
Abstract
The complicated nexus between water resource and energy consumption poses the problems of water scarcity, safety, affordability and carbon emissions. In the industrial and commercial buildings, the cooling tower is an inevitable system and has been considered to contribute water-energy consumption. Therefore, the high energy efficiency of water recovery technology should be practically developed to minimize the freshwater usage with lower energy consumption. In this study, a robust ion-exchange resin-wafer electrodeionization (RW-EDI) technology was used to demonstrate the desalination of cooling tower blowdown wastewater. Immobilizing the conventional ion-exchange resin into porous material between compartment can enhance ion transportation and significantly reduce the service labor for assembling and maintenance. The removal efficiency for blowdown water reclamation using RW-EDI was evaluated along with energy consumption, productivity, and current efficiency by investigating the key operating parameters including applied voltage and superficial velocity. The experimental design was based on the response surface methodology to statistically elucidate the optimal conditions. Results show that the energy consumption was 0.28 kWh m− 3 and productivity 23.4 L h− 1 m− 2 with around 90% removal of hardness to meet the standard of make-up water for blowdown water reclamation.
Similar content being viewed by others
1 Introduction
The concept of water-energy nexus aims to simultaneously balance the energy efficiency, energy/water consumption, water supply, and wastewater treatment, as there are significant amounts of energy embedded in the water supply system and wastewater treatment plant. Since the intricate connection between energy and water, the U.S. Department of Energy has suggested that the development of innovative desalination technologies is the key element reducing the energy consumption during water supply and treatment [1], also providing additional economic profits for water reclamation. According to the International Energy Agency report, 583 billion m3 of water production, supply, and treatment are consumed in the energy system globally, and the water consumption in the combined cycle and nuclear power plant was 0.7 and 2.7 m3 MWh− 1, respectively [2]. Around 15% of water discharges cannot be reused. As a result, water resource management with high-energy intensity contributes to greenhouse gas emissions due to electricity consumption. To achieve net-zero emissions/carbon neutral in the next decades, the reduction of energy intensity in water reclamation plays an important role in the transition pathway. Thus, desalination of impaired water including brackish water and process water for water reclamation, and brine management for resource recovery can be a green and sustainable solution for alleviating carbon emissions and water-scarce problems.
Cooling towers are used for exchanging heat that cools water vapor into lower temperature and discharges waste heat from the system to the atmosphere. Cooling towers releases heat from the water vapor by evaporation, cooling the working fluid to a value of wet-bulb temperature [3]. Their application is widespread in several industries. The cooling tower is the large water consumers which consumes approximately 90% of the total fresh water in the power plant [4]. The amounts of water loss are due to evaporation, wind action, leakage, and drainage, which the make-up water is necessary to keep the water circulation and the stability of the cooling water system. Water consumption in cooling tower systems is one of the critical water management issues that may cause the scarcity of water and degradation of water quality for the downstream treatment process, also, complex configurations of cooling system equipment can consume more energy [5, 6].
In addition, cooling tower blowdown wastewater without reclamation while directly discharging to surface has become a critical issue of water resources around the world. Recently, due to the scarcity of water, large amounts of blowdown water and an increasing water prices, blowdown water treatment and reuse have been the important issue [7, 8]. As a result, water reuse and recycling from blowdown wastewater for water supply in other processes can reduce the total water usage [6], and also remove the contaminants such as suspended and dissolved solids [9]. Water evaporation in cooling towers results in changes of solute concentration which may form scale deposits on heat exchangers’ surfaces due to the hardness and silica ions, thereby impeding the heat transfer efficiency [10]. Several technologies have been applied to remove the scale forming species in industries. However, adding antiscalant for preventing scaling may contaminate the water source [11, 12]. The application of ion-exchange (IEX) and reverse osmosis (RO) for water recovery could generate huge amounts of brine which needs further treatment [13]. Forward osmosis suffers from significant issues of slow desalination kinetics with high fabrication costs [14, 15]. The electrically-driven, such as electrodialysis (ED), electrodeionization (EDI) or electrodialysis reversal (EDR), can remove salts or ions from the feedwater with the electro-kinetic separation. Energy consumption linearly depends on the concentration and conductivity of inflow water and they provide superior efficiency compared to pressure-driven or temperature-driven processes at low concentration such as brackish water [16].
ED is used to transport ions through IEX membranes under an applied electric potential difference [17]. ED has been applied in a wide range of fields such as a concentrator of sea-salt production in Japan [18]; ultrapure water production in electronics; heavy mental removal in wastewater treatment [19, 20]; sulfuric acid recovery from acid mine drainage [21]; and nitric acid recovery from aluminum finishing waste [22]. Moreover, due to the intense energy consumption and excessive resistance, the industrial scale of ED is no longer wanted [23].
With periodic electrode polarity inversions, EDR can reduce surface fouling of IEX membrane by processing a self-cleaning mechanism, EDR can operate sustainably with higher solutes, colloidal particles and microorganisms than other membrane systems [24]. EDR has been applied to brackish water desalination, industrial wastewater treatment and reclamation of treated municipal effluent for agriculture or other purposes [25, 26].
EDI is a hybrid wastewater treatment approach of ED and IEX. To enhance ion migration, IEX resins are incorporated into the ED process channel. The function of IEX resins aim to enhance the conductivity between the process channel and to provide an ion transport across the IEX membranes. Meanwhile, at the applied electric field the IEX resin beads can be continuously regenerated by H+ and OH− through the water dissociation process without additional chemicals in the system [27]. Conventional EDI limits the use of loose resin beads which cause non-uniform flow distribution and decreases of removal efficiency [25]. In addition, the flow leakage between each compartment affects the desalinated efficiency and the system cost [28, 29]. To overcome the challenge, a porous material ion exchange resin wafer (RW) by immobilizing the loose resin beads, developed in Argonne National Laboratory [30, 31]. The EDI stack with RW material is called RW-EDI, which is easy assembled and operated more efficiency. RW-EDI can improve the ionic mobility; the process has been applied to several process including water reclamation in cooling tower of power plants [32], organic acids recovery [33], wastewater treatment in industrial process [34], brine management with resource recovery [35], and potential opportunity achieving minimal liquid discharge [36].
This study aims to evaluate the performance of cooling tower blowdown wastewater reclamation by using RW-EDI process with high productivity and low energy consumption. The specific objectives are to (1) evaluate the removal efficiency of calcium ions with various operating parameters including superficial velocities, and applied voltages; (2) determine the first-order kinetics of ion-transport; and (3) establish non-linear models using response surface methodology (RSM) to optimize the water productivity with low energy consumption.
2 Materials and methods
2.1 Materials
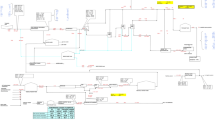
A commercial electrodialysis stack (EUR2B-10) purchased from Ameridia Corp. (Somerset, NJ, USA) was used for the RW-EDI experiments. The configurations of RW-EDI including cation exchange (Neosepta CMX, Na type), anion exchange (Neosepta AMX, Cl type), and bipolar membranes (Neosepta BP) provided by ASTOM (Minato-ku, Tokyo) were used, the detailed configuration of RW-EDI process for cooling blowdown desalination is shown in Fig. 1.

Configuration of resin wafer electrodeionization process for blowdown wastewater reclamation. (1) diluate tank, (2) concentrate tank, (3) rinse tank, (4) pH & conductivity meters, (5) DC power supply, (6) cathode, (7) anode, (8) RW-EDI stack, P: pump, V: voltmeter
2.2 Experimental set-up
Table 1 shows the four cell pairs configuration RW-EDI stack for the water reclamation experiments in this study. Each cell pair consisted of a diluate and concentrate compartment, separated by IEX membranes. A porous RW with 195 cm2 cross-section surface area was equipped in the diluate compartment. Bipolar membranes were used to isolate the electrode rinse solution (3% Na2SO4) from feed and concentrate solutions at sides/ends of the stack. Simulated blowdown water containing 625 mg L− 1 CaCO3 was used as the feed solution of RW-EDI stack. One liter of simulated solution in each experiment was treated to 70 mg L− 1 CaCO3. The concentrate started with 1 L of the initial concentration of 250 mg L− 1 NaCl at the flow rate of 0.6 L min− 1. A DC power (IT6942A, ITECH) was used to apply constant voltage or current across the electrodes.
2.3 Key performance indicators
The key performance indicators including removal efficiency (ηr), current efficiency (CE), energy consumption (ψc) and productivity (φ) are determined for performance of RW-EDI. The amount of calcium ion removal efficiency was determined using Eq. (1):
where Cf and Co are the feed and outflow concentration (mg L− 1) of calcium, respectively.
CE is the fraction of the current which is actually used to remove the ions in the solution according to Faraday’s law. The current is used to migrate the ion and water dissociation in the diluate compartment of RW-EDI. Low CEs indicate that water splitting in the diluate or concentrate streams. Therefore, CE can be used to understand the ion transport ratio under various operation parameters as shown in Eq. (2):
where z is the valence of the ion, F is the Faraday constant (96,500 C mol− 1), t is time interval (s), n is the mole number of ion (mol), I is the current (A), Qf is the feed flow rate (mL min− 1), Ci and Co are the initial and outflow concentrations (g L− 1) of ions in solution, Ncp is the number of cell pairs and MW is molecular weight of ions (g mol− 1).
The φ (L h− 1 m− 2) is defined as the ratio of the tank volume to the cross-section membrane area along with operation time, and the energy consumption is the electric energy used to treat water, as shown in Eq. (3):
where V (V), I (A), T (h) and L (m3) are the applied voltage, current, time and the total diluate volume.
2.4 Experimental design
RSM is a statistical method which was introduced by Box and Wilson in 1951 to explore the relationships between several explanatory variables and response variables [37]. In this study, we use RSM to optimize the operating conditions of RW-EDI process. The analysis was conducted by using Design Expert software (version 10, Stat-Ease, USA) via historical and central composite design. The historical experiment design consisted of 22 experimental data design with two operating conditions including applied voltage (4.5–12.0 V, coded as A) and superficial velocity (0.93–2.79 cm s− 1, coded as B) were design with different levels in D-optimal design. Two different response factors are φ and ψc.
2.5 Analytical methods
The conductivity meter (Multi3430, WTW) was used to firstly evaluate the salt concentration changes during the experiment. Calcium was analyzed by ion chromatograph (Metrohm IC Plus system) with a Metrosep C4 cation column (Metrohm, Switzerland) and conductivity detector. Using mobile phase with 1.7 mM NO3− and 0.7 mM dipicolinic acid at a flow rate of 0.9 mL min− 1.
3 Results and discussion
3.1 Evaluation of removal ratios
Figure 2a shows the effect of treatment time and applied voltage on the removal efficiency indicating that the ion removal in solution continuously increased with time. Higher than 90% of ion removal can be achieved at 70 min under different applied voltages. With an applied voltage of 12.0 V, the ion removal efficiency is greater than 95% at 25 min with an outflow concentration of ~ 60 mg L− 1 as CaCO3. When the concentration of feed flow was reduced with the flat removal efficiency curve, it could be assumed that excess electro-energy resulted in water splitting rather than ion transport. Water splitting reaction mostly occurs on the IEX membrane and the surface of IEX resin beads [38], in which generated H+ and OH− reduce ion transfer through the membrane and help regenerate IEX resin. Therefore, the carefully controlled applied voltage to avoid too much water splitting is the most important factor in RW-EDI operation.

Influence of (a) applied voltage and (b) superficial velocity on Ca2+ removal efficiency against the treatment times (initial concentration of 625 mg L− 1 as CaCO3)
Figure 2b presents the effect of superficial velocity on the ion removal efficiency. Increasing superficial velocity from 0.93 to 2.79 cm s− 1 enhanced the removal efficiency. The results indicated more ions in diluate compartment are available and transferred to concentrate compartment as the flow rate increased. Current utilization is normally higher than 100% in the batch operation due to the overflow superficial velocity across the wafer surface. However, if the superficial velocity is too high, the ion removal efficiency would be decreased due to the inadequate retention time for ion to transport [29]. The standard procedure defined the feed concentration, effluent concentration, superficial velocity, and applied voltage should be established in advance when evaluating the performance of RW-EDI. Typically, maximizing water recovery ratio is critical for water scare regions, as well as minimize the cost associated with optimized operation.
3.2 Effect of voltage on current efficiency
Figure 3 shows the effects of the feed concentration and current efficiency with different applied voltages. Similar trends were observed even under various applied voltages. Current efficiency decreased with lowering feed flow concentration while the resistance of bulk solution was increased. We can divide the curve into three zones based on the slope of the correlation curve to determine the appropriate feed concentration against the current efficiency for ions transport. Zone A represents the current efficiency higher than 50% with feed concentration ranges from 200 to 600 mg L− 1. Furthermore, due to the high conductivity across the cell pair surface, most of electro-energy is utilized for ion transport. In zone B, current efficiency was significantly reduced from 55 to 40% with the lower feed concentration range of 80–200 mg L− 1. When the feed flow concentration less than 80 mg L− 1 (zone C), the current efficiency rapidly decreases due to the high resistance.

Relationship of feed concentration and current efficiency under different applied voltages
3.3 Kinetic model
The removal kinetics is affected by various physico-chemical conditions. In this study, the removal of calcium from blowdown water is impacted by both the applied voltage and superficial velocity. First-order kinetic model is developed to investigate the Ca2+ removal via RW-EDI under different operating parameters, as show in Eq. (4):
where k (min− 1), t (min), and C (mg L− 1) are the apparent rate constant, the treatment time, and the concentration within the feed compartment at any time. The removal efficiency was decreased with the decrease of the conductivity, and the charges transport was limited. Higher voltage can result in the higher removal efficiency with larger rate constant, for example, the highest rate constant of 0.080 min− 1 with an applied voltage of 12 V and a superficial velocity of 2.79 cm s− 1 was found.
Table 2 presents the results of kinetic modelling with a total 22 experiments under different operating parameters with R2 greater than 0.991 that the experimental data were well fitted the first-order model. The first-order rate constants were correlated with the applied voltage and superficial velocity, which is shown as Eq. (5)
where V is the applied voltage (V), and u is the superficial velocity (cm s− 1), These two parameters were correlated with the rate constant in a power function to form an empirical model for the relationship of rate constants with V and u as in Eq. (6):
where the ranges of the superficial velocity and applied voltage in this empirical model are listed in Eqs. (7) and (8):
The R2 value for the empirical model indicated that the proposed model and experiment data were well correlated, as shown in Fig. 4, the relative percent differences were less than 10%. Both applied voltage and superficial velocity played an important role in the rate constants which were different with applied voltages of 0.86 power and superficial velocity of 0.73 power, respectively. It can be explained that the ions transport rate was affected by the applied voltage and superficial velocity, however, the minimal usage of electro-energy on ion transport with the balancing of water recovery ratio should be concerned as well.

Comparison of experimental data with predicted values by the kinetic model developed in this study
3.4 Balancing the process productivity and energy consumption
A nonlinear mathematical programming was used to balance the energy consumption and productivity. Figure 5a and b show the experimental and predicted results of productivity and energy consumption, respectively. A satisfactory estimation between actual response value and predicted values was determined. The coded parameters are applied voltage (A) and feed flow rate (B) with the responses of productivity (φ, L h− 1 m− 2) and energy consumption (ψc, kWh m− 3) were established in Eqs. (9) and (10), respectively:

Comparison of experimental data with predicted values of (a) energy consumption and (b) productivity
The dependent correlation between A and B on productivity was found, while they are independent on the energy consumption. As shown in Fig. 6, the productivity was fitted in the modified cubic area which indicated the effect of applied voltage and superficial velocity on the water recovery. However, the energy consumption increased with applied voltage and decreased with the superficial velocity.

a and c describing the contour plot, and (b) and (d) describing the 3D response surface of energy consumption and productivity
With the constraint on removal efficiency of 89% (from 625 to 70 mg L−1 as CaCO3) (see Eqs. (11), (12) and (13)), the maximal and minimal values of each response (i.e., productivity and energy consumption) with the potential ranges and operating parameters could be defined with 3-D counter plot. Therefore, the ideal operating conditions for this study should be at an applied voltage of 8.8 V with a superficial velocity of 2.79 cm s−1, corresponding to the productivity of 23.4 L m−2 h− 1 and energy consumption of 0.28 kWh m−3.
3.5 Preliminarily economic evaluation
In industry, EDI provides deionized and/or ultrapure water in full scale as a cost-effective process [39]. The limitation of RO desalination process is lower energy efficiency for impaired water [1]. On the contrary, the effectiveness of blowdown water reclamation using RW-EDI included (i) reducing the energy consumption, (ii) enhancing the recovered water production, and (iii) increasing the brine concentration for further utilization. Blowdown water reclamation with RW-EDI provides the potential for minimal liquid discharge which is an important factor in the sustainable water management and presents challenges in reduction of freshwater consumption. It has been reported that approximately 44% of total freshwater is used in cooling tower of thermal power plant (i.e., 0.74 billion m3 d− 1 in U.S.) [1]. Table 3 shows the performance evaluation of reclamation processes for different wastewater desalination. A minimum energy consumption is 0.83 kWh m− 3 to meet the standard of make-up for brackish water reclamation [40], and cost about 615.8 GWh d− 1 to reclaim blowdown water at thermoelectric plants in U.S. [16]. If using RW-EDI in reclamation process, i.e., 0.28 kWh m− 3, a huge amount of energy (about 410 GWh d− 1) can be saved. This can have a daily save on electricity consumption about 28.26 million USD (average 0.069 USD (kWh)− 1 for industrial use in 2019) [44]. The average annual energy consumption of 10,970 kWh in the residential utility customer in U.S. was approximately 914 kWh per month [45]; the saved energy, thus, can supply about 13.44 million households energy usage.
4 Conclusions
This study conducted the performance evaluation of cooling blowdown water reclamation using RW-EDI. The influences of applied voltage and superficial velocities on Ca2+ removal efficiency, energy consumption, water productivity, and current efficiency were investigated. Greater than 90% ion removal can be achieved at 70 min at various applied voltages. Increasing superficial velocity from 0.93 to 2.79 cm s− 1 enhances the removal efficiency. The superficial velocity significantly affects the current utilization of the diluate compartment. The kinetic rate constants exhibited a power function of 0.86 and 0.73 for applied voltage and superficial velocity, respectively. As the result of response surface models, the optimized operating conditions were applied voltage of 8.8 V with a superficial velocity of 2.79 cm s− 1, corresponding to the productivity of 23.4 L m− 2 h− 1 and energy consumption of 0.28 kWh m− 3. Results of RW-EDI experiments can break the productivity limitations with low salinity feed solution leading to a cost-effective process for blowdown reclamation. For blowdown water reclamation in the American thermoelectric plants, a huge amount of 410 GWh d− 1 energy can be saved with the commercial RW-EDI process comparted to RO. The energy saving can offer the energy supply of about 13.44 million residential buildings in the U.S. or daily saving on electricity fee approximately 28.26 million USD in the industrial sector.
Availability of data and materials
All data generated or analyzed during this study are included in this published article.
References
USDOE. The Water-Energy Nexus: Challenges and Opportunities. Washington, DC: US Department of Energy; 2014.
Del Rio-Gamero B, Ramos-Martin A, Melian-Martel N, Perez-Baez S. Water-energy nexus: a pathway of reaching the zero net carbon in wastewater treatment plants. Sustainability-Basel. 2020;12:9377.
Hafez OM, Shoeib MA, El-Khateeb MA, Abdel-Shafy HI, Youssef AO. Removal of scale forming species from cooling tower blowdown water by electrocoagulation using different electrodes. Chem Eng Res Des. 2018;136:347–57.
Tsou JL, Maulbetsch J, Shi J. Power Plant Cooling System Overview for Researchers and Technology Developers. Palo Alto: Electric Power Research Institute; 2013.
Zhang JD, Chen L, Zeng HM, Yan MX, Song XN, Yang H, et al. Pilot testing of outside-in MF and UF modules used for cooling tower blowdown pretreatment of power plants. Desalination. 2007;214:287–98.
Pan SY, Snyder SW, Packman AI, Lin YJ, Chiang PC. Cooling water use in thermoelectric power generation and its associated challenges for addressing water-energy nexus. Water-Energy Nexus. 2018;1:26–41.
Farahani MHDA, Borghei SM, Vatanpour V. Recovery of cooling tower blowdown water for reuse: the investigation of different types of pretreatment prior nanofiltration and reverse osmosis. J Water Process Eng. 2016;10:188–99.
Wang FH, Hao HT, Sun RF, Li SY, Han RM, Papelis C, et al. Bench-scale and pilot-scale evaluation of coagulation pre-treatment for wastewater reused by reverse osmosis in a petrochemical circulating cooling water system. Desalination. 2014;335:64–9.
Abdel-Shafy HI, El-Khateeb MA, Mansour MSM. Treatment of leather industrial wastewater via combined advanced oxidation and membrane filtration. Water Sci Technol. 2016;74:586–94.
Li H, Hsieh MK, Chien SH, Monnell JD, Dzombak DA, Vidic RD. Control of mineral scale deposition in cooling systems using secondary-treated municipal wastewater. Water Res. 2011;45:748–60.
Hakizimana JN, Gourich B, Vial C, Drogui P, Oumani A, Naja J, et al. Assessment of hardness, microorganism and organic matter removal from seawater by electrocoagulation as a pretreatment of desalination by reverse osmosis. Desalination. 2016;393:90–101.
Neveux T, Bretaud M, Chhim N, Shakourzadeh K, Rapenne S. Pilot plant experiments and modeling of CaCO3 growth inhibition by the use of antiscalant polymers in recirculating cooling circuits. Desalination. 2016;397:43–52.
Tong TZ, Zhao S, Boo C, Hashmi SM, Elimelech M. Relating silica scaling in reverse osmosis to membrane surface properties. Environ Sci Technol. 2017;51:4396–406.
Luo HY, Wang Q, Zhang TC, Tao T, Zhou AJ, Chen L, et al. A review on the recovery methods of draw solutes in forward osmosis. J Water Process Eng. 2014;4:212–23.
Bian YH, Yang XF, Liang P, Jiang Y, Zhang CY, Huang X. Enhanced desalination performance of membrane capacitive deionization cells by packing the flow chamber with granular activated carbon. Water Res. 2015;85:371–6.
Pan SY, Snyder SW, Ma HW, Lin YJ, Chiang PC. Energy-efficient resin wafer electrodeionization for impaired water reclamation. J Clean Prod. 2018;174:1464–74.
Xu TW, Huang CH. Electrodialysis-based separation technologies: a critical review. AIChE J. 2008;54:3147–59.
Strathmann H. Electrodialysis, a mature technology with a multitude of new applications. Desalination. 2010;264:268–88.
Marder L, Bernardes AM, Ferreira JZ. Cadmium electroplating wastewater treatment using a laboratory-scale electrodialysis system. Sep Purif Technol. 2004;37:247–55.
Fu FL, Wang Q. Removal of heavy metal ions from wastewaters: a review. J Environ Manage. 2011;92:407–18.
Marti-Calatayud MC, Buzzi DC, Garcia-Gabaldon M, Ortega E, Bernardes AM, Tenorio JAS, et al. Sulfuric acid recovery from acid mine drainage by means of electrodialysis. Desalination. 2014;343:120–7.
Yuzer B, Aydin MI, Hasancebi B, Selcuk H. Application of an electrodialysis process to recover nitric acid from aluminum finishing industry waste. Desalin Water Treat. 2019;172:199–205.
Rathi BS, Kumar PS. Electrodeionization theory, mechanism and environmental applications. A review. Environ Chem Lett. 2020;18:1209–27.
Goodman NB, Taylor RJ, Xie ZL, Gozukara Y, Clements A. A feasibility study of municipal wastewater desalination using electrodialysis reversal to provide recycled water for horticultural irrigation. Desalination. 2013;317:77–83.
Gally CR, Benvenuti T, da Trindade CD, Rodrigues MAS, Zoppas-Ferreira J, Perez-Herranz V, et al. Electrodialysis for the tertiary treatment of municipal wastewater: efficiency of ion removal and ageing of ion exchange membranes. J Environ Chem Eng. 2018;6:5855–69.
Sun XH, Lu HX, Wang JY. Brackish water desalination using electrodeionization reversal. Chem Eng Process. 2016;104:262–70.
Zhang YP, Wang L, Xuan SS, Lin XY, Luo XG. Variable effects on electrodeionization for removal of Cs+ ions from simulated wastewater. Desalination. 2014;344:212–8.
Zheng XY, Pan SY, Tseng PC, Zheng HL, Chiang PC. Optimization of resin wafer electrodeionization for brackish water desalination. Sep Purif Technol. 2018;194:346–54.
Pan SY, Snyder SW, Ma HW, Lin YJ, Chiang PC. Development of a resin wafer electrodeionization process for impaired water desalination with high energy efficiency and productivity. ACS Sustain Chem Eng. 2017;5:2942–8.
Lin YPJ, Henry MP, Snyder SW. Electronically and ionically conductive porous material and method for manufacture of resin wafers therefrom. US Patent 7977395. 2011.
Arora MB, Hestekin JA, Snyder SW, Martin EJS, Lin YJ, Donnelly MI, et al. The separative bioreactor: a continuous separation process for the simultaneous production and direct capture of organic acids. Sep Sci Technol. 2007;42:2519–38.
Gill J. A Synergistic Combination of Advanced Separation and Chemical Scale Inhibitor Technologies for Efficient Use of Impaired Water As Cooling Water in Coal-based Power Plants. Oak Ridge: US Department of Energy; 2010.
Datta S, Lin YJ, Snyder SW. Current and emerging separations technologies in biorefining. In: Waldron K, editor. Advances in biorefineries. Cambridge: Woodhead Publishing; 2014. p. 112–51.
Lopez AM, Williams M, Paiva M, Demydov D, Do TD, Fairey JL, et al. Potential of electrodialytic techniques in brackish desalination and recovery of industrial process water for reuse. Desalination. 2017;409:108–14.
Mohamed AMO, Maraqa M, Al Handhaly J. Impact of land disposal of reject brine from desalination plants on soil and groundwater. Desalination. 2005;182:411–33.
Panagopoulos A. Techno-economic assessment of minimal liquid discharge (MLD) treatment systems for saline wastewater (brine) management and treatment. Process Saf Environ. 2021;146:656–69.
Tan YH, Abdullah MO, Nolasco-Hipolito C, Zauzi NSA. Application of RSM and Taguchi methods for optimizing the transesterification of waste cooking oil catalyzed by solid ostrich and chicken-eggshell derived CaO. Renew Energ. 2017;114:437–47.
Keramati N, Moheb A, Ehsani MR. Effect of operating parameters on NaOH recovery from waste stream of Merox tower using membrane systems: electrodialysis and electrodeionization processes. Desalination. 2010;259:97–102.
Grabowski A, Zhang GQ, Strathmann H, Eigenberger G. The production of high purity water by continuous electrodeionization with bipolar membranes: influence of the anion-exchange membrane permselectivity. J Membrane Sci. 2006;281:297–306.
Martinez DZ, Soto CGG, Candel RB. Experiences on desalination of different brackish water. In: IDA World Congress. Dubai; 2009.
Al-Karaghouli A, Kazmerski LL. Energy consumption and water production cost of conventional and renewable-energy-powered desalination processes. Renew Sust Energ Rev. 2013;24:343–56.
Lafi R, Gzara L, Lajimi RH, Hafiane A. Treatment of textile wastewater by a hybrid ultrafiltration/electrodialysis process. Chem Eng Process. 2018;132:105–13.
Zhao R, Porada S, Biesheuvel, PM, van der Wal A. Energy consumption in membrane capacitive deionization for different water recoveries and flow rates, and comparison with reverse osmosis. Desalination. 2013;330:35–41.
USEIA. Short-Term Energy Outlook (STEO). Washington, DC: US Energy Information Administration; 2019.
Capuano L. Annual Energy Outlook 2019. Washington, DC: US Energy Information Administration; 2019.
Acknowledgements
The authors are grateful for the financial support provided by the Ministry of Science and Technology (MOST) of Taiwan under Grant Number MOST 106-2621-M-009-MY3 and technical support by Applied Materials Division, Argonne National Laboratory.
Funding
This work is supported by the Ministry of Science and Technology (MOST) of Taiwan under Grant Number MOST 106-2621-M-009-MY3.
Author information
Authors and Affiliations
Contributions
Mr. Po-Chih Tseng: methodology, writing-original draft, editing, data curation. Mr. Zhan-Zhao Lin: formal analysis, investigation. Dr. Tse-Lun Chen: review draft, editing. Dr. Yupo Lin: methodology, materials research and development. Prof. Pen-Chi Chiang: Corresponding author who initialized the concept and supervised the whole work. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare they have no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tseng, PC., Lin, ZZ., Chen, TL. et al. Performance evaluation of resin wafer electrodeionization for cooling tower blowdown water reclamation. Sustain Environ Res 32, 36 (2022). https://doi.org/10.1186/s42834-022-00145-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s42834-022-00145-8