
Abstract
Sanding dust is the main source of dust emission during the manufacturing process of medium-density fiberboard (MDF), and particle size and shape characteristics are the fundamental properties influencing its environmental influence and handling behaviors. However, there are few deep and comprehensive researches on the morphology of MDF sanding dust. In this study, the morphological characteristics of MDF sanding dust were explored by sieve and image analyses. It was found that more than 95% of MDF sanding dust was inhalable particles smaller than 100 μm, which poses a considerable potential risk to human health and safety, especially with the presence of other chemical constituents. The particle size span of MDF dust was relatively wide though the particle surface texture was quite uniform. The particle geometric proportion represented by aspect ratio decreased markedly with the reduction of particle size. The larger particles presented typical anisotropic structure, while the smaller ones showed homogeneous appearance, indicating quite complex handling behaviors. In addition, image analysis was found to provide a better insight into the morphological characteristics of MDF sanding dust compared to sieve analysis, and could be a promising dust morphology evaluation technology.
Similar content being viewed by others


Introduction
Medium-density fiberboard (MDF) is a wood-based panel product made primarily from wood fibers, which are bonded together by synthetic resins under heat and pressure. MDF is a prominent nonstructural composite widely used in furniture and cabinet industries. In 2017, the world’s fiberboard output surpassed 118 million m3, and China alone contributed about 60 million m3 [1].
Panel sanding is a critical operation in the finishing stage of MDF manufacturing because it determines both the thickness and surface quality of the product. Large amounts of dust are generated in MDF sanding process, and the dust load could be as high as 53.67 kg/m3 [2], which means 50t sanding dust may have to be handled every day in a typical modern MDF mill with an annual output of 300 thousand m3. Although dust collecting and conveying systems have been equipped in most MDF mills, the system failures or safety accidents still occur occasionally.
The handling of sanding dust affects penal grade, environmental quality and workplace safety of MDF manufacturing. If sanding dust had not been smoothly sucked into suction hoods, sand belts would be clogged, which would in turn deteriorate sanding quality and become the main reason for the failure of sand belts [3]. The MDF particles leaked into the air are responsible for respiratory diseases among continuously exposed workers. Wood dust is classified as carcinogenic to humans [4], and MDF dust is more hazardous as MDF is usually impregnated with urea–formaldehyde (UF) resin. The chemical composition makes it a source of formaldehyde exposure [5]. MDF dust was reported to cause more nasal symptoms among workers than solid wood dust [6]. Sanding dust particles are regarded as the finest dust in the wood processing industry [7], and are more likely to penetrate into human respiratory system. The amount of respirable dust generated during the sanding of MDF is more than other wood working processes, including solid wood sanding [8, 9]. The fineness of MDF dust also increases both the feasibility and violence of dust explosion [10, 11].
Proper handling of MDF sanding dust requires a full understanding of its properties. Morphological characteristics including particle size distribution (PSD) and shape distribution are the fundamental factors influencing dust handling behaviors such as flowability, bulk density and compressibility, etc. [12,13,14]. Large particles with spherical shape generally have good flowability, which deteriorates with decreased particle size as the inter-particle cohesive force increases [15]. For irregularly shaped particles, the relative motion becomes difficult due to the presence of more contacting points between them. If elongated and hook-shaped particles are involved, it will be more complicated because they tend to form bridges by particle interlocking [16].
Limited studies have been performed on size and shape characteristics of MDF sanding dust. Mazumder suggested that a significant portion of MDF sanding dust was respirable particles with aerodynamic diameters smaller than 10 μm, and that the particles were of irregular shapes with sharp edges [5]. Chung et al. investigated the MDF sanding dust emitted from handheld sander and found the portion of respirable dust was less than 10%, but a portion as high as 30% was also cited in his paper [9]. Očkajová et al. studied the size distribution of MDF sanding dust by sieve analysis and found that 96.16% of the sample particles were smaller than 100 μm, and that the most common particles were in the range between 32 and 63 μm [17]. No quantitative study on shape distribution of MDF sanding dust has been found by the authors of this paper.
In this study, morphological characteristics of MDF sanding dust were investigated by sieve analysis (SA) and image analyses (IA). SA has been widely used to determine the PSD of bio-based particles. Its popularity derives from low cost, simple procedure, straightforward results and the similarity to the particle separating practice in wood-based panel industry. SA is a standard method to determine the PSD of some bio-based particles [18,19,20], and has been applied in many scientific studies [21,22,23].
But in recent years, questions arose on the competency of SA for bio-based particles. The size that SA measures is the second smallest dimension, i.e., the width of a particle [21, 24]. For spherical particles, the PSD obtained by SA is quite reasonable. But most wood dust generated from mechanical processes is irregularly shaped due to the anisotropic structure of wood. In this case, SA alone can barely present the morphological characteristics of wood dust. Besides, it is hard for the elongated or fibrous wood particles to fall through the sieves. The sieving efficiency, the percentage of the particles that can properly fall through the sieves according to their width, was reported around 70% [21]. In some studies, IA was suggested as an alternative method or a combination of SA and IA was applied to get a more comprehensive understanding of particle morphology [24, 25]. Once considered time consuming, IA systems are now capable of handling a large quantity of particles and presenting the statistical results instantaneously. The major advantage of IA is that, besides size distribution, it can give quantitative particle shape distribution. In this study, 2 IA technologies, i.e., scanning electron microscopy (SEM) and flatbed scanning image analysis, were applied. The former was used as a qualitative description method and the latter provided quantitative analysis. The results were compared with those of the SA to evaluate the robustness of the technologies.
Experimental
Materials
MDF sanding dust was taken from a MDF mill in Jiangsu Province, China. The main panel constituents were hybrid poplar (Populus sp.) fibers and UF resin. The panel sanding line was composed of 3 wide belt sanding machines. Five types of sanding belts were mounted and the grit sizes were P36, P80, P120, P150 and P180 from the entry to the outlet of the sanding line. MDF panels were fed at a speed of 55 m/min and sanded at a speed of 1460 rpm. The dust emitted during the sanding process was collected by a dust collecting system and stored in a silo where the dust was sampled for the experiments. The moisture content of the sample dust was 6.5%.
Sieve analysis (SA)
In the sieve analysis, 85 g sample particles were sieved by a sieve shaker (A3, Fritsch GmbH, Idar-Oberstein, Germany) for 10 min with 3 mm amplitude. The sieve stack was composed of 5 sieves, and their mesh sizes were 1000, 500, 250, 100 and 40 μm from the top to the bottom, respectively. Wood dust retained on each sieve and the collecting pan was then weighted for size distribution by an electronic balance (BS2202S, Sartorius AG, Goettingen, Germany). The analysis was performed twice and the average values were considered the results.
Scanning electron microscopy (SEM)
The particles used for SEM analysis were taken from subsamples left on each sieve and the collecting pan. They were dried to the oven dry state, and then coated with gold using a sputter coater (JFC 1600, JEOL Ltd, Tokyo, Japan) and placed in a SEM (JSM 7600F, JEOL Ltd, Tokyo, Japan) for photographing.
Flatbed scanning image analysis
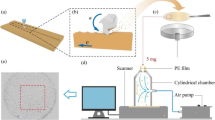
For the flatbed scanning, 20 mg sample particles were dispersed by a vacuum dispersion device (VDD270, Occhio s.a., Angleur, Belgium) where they were placed on a plastic membrane covering the top of a cylindrical chamber as the air inside was pumped out. Once the vacuum level in the chamber was low enough to destroy the plastic membrane, the particles fell into the chamber and gently settled on the glass plate of the image analyzer (500 Nano, Occhio s.a., Angleur, Belgium) for image analysis. The images of the scanned samples were instantaneously analyzed by the built-in software CallistoEXPERT for calculating particle size and shape distribution. The number-weighted statistical results were converted to the mass-weighted ones by assuming that all particles have identical flatness ratios.
The inner diameter (Din), i.e., the biggest circle inscribed into the projection area of a particle (Fig. 1) was chosen as the representative size parameter because it showed a good correlation with sieving diameter [26]. It has been suggested that one or two key shape factors can well describe the shape characteristics of a certain kind of particle [27]. Since the basic constituent of MDF is wood fiber, the length-to-width ratio was chosen as a macro-shape descriptor to describe particle geometric proportion. Particle solidity was chosen as a meso-shape descriptor, which reflects the overall concavity of a particle projection area and provides the information of particle surface structure.

Inner diameter, convex hull, length and width of a particle projection
The aspect ratio (AR) of the dust particle was calculated by Eq. 1:
where W is the width of the smallest box that contains the projection of a particle with the principal directions the same as the projection of the particle, and L is the length of the box (Fig. 1).
Solidity was calculated by Eq. 2:
where S is the projection area of the particle, and SA is the area of the convex hull bounding the projection (Fig. 1).
The relative extent of size or shape distribution was evaluated by relative span (RS):
where P90, P50 and P10 are the 90th, 50th and 10th percentiles of the size and shape distribution, respectively.
Results and discussion
Morphological characteristics determined by SA and SEM
The SA showed that the great majority (96%) of the MDF sanding dust particles was smaller than 100 μm (Fig. 2). They belong to inhalable particles tending to stay longer and travel wider in the air, which are unsuitable for the living and working environments [8, 28]. Notably, the particles smaller than 40 μm accounted for 79.6%, which are capable of penetrating into the upper respiratory tract and pose health risk to humans [5, 29].

Mass-weighted size distribution of MDF sanding dust determined by sieve analysis (histogram: differential size distribution, line: cumulative size distribution)
The size characteristic distinguishes sanding dust from wood dust emitted during other machining processes, like sawing, planning and milling. There are orders of magnitude differences in size between them. The SA of pine sawdust by Chaloupkova et al. showed that only 11.93% of the particles were smaller than 630 μm [22]. A similar study on timber sawdust performed by Benthien et al. also indicated a 20% portion in the same range [25]. As mentioned above, smaller size means lower flowability due to the increase of cohesive force between particles. For food particles, the influence of cohesive force could still be significant when the particle size was up to 200 μm [15, 30]. The size distribution of MDF sanding dust clearly indicates an even lower flowability.
Particles retained on each sieve were observed by SEM. Fibrous particles were found in the sample retained on the 40-μm mesh-size sieve (Fig. 3a). Most of them were around 1 mm in length and 10 μm to 20 μm in width, similar to the size of typical hardwood fibers [31]. No fibrous particle existed in the sample falling down the 40-μm sieve though some elongated particles were found (Fig. 3b). These particles, and those with even shorter lengths, were irregularly shaped fiber fragments generated by transwall failure of the fibers under the sanding forces, which were hard to be classified into a certain shape category. However, there also existed some particles with relatively regular shape, like crystal or brick shape as shown in Fig. 4. They were remarkably different from wood particles in shape and surface texture. This indicated the presence of components other than wood in the MDF sanding dust, which should be derived from chemical components in the MDF panel like UF resin or the combination of wood fibers and chemical additives. In small quantities as they presented, the physiochemical properties of MDF sanding dust could be significantly changed to cause environmental impacts. For example, the burning and pyrolysis of UF-containing wood wastes can release environmentally harmful gases, which results in a restriction of their energy utilization [32].

SEM images of MDF sanding dust. a Dust retained on the 40-μm sieve, b dust passing through the 40-μm sieve

Non-wood components in MDF sanding dust sample. a Crystal-shaped particle; b brick-shaped particle
Morphological characteristics determined by flatbed scanning image analysis
The IA provided much detailed statistical results on particle morphology. According to Table 1, the median size (50th percentile value) of MDF sanding dust was 12.90 μm, and the mean value was a little bit higher (17.28 μm), which might be due to the existence of relatively large particles with the size up to 192.70 μm. The RS of particle size was 2.20, which is wider than some other bio-based particles [33], indicating the heterogeneity of MDF sanding dust size.
Sub-micrometer particles as small as 0.66 μm were also detected, showing the presence of ultrafine particles in MDF sanding dust. Similarly, particles smaller than 0.1 μm was detected when sanding MDF panels with P240 sandpaper according to Welling et al. [7]. In general, sub-micrometer is the domain of fumes and smokes, and mechanical processing of solid materials seldom produces particles less than 1 μm, which might be attributed to the volatile compounds in the MDF resin [7]. It can therefore be suggested that the existence of the resin in MDF not only influences the physiochemical properties of MDF sanding dust, but also extends the lowest limit of particle size.
The PSD obtained by IA also showed the dominance of inhalable particles in MDF sanding dust with 99.6% of the sample particles smaller than 100 μm (Fig. 5). What’s more, of all the particles, around one-third was smaller than 10 μm and termed PM10, which can penetrate into the lower region of human respiratory tract. A small quantity (1.5%) with the size lower than 2.5 μm termed PM2.5 was also detected, which are fine inhalable particles to have the greatest health risks to humans [29].

Mass-weighted size distribution of MDF sanding dust determined by flatbed scanning image analysis (histogram: differential size distribution, line: cumulative size distribution)
The shape analysis showed that the MDF sanding dust samples had a pretty low aspect ratio as a whole, and the mean AR value was 0.32, almost the same as the median value of 0.31 (Table 1), which indicated that the width of at least 50% of the particles was comparable to the length. This coincided with the visual observation of SEM pictures (Fig. 3b). But elongated or fibrous particles also existed. Around 10% of the particles had length-to-width ratios bigger than 2, and the particles with AR as high as 0.86 existed, representing wood fibers observed in the SEM picture (Fig. 3a), which are likely to interlock with each other and form mechanical bridges in the handling processes. But given that they only accounted for less than 2% of the total in weight, interlocking should not be considered as the main mechanism influencing the handling behaviors of MDF sanding dust.
The AR of MDF sanding dust showed different distribution characteristics in different size ranges. Larger particles presented a wider AR distribution. But for smaller particles, a much less AR variation was found (Fig. 6). The AR of particles less than 10 μm were concentrated in a range between 0.2 and 0.3, which meant the size reduction gradually reduces the shape variation of MDF sanding dust and made them more homogeneous. This seems to be a general trend for bio-based particles and has been repeatedly reported [23, 34, 35]. Figure 7 illustrates how particle shape varies with size reduction. The big particles shown in Fig. 7a are fragments of fiber bundles with various aspect ratios while the fine particle shown in Fig. 7b presents an appearance similar to a sphere. It can also be found that big particles inherit the anisotropic nature of wood. The length of the particles is parallel to the longitudinal direction of wood fibers, which makes the particle orientation an important factor influencing its handling properties. On the contrary, when the particle size is similar to the fiber cell wall thickness, almost no anatomical characteristics of wood can be found, indicating a homogeneous handling behavior totally different from that of big particles.

Shape distribution of MDF sanding dust and its correlation with particle size

Shape comparison of big (a) and small (b) MDF sanding particles
Contrary to AR, solidity analysis revealed a very narrow distribution with a RS value of only 0.26. The mean and 50th percentile solidity values were 0.89 and 0.93, respectively (Table 1). The high solidity means less concave positions on MDF sanding dust surfaces, which can thereby be characterized as flat or smooth surface.
The AR and solidity values demonstrated that full breakage and surface erosion of wood fibers occurred during the sanding of the MDF panels. The wood fibers were subject to the interactions with the sanding belt grits, the panel surface and other particles, which broke the fibers and eroded small irregularities on particle surfaces, resulting in smaller, shorter and smoother particles discovered in this study.
Comparison between SA and IA
Both SA and IA revealed that more than 95% of the MDF sanding dust particles was suspended particles, most of which were smaller than 40 μm and capable of entering in the human respiratory tract. However, difference existed between SA and IA in the mass percentage of those smaller than 40 μm. According to IA, more than 90% of the particles fell in this range while it was 79.6% in SA. Several factors contribute to the statistical difference between IA and SA. For the fibrous particles, it is possible to fall through millimeter-wide apertures after sufficient vibration. But the penetration of apertures as small as 40 μm wide can hardly be achieved as they are much smaller than the longitudinal dimension of the fibers. Some of sieve apertures were even clogged by the partially passed fibers in the vibration process, which was the main reason for the 2% mass loss in the SA experiments. That’s why fibers could still be found in the sample retained on the 40 μm sieve, but no single one was present in the sample passing through (Fig. 3). Besides shape characteristics, factors like the impact forces between the particles during sieve vibration and the cohesion of small particles all contribute to the retaining of particles on the sieves.
Compared to SA, IA obviously provided a better insight into the morphological characteristics of MDF sanding dust by providing detailed information down to the sub-micrometer level. SA did not present enough information on the fine particles due to the limit of mesh size, which makes it more suitable for the analysis of coarse particles from sawing or milling processes. Particle irregularity, especially aspect ratio, was another factor limiting the application of SA for wood particles, which was the main contributor to the under-evaluation of fine particles smaller than 40 μm in the SA study.
Conclusions
The morphology of MDF sanding dust was investigated by sieve analysis, scanning electron microscopy and flatbed scanning image analysis. The great majority of the MDF sanding dust was found to be inhalable particles smaller than 100 μm. Moreover, other chemical components were found in the dust samples, which influences not only the size distribution, but also physiochemical properties of MDF sanding dust. The relative span of particle size was wide. Bigger particles showed a wider distribution of aspect ratio, while smaller ones exhibited homogeneous appearance. Only the surface texture was uniform and could be characterized as smooth surface. Taken together, MDF sanding dust might pose a considerable occupational health risk and imply quite complex handling behaviors as well. For the MDF industry, care should be taken when the sanding dust is handled. Frequent inspections are suggested to be made where the particles are easy to accumulate and filtering materials with higher efficiency are recommended to separate them from the air.
The sieve analysis presented particle size distribution comparable to the image analysis, but it failed to provide detailed information on fine fractions of the sample. It is suggested to be applied for homogeneous or coarse particles ready to settle down in the air. The image analysis demonstrated itself a robust particle morphology analysis technology by offering detailed results of both size and shape distribution and their correlations. It deserves further exploration for the better application in the field of bio-particle analysis.
Availability of data and materials
Most data analyzed during this study are included in this published article. The supplementary information is available from the corresponding author on reasonable request.
Abbreviations
- MDF:
-
Medium-density fiberboard
- UF:
-
Urea formaldehyde
- PSD:
-
Particle size distribution
- SA:
-
Sieve analysis
- IA:
-
Image analysis
- SEM:
-
Scanning electron microscopy
- AR:
-
Aspect ratio
- RS:
-
Relative span
References
Food and Agriculture Organization of the United Nations (2019) FAO yearbook of forest products 2017. FAO, Geneva. ISBN 978-92-5-131717-4
Rivela B, Moreira MT, Feijoo G (2007) Life cycle inventory of medium density fibreboard. Int J LCA 12:143–150
Zhang B (2013) Operating principles of wide belt sanding machine for wood-based panel industry (continued). China Wood Panels 20:25–31 (In Chinese)
International Agency for Research on Cancer (1995) IARC monographs on the evaluation of carcinogenic risks to humans volume 62, wood dust and formaldehyde. World health organization, Geneva
Mazumder MK (1997) Aerodynamic properties and respiratory deposition characteristics of formaldehyde impregnated medium-density fiberboard particles. Part Sci Technol 15:37–49
Priha E, Pennanen S, Rantio T, Uitti J, Liesivuori J (2004) Exposure to and acute effects of medium-density fiber board dust. J Occup Environ Hyg 1:738–744
Welling I, Lehtimaki M, Rautio S, Lahde T, Enbom S, Hynynen P, Hameri K (2009) Wood dust particle and mass concentrations and filtration efficiency in sanding of wood materials. J Occup Environ Hyg 6:90–98
Hursthouse A, Allan F, Rowley L, Smith F (2004) A pilot study of personal exposure to respirable and inhalable dust during the sanding and sawing of medium density fibreboard (MDF) and soft wood. Int J Environ Health Re 14:323–326
Chung KY, Cuthbert RJ, Revell SR, Wassel SG, Summers N (2000) A study on dust emission, particle size distribution and formaldehyde during machining of medium density fiberboard. Ann Occup Hyg 44:455–456
Calle S, Klaba L, Thomas D, Perrin L, Dufaud O (2005) Influence of the size distribution and concentration on wood dust explosion: experiments and reaction modelling. Powder Technol 157:144–148
Eckhoff RK (2009) Understanding dust explosions. The role of powder science and technology. J Loss Prev Process Ind 22:105–116
Fua XW, Huckb D, Makeinb L, Armstronga B, Willenb U, Freemana T (2012) Effect of particle shape and size on flow properties of lactose powders. Particuology 10:203–0208
Cleary PW, Sawley ML (2002) DEM modelling of industrial granular flows: 3D case studies and the effect of particle shape on hopper discharge. Appl Math Model 26:89–111
Ganesana V, Rosentraterb KA, Muthukumarappana K (2008) Flowability and handling characteristics of bulk solids and powders—a review with implications for DDGS. Biosyst Eng 101:425–435
Lee YJ, Yoon WB (2015) Flow behavior and hopper design for black soybean powders by particle size. J Food Eng 144:10–19
Gil M, Schott D, Arauzo I, Teruel E (2013) Handling behavior of two milled biomass: SRF poplar and corn stover. Fuel Process Technol 112:76–85
Očkajová A, Kučerka M (2009) Granular analysis of dust particles from profiling and sanding process of MDF. In: Proceedings of the 3rd International Scientific Conference on Woodworking Technique, Zalesina, 2–5 September 2009
EN 15149-1:2010 standard (2010) Solid biofuels—determination of particle size distribution—part 1: oscillating screen method using sieve apertures of 1 mm and above. CEN European Committee for Standardization
EN 15149-2:2010 standard (2010) Solid biofuels. Determination of particle size distribution. Vibrating screen method using sieve apertures of 3.15 mm and below. CEN European Committee for Standardization
ANSI/ASAE S424.1 MAR1992 R2007. ASABE Standards (2008) Method of determining and expressing particle size of chopped forage materials by screening
Gil M, Teruel E, Arauzo I (2014) Analysis of standard sieving method for milled biomass through image processing. Effects of particle shape and size for poplar and corn stover. Fuel 116:328–340
Chaloupkova V, Ivanova T, Havrland B (2016) Sieve analysis of biomass: accurate method for determination of particle size distribution. In: Proceedings of the 15th International Scientific Conference on Engineering for Rural Development, Jelgava, 25–27 May, 2016
Guo Q, Chen X, Liu H (2012) Experimental research on shape and size distribution of biomass particle. Fuel 94:551–555
Igathinathanea C, Pordesimoa LO, Columbusa EP, Batchelora WD, Sokhansanjb S (2009) Sieveless particle size distribution analysis of particulate materials through computer vision. Comput Electron Agr 66:147–158
Benthien JT, Heldner S, Ohlmeyer M (2018) Size distribution of wood particles for extruded particleboard production determined by sieve analysis and image analysis-based particle size measurement. Eur J Wood Prod 76:375–379
Pirard E, Vergara N, Chapeau V (2004) Direct estimation of sieve size distributions from 2-D image analysis of sand particles. In: Proceeding of International Congress for Particle Technology, Nuremberg, 16–18 March, 2004
Bouwmana AM, Bosmaa JC, Vonkb P (2004) Which shape factor(s) best describe granules? Powder Technol 146:66–72
Ockajova A, Beljakova A, Luptakova J (2008) Selected properties of spruce dust generated from sanding operations. Drvna Ind 59:3–10
Elizabeth M, Yepes G, Cremades LV (2011) Characterization of wood dust from furniture by scanning electron microscopy and energy-dispersive X-ray analysis. Ind Health 49:492–500
Teunou E, Fitzpatrick JJ, Synnott EC (1999) Characterisation of food powder flowability. J Food Eng 39:31–37
Shmulsky R, Jones PD (2011) Forest products and wood science an introduction (6th edition). Wiley-Blackwell, Chichester, p 80
Zhan H, Zhuang X, Song Y, Liu J, Li S, Chang G, Yin X, Wu C, Wang X (2019) A review on evolution of nitrogen-containing species during selective pyrolysis of waste wood-based panels. Fuel 253:1214–1228
Bitra VSP, Womac AR, Chevanan N, Miu PI, Igathinathane C, Sokhansanj S, Smith DR (2009) Direct mechanical energy measures of hammer mill comminution of switchgrass, wheat straw, and corn stover and analysis of their particle size distributions. Powder Technol 193:32–45
Lu Z, Hu X, Lu Y (2018) Particle morphology analysis of biomass material based on improved image processing method. Int J Anal Chem 2017:1–9
Saad M, Sadoudi A, Rondet E, Cuq B (2011) Morphological characterization of wheat powders, how to characterize the shape of particles? J Food Eng 102:293–301
Acknowledgements
The authors acknowledge the help of the Advanced Analysis and Testing Center of Nanjing Forestry University and the China office of Occhio s.a.
Funding
The work in this paper is financially supported by the National Key Research and Development Program of China (2016YFD0600703).
Author information
Authors and Affiliations
Contributions
TD analyzed the experimental data and drafted the manuscript. JZ performed the experiments and prepared the figures. NZ is the project leader and responsible for the experimental design and manuscript review. CW collected the MDF sanding dust samples and contributed to the image analysis. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
This article is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
About this article

Cite this article
Ding, T., Zhao, J., Zhu, N. et al. A comparative study of morphological characteristics of medium-density fiberboard dust by sieve and image analyses. J Wood Sci 66, 55 (2020). https://doi.org/10.1186/s10086-020-01896-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s10086-020-01896-x