers J, Kruth J (2011) The investigation of the influence of laser re-melting on density, surface quality and microstructure of selective laser melting parts. Rapid Prototyp J 17:312–327
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kamath, C., El-dasher, B., Gallegos, G.F. et al. Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int J Adv Manuf Technol 74, 65–78 (2014). https://doi.org/10.1007/s00170-014-5954-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-014-5954-9