
Abstract
Biochars were produced from softwood chips (spruce–fir mix) and hemp stalk biomasses in an in-house-developed microwave pyrolysis reactor. A kilogram batch raw biomass mixed with 10 wt% microwave absorber was pyrolyzed at 60-min residence time. Microwave power levels were set at 2100, 2400, and 2700 W with optimum heating rates ranging 25–50 °C/min. The proximate analysis indicated a progressive gain in biochar carbon content with power level increase. Both biochars showed a H:C ratio of < 1.2 with a graphite-like structure, which is an important observation for their potential use as a filler in bio-composites structural strength increase. Fourier Transfer Infrared (FT-IR) spectra showed a major loss of functional groups as the power level increased. Brunauer–Emmett–Teller (BET) surface area and porosity distribution contained higher volume of smaller pores in the hemp biochar. The char hardness and Young’s modulus, obtained via nanoindentation technique and load–depth curve analysis, indicated that hemp biochar possessed a higher Young’s modulus and lower hardness than softwood chip biochar.

Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Introduction
Sustainability has been a common theme driving research and innovation in recent years due to greater awareness and sensitivity to the changing global climate. Renewable energy, alternative fuels, and advanced materials are becoming innovation forefronts, as humankind strives to maintain or exceed its level of global infrastructure without further harming the natural environment. Biomass wastes as an alternative resource can be used to develop novel value-added products in terms of new energy source and lightweight, superior-strength materials. Pyrolysis is one of the most effective methods of thermo-chemically converting waste biomass, wherein an anaerobic environment is created to devolatilize the solid mass into bio-fuel and bio-products (Basu 2013).
Biochar, the solid by-product of this process, consists of a porous honeycomb structure with high specific surface area. Due to the unique structure of this carbon-based material, it has already seen use in carbon sequestration and wastewater treatment applications. Further consideration to this technology is given in terms of potential use for soil remediation in agriculture (Zama et al. 2018), hi-power battery (Saavedra et al. 2018), and high-strength composite materials (Das et al. 2015a, 2016a) applications. With current and prospective utilization of biochar increasing, it is inevitable that large-scale manufacturing demands will increase.
Current industrial production of biochar is often a standalone process utilizing heat-transferred through conventional combustion from a host boiler (Kim et al. 2019). These methods are often multi-staged, performed in rotary kiln or screw-type reactors. Microwave pyrolysis, on the other hand, is a single-stage robust and cost-effective biochar manufacturing method over conventional techniques edged with faster heating rate, selective heating, and more importantly volumetric heating, resulting in a faster pyrolysis process with reduced energy consumption (Li et al. 2016; Motasemi and Afzal 2013). Moreover, the listed advantages of microwave pyrolysis give justification of a greener option (Salema et al. 2017). While there are numerous studies available detailing the microwave pyrolysis of small batch size (< 50-g) feedstocks (Xian-Hua et al. 2009; Bowlby et al. 2018), there is a growing need for understanding the process parameters’ intricacies in a pilot-scale microwave pyrolysis process. The process effectiveness was evaluated in two biomass species: softwood chips (a mix of spruce–fir) and waste hemp stalk. The objective was to gain insight into the pyrolysis performance, in terms of yield and structural integrity of biochars, at various microwave power levels, in a scaled-up reactor.
Therefore, the structure of this paper follows the steps taken in synthesizing and characterizing the biochar produced. First, all materials and methods relevant to the study are discussed, including pyrolysis experimental parameters and biochar characterization techniques. The following results and discussion section opens with the captured heating results during pyrolysis including temperature profiles, heating rates, and residence temperatures. Full biochar characterization analysis is then discussed including the results of chemical, morphological, and mechanical testing. Finally, all relevant conclusions are stated and explained.
Materials and methods
Materials
Two biomass feedstocks were chosen for this study, the first being a combination of spruce/fir softwood chip that was locally sourced and donated by Devon Lumber Co. Ltd. The second feedstock is hemp stalk donated by a local farmer, hand-shredded prior to experimentation. Hemp is a promising energy crop for biochar production, thanks to its rapid growth rate and high biomass yield (Branca et al. 2017). Table 1 gives the proximate and ultimate analyses results of the raw feedstock prior to pyrolysis.
The proximate analysis reveals the moisture content, volatile matter, fixed carbon, and ash weight percentages, whereas ultimate analysis indicates the elemental weight percentages in the content. Considering both biomass species are lignocellulosic, the results are very similar.
Experimental methods
Biochar production
Biochar was produced via microwave pyrolysis using a 0.051-m3 single-batch reactor capable of 3000-W microwave power supply. Power level was varied between 2100, 2400, and 2700 W per experiment, keeping other parameters constant, as shown in Table 2.
Prior to each experiment, previously produced biochar was introduced inside the reactor as carbon microwave absorber (CMWA) at a loading of 10 wt%. Microwave pyrolysis was carried out under N2 environment. At each power level, three tests were conducted in order to gain a statistical significance in the collected data. To capture and understand the real-time temperature profile during pyrolysis, K-type thermocouples and a data logger was used. Upon conclusion of each experiment, biochar and bio-oil were weighted to gain insight into the effect of microwave power level on the weight fraction of the constituents (or ‘yield’). Figure 1 shows the schematic of the microwave pyrolysis system: microwave reactor, nitrogen generator, condenser, bio-oil extraction path, and computing system.

Schematic showing microwave reactor integrated with data recording unit
Biochar characterization
Chemical and morphological characteristics of the biochar were studied at varying microwave power levels in these large-batch experiments. Raw biomass and biochar of each species at each power level were tested for elemental composition using a carbon hydrogen nitrogen (CHN) Elemental Analyzer according to ASTM D5373-16 (2016). Porosity and particle surface area properties, including porosity distribution and BET surface area, were evaluated using a gas sorption analyzer for physiosorption analysis using nitrogen absorption isotherms at 77 Kelvin. The Fourier transform infrared spectroscopy was performed to determine the composition of the chars and feedstocks. Biochar particle morphology and cross-sectional imaging were carried out in an environmental scanning-electron microscopy (SEM) employing a model JEOL 6400. Ash and moisture content were quantified through the use of a muffle furnace following ASTM D1762-84(13) Standard (2013). The Young’s modulus and hardness values of the biochar samples were obtained from an iMicro Nanoindentor using a 1-mN load. An average of ten indentations was performed on cold-mounted biochar particles, polished with decreasing grit sizes from 500 to 1200 μ.
Results and discussion
Temperature profile, product yield
Figures 2 and 3 display the detailed temperature profiles for the test duration at varying power levels, and for each biomass type. The temperature profiles represent an average of three data sets at each power level. The majority of the tests followed similar trends as power increased. The existence of more erratic peaks at higher power levels is a common occurrence and can be attributed to the increasing presence of potential microwave hotspots, as well as the potential for reaction between the metal thermocouple and electromagnetic field at these elevated power levels (Luque et al. 2012).

Softwood pyrolysis temperature profiles

Hemp pyrolysis temperature profiles
Table 3 details the average heating rate and residence temperature of each test. For this study, the heating rate is considered to be the rate of rise in temperature during the first 10 min of the experiment (°C/min) and the residence temperature is considered to be the average temperature during the last 30 min of the hour long experiment (°C). For the softwood, there is a notable increase in residence temperature when power level increased from 2100 to 2400 W, and even a larger rise from 2400 to 2700 W. On the contrary, hemp profiles display a large increase in residence temperatures between 2100 and 2400 W, with a smaller but steady increase between 2400 and 2700 W. The power levels of 2100, 2400, and 2700 W were selected upon completion of several preliminary tests determining the minimum power required to convert the biomass to biochar through pyrolysis. These power levels are correspondingly 70, 80, and 90 percentage of the microwave’s maximum power supply limit.
Studies performing microwave pyrolysis in small-batch quartz crucible reactors, utilizing softwood feedstocks, have shown similar residence temperature at much lower microwave powers of 300–700 W (Huang et al. 2013; Huang et al. 2016; Liu et al. 2016). These same studies, which usually utilized 5–15 g of raw biomass, reported the large heating rates ranging 120–240 °C/min. Comparing the literature results with the current results in the large batch, 1000-g reaction, indicates the need for much higher microwave power levels, as well as longer residence times (due to the slower heating rates) to attain similar residence temperatures in a large-batch microwave pyrolysis process.
Table 4 displays the averaged biochar yield in weight percentage upon collection and measurement. As shown for both feedstocks, an increase in power level leads to the decrease in char yield. The elevated heating rates and residence temperatures cause a faster and larger release of volatiles in the form of liquid and gas, leaving smaller weight percentages of solid (Mašek et al. 2013). The data found from these experiments follow trends from similar studies (Yu et al. 2010; Hossain et al. 2017).
Biochar chemical properties
Table 5 provides the proximate and ultimate analyses of the biochar produced at different power levels. Proximate analysis details the weight percentages of moisture content, volatile matter, fixed carbon, and ash in the char samples. The results indicate a decline in volatile matter and increase in fixed carbon content as power level increases, relating to higher heating rates and residence times. This reverse trend between volatile matter and fixed carbon is often reported (Huang et al. 2008), and is due to the decomposition of lignocellulosic functional groups (Zhu et al. 2015) which exit the biomass at higher rates correlated to the heating rate of the pyrolysis process (Mašek et al. 2013). Comparing the volatile matter in the raw feedstock to their biochar, there is a large decline. This is again due to the major loss of lignocellulosic groups exiting the microwave system as bio-oil and gaseous products while the biomass carbonizes.
Considering the ultimate analysis of both feedstocks, the carbon content weight percentage vastly increased after pyrolysis, while both hydrogen and oxygen content decreased. For softwood, the carbon weight percentage increased by about 42%, while hydrogen and oxygen weight percentages decreased between 38.2–40.1% and 61.2–65.9%, respectively. Hemp biochar analysis follows identical trends with that of softwood data, with a 42.3–43.4% increase in carbon content after pyrolysis and 46.1–47.7% and 61.4–64.2% reduction in hydrogen and oxygen content, respectively. Similar results are well documented (Huang et al. 2008), owing to the rapid release of volatiles during pyrolysis which escape as gas containing CO2, CO, CH4, and H2 (Zhu et al. 2015). Comparing the two biochar studied, there is little variance in elemental weight composition between the microwave power levels, owing to the hour-long pyrolysis residence time which allows the majority of the volatiles to exit. These concepts are further explored examining the FT-IR results of the chars and raw species in subsequent paragraph.
Figure 4 shows the FT-IR spectra of raw softwood and hemp feedstocks. It is seen that both softwood and hemp display similar curves containing stretches and peaks at key points where specific chemical bonds are present. This is attributed to the fact that both correspond to lignocellulosic biomass of similar chemical composition. The larger stretch from 3600 to 3200 cm−1 is attributed to the O–H stretching, a characteristic peak of crystalline cellulose (Liu and Han 2015). C–H stretching is found near 2850–2890 cm−1 and 700–800 cm−1 relating to aliphatic and aromatic compounds (Liu and Han 2015). Carbon-dioxide (O=C=O) is also present near 2400 cm−1 (Zhao et al. 2012). The C=O peak at 1735 cm−1 is credited to the vibration of the carboxylic acids in hemicellulose (Liu and Han 2015), while the C=C stretching from 1600 to 1740 cm−1 is a characteristic of cellulose compounds (Zhu et al. 2015). A stretch from the presence of C–C aromatic rings occurs near 1435–1475 cm−1 (Zhu et al. 2015). C–O stretching and deformation is notable at 1215 and 1060 cm−1, while the stretching vibration near 1160 cm−1 from C–O–C functional group is associated with lignin (Yang et al. 2007). The organic compounds and their associated functional groups referenced are presented in Table 6.

FT-IR spectra of raw softwood and hemp feedstocks
Figure 5a, b displays the FT-IR spectra corresponding to softwood and hemp biochars with respect to their individual microwave processing power.

FT-IR spectra corresponding to a softwood and b hemp biochars as a function of microwave power level
Across all spectra, there is a major loss in transmittance of infrared radiation, most notably in the functional groups and compounds associated with lignocellulosic biomass. The large O–H stretch associated with cellulose experiences varying degrees of degradation between the power levels, with the largest being at 2700 Watt for both the woody and non-woody biomasses. The aliphatic and aromatic C–H compounds display different results, with the largest aliphatic loss occurring at 2700 Watt, and largest loss of aromatic occurring at 2100 W. These observations indicate that the individual compounds may degrade at separate rates based on the processing temperatures of pyrolysis. An increase in CO2 transmittance occurs as temperatures increase due to C=O bonds more readily breaking at elevated temperatures to form CO and CO2 (Zhao et al. 2012). Major changes occur throughout the region from 700 to 1740 cm−1, as the dehydration of hemicellulose and lignin leads to a loss of aliphatic C–H, C–O–C, and olefinic C=C groups. The loss of organic compounds during pyrolysis promoted a growth of organic chemical structures containing aromatic compounds as feedstock carbonized (Zhu et al. 2015). While each feedstock experiences similar loss of lignocellulosic compounds throughout pyrolysis, the spectra results show varying levels of loss based on processing temperatures, further proving that softwood and hemp biomasses have characteristic pyrolysis conditions for production of quality biochar (Liu and Han 2015).
Biochar structural properties
Scanning electron microscopy (SEM) images
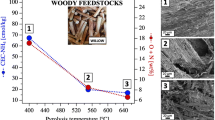
Figure 6 shows the SEM images of SW-2100 (a), SW-2400 (b), SW-2700, (c) HM-2100 (d), HM-2400 (e), and HM-2700 (f) samples. These secondary SEM images were taken at 2000× magnification to examine the structural morphology. Evidently, each sample exhibited a porous structure including pore size, shape, and their distribution. Comparing Softwood (a–c) with Hemp (d–f) biochar samples, it is clear that softwood biochar contains larger pore size, while the hemp biochar has the presence of higher volume of smaller pores. Further, as power level increased, there is less evidence of pore cracking and residual tars present inside the pores for both softwood and hemp samples. This observation can be attributed to a more rapid release of volatiles during the increased heating rates at corresponding power levels, leaving to larger and healthier pores (Mašek et al. 2013).

SEM images of softwood (a, b, c) and hemp (d, e, f) biochar
BET surface area and porosity analysis
The physiosorption analysis provided in Table 7 includes found porosity characteristics of the raw hemp and softwood samples. Comparing the raw samples to their biochar counterparts indicates a large increase BET surface area after pyrolysis. Most notably, the raw feedstocks have no applicable micropores, while new micropores were developed in the char during pyrolysis. For both feedstock types, porosity results, including BET surface area and micropore area, improved as power level increases from 2100 to 2400 W, owing to the faster rate of residual volatile release, and increased development of micropores at the elevated heating rates (Mašek et al. 2013; Zhao et al. 2012). This occurrence is often stronger in microwave pyrolysis over conventional due to the volumetric heating mechanism of the microwaves which heightens tar vaporization lending to faster release of volatiles, opening clearer pores (Motasemi and Afzal 2013; Mašek et al. 2013). Further indication of micropore development is the large decrease in average pore diameter from comparison of the raw feedstock to their biochars, and the 2100 W chars to the 2400 W chars.
Considering the physiosorption results from 2400 to 2700 W for both biochars, the BET surface area and micropore area reduces, with a larger decline for softwood char than hemp char. This phenomenon has been previously reported, with surface pore size of biochars decreasing with increased pyrolysis temperature, explained as the potential for biochar to melt and deform causing pores to shrink or potentially close at elevated temperatures (Wang et al. 2009). Deformation or melting of the biochar could have indeed occurred for the 2700-W experiments considering the large recorded residence temperatures of biochar production, 600 °C and 650 °C for hemp and softwood, respectively. Considering the recorded results, it is reasonable to conclude there may be optimal temperature conditions for biochar production, which is under 600 °C.
Biochar mechanical properties
Material Young’s modulus and hardness properties are the measures for its ductility and strength behavior. When it comes to biochar particles since many of its applications are targeting it to be as filler material, it is imperative that these properties are evaluated at their nano-scale. Figure 7 shows the comparative nanohardness and Young’s modulus properties of both softwood and hemp char particles.

Hardness and Young’s modulus values for softwood and hemp biochars at different power levels
The hardness values for both softwood and hemp biochars remained virtually unchanged throughout the power level variations, 0.35 GPa for the former and 0.24 GPa for the latter. This could be due to the hour-long pyrolysis processing, as well as similar weight percentages of hard carbon element present, as reported in Table 5 (‘Ultimate analysis’ results). On the other hand, the modulus values are found to increase with power level increment, with the peak values resonating at 5.64 GPa and 5.98 GPa for respective softwood and hemp biochars, processed at 2700 Watt. Similar nanoindentation data of approximately 5.0 GPa modulus and 0.5 GPa hardness were recorded through studying biochar originating from pine sawdust, another softwood species (Das et al. 2015b, 2016b). It was hypothesized that pyrolysis heating rate and temperature are the most significant indicators of underlying mechanical properties when it comes to biochar particles. This is explained due to the presence of residual pyrolytic tars and carbon molecules at lower processing temperatures, resulting in lower hardness and Young’s modulus (Zickler et al. 2006). Furthermore, as heating rate increases, these volatiles exit the char at a faster rate, promoting the growth of healthy pores resulting in added strength in char particles (Mašek et al. 2013). This is apparent when comparing the higher peak modulus of hemp to softwood and their corresponding heating rates. Further explanation for this upward trend observed is given as a gradual transition from a visco-plastic biomaterial into a brittle, glass-like carbonaceous residue at temperatures above 400 °C (Zickler et al. 2006). This discussion is further reinforced linking with biochar elastic behavior under the load–depth curve, as shown in Fig. 8.

Elastic behavior of biochar particles for a softwood and b hemp at 2700 W
Comparing these two feedstocks, it is noted that while the curves take similar shapes, the average recovery of penetration depth for the hemp sample is slightly larger compared to that of the softwood sample, owing to the higher elasticity associated non-woody biomass. This is an important finding for them to be utilized in the biocomposites manufacturing and gain flexural strength properties.
Conclusions
Biochar potential is growing steadily as it finds diverse applications such as battery technology, composite manufacturing, renewable energy, etc. As such, demand for biochar is expected to heighten the need for biochar production at a larger scale. The focus of this study was to investigate the use of microwave pyrolysis in large feedstock batch sizes (1000-g) and effect on the thermo-chemical and structural properties of biochar obtained from woody (softwood) and non-woody (hemp) biomasses by varying microwave power level. The primary findings are highlighted below:
-
1.
Microwave pyrolysis of large batch required high microwave power levels (> 2000 W) to reach the needed pyrolysis temperatures (> 300 °C).
-
2.
Pyrolysis heating rates for large batch sizes are low, ranging 25–50 °C/min, due to the amount of biomass the microwaves must penetrate.
-
3.
Biochar yield was achieved up to 40 wt% of the raw biomass, and volatile matter content decreased to as low as 33 wt%, as heating rates increased due to faster release of bio-oil and bio-gas from the system.
-
4.
Softwood and hemp biochars have similar elemental weight percentages after pyrolysis as they both came from lignocellulosic feedstocks.
-
5.
With the power level increase the pores showed higher structural integrity, in terms of cracking and residual tars present inside them for both softwood and hemp samples.
-
6.
Porosity results displayed an increase of BET surface area and micropore area from pyrolysis, owing to the rapid release of volatiles and development of new micropores relating to the heating rates of pyrolysis.
-
7.
A decline in porosity results at elevated microwave power levels (2700 W), indicated an optimal production temperature under 600 °C, owing to the shrinkage and deformation of pores at elevated temperatures.
-
8.
Both softwood and hemp samples showed higher Young’s modulus (5.64 GPa vs. 5.95 GPa, respectively), with the increase in pyrolysis temperatures, the maximum being 2700 Watt. This is due to the decrease in the residual volatiles and increase in the fixed carbon content upon pyrolysis at elevated temperatures (> 300 °C).
-
9.
The mechanical load–depth behavior from the nanoindentation tests indicated the ‘quasi’ elastic behavior of the biochar particles, an important finding for them to be utilized in the biocomposites manufacturing and gain flexural strength properties. Therefore, upon comprehensive mechanical tests of these biocomposite materials under 3-point bend tests, the potential for biochar as a composite filler material in high-strength application is promising.
Availability of data and materials
All data generated or analyzed during this study are included in the manuscript file.
Abbreviations
- FT-IR:
-
Fourier-transform infrared
- BET:
-
Brunauer–Emmett–Teller
- MC:
-
moisture content
- VM:
-
volatile matter
- CMWA:
-
carbon microwave absorber
- CHN:
-
carbon hydrogen nitrogen
- SEM:
-
scanning-electron microscopy
References
ASTM D1762-84(13) (2013) Standard test method for chemical analysis of wood charcoal. West Conshohocken, PA
ASTM D5373-16 (2016) Standard test methods for determination of carbon, hydrogen and nitrogen in analysis samples of coal and carbon in analysis samples of coal and coke. West Conshohocken, PA
Basu P (2013) Biomass gasification, pyrolysis and torrefaction: practical design and theory, 2nd edn. Academic Press, Amsterdam
Bowlby LK, Saha GC, Afzal MT (2018) Flexural strength behavior in pultruded GFRP composites reinforced with high specific-surface-area biochar particles synthesized via microwave pyrolysis. Compos A 110:190–196
Branca C, Di BC, Galgano A (2017) Experimental analysis about the exploitation of industrial hemp (Cannabis sativa) in pyrolysis. Fuel Process Technol 162:20–29
Das O, Sarmah AK, Bhattacharyya D (2015a) A sustainable and resilient approach through biochar addition in wood polymer composites. Sci Total Environ 512(513):326–336
Das O, Sarmah AK, Bhattacharyya D (2015b) Structure-mechanics property relationship of waste derived biochars. Sci Total Environ 538:611–620
Das O, Bhattacharyya D, Hui D, Lau K-T (2016a) Mechanical and flammability characterizations of biochar/polypropylene biocomposites. Compos B 106:120–128
Das O, Sarmah AK, Bhattacharyya D (2016b) Nanoindentation assisted analysis of biochar added biocomposites. Compos B 91:219–227
Hossain MA, Ganesan PB, Sandaran SC, Rozali SB, Krishnasamy S (2017) Catalytic microwave pyrolysis of oil palm fiber (OPF) for the biochar production. Environ Sci Pollut Res Int 24:26521–26533
Huang YF, Kuan WH, Lo SL, Lin CF (2008) Total recovery of resources and energy from rice straw using microwave-induced pyrolysis. Bioresour Technol 99:8252–8258
Huang Y-F, Chiueh P-T, Kuan W-H, Lo S-L (2013) Microwave pyrolysis of rice straw: products, mechanism, and kinetics. Bioresour Technol 142:620–624
Huang Y-F, Chiueh P-T, Kuan W-H, Lo S-L (2016) Microwave pyrolysis of lignocellulosic biomass: heating performance and reaction kinetics. Energy 100:137–144
Kim M, Park J, Yu S, Ryu C, Park J (2019) Clean and energy-efficient mass production of biochar by process integration: evaluation of process content. Chem Eng J 355:840–849
Li J, Dai J, Liu G, Zhang H, Gao Z, Fu J, He Y, Huang Y (2016) Biochar from microwave pyrolysis of biomass: a review. Biomass Bioenergy 94:228–244
Liu Z, Han G (2015) Production of solid fuel biochar from waste biomass by low temperature pyrolysis. Fuel 158:159–165
Liu H, Jiaqiang E, Deng Y, Xie C, Zhu H (2016) Experimental study on pyrolysis characteristics of the tobacco stem based on microwave heating method. Appl Therm Eng 106:473–479
Luque R, Ángel Menéndez J, Arenillas A, Cot J (2012) Microwave-assisted pyrolysis of biomass feedstocks: the way forward? Energy Environ Sci 5:5481–5488
Mašek O, Budarin V, Gronnow M, Crombie K, Brownsort P, Fitzpatrick E, Hurst P (2013) Microwave and slow pyrolysis biochar: comparison of physical and functional properties. J Anal Appl Pyrolysis 100:41–48
Motasemi F, Afzal M (2013) A review on the microwave-assisted pyrolysis technique. Renewable Sustain Energy Rev 28:317–330
Saavedra RC, Simone V, Simonin L, Martinet S, Dupont C (2018) Biochars from various biomass types as precursors for hard carbon anodes in sodium-ion batteries. Biomass Bioenergy 117:32–37
Salema A, Afzal MT, Bennamoun L (2017) Pyrolysis of corn stalk biomass briquettes in a scaled-up microwave technology. Bioresour Technol 233:353–362
Wang X-H, Chen H-P, Ding X-J, Yang H-P, Zhang S-H, Shen Y-Q (2009) Properties of gas and char from microwave pyrolysis of pine sawdust. Bioresour Technol 4:946–959
Xian-Hua W, Han-Ping C, Xue-Jun D, Hai-Ping Y, Shi-Hong Z, Ying-Qiang S (2009) Properties of gas and char from microwave pyrolysis of pine sawdust. BioResources 4:946–959
Yang H, Yan R, Chen H, Lee D, Zheng C (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86:1781–1788
Yu F, Steele PH, Ruan R (2010) Microwave pyrolysis of corn cob and characteristics of the pyrolytic chars. Energy Sources Part A 32:475–484
Zama E, Reid B, Arp H, Sun G, Yuan H, Zhu Y (2018) Advances in research on the use of biochar in soil for remediation: a review. J Soils Sediments 18:2433–2450
Zhao X, Wang M, Liu H, Li L, Ma C, Song Z (2012) A microwave reactor for characterization of pyrolyzed biomass. Bioresour Technol 104:673–678
Zhu L, Lei H, Wang L, Yadavalli G, Zhang X, Wei Y, Liu Y, Ahring B (2015) Biochar of corn stover: microwave-assisted pyrolysis condition induced changes in surface functional groups and characteristics. J Anal Appl Pyrolysis 115:149–156
Zickler GA, Schöberl T, Paris O (2006) Mechanical properties of pyrolysed wood: a nanoindentation study. Philos Mag 86:1373–1386
Acknowledgements
The physiosorption analysis and FT-IR work were supported by Cape Breton University. The SEM imaging was carried out at UNB’s Microscopy and Microanalysis Facility (MMF).
Funding
The authors acknowledge the financial support of the Natural Sciences and Engineering Research Council of Canada (NSERC) (Grant Nos. RGPIN-04772, RGPIN-04440), New Brunswick Innovation Foundation (NBIF), and New Brunswick Department of Agriculture, Aquaculture and Fisheries (NBDAAF).
Author information
Authors and Affiliations
Contributions
All authors conceived the research idea. Chase Wallace designed, conducted, and analyzed the experiments and data. Chase Wallace is the primary writer of the manuscript, with significant modifications provided by Gobinda Saha and Muhammad Afzal. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
The authors approved the consent for publishing the manuscript.
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Wallace, C.A., Afzal, M.T. & Saha, G.C. Effect of feedstock and microwave pyrolysis temperature on physio-chemical and nano-scale mechanical properties of biochar. Bioresour. Bioprocess. 6, 33 (2019). https://doi.org/10.1186/s40643-019-0268-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40643-019-0268-2