
Abstract
Background
During the mushroom production process, about one-fifth of the mushroom gets lost. The mushroom residues (MR) are rich in nutrients and can be utilized in diverse applications. Therefore, the goal of this research was to modify a local hammermill to improve the performance of chopping mushroom residues to be efficient used as a by-product.
Results
The experiments were conducted on a hammermill without and with six screen diameters, three drum rotational speeds, three feed rates, two average moisture content and two hammer rotation tracks (long–short). Then, chopper experiments were carried out with a focus on a specified size, power consumption and energy required. The findings of using any size screen offered little productivity since after a short time, the chopping MR was built blocks around the drum and blades. But using no screen gives these phenomena disappear. The chopping MR performed well in long track conditions, with a feeding rate of 700 kg/h, a drum speed of 300 rpm and moisture content of 43% .
Conclusions
The chopping operation had the best at feed rate of 700 kg/h, drum speed of 3000 rpm and 43% moisture content of which gave the appropriate MWD of 5.54 and 5.32 mm, consumed power of 1114.35 and 1189.125 W and required specific energy of 1.59 and 1.7 kW h/Mg for short and long tracks, respectively, and also largest mean weight diameter under such conditions due to a decrease in the amount of mushroom residues and an increase in their dryness, which increases the fragmentation impact of hammers on mushroom remnants.
Similar content being viewed by others
Background
Edible mushrooms have been used for centuries as a source of protein and energy, as well as to promote human health and longevity. Recently, mushroom production and consumption are increasing. Mushroom by-products are a waste problem, while they are intriguing sources of essential chemicals with functional and nutritional qualities that could be utilized (Antunes et al. 2020). Mushroom residues (MRs) recycling strategy was adopted in different fields and used in a sustainable way. MR is an excellent organic material that can encourage in a short time soil amendment which increases soil respiration rate and phosphatase activity, as well as changing the soil structure and the porosity in both topsoil and subsoil (Nakatsuka et al. 2016 and Medina et al. 2012). Moreover, MR is rich in mineral nitrogen that enhances the mineral nitrogen contained in soil (Lou et al. 2017). On the other hand, the reuse of spent mushroom substrate with supplementation (sawdust and wheat bran) can be a good solution to address the disposal problem for MR (Ashrafi et al. 2014). In another way, MR applied at a low or high rate to agricultural soil can be used to prevent both the diffuse or point pollution of soil through the formation of non-extractable residues (Álvarez et al. 2016). In the field of manufacturing, chopping is a standard procedure for particle size reduction to make ingredients suitable for transferring and recycling the by-products, etc. (Lyu et al. 2020). So, chopping farm residues has become nowadays more important as pre-treatment with the process or utilizing the residuesl. (Hadidi and Ismail 2006; El-Gendy et al. 2008; Khater and El Shazly 2016; EL-Khateeb and El-Keway 2012 and Ismail et al. 2008).
One of the most popular ways to reduce the particle size of materials is to use a hammer mill for transferring, drying, etc. A mill plant should convert raw materials into products with desired attributes using available technology and energy resources in the most economical way. For this, it uses various unit operations in a systematic and rational manner. The operation conditions should be within allowable limits, and its constraints should also be satisfied. In addition, the process conditions should be controlled at the optimum levels for minimum operating costs, maximum profits, and desired attributes of the product, whereas the knives are the effective part of this machine (Ismail et al. 2017; Mohamed et al. 2015; Morad et al. 2015 and Lopo 2002). Reducing the particle size is affected by the initial size, moisture content, hardness, feeding rate and machine operating variables, fineness, speed and power available (Ibrahim et al. 2019; Tumuluru et al. 2014; Mohamed et al. 2015). To produce pelleting feed, the appropriate conditions for operating the hammer mill are moisture content (10%), hammer thickness (5 mm), drum speed of 2250 rpm and concave clearance (5 mm) with the observation of a direct correlation between high milling speeds, moisture content, feed rates and the power requirements which it will be decreased with increasing screen opening size. (El Shal et al. 2010; Yousef 2005 and Han et al. 2016). Moreover, increasing the chopping length by 24.10% for serrated-edge shapes and 60.5% for straight-edge shapes will increase the cutter head speed from 0.75 to 1.88 m/s tends, respectively (Metwally et al. 2006). Furthermore, to produce a high-quality ground rice straw by hammer mill machine, the highest value of fineness degree of rice straw was 83.74% in the state of 24 rectangle knives, drum speed of 4000 rpm and screen hole diameter of 3 mm. Also, to obtain 92.7% of machine efficiency, a drum speed of 3300 rpm and a screen hole diameter of 6 mm with 24 pyramidal knives were used according to (Imam et al. 2012). The highest corn size-reduction productivity using hammer mill was 113 kg h−1 with a screen hole diameter of 6 mm, rotor speeds of 1440 rpm and feeding rates of 120 kg h−1 recorded by Ibrahim et al. 2019. Beaters were made of heat-treated high carbon-steel to resist abrasion and distortion and to improve the overall performance. Crushing efficiency, percentage losses and productivity of the machine were 98.99%, 1.00% and 239.09 kg/h, respectively. (Morakinyo et al. 2014).
In this context, the aim of this research is to develop and perform the valuation of the local hammer mill to cut MR into a form that is to be easier recycling processes.
Research highlights
-
1.
The importance of chopping mushroom residues in improving soils properties and structure.
-
2.
Modified performance of a local hammermill.
-
3.
Hammers rotation tracks (hd) (long–short).
-
4.
Hammermill with no screen has high productivity.
Methods
Designing and operating experiments were carried out during summer 2020 at a private Farm; Ali farm, Tantawy Mobasher, Elqnayat, Sharqeyah Governorate, Egypt, to improve the performance of the local hammermill for mushroom residues chopping machine.
Mushroom residues
MR (Fig. 1) was obtained from BIOTECH farm at Ismailia Desert Road, Ismailia governorates, Egypt. The MR was a product of deformed mushrooms + cleaning and sorting product + breeding soil. The residues bulk density was 498.28 kg/m3. Before the chopping process, MR was placed in one layer with 4 cm of thickness for sun drying and was agitated twice during the day, and the moisture content of dried MR was determined. The particle size analysis of mushroom residues is shown in Table 1.

MR before chopping
Hammermill
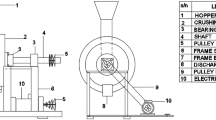
Local hammermill machine illustrated in Fig. 2A were used in this experiment. It was consisted of feeding hopper, screens and frame and 5 movable knives 100, 30, 6mm of length, width, thickness, respectively, attached to the shaft powered by an electric motor of 3hp (2.4 kW). The shaft of motor rotated at a speed of 3000 rpm. Figure 2B shows the schematic sketch and components of the local hammer milling unit.

The local hammermill: A Hammermill in the farm, B the components of hammermill before developing (1—main hopper, 2—inlet hole, 3—milling room, 4—hammers, 5—screen, 6—outlet hole, 7—electric motor)
Hammermill modifying
The traditional hammermill has a feed unit consisted of the inlet hole, which is only used to feed by corncob for milling (Fig. 3A). To improve this traditional machine, a hopper was added to be fed with the MR. This hopper was connected with the inlet hole of the corncob. It was made from steel 1045 with slope angle 40˚ and 40, 27.2 and 46 cm for width, height and length, respectively. The mushroom residue's blocks had been flowed through the hopper, in order to maintain a continuous flow of it. The hopper is vibrated using an elastic connection between the hopper and inlet hole by doubling the machine vibration. In addition, the outlet hole had no screen as shown in Fig. 3B. The area of the outlet hole is 475 cm2. On the other hand, the experiments were implemented by two directions of the chopper tracks. Figure 3C expresses the length of track and time of chopping operation in 526 mm anticlockwise (the short track), which is smaller than the long track of 856.26 mm with clockwise direction by 50%. Moreover, Fig. 3D, E represents the MR after chopping directly and after chopping followed by drying, respectively.

Hopper of mushroom residues: A Hopper of mushroom residues; B type of outlet hole before and after development; C track direction of chopping; D MR after chopping; and E MR after chopping followed by drying
Experimental procedure
The experiment was carried out in two stages. The first stage examined the traditional design of the hammermill without and with screen at 6 treatments of size holes diameters being 12, 14, 16, 18 and 20 mm. The drum rotational speeds were 1500, 2000 and 3000 rpm corresponding to drum peripheral speeds (DS) of 20.41, 27.21 and 39.46 m/s, respectively. In addition, three feed rates (FDs) were applied (500,700 and 900 kg/h). Moreover, two moisture contents (MCs) of dried MR were measured at 54% and 43%. The best treatment from the first stage was used for the second stage when two hammers rotation track lengths (RTs) long and short tracks were applied. Then, the chopping experiments were carried out focusing on chopping productivity, efficiency, fineness degree, consumed power and the required specific energy.
Measurements and calculations
Chopping productivity
To calculate the specific energy, the milling unit productivity was estimated using the following equation.
where Q is thechopping productivity (Mg/h); Wp—the product mass (kg); and T—the productive time (s).
Particular size
The samples were screened through 7 sieves, and the mass of the MR particles through each screen was determined. The fine particles filtered through all screens were collected in the pan and weighed. The sieve opening sizes were 22.40, 16.00, 13.00, 11.20, 9.00, 2.00 and 1.00 mm.
After each testing time, the percentage of through and over tails were recorded. In addition, the particular size was measured to calculate the mean weight of diameters (MWD).
Mean Weight of Diameters
The MWD was determined according to the following equation:
where Xi is the mean diameter of each division, mm; Wi−n is the sample mass of each division, g.
Percent of retained
The percent of retained was estimated using the sieve apparatus, and the following equation is used as in Table 1:
where Wsieve is the total mass of material within current sieve (g); WTotal is the total mass of all of the material in the sample (g).
Consumed power
To calculate the specific energy, the required power was estimated for both feeding and milling units by using the following equation.
where I is the line current strength, Ampere; V—the potential difference voltage, being equal to 220 V; cosθ—the power factor, being equal to 0.84; and η—the mechanical efficiency assumed, 90%.
Required specific energy
Specific energy was obtained for both chopping production and the consumed power using the following equation:
Results
First stage of the experiment
Through the first stage of the experiment on the traditional design of hammermill using no screen and with screen at 5 size holes diameters (12, 14, 16, 18 and 20 mm). The results showed that, the use of screen with all holes size had shallow decreased production and clogging the screen holes after short time from the beginning process. While without screen condition, the productivity was increased to 897.50 kg/h. In addition, to optimize the chopping process under no screen condition, it should be increase the chopping and fragmentation time by controling the rotation track length.
Second stage of the experiment
The mean weight diameter (MWD)
Figure 4A shows the effect of FR on MWD of MR at different DS when the average MR moisture reached to 54%. From the figure, it could be seen that FR has inversely relationship with the MWD. These results mean that the effect of drum speed is higher than the effect of feeding rate. The data cleared that the increase in FR from 500 to 900 kg/h causes decrement in MWD about 0.299 and 0.920 mm, but it was recorded about 1.065 and 1.190 mm when DS increased from 1500 to 3000 rpm in short and long track, respectively. At the multiple regressions, the relationship between MWD and the each of FR and DS shows the highly significant effect (0.0002 F sig.) at short track. Also, the formula with the coefficient of each factor can be described as:
This formula cleared that both of the FR and DS are an inversely proportional to the MWD. Also, the DS has the highly significant effect on MWD (P > 0.0001), while the FR has a significant only (p > 0.03).

Effect of RT, FR and DS on mean weight diameter, A sun drying after one and B two days
At the long track, the multiple regressions the relationship between MWD and the each of FR and DS show the highly significant effect (0.00076 F sig.). Also, the formula with the coefficient of each factor can described as:
This formula cleared that both of the FR and DS had an inversely proportional to the MWD. Also, the DS has the highly significant effect on MWD (P > 0.0008), while the FR has a significant at (p > 0.003).
When the average MR moisture reached to 43%, the effect of FR on MWD of MR at different DS is presented in Fig. 4B. It can be understood from Fig. 4B that the relation between FR and MWD is a reverse relation. These results mean that the effect of drum speed is higher than the effect of feeding rate. Data showed that the increase in FR from 500 to 900 kg/h causes decrement in MWD about 0.728 and 0.660 mm, but it was about 0.25 and 0.51 cm when the DS increased from 1500 to 3000 rpm in short and long track, respectively. At the multiple regressions, the relationship between MWD and the each of FR and DS shows highly significant effect (0.054 F sig.) and (0.0057 F sig) at short and long track, respectively. Also, the formula with the coefficient of each factor can be described as:
Both formulae cleared that both of the FR and DS are an inversely proportional to the MWD. Also, the DS has the highly significant effect on MWD (P > 0.02) and (P > 0.006) while the FR have a significant only (p > 0.3) and (p > 0.01) at short and long track, respectively.
Power consumption
Figure 5A shows that the power consumed for chopping MR was increasing by increasing DS and FR for hammermill at the two rotation tracks. The figure clarified that the power consumed from the short track is slightly decreased compared with that from the long track. The lowest value of the power consumed was 1102.24 and 1195.10 W at feeding rate of 500 kg/h using DS 1500 rpm for short and long tracks, respectively. These data were observed on the MR with 54% moisture content.

Effect of RT, FR and DS on power consumption A sun drying after one and B two days
At the multiple regressions, the relationship between power and the each of FR and DS showed highly significant effect (0.00057 and 0.00000137 F sig.) at short and long track, respectively. Also, the formula with the coefficient of each factor can be described as:
These equations cleared that both of the FR and DS are directly proportional to the power. Also, the DS has a highly significant effect on power (P > 0.002) and (P > 0.000004) at short and long track, respectively, while the FR has a significant only (p > 0.0007) and (p > 0.000003) at short and long track, respectively.
On the other hand, when the dried MR moisture reached to 43%, the power consumed from the short track is slightly decreased compared with that from the long track. The lowest value of the power consumed was 827.688 and 859.019 W at FR 500 kg/h using DS 1500 rpm for short and long track, respectively (Fig. 5B).
At the multiple regressions, the relationship between power and the each of feeding rate as well as drum speed shows highly significant effect (0.00155 and 0.0063 F sig.) at short and long track, respectively. Also, the formula with the coefficient of each factor can be described as:
These equations cleared that both of the FR and DS are directly proportional to the power. Also, the DS has a highly significant effect on power (P > 0.00078) and (P > 0.002) at short and long track, respectively, while the FR has a significant only (p > 0.04) and (p > 1) at short and long track, respectively.
Specific energy
Figure 6A, B concludes that the increase in feeding rate resulted in decrease in the hammer mill specific energy (kW h/Mg), for both tracks using dried MR with 54% of moisture. Figure 6A illustrates that drum speed at 1500 rpm and feeding rate 900 can be obtained under the lowest specific energy 1.43 kW h/Mg in the short track. But, in the long track, the three drums speed got slightly similar specific energy in the same feeding rate, while, in short track (Fig. 6A), the multiple regressions of the relationship between specific energy and the each of feeding rate and drum speed show highly significant effect (0.0078 F sig.). Also, the formula with the coefficient of each factor can be described as:
This equation cleared that both of the FR and DS are directly proportional to the specific energy. Also, the DS has the highly significant effect on specific energy (P > 0.0067), while the FR has a significant only (p > 0.0026), whereas at long track the relationship between specific energy and the each of FR and DS shows highly significant effect (0.017 F sig.). Also, the formula with the coefficient of each factor can be described as:
This equation cleared that both of the FR and DS had a directly proportional to the specific energy. Also, the DS has a highly significant effect on specific energy (P > 0.006), while the FR has a significant only at (p > 0.0099).

Effect of RT, FR and DS on specific energy A sun drying after one and B two days
From the other side, the average of MR moisture reached to 43%. In the short and long track, Fig. 6A illustrates that feeding rate 900 kg/h and drum speed 1500 rpm could be acquired to the minimum energy requirements which were 0.9939 and 1.0060 kW h/Mg, respectively. At the multiple regressions, the relationship between energy and the each of feeding rate and drum speed shows highly significant effect (0.0088 and 0.0077 F sig.) at short and long track, respectively. Also, the formula with the coefficient of each factor can be described as:
These equations cleared that both of the FR and DS are directly proportional to the specific energy. Also, the DS has the highly significant effect on specific energy (P > 0.00566) and (P > 0.0026) at short and long track, respectively, while the FR has a significant only (p > 0.003) and (p > 0.0054) at short and long track, respectively.
Discussion
The mean weight diameter (MWD)
The decrease in MWD by increasing DS and FR could be due to increasing the chopping forces. Also, it is the same during the change from short track to long track as increasing both chopping time and number of fragmentation times, while decreasing moisture of dried MR leads to increase in MWD due to the MR volume decrease and increased dryness of that, which increases the effect of hammers on mushroom residues by fragmentation. This is in agreement with Ileleji and Zhou (2008) where the geometric mean diameters for particle sizes from dry staygreen corn hybrid were significantly larger than the wet stover particles. This might be due to more passes of the wet material through the hammermill relatively to the dry material for the staygreen hybrid,
Power consumption and specific energy
The increase in power consumption by increasing drum speed and feeding rate could be due to highly MR moisture content (54%) represented in mass and volume; also, increase in feeding rate causes more force fraction, so power consumption had increased to finishing operating of chopping. On other hand, power consumption decreased under the same factors could be due to decrease in moisture content up to 43% which led to less mass and volume, so force fraction had decreased causing decrease in power consumption. But change of track rotation from short track to long track had increased power consumption because of increase in retention time of MR to reach exit from outlet. This result agrees with Dey et al. (2013) where the reduction ratio as well as the energy consumption increases when the rotor speed increases from 1000 to 1400 rpm. Decrease in specific energy by increasing FR and drying time for MR could be due to losses of moisture content and low volumes of MR in which hammers deal with it, while increase in specific energy by change from short track to long track was due to increase in retention time to complete operation. This result agrees with Mani et al. (2004) where Corn stover consumed the least specific energy during hammermill grinding of all biomass tested. Switchgrass used the highest specific energy requirement for grinding at both moisture levels and all screen sizes due to the fibrous nature of the material.
Conclusions
The use of all screen size resulted in non-productivity since productivity drops after a short period of time, and the chopping mushroom residues (CMRs) create blocks around the drum and knives, whereas without screen resulted in productivity. The CMR performed well in long-track conditions. It can be concluded that the suitable treatment can be used feed rate of 700 kg/h, drum speed of 3000 rpm and moisture content of 43%, which gave the appropriate MWD of 5.54 and 5.32 mm, consumed power of 1114.350 and 1189.125 W as well as required specific energy of 1.59 and 1.70 kW h/Mg for short and long tracks, respectively. The chopping operation had the best power usage and largest mean weight diameter under those conditions due to a decrease in the amount of mushroom residues and an increase in their dryness, which increases the fragmentation impact of hammers on mushroom remnants.
Availability of data and materials
All data generated or analyzed during this study are included in this published article.
Abbreviations
- MRs:
-
Mushroom residues
- DS:
-
Drum speeds
- FDs:
-
Feed rates
- MC:
-
Moisture content
- RT:
-
Rotation track
- MWD:
-
Mean weight of diameters
- CMR:
-
Chopping mushroom residues
References
Álvarez MA, Sánchez-Martín MJ, Pose-Juan E, Rodríguez-Cruz MS (2016) Effect of different rates of spent mushroom substrate on the dissipation and bioavailability of cymoxanil and tebuconazole in an agricultural soil. Sci Total Environ 550:495–503
Antunes F, Marçal S, Taofiq O, Morais AMMB, Freitas AC, Ferreira ICFR, Pintado M (2020) Valorization of mushroom by-products as a source of value-added compounds and potential applications. Molecules 25:2672
Ashrafi R, Mian MH, Rahman MM, Jahiruddin M (2014) Recycling of spent mushroom substrate for the production of oyster mushroom. Res Biotechnol 5(2):13–21
Dey SK, Dey S, Das A (2013) Comminution features in an impact hammer mill. Powder Technol 235:914–920
El Shal MS, Tawfik MA, El Shal AM, Metwally KA (2010) Study the effect of some operational factors on hammer mill. Misr J Agric Eng 27(1):54–74
El-Gendy HA, Badr SE, Ismail NK (2008) Develop a chopper to produce balance animal fodder from crop residues. In: 1st International conference of researchers organization Agriculture Research Center, Animal Production Conference 16-18-Oct
El-Khateeb HA, El-Keway AA (2012) Development and evaluation of cutting knives to suit cutting wet and dry field residues. J Soil Sci Agric Eng 3(6):601–616
Hadidi YM, Ismail NK (2006) Size reduction of some vegetable residues using friendly environmental machine. J Agric Sci Mansoura Univ 31(7):71–81
Han Y, Jia F, Zeng Y, Jiang L, Zhang Y, Cao B (2016) Effects of rotation speed and outlet opening on particle flow in a vertical rice mill. Powder Technol 297:153–164
Ibrahim M, Omran M, Abd EL-Rhman M (2019) Design and evaluation of crushing hammer mill. Misr J Agric Eng 36(1):1–24
Ileleji KE, Zhou B (2008) The angle of repose of bulk corn stover particles. Powder Technol 187(2008):110–118
Imam AI, Hassan MA, Kishta AM, Yousef IS (2012) Development and performance evaluation of hammer mill for sizing rice straw to be used as biomass. Zagazig J Agric Res 39(4):66
Ismail N, Fouda O, Ahmad M, Mosa M (2017) Influence of knives wear phenomena on hammer mill productivity and product quality. J Soil Sci Agric Eng 8(7):347–353
Khater IMM, El Shazly MM (2016) Comparative study between different chopping rotations and raw materials for composting process. Egypt J Soil Sci 56(3):385–400
Lopo PJFM (2002) The right grinding solution for you: roll, horizontal or vertical. Feed Manag 53(3):23–26
Lou Z, Sun Y, Zhou X, Baig SA, Hu B, Xu X (2017) Composition variability of spent mushroom substrates during continuous cultivation, composting process and their effects on mineral nitrogen transformation in soil. Geoderma 307:30–37
Lyu F, Thomas M, Hendriks WH, Van der Poel AFB (2020) Size reduction in feed technology and methods for determining, expressing and predicting particle size: a review. Anim Feed Sci Technol 261(2020):114347
Mani S, Tabil LG, Sokhansanj S (2004) Grinding performance and physical properties of selected biomass. In: 2002 ASAE annual meeting, p 1. American Society of Agricultural and Biological Engineers.
Medina E, Paredes C, Bustamante MA, Moral R, Moreno-Caselles J (2012) Relationships between soil physico-chemical, chemical and biological properties in a soil amended with spent mushroom substrate. Geoderma 173:152–161
Metwally MA, Sayed-Ahmed IF, El-Desoukey N, El-Nagar AB (2006) Development of a chopping machine for agricultural residual (a case study on grape trashes). J Soil Sci Agric Eng 31(5):2943–2955
Mohamed TH, Radwan HA, Elashhab AO, Adly MY (2015) Design and evaluate of a small hammer mill. Eqypt J Agric Res 93(5):481–496
Morad MM, Fouda TZ, Derbala AAK, EL-Metwalli, A. H., & Ali, E. A. E. (2015) Improving the performance of local hammermill using a developed feeding device. Egypt J Appl Sci 30(10):500–515
Morakinyo TA, Ogunsina BS, Adebayo AA (2014) Adaptation of impact hammer mill for crushing cocoa pods husk as a livestock feed constituent. J Agric Eng Technol 22(3):1–11
Nakatsuka H, Oda M, Hayashi Y, Tamura K (2016) Effects of fresh spent mushroom substrate of Pleurotus ostreatus on soil micromorphology in Brazil. Geoderma 269:54–60
Tumuluru JS, Tabil LG, Song Y, Iroba KL, Meda V (2014) Grinding energy and physical properties of chopped and hammer-milled barley, wheat, oat, and canola straws. Biomass Bioenergy 60:58–67
Yousef IS (2005) A study on performance improvement of the local manufactured hammer mill used in polity forms. J Agric Sci Mansoura Univ 2(11):6827–6840
Acknowledgements
The authors are thankful to Dr. Nahed Ismail from Agricultural Engineering Research Institute, ARC, for encouragement and helping and also thankful for BIOTECH Farm in Ismailia Desert Road for supplying Mushroom residues.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial or not-for-profit sectors.
Author information
Authors and Affiliations
Contributions
M. A. A. conceived of the presented idea, wrote the manuscript with support from E. A. E. A. and Victor M. Dawood and contributed to sample preparation. E. A. E. A. conceived the presented idea, developed the theory and performed the computations and carried out the experiments. V. M. D. conceived and planned the experiments, contributed to sample preparation and carried out the experiments. All authors provided critical feedback and helped shape the research, analysis and manuscript. Also, all authors discussed the results and contributed to the final manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
The consent was obtained from all individual participants included in the study.
Competing interests
All the authors declared that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Amer, M.A., Ali, ES.A.E. & Dawood, V.M. Modified and improved performance of local hammermill for mushroom residues chopping. Bull Natl Res Cent 46, 228 (2022). https://doi.org/10.1186/s42269-022-00920-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s42269-022-00920-y