
Abstract
The interaction of water and air i.e. moisture regain, water vapor transmission, wicking and air permeability with woven textiles are tested to investigate the comfort of woven fabrics made of nylon, cotton, and cotton–nylon mixtures with different yarn counts. The fabrics porosity (based on equation 1 and 2), woven fabric sett (ASTM D3775-03), fabric thickness (ASTM D1777-96), fabric weight (ASTM D3776M - 20), fabric vapour transmission (ASTM E96-00), transfer wicking, and longitudinal wicking (DIN 53924), moisture regain (ASTM D2495-07), and air permeability (ASTM D737) were examined for investigations based on the standards in the brackets. The experimental results showed that fabric transfer wicking, longitudinal wicking, moisture regain and air permeability properties increase as the yarn goes to coarser for all woven fabric samples but the water vapor transmission property decrease. Additionally, fabric transfer and longitudinal wicking capabilities improved with increased nylon fiber blend ratios within fiber conformation. However, the nylon fiber composition has negative impact on air permeability, water vapor transfer rate, wicking and moisture capabilities of the woven fabrics. Generally, it can be concluded that the existence of nylon fiber, and yarn count coarseness improved wicking properties of the woven fabrics and decreased the air permeability property of woven fabrics.
Similar content being viewed by others

Introduction
Comfort is one the most important aspect for clothing. Comfort is state of pleasure of human body that is decided by fabric transmission properties. Some of comfort related transmission properties of fabrics includes air permeability, moisture management properties, thermal conductivity, water vapor permeability, and wicking properties (Das & Sadachar, 2007; Özdemir, 2016).
Water vapor transmission of fabrics is very important for fabrics proposed to be worn in dynamic activities. During working high activities, human body cools by means of sweat generation and evaporation systems. At this time the fabric need to take out this moisture in order to keep human comfort. There are some studies about the factors that affect water vapor permeability properties of fabrics such as fibers hydrophilicity (Kumar, 2015), yarn count and cover (Das, 2012), fabric structure (limeneh, et al., 2020), and fabric porosity (Kim, 2020). Water vapour can be transferred through textile layers by dissimilar processes such as by diffusion, absorption–desorption and forced convection. In the case of water vapour transmission from one layer of textile to another layer by diffusion, there must be vapour pressure gradient as a driving force, which can be by two ways, through air spaces between fibres and yarns and along the fibre itself. In the case of absorption desorption water vapour transmission, material moisture regain and humidity of the atmosphere are main causes. In forced convection, the air flow through the fabric layer will take moisture vapour along it, at which the efficiency will depend on fabric air permeability hence on fabric porosity (Das & Kothari, 2014). Fabric wicking is another fabric property that is transfer of fluid in an absorbent fabrics determined by capillary forces caused by wetting (Kissa, 1996). Wicking of fabrics can be affected by different variables such as fabric direction tension (Chatterjee & Singh, 2014), yarn bulkiness (Das & Yadaw, 2013), yarn twist (Cruz et al., 2017; Mallick & De, 2021), spinning type (Li et al., 2017), and weave type (Mallick & De, 2021). The air permeability is also another property of fabric that determines fabric comfort which is a measure of how well a fabric allows air through fabrics. Fabric air permeability is the ability of fabric that passes through it which is determined the air pressure difference between fabric surfaces. Fabric air permeability largely depend on weight of fabric, thickness and porosity. The effect of modal, Lyocell fibers and weave structure on air permeability, water vapor permeability and wicking properties was studied (limeneh, et al., 2020; Ozdemir, 2017).
There are different factors affecting the woven fabrics air permeability, water vapour permeability and wicking properties. Ozdemir, (2017) Investigated the effect modal, Lyocell, weave pattern and yarn density on these properties. Accordingly, Lyocell fabrics have high air permeability, water vapour permeability and wicking height values due to their high percentage of fibrillar structure, and The highest weaving interlacing coefficient gives the lowest wicking height. High yarn density gives low fabric porosity decreasing the fabric wicking height (Ozdemir, 2017).
Nylon woven fabrics used for industrial purpose such (as parachute canopies, curtains), for apparel such as underwear, blouses, headscarves, children's frocks, swim suits due to their ease of laundering, maintained crispness of handle, and lengthy period of serviceability, good drappability, and resistance to abrasion. Fabrics made from nylon are also used for proofed, household (Millard, 1949). Cotton/nylon- core yam based woven fabrics with high tenacity are familiar for military protective clothing (Sawhney et al., 1989).
Most of the studies related to the transmission properties of nylon based fabrics are for knitted fabrics. There are no investigations of fabric transmission properties (water vapor transmission, wicking, moisture regain and air transmission properties) for woven fabrics of nylon, cotton, and cotton/nylon blends with different yarn counts. It is essential to investigate the water vapor transmission, wicking, moisture regain and air transmission properties of nylon, cotton, and cotton/nylon made woven fabrics to relate comfort of fabrics. In this study, fabric transmission properties such as water vapor transmission, wicking, moisture regain and air transmission properties related to comfort of cotton–nylon woven fabrics are investigated well.
Methods
Materials
For this study Eight 2/2 twill woven fabric have manufactured with yarn count of 20Ne and 30Ne rotor yarns for both weft and warp. The fiber blends used in the yarn were 100% nylon, 50/50 cotton/nylon, 85/15 cotton/nylon and 100% cotton. Yarns and fabric specifications are shown in Tables 1 and 2 respectively. The fibers used for yarn production were 1.4 dtex average fineness and 2.5% span length of 30.5 mm cotton fibers and nylon fibers with an average fineness of 1.3 dtex and cut length of 37 mm. After the grey fabrics production all fabric samples are dyed and finished.
Characterization
All finished fabric samples were conditioned at standard atmospheric conditions of temperature 20 ± 2 ºC and relative humidity of 65 ± 2% before testing. Before examining the fabric transmission properties, we examined the dry relaxed fabrics porosity (based on Eqs. 1 and 2), woven fabric sett (ASTM D3775-03), fabric thickness (ASTM D1777-96), and fabric weight (ASTM D3776/D3776M-20). The tests conducted for investigating fabric samples transferring properties are fabric vapour transmission with testing standard of ASTM E96-00, transfer wicking, and longitudinal wicking with testing standard of DIN 53924, moisture regain with testing standard of ASTM D2495-07, and air permeability with testing standard of ASTM D737.
Fabric porosity calculations: fabric porosity is the portion of voids or empty spaces in the fabric values between 0 and 100% in percentage. The different woven fabric porosity was determined by using Eq. (1), where ρb is woven fabric density in gcm- 3 and ρs is average fiber density in gcm−3. Woven fabric density (ρs) was calculated based on fibers blend ratio percentage in the produced yarns using Eq. (2), where p1 and p2 are the percentages of blend ratio and q1 and q2 are the densities of cotton, and nylon respectively. The result of calculation of woven fabric porosity is presented in Table 2.
Woven fabric set was measured using counting glass based on ASTM standard D3775-03, 2017.
Woven fabric thickness measurement was tested based on ASTM D1777-96 (2002) standard test method using digital fabric thickness tester at a pressure of 20 gf/cm2 with an accuracy of 0.01 mm. 10 average thickness readings were taken for each sample in the case of each test and the average is reported ASTM Stansard1777-96 (2002), 2019.
Woven fabric weight measurement: Weight per unit area was measured by taking sample of 10 cm × 10 cm using circular fabric cutter and weighed on an electronic balance. Using these two parameters weight of the fabric in grams per square meter (g/m2) was calculated using Eq. (3). 5 readings from different parts of the fabric were taken for each fabric sample and the average was reported ASTM Standard D3776M-20, 2020.
Fabric water vapour permeability test: The fabrics water vapour permeability was tested by cup method based on ASTM E96 (Procedure B) testing standard (ASTME96-00, 2000). Fabric sample enclosed in a cup comprising water covered at the top by cover ring to determin the weight loss by evaporation time (24 h). Fabric is placed in an airtight manner over the top of a cup. Another cup comprises reference fabric secured in the same airtight manner and the experiment is performed in triplicate. The dimensions of the cup were calculated to give a 10 mm deep layer of air between surface of the water and underside of the specimen. The weight of the cups was measured firstly at the starting of the test and then periodically after a certain time interval by the balance with resolution of 0.01 g to determine how much water lost from fabric sample. Water vapour permeability (WVP) can be calculated using Eq. (3):
where: M denotes loss of mass (gram), T denotes time interval (hour), and A denotes cup internal area (m2). The internal cup area was calculated using Eq. (4) bellow, where d represents cup internal diameter (mm).
Fabric wicking property test: The wicking property of woven fabric samples was measured based on DIN 53924 (DIN53924, 2020). Five woven fabric samples of dimensions 200 mm × 25 mm prepared both in warp and weft directions. A 1% K2CrO4 of 30 mm depth of water was prepared and woven fabric samples were suspended with their bottom ends then solution height in mm raised through the fabrics was measured and recorded after 60 s time.
Fabric moisture regain test: It was tested based on ASTM standard D2495-07, 2019.
Fabric air permeability test: It was tested based on ASTM D737-04 ASTM standard D737-04, 2018 using air permeability tester (FX3300), with a test pressure drop of 100 Pa in 20 cm2 test area. Five test measurements taken and the average was reported.
All experimental results were assessed statistically by means of ANOVA using SPSS. Statistically its significance (p) were compared with significance level (α) of 0.05. If a significance degree level (α) is less than 0.05, the effects are interpreted as statistically important.
Results and discussion
Experimental test outcomes are presented and discussed in the form of tables and the help of figures. Table 3 shows the test results of the dissimilar woven textiles in the experiment. In the test, fabric transmission properties such as water vapor, transfer wicking, longitudinal wicking height, moisture regain and air permeability are tested.
Water vapor transmission of fabrics
Table 3 illustrations fabric vapor transmission properties obtained for different woven fabric samples in a 24-h period. From the table (Table 3) and Fig. 1, the highest water vapor transmission value is observed for fabric made from 100%cotton with yarn count 30Ne and the minimum is for 100%nylon with yarn count 20Ne. The water vapor through fabrics is transfer through diffusion of air through fabric spaces (voids), fibers and alongside fiber surfaces. As seen from Table 2 (100% cotton fabric with 30Ne count with high porosity of 75%) both the porosity and the type of fibers contributes for the water vapor transfer, which is in agreement with Kim, H. A. (2020). As the cotton percent increases in the fabrics, vapor transfer percentage have a habit of increment. This is due to that cotton fibers can absorb more moisture than nylon fibers so that the fibers properties can goes to fabric property. Therefore, we can conclude the water vapour transfer through woven fabric happens almost through the hygroscopic fibers in the blend and fabric porosity. Hence, we concluded that cotton fabric comfort affected by the addition of nylon fibers to fabric blend.

Fabric vapor transfer of different woven fabrics
Fabric transfer wicking
Fabric wicking take place when fabric is immersed in a liquid or when it is in contact with a drop of liquid (Cruz et al., 2017). Figure 2 shows fabrics transfer wicking measurements after the time 30 min. 85/15cotton/nylon with coarser yarn count (20Ne) has the highest (0.31) and better transfer wicking value than other fabrics. As shown from the result, as cotton content ratio increases fabric transfer wicking increases, this may be due to higher water absorption of cotton than nylon fibers, this might delay water transmission by means of decreasing the gaps amongst fibers and yarns. The coefficient of difference of twist may also contribute for transfer wicking as it relates to fiber packing, at which cotton has higher coefficient of variation of twist (see Table 1).

Woven fabrics transfer wicking
Longitudinal wicking of fabrics
As shown in Fig. 3, wicking height of the 50/50cotton/nylon (3.7 cm) with coarser yarn count (20Ne) fabric was higher than other fabrics. Those fabrics made from 20Ne yarns exhibited greater longitudinal wicking values than fabrics with 30Ne yarns. The nylon fiber is nearly unable to allow water to pass in inside the fiber and water movement and absorption will take place only on fiber surface. Conclusions from different works shown that coarser yarns wick water faster than finer yarns, which is similar to our work. This outcome may be due to the higher capillarity and continuity of capillaries of the fibers in coarser yarns.

Woven fabrics Longitudinal wicking height
When nylon percent in the blend increase, the fabrics longitudinal wicking heights also increased. Nevertheless, as water spreads into cotton fiber, fibers swell immediately next to absorption, which may be the reason for nylon fabrics to have improved wicking.
Moisture regain of fabrics
Woven fabrics moisture regains of the verified tests are shown in Table 3. From Table 3 we can see that the fabrics moisture regain properties reflected from its fiber’s natural regain ability. 100% cotton fabric has the maximum moisture regain (6.52%), and 100% nylon fabric has the lower moisture regain (0.6%). Fabrics made from blended fibers had intermediate values. over-all, the fabrics made from coarse yarns (20Ne) have moisture regain more than fine yarns (30Ne) (Fig. 4).

Moisture regain of the different woven fabrics
Air permeability of fabrics
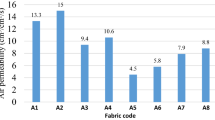
As seen from Fig. 5, as the cotton content increase the air transmission property increases. The highest air permeability (233 cm3/cm2/s) is found for 100%cotton with courser yarn count (30Ne) and the lowest is for 100%nylon woven fabric with coarser yarn (30Ne). From this experiment we can observe that in the case of cotton woven fabrics, the coarser the yarn, is the better the fabrics air permeability capabilities, as can be seen for 100% cotton woven fabric with yarn count 20Ne has air permeability value of 233cm3/cm2/s whereas 100% cotton woven fabric with yarn count of 30Ne has 231 cm3/cm2/s. Iftikhar et al. (2020) also investigated that at a specific fabric areal density, and lower number of ends and picks, the coarser yarns showed higher fabric air permeability as compared to fabrics made from finer yarns with higher number of ends and picks per inch (Iftikhar et al., 2020). The other factor for air permeability is the fabrics porosity which is higher for 100% cotton.

Air permeability of the different woven fabrics
Conclusions
This experiment has attempted to study on wicking, water vapor transmission, moisture regain and air permeability’s of woven fabrics prepared from nylon, cotton, and cotton/nylon mixed yarns with different yarn counts. Investigational variables as fiber blends percent (nylon), and yarn count have influence on fabric transmission properties. The outcomes of the experiment revealed that longitudinal wicking, and transfer wicking properties have better performance as the cotton content decreased but water vapor transfer rate, moisture regain and air permeability properties have not improved. Within the given yarn count range, the fine yarn count (Ne 30/1) contributed higher moisture vapor transfer values, but should be investigated further for wider yarn count ranges. However, coarser yarn counts showed better performance of transfer and longitudinal wicking tendencies. Finally, we can conclude that the existence of nylon fiber, and yarn count coarseness improved wicking properties of the woven fabrics.
Availability of data and materials
Not applicable. All data generated or analysed during this study are included in the paper (and its additional information files).
References
ASTM Stansard1777-96 (2002), Standard Test Method for Thickness of Textile Materials, ASTM International: West Conshochocken, PA, 2020, https://doi.org/10.1520/D1777-96R19, https://www.astm.org/.
ASTM standard D2495-07, Standard Test Method for Moisture in Cotton by Oven-Drying. ASTM International: West Conshochocken, PA, 2019. https://doi.org/10.1520/D2495-07R19. https://www.astm.org/.
ASTM standard D3775-03, Standard Test Method for Fabric Count of Woven Fabric, ASTM International: West Conshochocken, PA, 2017. https://doi.org/10.1520/E0096-00. https://www.astm.org/.
ASTM standard E96-00, Standard Test Methods for Water Vapor Transmission of Materials, ASTM International: West Conshochocken, PA, 2017. https://doi.org/10.1520/E0096-00, https://www.astm.org.
ASTM standard E96-00, Standard Test Methods for Water Vapor Transmission of Materials, ASTM International: West Conshochocken, PA, 2017. https://doi.org/10.1520/E0096-00. https://www.astm.org/.
ASTM standard D737-04, Test Method for Air Permeability of Textile Fabrics, ASTM International: West Conshochocken, PA, 2018, https://doi.org/10.1520/D0737-04. https://www.astm.org/.
Chatterjee, A., & Singh, P. (2014). Studies on wicking behaviour of polyester fabric. Journal of Textiles, 2014, 379731.
Cruz, J., et al. (2017). Study of moisture absorption characteristics of cotton terry towel fabrics. Procedia Engineering, 200, 389–398.
Das, A., & Sadachar, A. (2007). Comfort characteristics of fabrics made of compact yarns. Fibers and Polymers, 8(1), 116–122.
Das, S. and V. Kothari. Moisture vapour transmission behaviour of cotton fabrics. 2012.
Das, A., & Yadaw, S. S. (2013). Study on moisture vapor transmission characteristics of woven fabrics from cotton-acrylic bulked yarns. The Journal of the Textile Institute, 104(3), 322–329.
Das, S., & Kothari, V. K. (2014). Effect of test methods on apparent moisture vapour transmission of P/V and P/C fabrics. Research Journal of Textile and Apparel, 18(1), 71–79.
DIN standard 53924, Testing of textiles - Velocity of Soaking Water of Textile Fabrics (Method by Determining the Rising Height). German Institute for Standardisation, 2020.
Iftikhar, F., et al. (2020). Investigation of thermo-physiological comfort and mechanical properties of fine cotton fabrics for ladies’ summer apparel. Journal of Natural Fibers, 17(11), 1619–1629.
Kim, H. A. (2020). Water/moisture vapor permeabilities and thermal wear comfort of the Coolmax®/bamboo/tencel included PET and PP composite yarns and their woven fabrics. The Journal of The Textile Institute, 1, 1–14.
Kissa, E. (1996). Wetting and wicking. Textile Research Journal, 66(10), 660–668.
Kumar, R. P. (2015). Characterisation of water vapour transmission behaviour of woven fabrics. ACC Journal, 21(1), 54–62.
Li, X., Li, J., & Michielsen, S. (2017). Effect of yarn structure on wicking and its impact on bloodstain pattern analysis (BPA) on woven cotton fabrics. Forensic Science International, 276, 41–50.
Limeneh, D. Y., et al. (2020). Effect of weave structure on comfort property of fabric. Journal of Natural Fibers, 1, 1–8.
Mallick, P., & De, S. S. (2021). Study the wicking phenomena of cotton woven fabrics and its constituent yarns: Relation between fabric wicking and yarn wicking. Journal of Natural Fibers, 1, 1–13.
Millard, F. (1949). The properties and uses of nylon fabrics. Journal of the Textile Institute Proceedings, 40(4), P379–P387.
Özdemir, H. (2016). Thermal comfort properties of clothing fabrics woven with polyester/cotton blend yarns. Autex Research Journal, 17, 1.
Ozdemir, H. (2017). Permeability and wicking properties of modal and lyocell woven fabrics used for clothing. Journal of Engineered Fibers and Fabrics, 12(1), 155892501701200100.
Sawhney, A. P. S., Ruppenicker, G. F., & Robert, K. Q. (1989). Cotton covered nylon-core yarns and Greige fabrics. Textile Research Journal, 59(4), 185–190.
Acknowledgements
We thank Bahir Dar University, Bahir Dar, Ethiopia and Donghua university, Shanghai, China.
Funding
There is no any funder.
Author information
Authors and Affiliations
Contributions
BF: Conceptualization, Methodology, Investigation, Writing the original draft, formal analysis, investigation. GJ: Conceptualization, article structure construction, reviewing, editing. Both authors read and approved the final manuscript.
Authors' information
Biruk Fentahun Adamu is currently doing his Ph.D. from the College of Textiles, Donghua University, China. His research area is on biomedical Textiles. He received his degree, bachelors of Textile Engineering in 2008, Masters of Textile Manufacturing in 2016 from Ethiopian Institute of Textile and Fashion Technology, Bahir Dar University, Bahir Dar. He has eleven years of teaching and research experience. He is a lecturer at Bahir Dar University. His career was started being an instructor in Technical and Vocational Training College in Ethiopia and then joined the Ethiopian Institute of Textile and Fashion Technology, Bahir Dar University, Bahir Dar.
Dr. Gao Jing is a professor at college of textiles, Donghua university. She got her PhD from Donghua university in Textile Materials and Textile Design. She has work experience from 2017.10 to present: Donghua University Textile College, professor, doctoral supervisor, from 2015.06 to 2016.07: Visiting Scholar, Department of Textiles and Clothing, University of California, Davis, from 2012.10 to 2014.10: Kainuo Technology Co., Ltd., postdoc, from 2009.09 to 2017.10: Associate Professor, Master's Supervisor, School of Textiles, Donghua University, and from 2006.08 to 2009.09: Lecturer, School of Textiles, Donghua University. She has published a number of papers and did national projects.
Corresponding author
Ethics declarations
Competing interests
The authors declared no potential conflicts of interest associated with this publication. The authors alone are responsible for the content and writing of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adamu, B.F., Gao, J. Comfort related woven fabric transmission properties made of cotton and nylon. Fash Text 9, 8 (2022). https://doi.org/10.1186/s40691-021-00285-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40691-021-00285-2