
Abstract
The physical–mechanical, chemical, and durability characteristics of alkali-activated materials (AAMs) have been widely investigated. However, a critical gap in the literature is the lack of a comprehensive overview of recently published literature regarding the life cycle assessment (LCA) of these binders. This study aims to fill that gap by conducting a systematic literature review of globally published literature on the topic. This paper consolidates knowledge by searching different databases, focusing on LCA studies that used AAMs as pastes, mortars, concretes, bricks, and rammed earth/soil blocks. The selected articles were reviewed and categorized based on precursors, alkaline activators, functional units, system boundaries, life cycle inventory databases, allocation, impact methodologies, and software used.
Additionally, this paper also critically analyzes the key challenges of LCA for AAMs. The major challenges were identified as selecting a functional unit, subjectivity in boundary systems, and data interpretation. This work concludes that AAMs show substantial advantages in global warming potential compared to ordinary Portland cement-based materials; however, the average of other categories such as marine ecotoxicity and ozone layer depletion has been reported to be higher than for the reference samples.
Highlights
• LCA of alkali-activated materials and/or geopolymers are critically reviewed, and the trends and opportunities in the topic are highlighted.
•Using a systematic approach to provide an up-to-date statistic of the growth patterns of interest in LCA of AAMs.
•Results underline the importance of factors that should be explicitly stated in future LCA studies.
•The reported impacts of the AAM products in literature compare with cement-based reference mixtures for all environmental categories.
AbstractSection Graphical Abstract
摘要
碱激发材料 (AAMs) 的物化特性、力学性能与耐久性能已被广泛研究。然而, 关于AAMs的生命周期分析 (LCA) 的最新报道, 尚未进行全面回顾。因此, 本研究旨在通过对全球范围内发表的有关该主题的文章进行系统的文献综述来填补这一空白。通过对不同数据库进行检索, 本文筛选出使用AAMs作为净浆、砂浆、混凝土、砖和夯土/土块的LCA研究。筛选出的研究根据前驱体、碱活化剂、功能单元、系统边界、生命周期清单数据库、分配、影响方法和使用的软件等方面进行分类和回顾。
此外, 本文还对AAMs的LCA面临的关键挑战进行批判性分析, 其中首要的难题是功能单元的选择、边界系统的主观性和数据的解释说明。研究表明, 与普通硅酸盐水泥相比, AAMs在减缓全球变暖潜能方面有利, 而在其他方面 (如海洋生态毒性和臭氧层破坏) 的潜能值高一些。
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Global warming and climate change are the catastrophes of this era. In order to deal with it, humankind needs to reduce greenhouse gas emissions. According to the International Energy Agency, building materials alone accounted for 11% of energy and process-related carbon dioxide (CO2) emissions in 2018 [1]. Ordinary Portland cement (OPC) production consumes non-renewable resources like aluminosilicate raw materials and releases large quantities of CO2 primarily due to the calcination of limestone into the atmosphere [2]. Therefore, it is necessary to search for alternative building materials, which can be used in the same procedure but have a lower environmental impact. Because of the absence of the high-temperature decarbonization process [3], alkali-activated materials (AAMs) and/or geopolymers (GP) are expected to have a lower environmental impact and therefore have received increasing attention. AAMs and GP are differentiated based on the chemical and mineralogical composition of the precursors and reaction products. However, for better readability, the term AAMs will be used for both AAMs and GP in this manuscript. They are thought to be an alternative towards achieving sustainable construction in the future due to promising reduction in both gross energy requirements (GER) and global warming potential (GWP) compared to OPC with the same compressive strength (CS) [4]. Also, the production of alkali-activated cements and concretes is supposed to decrease waste materials in addition to global warming [5]. AAMs have been investigated in various applications, such as alkali-activated stone wool for fabricating polyvinyl alcohol fiber-reinforced composites [6], high-performance concrete and lightweight concrete [7], rammed earth [8,9,10], bricks [11, 12], fire protection coating [13], insulation [14] and 3D printing [15].
To calculate the environmental impacts of AAMs, so far, life cycle assessment (LCA) is a commonly recognized tool to assess and compare these acclaimed environmental benefits [16]. According to ISO 14040:2006 [17], LCA is defined as “the compilation and evaluation of the inputs, outputs and potential environmental impacts of a product system throughout its life cycle”. It includes four main stages: (i) Scope and goal definition. (ii) Defining the inventory for the life cycle processes. (iii) Characterizing and measuring the life cycle impact. (iv) Interpretation of the results.
Unlike the LCA of cement-based products, which has had years of functional studies, the LCA of AAM products is nascent and requires long-term studies. Nevertheless, the results indicate that AAMs' greenhouse gas (GHG) emission profile changes noticeably based on the precursors, including mining and extraction processes, treatment and transport of raw materials, alkaline activators, and heat curing processes [18,19,20]. The range of estimated CO2 footprint by these studies is 8%-80% lower than OPC [4, 6, 20,21,22,23,24,25,26,27]. In this context, a critical review of the current state of research is essential to identify the trends and opportunities for future studies.
Although a few review papers were published in the past that pointed out AAMs' environmental aspect for concrete specimens mostly in terms of CO2 emission, they do not cover all elements of AAMs/GPs and features of LCA, such as functional functions unit, impact assessment, and database, so far. This is particularly important since the environmental impact of AAM products has been compared with cement-based reference mixtures for all environmental categories. In addition, the LCA environmental impacts of these materials remain open to debate, and many parameters are contributed to this, which will be discussed in the present study. One of the main contributions of this review is to provide a systematic approach to gather up-to-date statistics on the growth patterns of interest in LCA of AAMs not only for concrete specimens but also pastes, mortars, bricks, and rammed earth/soil blocks. To the best of our knowledge, there is no review paper published about the variability of these parameters and the factors which should be considered in this regard. Consequently, this study systematically reviewed the latest studies, mostly not covered in earlier reviews, and examined the methodology and key findings of the LCA studies published worldwide since 2000.
2 Review methodology
2.1 Selection criteria for choosing LCA studies
An inspection of published literature should be wisely planned to ensure that it covers all relevant studies. Therefore, a specific methodological approach and guidelines were followed for a systematic literature review. Furthermore, due to the large number of research papers published by the scientific community, it is crucial to know the most frequently used databases to prepare literature. Therefore, to identify the journals relevant to this study, a systematic search was conducted based on the two most important and comprehensive scientific databases, namely Scopus and Web of Science (WOS).
The research methodology consisted of three phases, as shown in Fig. 1. Firstly, to find literature that focuses on LCA of AAMs, search keywords including "life cycle assessment", "global warming" and "geopolymer" OR "alkali-activated" OR "alkali activated" and "concrete" Or "cement" were used under the "Title" for WOS and "article title/abstract/keywords" field for Scopus. Furthermore, we limited our analysis to peer-reviewed journals in the English language, including research and review papers. A total of 246 studies have been found since 2000. Since the authors were preparing the statistical analysis until Feb 2021, the year 2022 was excluded.

Research methodology process
It should be noted that in many publications, the terms global warming, climate change, CO2 emission, or environmental performance were used merely as keywords, but in reality, these publications did not address the environmental emissions or life cycle assessment (LCA) of AAMs. So, as a next step, the found papers were skimmed carefully, and the studies which only used the word "global warming" as an advantage of AAMs in abstract, keywords, or all manuscript text were excluded, as the LCA calculation was beyond their scope. Therefore, based on screening, these kinds of papers were exempted from the review, and a total of 73 LCA studies on AAMs were used for further analysis in the current manuscript.
2.2 Review scheme
A set of characteristics were identified in the studies reviewed. These characteristics were divided into two categories: Materials Technology and LCA-related features.
The Materials Technology category included (1) Precursors, which were classified as Natural, Primary Artificial, and Secondary Artificial precursors; (2) Alkaline Activators, such as sodium or potassium hydroxides; and (3) Reference Samples, which were the type of studied specific specimens, such as binders, mortars, concrete, bricks, etc.
The LCA-related features category consisted of components essential for the development of LCA studies, including: (1) Functional Unit (FU), which is the unit of measurement used to quantify the environmental impact; (2) System Boundary, which defines the boundaries of the life cycle stages and modules analyzed, such as A1, A2, etc.; (3) Life Cycle Inventory (LCI), which is the detailed list of inputs and outputs for each life cycle stage and module; (4) LCA Database, which provides data on the environmental impacts of materials and processes, such as Ecoinvent, Gabi, and literature sources; (5) Type of Allocation, which is the method used to allocate environmental impacts among the different products or processes studied, such as Mass Allocation, Economic Allocation, or if they did not discussed; (6) Life Cycle Impact Assessment (LCIA) Method, which is the method used to quantify the environmental impacts of the materials and processes studied, such as IMPACT 2002 + , TRACI, CML, GWP, etc.; (7) Sensitivity Analysis, which evaluates the impact of changes in input parameters on the LCA results; (8) LCA Software, which is the software used to conduct the LCA study, such as SimaPro, Gabi, etc.; and (9) Impact Categories, which are the specific environmental issues evaluated in the LCA study, such as climate change, acidification, or eutrophication, etc.
All the reviewed articles and the aforementioned characteristics are listed in Additional file 1: Appendix Tables A1-A4.
3 Presentation of Results
3.1 Mapping of the research area
3.1.1 Global geographic distribution of selected research
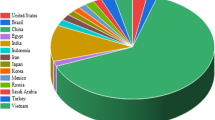
Figure 2 shows the geographical distribution of the studies selected for review. The publications in this related field are mainly distributed among Italy (9), Australia (7), the United States (7), Finland (5), South Korea (5), and Colombia (5). Out of the studies, thirty-one case studies focused on Europe, fourteen studies were based in Asia; twelve focused on South America, eight in North America, seven studies in Australia, and one study based in Africa. The geographical distribution of the selected research helps to understand the different norms and conditions used in various parts of the world.

Geographical distribution of selected studies
3.1.2 Chronological trends of selected research
The cumulative number of related publications until Feb 2021 is presented in Fig. 3. Since the environmental investigation of each emerging building material has been considered widely after the superiority of mechanical strength characteristics, it is seen that LCA studies on AAMs have enormously increased after 2017. Besides, due to the increasing attention from researchers to investigate new waste materials as precursors and activators, life cycle studies reached 30 articles in 2020. According to the mentioned results, it can be concluded that researchers have paid the LCA of AAMs more and more attention.

The cumulative number of research literature on LCA of AAMs/GP by time
3.2 Components of AAMs
AAMs are mainly synthesized by the reaction of aluminosilicate raw material with an alkaline source. The wide composition range of aluminosilicate precursors and alkaline solutions available for this purpose makes them one of the suitable foreseeable alternatives to OPC. However, this advantage of AAMs over OPC inherits complex mixture design, and therefore, several aspects should be considered when calculating the life cycle analysis of such binders. This part provides a step-by-step qualitative analysis of each aspect of LCA studies conducted on AAMs.
3.2.1 Precursor
Figure 4 shows various precursors and their frequency of use (given as a percentage) in the selected 73 studies by dividing them into three major categories: Natural, primary artificial, and secondary artificial. Natural precursors are used without further treatment, such as volcanic ashes [28]. In contrast, primary artificial precursors are here defined as the precursors prepared solely as a raw material such as metakaolin or the materials that are not the waste from another industry but the primary product such as OPC, lime, or portlandite. In comparison, secondary artificial precursors include urban, agricultural, or industrial waste materials [29].

Distribution of alternative precursors as used in the selected 73 studies. All the numbers in the figure are in percentage
Based on Fig. 4, ground granulated blast furnace slag (GGBFS), fly ash (FA), and metakaolin (MK) are the most used precursors and have been studied in detail for the production of AAMs. However, from the point of view of environmental protection, the question arises as to whether these precursors are available in sufficient quantities to meet demand? Will they be available in the future to play their role for the desired purpose? The increasing awareness of global warming and the formation of environment protection laws in many developed countries led to the shutdown of coal-driven power plants [30]. The use of renewable energy for metal production will likely affect the quality and composition of the metallic slags [31]. The full utilization of FA and GGBFS in several industrial countries and the economic burden due to the use of reclaimed sources [32,33,34] make it necessary to look for new alternative precursors.
The selected 73 studies show the potential of several new alternative precursors for AAMs and highlight their LCA. Clays are in abundance available around the planet; however, despite their vast availability, clays could find only limited use due to the associated burning and higher water demand for binder preparation [35]. Other artificial pozzolans, such as industrial wastes, agricultural wastes, municipal wastes, and mining wastes, including materials such as waste glass, municipal solid waste bottom ash and fly ash, wastewater treatment sediments, and demolition wastes, contain high content of silicon- and calcium-bearing phases [36]. In contrast, the materials such as rice husk ash, sugar cane bagasse ash, and palm oil fuel ash have a high silica content [36]. Therefore, these wastes are tested for suitability as geopolymer precursors in the selected 73 studies showing their environmental advantages. Mining wastes such as kaolin sludge, red mud, lateritic soils, and mine tailing have also been explored for their potential as aluminosilicate source material. Industrial wastes such as coal bottom ash, paper sludge ash, and biomass fly ash have also been studied. Recently, other types of slags, including copper slag, steel slag, and electric arc furnace slag, have also been identified as possible precursors [37,38,39,40]. In the range of Portland clinker-based materials, calcium sulfoaluminate cement, and volcanic pumice-based super-sulfated cement are also characterized by up to 25% and 49% lower environmental footprint, respectively, thus making it one of the alternative precursors [41]
3.2.2 Alkaline activator
The AAMs can be synthesized using aluminosilicate source materials and a concentrated alkaline source as a liquid or powder [42]. The AAMs prepared using powder activator source are named as one-part or just-add-water binders. The most commonly used alkaline activators for synthesizing AAMs are sodium or potassium hydroxides or silicates [32]. Other solutions include alkali carbonates or sulfates. Most alkali hydroxides are produced via electrolysis of concentrated salt solutions and can be most commonly obtained in the form of pellets or flakes [43]. The primary product of electrolysis is an alkaline hydroxide solution which is then dried to obtain pellets or flakes. For small-scale use, these pellets are then dissolved in water to get the desired concentration of the solution. However, in large-scale applications, utilizing the alkaline hydroxide solution obtained from electrolysis could reduce the cost and environmental impact. Sodium silicate solutions can be produced by dissolving solid sodium silicate in water, which is produced by melting high purity silica sand and sodium carbonate at around 1350 – 1450 °C [43]. It is one of the highest CO2 equivalent (CO2-eq) generating components of AAMs. The various Q-states of silicate in the silicate solution, its pH, viscosity, and silica modulus affect its reactivity with the used aluminosilicate precursor. Therefore, several studies show variable silica moduli of alkaline solution for achieving maximum reactivity for various precursors [42].
One idea for achieving the AAMs with the lowest possible environmental impact is to minimize the alkaline activator in the mixture. Other ways are the use of alternative sources for providing reactive silicate and hydroxide ions. In this regard, the selected studies have shown the potential of using waste glass, red mud, amorphous silica, rice husk ash, maize cob ash, or other biomass ashes [44,45,46,47] as the replacement for commercial sodium silicate solution. Figure 5 gives an overview of the used alkaline activators in the selected 73 studies. The activators are divided into classical and alternative such that classical activators are primary products whereas alternatives are wastes from other industries. Figure 5 indicates that sodium hydroxide and sodium silicate solutions are the most used alkaline activators in these studies. The other types of classical activators are only marginally used in these studies because of either their lower reactivity, a higher price, or negative influence on the properties of AAMs [32]. Different methods used to produce alternative activators included fusion, hydrothermal and thermochemical methods. Whereas several authors also use these alternative resources without further treatment to keep the environmental impact lower.

Distribution of classical and alternative alkaline activators as used in the selected 73 studies. All the numbers in the figure are in percentage
One-part or just-add-water AAMs are easy to use, and in particular, the calculation of water and alkalis is easier. Single-component AAMs can be more economical since a powdered alkaline source can be premixed with other solid raw materials, and it is easier to transport than an aqueous alkaline solution [48]. Because of the easy applicability of such systems in practice, this topic has gained much attention from the scientific community. Several research studies have been conducted to synthesize one-part geopolymers using various natural or artificial pozzolans [49, 50]. Several routes can be taken to design a one-part geopolymer, including fusing the raw components or only mixing [35]. Fusing includes burning the components at high temperatures. An ideal glass composition can be obtained by fusing or mixing the different components, thus making one-part geopolymer a widely accepted method [35]. Furthermore, for the production of such a glass precursor, the available facilities of cement production plants can be used.
3.3 Features of LCA
3.3.1 Reference and functional unit
The distribution of AAM products between five main categories in the literature is shown in Fig. 6(a). Around 50% of studies investigated alkali-activated concrete (AAC) samples (38 cases) as a reference. The second most studied types are binder/paste (16 cases) and mortar (13 cases). Also, a few studies made LCA calculations for brick (6 cases) and rammed earth/soil block (4 cases). It should be noted that some researchers investigated two types of references, such as mortar and concrete [41, 51] or binder and mortar [27] which is included in Fig. 6(a).

Distribution of LCA studies reviewed based on a) reference sample b) functional unit (FU)
One of the most critical pillars of LCA is the functional unit (FU), which indicates the product's ability to perform a particular function. FU is seen as a reference to which all the inputs and outputs are referred and must represent the function of compared alternatives in all stages [52]. However, having the prospect of multiple specific applications in construction materials makes selecting a singular FU difficult. It could have seen a concordance in the number of articles regarding the type of reference and FU. The most common FU in literature was “1 m3” (33 cases) for concrete and mortar, as shown in Fig. 6 (b). “1 kg” or “1 ton” (20 cases) is also a popular FU when the scope of the study is primarily focusing on AAMs binder (or paste). Also, for brick or soil blocks with 6 cases, both “1 number” or “1 m2” of the area covered by blocks were used.
Adesanya et al. [53] emphasized FU by selecting a number of blocks to fill one square meter of pavement with similar characteristics. This FU's choice for the paving block is due to its use from industrial and commercial points of view. For example, Petrillo et al. [12] considered the 10000 SBE (Standard Brick Equivalent) to compare residential concrete paving blocks made with OPC and AAMs. Alternatively, Dal Pozzo et al. [13] selected the functional requirement to meet the same thermal insulation properties with different thicknesses of the layer: 15 mm for the geopolymer-based mixture (total volume, 1 m3) and 20 mm for concrete (total volume, 1.33 m3).
Many researchers are interested in comparing AAMs with cement-based mixtures despite few researchers who make a single-LCA on optimal mixtures with no comparison, such as Dontriros et al. [54]. When the LCA is used to compare the environmental impact of different AAMs and conventional cement materials, a common and fair FU must ensure comparability between the alternatives analyzed [38, 55]. According to Fig. 6(b), eco-point nine studies proposed the same strength grades and considered the required mortar or concrete volume per unit of strength (\(\frac{{m}^{3}}{MPa}\)) for FU to provide a complex view of the potential of the designed AAMs in the building industry [4, 25, 37, 51, 53, 56,57,58]. Even, Marinković et al. [59] designed and experimentally verified all concrete mixes to have the same compressive strength and workability, other researchers [19, 37, 60] selected mix proportions that the paste volume and the paste ratio to aggregate by volume remain similar in AAMs or OPC concrete mixes. For OPC concrete mixers, the paste was defined as a mixture of cement and water, and for AAMs as precursors, alkaline activators, and water. Also, to provide a meaningful comparison between AAMs and OPC concrete, the Feret equation was employed in a few studies [60,61,62]. So, they evaluated with the same compressive strength (CS) and binder paste content.
Where fc is the compressive strength, K is a parameter that characterizes the aggregate quality, Rc28 is the specific mechanical strength of cement, Vcement is the volume of cement, and Vpaste is the volume of the paste that includes cement, water, and air used in 1 m3 of concrete. Rc28 had been set to 52.5 MPa in both studies [60, 61].
Concurrently, other studies [63,64,65,66,67] comprised an index for the unit of functional performance to deliver the environmental emissions (mainly CO2-eq) by mechanical properties with experimental results (mainly compressive strength). They used m3 or kg as FU and divided the final environmental impacts by compressive strength for each mixture to provide binder use efficiency. The results showed that when ratios of GHG emissions to CS were measured, AAMs inclines desirable lower environmental impacts relative to PC mortars, even when the AAMs showed lower mechanical strength [67].
In addition, as mortars are an intermediate product in construction, AA mortar should be compared to OPC mortar to provide the same compressive strength (around 30 MPa), and all the calculations referred to the amount of material able to provide it [53]. Since the proportion of coarse aggregate in concrete is less harmful to the environment, the CO2 emission of concrete is lower than those of the same volume of mortar. Ramos et al. [65] concluded CO2-eq emission associated with 1 m3 for the production of AA mortar based porcelain tile polishing residue (PPR) was from 636 (0% PPR) to 532 kg CO2-eq/m3 (100% PPR), but for the same ratio of PPR in concrete (with a coarse aggregate volumetric fraction of 50%) was reduced from 318 (0% PPR) to 266 kg CO2-eq/m3 (100% PPR).
While some global methods have been developed for predicting the service life of cement-based concretes have been developed in the past decades, defining a fair FU becomes even more challenging to compare AAM with OPC regarding service life and durability. This is especially relevant in applications such as railway sleepers, where a replacement schedule is expected [21]. Van den Heede and De Belie [55] calculated the service life according to the probabilistic service life assessment based on cf. fib Bulletin 3453 and ASTM, and considered the required concrete volume per unit of strength and service life (m3/(MPa. years) and Marinković et al. [59] compared a FU (including only strength requirements) and an improved FU (including also serviceability and durability requirements). Nevertheless, studies on the service life of AAC are less abundant, and there is not enough information on estimating the time to chloride-induced steel depassivation for AACs. Also, the validity of various durability testing developed for cement-based concrete is investigated for AACs [68,69,70].
Consequently, FU based on service life was omitted in most studied papers, or the lifespan of all concrete mixes was assumed to be equal [19, 58], or literature has shown a better service life of the AAMs than the OPC [25]. Although the researchers have tried in light of present knowledge to introduce a fair FU to compare concrete mixtures, further studies need to be conducted to include the lifetime of AAMs since an accurate FU could change the interpretation of the LCA. We highly recommend considering the same strength class grade and estimating the service life based on exposure conditions (such as chloride attack), particularly when conducting a comparative LCA study. Additionally, conducting a sensitivity analysis of FU can provide informative insights to make a fair comparison.
3.3.2 System boundary
The definition of system boundaries strongly influences the results of LCAs, as they determine which unit processes are involved in quantifying environmental impacts [71]. Since a broad range of materials is used in AAMs and desirably compared with cement-based products, the boundaries of the systems should be clearly shown in a diagram that provides an overview of the included or omitted processes. EN 15804 [72] standard describes uniform regulation on how the LCA modules are accounted for. As shown in Fig. 7, the use of AAMs in building construction during the lifetime is composed of several activities generally including production (A1-A3), construction (A4-A5), use (B1-B5), end of life (C1-C4), and potential benefits of reuse/recovery/recycling potential (D).

Stage and modules for different system boundaries according to EN 15804 [72]
Herein, we reviewed several modules used in defining the stages involved in the LCA of AAMs. Figure 8 summarizes the number of studies related to each stage of inventory during LCA.

The number of studies that cover specific modules
From 73 case studies, materials supply for precursor and activators (A1), including raw material extraction, processing, grinding (if applicable), heating (if applicable), and waste treatment, are considered in almost all selected studies. It should be noted that for some precursors such as clay-based materials or GGBFS, and activators such as RHA-base, the required processing such as heating for calcination and milling were not included in some studies, or at least it is not clear from the studies. GGBFS could not be used directly without any grinding, and its grinding consumes around 65–69 kWh per ton of electricity [51, 73], resulting in an environmental impact.
Similar processes and materials could be eliminated when comparing the LCA of various mixtures together within one study since the proportions are the same. Although this is permissible for comparison between systems in the same study, it is indistinct how much the omitted processes affect the overall environmental impact and prevent the appropriate focal point analysis [71], especially when the final emissions are compared with other studies. For example, Huseien et al. [74] did not include the data for fine aggregate, sodium hydroxide, and sodium silicate in the calculation as the content of these three materials was fixed for all their AAMs mixtures. Alabduljabbar et al. [75] only considered part of the raw material supplies (A1) used in the AAMs and OPC mixture, and similar materials and processes in all mixtures were omitted from the calculation. This strategy requires less time and could be practical to compare mixtures together rather than the absolute impacts and compare with other studies.
The second most considerable stage with 58 studies is manufacturing products and co-products (A3), mainly mixing and curing AAM mixtures. The majority of studied articles (> 65%) were cured at room temperature without any environmental impact. However, thermal curing of the geopolymer products is also considered in some cases (25 out of 73 cases), mainly FA- or clay-based AAC. For example, Turner and Collins [20] reported 40 kg CO2-eq/m3 (12.5% of total) for steam curing (85 °C/24 h), Yang et al. [22, 76] consider steam curing (85 °C/24 h) with emission 38.5 kg CO2-eq/m3 (21.2% of total), Frattini et al. [77] considered a climatic chamber at (60 °C/24 h) with 14.6 kg CO2-eq/m3 (5.4% of total value) for FA-based AAC, and Salas et al. [78] reported 18.7 kg CO2-eq/m3 (17% of total value) for curing zeolite-based AAC blocks. Alternatively, Kastiukas et al. [79] applied microwave curing without including it in the LCA calculation because of the low energy used in the lab. However, it is suggested that the oven and microwave curing should not be neglected in practice for large-scale precast AAC production. Contrarily Cunningham and Miller [67] stated that the AA mortars consistently displayed lower GHG emissions than OPC-based mortars even with additional energy from high-temperature curing.
Regarding each transport of the constituents to the plant (A2), several researchers did not incorporate it in the life cycle inventory (LCI) because its environmental impact could be very case-specific [18, 80] or assume that the distances are similar for all the processes [81]. On the other hand, some researchers [67, 82, 83] emphasized that one of the most significant factors affecting the carbon emissions associated with AAC production is the transportation of raw materials (A2). For example, a relatively high GHG has been reported by Cunningham et al. [67] because of the considerable long distance to transport alkaline activators in the United States via a diesel truck. In addition, a few researchers [19, 21, 37, 38, 84] explored a sensitivity analysis on transportation distance for AAMs. Bajpai et al. [19] showed that the final impact with transportation of raw materials increased the average of the endpoint impacts for OPC and AAMs, 9.7% and 24.4%, respectively. Likewise, McLellan et al. [21] reported that with an increase of 50% in transportation distance from the raw material source, the emission increased by 20% and 3–10% for AAMs and OPC, respectively.
Other life cycle phases are less frequently assessed compared to the modules mentioned above. Generally, the impacts of the construction, use, maintenance, and end-of-life phases in AAM studies were not considered. Because it is assumed that the impacts are the same for all the analyzed mixtures [56, 65], and the demolition of both AAMs and OPC will be in the same kind of inert materials as binder and aggregates, out of which 15% of the inert materials are sent to landfill [25, 58, 75]. The extraction and processing of raw materials (A1), transportation up to the factory gate (A2), and the end-of-life phase (C1-4) were considered by 10, 5, 4 cases, respectively. Moreover, only one paper evaluated the benefits and loads beyond the system boundary. Kvočka et al. [23] considered a complete life stage (A1-D) for prefabricated geopolymeric façade cladding panels made from a large ratio of recycled construction and demolition waste. They reported that the product stage (modules A1–A3) contributes the most to the environmental footprint. In comparison, the construction process (A5) contributed mainly to Abiotic depletion, Human toxicity, and Photochemical ozone potential creation.
3.3.3 Life cycle inventory (LCI), database, and allocation
The second step in LCA is LCI, which typically collects specific data related to selected FU within the boundary system [85]. Unfortunately, there is no standard to acquire the LCI data for cement- or AAM-based products. Primary data could be collected from the laboratory, governmental reports, or environmental product declaration (EPD) from the building industries, while secondary data was collected from accredited environmental databases and scientific literature [86, 87]. LCI databases are generally used to source data for the background system where more specific data can or will not be obtained [71]. In other words, missing, incomplete or non-accessible data were completed by secondary data, such as the Ecoinvent database, literature review, and expert judgment [56]. The frequently used LCI databases available in the literature for LCA of AAMs are summarized in Fig. 9.

Distribution of applied LCI databases
Most of the reviewed LCA studies resorted to the Ecoinvent database (41 cases, 34%) to conduct the LCI. Relative preference in using Ecoinvent might be because of its transparency and completeness [85, 88]. Martínez-Rocamora et al. [89] provided a brief state-of-the-art comparing databases by six features: scope, completeness, transparency, comprehensiveness, update, and license. The Ecoinvent v.3 presents the inventory data in three modeling methods; 1) cut-off; 2) allocation at the point of substitution (APOS) or default allocation; 3) the consequential system model [90]. The most common approach for AAMs in literature was found cut-off, in which the production system does not have any previous flows of by-products, waste treatment, or recyclable materials since they are burden-free [91]. Transport, treatment, and any processing required to prepare the by-product for the secondary material application in the market are considered [92]. This approach also is recommended in the European Product Environmental Footprint guideline [71]. For example, Kvočka et al. [23] applied this model for recycled inorganic construction and demolition waste (CDW) in geopolymer façade cladding panels. So, only the impacts of CDW collection and the recycling process of CDW into a secondary material were bearded. Any impact related to raw materials extraction for primary production was avoided.
The second most referred emission data for LCI is “literature studies” with 38 cases (32%), especially when none of the manufacturers disclosed any specific information about energy usage or emissions from the process [93]. However, this could lead to unreliable results if such cases were located in different place with different construction material processing procedures. National database, GaBi, EPD, and USLCI with 13, 9, 5, and 2 cases are the most popular resources for LCI. For example, Milieudata-base, INIES, Oekobaudat, USLCI, AusLCI are open-access national databases, including construction materials provided in the Netherlands, France, Germany, USA, and Australia, respectively.
Most research data for raw material production, processing, transport emission, and energy production were extracted from the database where local-specific data was unavailable [84, 92]. For instance, Meek et al., 2021 [92] mostly used the national database (AusLCI database v2.8) and adopted Ecoinvent v3.4, where Australia-specific data was unavailable. Yang et al. [22, 94] used the Japanese (JSCE) database for FA and GGBFS since these values are not available in the Korean national database and the climate conditions, and energy sources for concrete sources are similar in both countries. Abdulkareem et al., 2021 [58] applied the GaBi database for NaOH, sand, electricity, and water and Ecoinvent database for sodium silicate solution and sodium silicate powder; while LCI for FA, GGBFS, RHA, and water glass were collected from the literature. Domenico Frattini et al. [77] used EPD for calcium aluminate cement as well as for superplasticizer, and all other data for materials and processes were taken from Ecoinvent.
It should be noted that the database does not always cover the final used precursor such as MK, and the researcher is responsible for carefully reading the description of products in databases. For example, although the kaolin reported from the Ecoinvent and GaBi database included drying and milling, 2.5 MJ/kg of natural gas is required to calcined kaoline and produce MK [95, 96]. So, it is highly recommended to check the description of the databases when these kinds of materials are used.
Regarding heat curing, few researchers employed the Ecoinvent country-based energetic mix to calculate the electricity emission required for a climatic chamber or autoclave at a specific temperature and time [77, 97]. Alternatively, Salas et al. [78] considered a “use steam production in the chemical industry” item in the Ecoinvent database for the steam curing (60 °C/24 h) of bricks. Also, some researchers used the data in the literature [98] or calculated CO2-eq emissions from the manufacture of fired clay bricks by extrapolating for different temperatures regarding the typical firing temperature [9]. Because the local manufacturer often uses labor-intensive methods, which are hardly ever adequately addressed in LCA software. In the context of industrial wastes as precursors in AAMs, it is essential to consider a number of factors, including the source and type of waste, the processes involved in its treatment, and the methods used to transport and store the waste. An EPD based on EN 15804 + A2 could provide information on the environmental impact of using these waste materials and ECOPlatform [99] is an international online database for EPDs which is a tool for users to find and compare EPDs for various products, including building materials, such as AAMs. The database contains EPDs that have been independently verified according to the European standard EN 15804 [72], which sets the requirements for the content, format, and verification of EPDs.
In reviewing the literature, two activators for AAMs were found, sodium hydroxide and sodium silicate, for which various amounts of CO2 emissions were reported. Sodium hydroxide is produced by variations of the chloralkali process. Based on the separation methods, three technologies are in use; mercury, diaphragm, or a membrane cell. The advantages of the membrane cell technique are the high purity of the sodium hydroxide solution produced and the comparably low energy demand. Disadvantages comprise the high requirements on brine purity, the need for sodium hydroxide evaporation to increase concentration, and the comparably high oxygen content in the produced chlorine [100]. The details for the LCA of these technologies were investigated by Garcia-Herrero et al. [101]. A summary of available data and Ecoinvent value based on CML for GWP100a are collected and compared in Table 1.
The minimum, maximum, and average values of sodium hydroxide production were reported as 0.633, 1.915, 1.274 kg CO2-eq/kg sodium hydroxide, respectively. Ecoinvent provides emissions for sodium hydroxide without water a 50% solution state and different technologies of the chloralkali process for cut-off allocation. As presented in Table 1, GWP for the Rest of World (RoW) is around 1.6 times more than in Europe, mainly due to electricity mix and efficiency. On the other hand, GaBi provides data on individual technologies based on each country and a 'mix' process that considers the share of technologies based on the specific country's distribution. For example, amalgam, diaphragm, and membrane production distribution ratios in Germany are 14%, 24%, and 62%, respectively; but for the US, it is 5%, 55%, and 40% [100]. Abdulkareem et al. [58] used data from the GaBi database to conduct a sensitivity analysis on sodium hydroxide for different production methods. “EU-28 sodium hydroxide from technology-mix” was used as a reference in their study and compared with “RER sodium hydroxide from brine solution” and “DE sodium hydroxide using diaphragm route” as an alternative. Their results showed an increase between 1 and 153% from the alternative production routes. Shobeiri et al. [61] found that converting the energy grid from the current Australian national average grid mix to 100% renewables could lead to a 30% reduction in the total CO2-eq emissions from AACs, and an improvement could be possible in the emissions profile of the chloralkali industry in the future.
Sodium silicate (or water glass) is another common activator with two main processes. In the furnace process, the water glass is produced directly by melting pure silicon sand and soda at 1350 – 1450 °C. In the hydrothermal process, sand is dissolved in sodium hydroxide under high temperature and pressure in an autoclave. Based on processes, Ecoinvent provides sodium silicate production inventory data for furnace liquor without water in 37% solution state, hydrothermal liquor without water in 48% solution state, spray powder (80%), and solid product, which can be seen in Table 1. The minimum, maximum, and average values of sodium silicate production are reported as 0.425, 1.5632, 0.9941, kg CO2-eq /kg sodium silicate, respectively. It should be noted that the backbone data in Ecovinvent has been adopted based on a study by Fawer et al. [110] for sodium silicate solution. Abdulkareem et al. [58] made a sensitivity analysis on sodium silicate, including powder (spray powder, 80%) and solution (hydrothermal liquor, product in 48% solution state) using Ecoinvent and an alternative LCI set by Fawer et al. [110]. Their result showed that the study by Fawer et al. exhibited higher impacts for sodium silicate powder in terms of climate change (+ 48%), photochemical ozone creation (+ 71%), fossil depletion (+ 63%), and reduction in acidification category (-15%). Contrarily, for the solution, from 12 to 51% reduction was observed for all impacts except fossil depletion, which had a 3% increase.
By investigating the literature, it could be seen that emissions allocation is of particular importance, especially for by-products. The most common by-products used as SCMs or precursors in AAMs consist of multi-product process outputs such as fly ash and GGBFS. Whenever dealing with by-products as precursors, four procedures could be considered. By-product as waste without any further environmental loading (no allocation); consider allocation which reflects an underlying physical relationship (usually mass allocation); the third type is such as market value (economic allocation); and avoid allocation by expanding the system boundaries [25, 111, 112]. The ISO 14040 series suggests using system expansion or substitution if possible; otherwise, allocation can be used instead [17, 111]. In the allocation method, the environmental impact of the process must be divided into different end products (or by-products) [55]. Each method presents its advantages and disadvantages, which can be found in the literature [111,112,113,114]. The main discussion presented here does not intend to point out the best method but a review of allocation issues for AAMs.
Figure 10 shows a summary of research to discuss the allocation procedure. Most studies (36 cases) do not mention the allocation in the paper or use the literature data apart from allocation consideration. The most reported allocation procedure was “no allocation”, “mass allocation”, and “economic allocation” with 21, 12, and 5 cases, respectively. The mass allocation coefficient (Cm) and economic allocation coefficient (Ce) can be calculated according to the following formula; where mbyproduct and mmain-product are the masses of by-product and main product produced during the process; $ by-product and $main-product are the prices per unit of the materials [25]. Subsequent processes such as heating, granulation, and grinding were allocated to the co-products. The economic allocation has significantly varied due to economic fluctuation and susceptibility to the production process and efficiency. Nevertheless, using global revenue from the industry, as done in the ECRA’s EPD [115], and not a price per ton can help to reduce the variability. For the recent EPD of the Portland cement (CEM-I) produced in Europe, an economic allocation was applied for GGBFS and FA [115].

Number of studies based on considered allocation
Wastes can be regarded as a by-product if the following conditions are met according to the Waste Framework Directive 2008/98/EF [38, 55].
“a) Further use of the substance or object is certain.
b) The substance or object is produced as an integral part of a production process.
c) The substance or object can be used directly without any further processing other than normal industrial practice.
d) Further use is lawful, i.e., the substance or object fulfills all relevant product, environmental and health protection requirements for the specific use and will not lead to overall adverse environmental or human health impacts.”
The allocation should be applied if the waste is considered a by-product, while no allocation is proposed if the waste is considered an unintended residue [38]. However, even with the definition of by-product, it is hard to recognize whether the allocation should be counted or not. For example, Font et al. [106] considered rice husk ash (RHA) and olive stone biomass ash (OBA) as waste. Their extraction was not considered, but their necessary pre-treatment, such as milling, was taken into account for employing in cellular concrete manufacturing. Abdulkareem et al. [58] conducted a sensitivity analysis on the mass allocation of RHA, which is mainly considered burden-free. An estimate of 4% of emissions from rice production (non-basmati) was allocated. They showed that RHA is not so sensitive to the allocation procedure in all the analyzed impact categories.
FA and GGBFS are two mainly studied by-products used in AAMs. Typically, 0.25–0.30 t of slag is produced per ton of crude iron, and 0.052 kg of fly ash is created while producing 1 kWh of electricity. For instance, the ÖKOBAUDAT platform published by the German Federal Ministry of the Interior, Building, and Community (BMI) and modeled according to the European Standard EN-15804 for Sustainable Construction [116] does not consider emission for fly ash, furnace bottom ash, slag-tap granulate at modules A1-A3 [117]. Likewise, some researchers [40, 118] attributed only collection and transportation impacts to FA and considered it to have a tiny environmental footprint (no allocation) because FA mainly does not require beneficiation. Same for GGBFS, which were identified as industrial waste, and only the emission going through the processes of collecting, crushing, and grinding were considered [79, 106]. On the other hand, Habert [119] and Shobeiri et al. [61] believed that GGBFS and FA meet all the conditions set by the European Union Directive (EU, 2008), and they could no longer be regarded as waste products. So, it is necessary to burden a proportion of the emissions related to their manufacture.
Allocation is not often used for recycled products [120], and researchers did consider an environmental burden-free for using recycled construction materials such as brick waste [84] or recycled aggregates [56]. However, only transportation, collection, and consequent processing impacts were considered. In other words, the replacement of construction waste with primary resources made from raw resources can deliver substantial benefits in the form of avoided production [56, 84].
Since the allocation methods of by-products do influence the result substantially, several researchers employed more than one allocation method and made a sensitivity analysis on allocation [13, 16, 25, 51, 58,59,60,61, 121, 122]. Besides mass and economic allocation, limited studies proposed alternative allocation methods for FA and GGBFS based on physical and economic empirical coefficients [114, 119, 123].
Regarding FA, Marinković et al. [59] showed that with ‘mass allocation,’ all impacts of FA concrete (no matter whether alkali-activated or not) are significantly higher than impacts of no FA mixtures since a relatively large mass of FA is generated during electricity production. The result shows ‘mass allocation’ induced unreasonably high impacts for FA, while the economic allocation method appeared most reasonable and preferred in the literature [16, 59, 123,124,125,126]. Shobeiri et al. [61] calculated economic allocation coefficients and emissions for FA and GGBFS based on the Australian market from 2016 to 2027. Their result showed that the economic allocation of emissions associated with FA is higher than that for GGBFS. Besides, if the minimum price for FA and GGBFS is considered, the average CO2-eq emissions from GGBFS AAC and FA-GGBFS AAC are 67% and 87% of those for OPC concrete, respectively. However, for the worst-case scenario (the maximum price of FA and GGBFS), only GGBFS AACs reduced the average CO2-eq emission compared to OPC (72% of OPC concrete). The assumption that some of the materials were considered today as waste streams, such as mine tailings [95], combustion ash [127], or glass waste powder [74], might be changed in the future. Likewise, with further development of the alkali activation technology, the demand for these waste streams is expected to rise, and further research on allocation procedures is needed. Consequently, it is suggested to consider a sensitivity analysis on allocation for by-product precursors if the researchers are meticulous in comparing the LCA of AAMs with OPC.
3.3.4 LCIA method and Software
Life cycle inventory’s information on elementary flows is translated to environmental impact scores in the Life Cycle Impact Assessment (LCIA) phase [128]. By increasing the complexity of product systems, the proliferation of LCI data and impact assessment methodologies makes the use of LCA software necessary [71]. The LCA impact methods and Software used in each of the 73 reviewed studies are shown in Fig. 11. Some papers adopted more than one method, which explains why the total number of documents is higher than 73.

Overview of the literature on available (a) LCA impact methods (b) Software
Our investigation pointed out that global warming potential (GWP) was the most used indicator in AAMs with 22 cases. Few sampled papers did not declare whether they used CO2 or CO2-eq. Focusing on GWP could influence the decision for the “best mixture,” and Silva et al. [122] confirmed exclusively the risks of affecting environmentally-oriented mix selection choices based on GWP. In addition to CO2 or GHG Emissions [CO2-eq], embodied energy (MJ-eq.) or Cumulative Energy Demand (CED) (MJ) method was calculated and applied in 8 cases since the data inventories of energy for raw materials, manufacturing, and transportation is more locally accessible [4, 24, 67, 74, 75, 129, 130]. Nevertheless, considering GWP does not always present the profits of reusing waste materials and resource depletion since it does not consider the broader benefits of reducing materials to landfills or mining new natural aggregates [62, 131].
CML, ReCiPe (Midpoint), IMPACT 2002 + , TRACI, and Ecoindicator 99 were applied for 13, 8, 6, 3, and 3 cases, respectively. CML was found the prevalent LCIA method developed by the Institute of Environmental Sciences of Leiden University. The ReCiPe provides the quantitative evaluation and combination of the two methodologies, taking the midpoint indicators from CML and the endpoint indicators from Eco-indicator [100]. The damage categories under the endpoint method are ecosystem quality, human health, and resources [132]. Among the ReCiPe model in the software packages, the Hierarchist time-frame is the most applied framework for AAMs studies [37, 54, 58]. The hierarchies viewpoint is often considered the default model for ReCiPe and represents the midpoint between the individualist and egalitarian.
Selecting a proper method is dependent on the goal and scope of the LCA project. For instance, although IMPACT 2002 + methodology takes advantage of mid-point-based indicators such as CML and damage-based indicators such as the Eco-indicator 99, Colangelo et al. [56] demonstrated that transport is not particularly important for the main impact categories of the IMPACT 2002 + method since it does not cover the “respiratory organics” impact.
The impacts mentioned above were all process-based approaches used in LCA studies conventionally. Very few studies have attempted to assess AAMs with hybrid life cycle assessment (hLCA), which combines process analysis with an economy-wide, top-down approach to allocate industry emissions to final products Input–Output (IO). Jiang et al. [51] applied the database of Economic input–output life cycle assessment (EIO-LCA) at Carnegie Mellon University and concluded that compared to a 35 MPa conventional concrete, AA slag concrete with the same CS has 73% lower GHGs, and 22–94% lower effects for all environmental toxicity categories expect a 72% higher ecotoxicity effect. Teh et al. [121] applied a comprehensive IO study on FA and GGBFS-based AAC but only for CO2-eq. They concluded that when the economic allocation method was applied, rather than standard OPC with the same compressive strength (35 MPa), GHG could be reduced for FA and GGBFS-based AAC by 32% and 43%, respectively. Although the system boundary limitation could be overcome by hiring extended IO, Y. Yang et al. [133] widely declared that hybrid LCI did not necessarily give a more precise result. Nevertheless, the environmentally extended input–output (EEIO) inventory database and analysis are improving [134, 135], and further studies are required to investigate the hLCA approach for AAMs.
LCIA is usually time-consuming, computer software tools are becoming popular to conduct the assessment, and LCIA is primarily automated by LCA software. As shown in Fig. 11, around half of the reviewed documents (52% of studies) did not use Software or mention it in the paper. They generally simplified LCA by calculating only CO2 emission or GWP. SimaPro (PRe Consultants, 2008) was the predominant LCA software in 18 cases (25% of studies). The second most popular was equally GaBi (PEInternational, 2011) and openLCA (openLCA, 2016) with 7 cases (10% of studies each). More explanations about the pros and cons of selecting LCA software tools were investigated by Su [136].
3.3.5 Impact categories and interpretation
The last step of LCA consists of analyzing and interpreting the results of the three previous steps, called results interpretation. In general, lower environmental impacts were reported for climate change, acidification, and eutrophication categories for AAMs than OPC and higher for dust emissions [137]. We carefully investigated the environmental impact of AAMs mixture for each study, providing a comparable value with reference samples. The results obtained from the preliminary analysis of impact categories can be seen in Fig. 12. The values for impacts categories of CML, ReCiPe (midpoint and endpoint), and the final score are included in our analysis. An index (IAAMs/IRef) was introduced to normalize the results by dividing the value of each impact category for individual mixtures by the value introduced as a reference in the same article. In other words, if the index is above one (IAAMs/IRef > 1) the impact of the AAM products is higher than those of the reference samples. Since the reference sample is adopted from the same studies used for the comparison, the result was not sensitive to system boundaries as well as a functional unit.

The relative ratio for the impact category (Each symbol represents one study and each color represents a different AAMs specimen within the same study. A complete list of the legend is provided in Additional file 1: Appendix Table A4)
This figure is quite revealing in several ways. Firstly, after GWP, the most investigated environmental impacts are PM, EP, ODP, and AC. Secondly, the data scattering is relatively high. Interestingly, the trend of GWP data shows excellent performance of AAM products. The results show an average of 49% reduction in GWP for AAM products compared to the reference samples. However, the production of AAMs showed higher impacts regarding other environmental categories such as ADP, PO, MAETP, TAETP, ODP, and FAETP since the severe effects of activators such as sodium silicate and sodium hydroxide productions. PM, EP, and WC categories are 4%, 4%, and 10% higher, respectively, and MET and ODP, the two worst comparative characterization results, are 8.33 and 7.19 times higher for AAMs production than the reference mix. The use of carbon tetrachloride for chlorine recovery from gas streams during the chloralkali process is responsible for a high ODP burden in sodium hydroxide [78].
A closer inspection of Fig. 12 shows that AAM bricks are mostly lower than reference samples, revealing promising results for AAM brick production compared to traditional clay bricks. Similarly, Rammed earth materials generally reveal better performance compared to cement-stabilized samples. The lowest impact reduction was found around a thousand times less than OPC mortar for almost all considered categories reported by Adesanya et al. [53] for replacing sodium hydroxide with DeS-dust as an activator. It should be mentioned that the presented results are influenced by the assumption that GGBFS and DeS-dust were considered as waste streams, and no impact was allocated in the AAMs.
3.3.6 Discussion and the critical findings based on the literature review
In this study, we conducted a review of existing articles that evaluated the life cycle effects of AAMs and GP compared to traditional concrete with OPC. From our review, we found that AAMs have a lower carbon footprint than traditional concrete, particularly when short distances are required for carrying AAM components, and heat treatment is not required. However, due to the different materials and methods used in these studies, it is difficult to determine with certainty how much GP has lower environmental effects than OPC-based concrete.
Our review also highlighted several limitations and challenges faced in the life cycle assessment (LCA) studies of AAMs and GP. Many of the existing studies are based on existing databases or up-to-date literature, which may not reflect local information, leading to significant uncertainty in the results. Therefore, LCA studies, especially those comparing AAMs and OPC-based materials, require uncertainty and sensitivity analyses.
One major issue that we identified in the reviewed articles is the lack of transparency in the LCA steps. Factors such as system boundaries, accurate specifications of the data used in the database, material handling, and processing distances were often not clearly stated in the studies. This lack of clarity can lead to errors and discrepancies in the results. Therefore, future LCA studies of AAMs should provide clearer and more complete information about these factors.
Another important consideration in LCA studies of AAMs is the need to use internationally accepted modules (A1-D) to create a common language among LCA researchers in building materials. This can help to standardize LCA methodologies and improve the comparability of results across different studies. We highly recommend using Product Category Rules (PCR) for concrete and concrete elements, as established by the European standard EN 16757:2021 [138]. This standard complements the basic rules for the product categories of construction products outlined in ISO 14040:2006 for concrete and concrete elements used in building and civil engineering works. Furthermore, it specifies the functional unit, assessment parameters, phases, and impact assessment criteria.
One issue specific to AAMs that we identified is the question of how to allocate recycled base materials. This issue is not yet theoretically agreed upon and differs according to national regulations and expert opinions. Researchers should refer to their national reports and databases for guidance in this area. In Germany, for example, the impact of FA or GGBFS is considered zero in the national database (ÖKOBAUDAT), while other researchers disagree. In this regard, researchers can first refer to their national reports and databases.we found that increasing the number of potential precursors and activators increases the stress of updating the LCI datasets since the absolute impact results might differ between two studies with the same recipe for AAMs depending on the selected database. Therefore, modeling LCA studies using different LCI databases seems to be a reasonable concept to explore.
Finally, the AAMs mixtures usually have more than two or three main compounds, and alkaline activators and precursors are produced in specific plants rather than cement as an established product; and, the total transport distance for geopolymer mixes is significant compared to cement [19, 21]. So, the alkali-activated feedstock would be designated to transport as close as possible to keep the emission of this module minimal [130].
4 Conclusions and outlook
Despite the lack of local data and unanimous agreement on theories and methodologies, LCA has emerged as a valuable and reliable tool for evaluating the environmental impact of construction materials, including AAMs. The establishment of LCA over the last decade has contributed to its consideration in selecting more environmentally friendly construction materials.
The results of the bibliometric survey show that the LCA is highly valued in recent studies on achieving sustainability. Australian universities are the most productive institutes in LCA for AAMs. A secondary artificial precursor (e.g., GGBFS and FA) is the most favorable for AAMs (used in 47.7% of all studies), followed by a primary artificial (e.g., MK used in 10% of all studies) and natural precursors (used in 7.7% of all studies).
The results of the literature investigation show that “1 m3” is the most common FU with 33 cases, and cradle-to-gate is the most applied boundary system. In addition, the CML method and Simapro are the most employed methods and Software with 13 and 18 cases, respectively. Our findings indicate that a disagreement among works of literature was driven by selecting FU, not considering the curing process and transportation, making unclear assumptions to simplify LCA, and applying available values for activators without carefully looking at databases' descriptions. The review also highlights the weak spot of literature to be considered in future studies.
In general, researchers concluded that the production of alkaline activators accounts for the significant environmental impact in terms of GWP, which mainly originates from the severe electricity consumption in the production processes of alkaline activators. Thus, it is possible to reduce the GWP of AAMs considerably through activator choice or change the energy source for electricity. A possible alternative is the use of by-products as activators and using renewable sources for electricity. The most prominent finding from this study is that while a number of GWP reductions were achieved with AAMs mixtures, other categories such as MET and ODP were higher. In addition, the better performance of AAM bricks and rammed earth materials was more promising than clay-brick and hydraulic cement binders for earth materials.
A volume basis (e.g., 1 m3) is commonly selected to compare AAC, and it might include only one other property of the material, such as compressive strength. So, the service life of AAC is worth attention in LCA as the valuable investigation on durability is increasing. Several studies mainly investigate different precursors in the literature to find a suitable combination for appropriate physical–chemical binder properties and lower environmental impacts, while we recommend focusing on activators that lead to cleaner AAM products. Even though the LCA of one-part AAMs was studied by Luukkonen et al. [48], it is worth examining all environmental impact categories in more detail.
Availability of data and materials
Data will be made available on request from the corresponding author (Morteza Nikravan).
References
Abergel, T., Dulac, J., Hamilton, I., Jordan, M., & Pradeep, A. (2019). Global Status Report for Buildings and Construction—Towards a Zero-Emissions, Efficient and Resilient Buildings and Construction Sector. International Energy Agency, Global Alliance for Buildings and Construction.
Zakka, W. P., Abdul Shukor Lim, N. H., & Chau, Khun M. (2021). A scientometric review of geopolymer concrete. In Journal of Cleaner Production, 280, 124353. https://doi.org/10.1016/j.jclepro.2020.124353.
Nawaz, M., Heitor, A., & Sivakumar, M. (2020). Geopolymers in construction - recent developments. Construction and Building Materials, 260, 120472. https://doi.org/10.1016/j.conbuildmat.2020.120472
Coppola, L., Coffetti, D., & Crotti, E. (2018). Pre-packed alkali activated cement-free mortars for repair of existing masonry buildings and concrete structures. Construction and Building Materials, 173, 111–117. https://doi.org/10.1016/j.conbuildmat.2018.04.034
Topçu, I. B., Toprak, M. U., & Uygunoǧlu, T. (2014). Durability and microstructure characteristics of alkali activated coal bottom ash geopolymer cement. Journal of Cleaner Production, 81, 211–217. https://doi.org/10.1016/j.jclepro.2014.06.037
Nguyen, H., Kaas, A., Kinnunen, P., Carvelli, V., Monticelli, C., Yliniemi, J., & Illikainen, M. (2020). Fiber reinforced alkali-activated stone wool composites fabricated by hot-pressing technique. Materials and Design, 186, 108315. https://doi.org/10.1016/j.matdes.2019.108315
Brooks, R., Bahadory, M., Tovia, F., & Rostami, H. (2010). Properties of alkali-activated fly ash: High performance to lightweight. International Journal of Sustainable Engineering, 3(3), 211–218. https://doi.org/10.1080/19397038.2010.487162
Meek, A. H., Elchalakani, M., Beckett, C. T. S., & Dong, M. (2021). Alternative stabilised rammed earth materials incorporating recycled waste and industrial by-products: A study of mechanical properties, flexure and bond strength. Construction and Building Materials, 277, 122303. https://doi.org/10.1016/j.conbuildmat.2021.122303
Narayanaswamy, A. H., Walker, P., Venkatarama Reddy, B. V., Heath, A., & Maskell, D. (2020). Mechanical and thermal properties, and comparative life-cycle impacts, of stabilised earth building products. Construction and Building Materials, 243, 118096. https://doi.org/10.1016/j.conbuildmat.2020.118096
Kosarimovahhed, M., & Toufigh, V. (2020). Sustainable usage of waste materials as stabilizer in rammed earth structures. Journal of Cleaner Production, 277, 123279. https://doi.org/10.1016/j.jclepro.2020.123279
Poinot, T., Laracy, M. E., Aponte, C., Jennings, H. M., Ochsendorf, J. A., & Olivetti, E. A. (2018). Beneficial use of boiler ash in alkali-activated bricks. Resources, Conservation and Recycling, 128, 1–10. https://doi.org/10.1016/j.resconrec.2017.09.013
Petrillo, A., Cioffi, R., Ferone, C., Colangelo, F., & Borrelli, C. (2016). Eco-sustainable Geopolymer Concrete Blocks Production Process. Agriculture and Agricultural Science Procedia, 8, 408–418. https://doi.org/10.1016/j.aaspro.2016.02.037
Dal Pozzo, A., Carabba, L., Bignozzi, M. C., & Tugnoli, A. (2019). Life cycle assessment of a geopolymer mixture for fireproofing applications. International Journal of Life Cycle Assessment, 24(10), 1743–1757. https://doi.org/10.1007/s11367-019-01603-z
Maddalena, R., Roberts, J. J., & Hamilton, A. (2018). Can Portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. Journal of Cleaner Production, 186, 933–942. https://doi.org/10.1016/j.jclepro.2018.02.138
Yao, Y., Hu, M., Di Maio, F., & Cucurachi, S. (2020). Life cycle assessment of 3D printing geo-polymer concrete: An ex-ante study. Journal of Industrial Ecology, 24(1), 116–127. https://doi.org/10.1111/jiec.12930
Habert, G., & Ouellet-Plamondon, C. (2016). Recent update on the environmental impact of geopolymers. RILEM Technical Letters, 1, 17. https://doi.org/10.21809/rilemtechlett.v1.6
ISO, E. N. (2006). 14040: 2006 Environmental management. Life Cycle Assessment. Principles and Framework.
Sandanayake, M., Gunasekara, C., Law, D., Zhang, G., & Setunge, S. (2018). Greenhouse gas emissions of different fly ash based geopolymer concretes in building construction. Journal of Cleaner Production, 204, 399–408. https://doi.org/10.1016/j.jclepro.2018.08.311
Bajpai, R., Choudhary, K., Srivastava, A., Sangwan, K. S., & Singh, M. (2020). Environmental impact assessment of fly ash and silica fume based geopolymer concrete. Journal of Cleaner Production, 254, 120147. https://doi.org/10.1016/j.jclepro.2020.120147
Turner, L. K., & Collins, F. G. (2013). Carbon dioxide equivalent (CO2-e) emissions: A comparison between geopolymer and OPC cement concrete. Construction and Building Materials, 43, 125–130. https://doi.org/10.1016/j.conbuildmat.2013.01.023
McLellan, B. C., Williams, R. P., Lay, J., Van Riessen, A., & Corder, G. D. (2011). Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. Journal of Cleaner Production, 19(9–10), 1080–1090. https://doi.org/10.1016/j.jclepro.2011.02.010
Yang, K. H., Song, J. K., & Song, K. I. (2013). Assessment of CO 2 reduction of alkali-activated concrete. Journal of Cleaner Production, 39, 265–272. https://doi.org/10.1016/j.jclepro.2012.08.001
Kvočka, D., Lešek, A., Knez, F., Ducman, V., Panizza, M., Tsoutis, C., & Bernardi, A. (2020). Life cycle assessment of prefabricated geopolymeric façade cladding panels made from large fractions of recycled construction and demolition waste. Materials, 13(18), 3931. https://doi.org/10.3390/MA13183931
Perez-Cortes, P., & Escalante-Garcia, J. I. (2020). Alkali activated metakaolin with high limestone contents – Statistical modeling of strength and environmental and cost analyses. Cement and Concrete Composites, 106, 103450. https://doi.org/10.1016/j.cemconcomp.2019.103450
Abbas, R., Khereby, M. A., Ghorab, H. Y., & Elkhoshkhany, N. (2020). Preparation of geopolymer concrete using Egyptian kaolin clay and the study of its environmental effects and economic cost. Clean Technologies and Environmental Policy, 22(3), 669–687. https://doi.org/10.1007/s10098-020-01811-4
Passuello, A., Rodríguez, E. D., Hirt, E., Longhi, M., Bernal, S. A., Provis, J. L., & Kirchheim, A. P. (2017). Evaluation of the potential improvement in the environmental footprint of geopolymers using waste-derived activators. Journal of Cleaner Production, 166, 680–689. https://doi.org/10.1016/j.jclepro.2017.08.007
Robayo-Salazar, R. A., Mejía-Arcila, J. M., & Mejía de Gutiérrez, R. (2017). Eco-efficient alkali-activated cement based on red clay brick wastes suitable for the manufacturing of building materials. Journal of Cleaner Production, 166, 242–252. https://doi.org/10.1016/j.jclepro.2017.07.243
Firdous, R., & Stephan, D. (2021). Impact of the mineralogical composition of natural pozzolan on properties of resultant geopolymers. Journal of Sustainable Cement-Based Materials, 10(3), 149–164. https://doi.org/10.1080/21650373.2020.1809028
Asim, N., Alghoul, M., Mohammad, M., Amin, M. H., Akhtaruzzaman, M., Amin, N., & Sopian, K. (2019). Emerging sustainable solutions for depollution: Geopolymers. In Construction and Building Materials, 199, 540–548. https://doi.org/10.1016/j.conbuildmat.2018.12.043
Geuss, M. (2019). It’ll cost $45bn, but Germany proposes to eliminate coal in 19 years. ARD Technica. https://arstechnica.com/tech-policy/2019/01/itll-cost-45-billion-but-germany-proposes-to-eliminate-coal-in-19-years/?comments=1&post=36745919
Mathieson, J. G., Somerville, M. A., Deev, A., & Jahanshahi, S. (2015). Utilization of biomass as an alternative fuel in ironmaking. In Iron Ore: Mineralogy, Processing and Environmental Sustainability (pp. 581–613). Elsevier Inc. https://doi.org/10.1016/B978-1-78242-156-6.00019-8
Provis, J. L., & van Deventer, J. S. J. (2014). Alkali Activated Materials (J. L. Provis & J. S. J. van Deventer (Eds.); Vol. 13). Springer Netherlands. https://doi.org/10.1007/978-94-007-7672-2
Juenger, M. C. G. (2019). Low CO2 cement for sustainable concrete. In Routledge Handbook of Sustainable and Resilient Infrastructure (pp. 377–386). Routledge. https://doi.org/10.4324/9781315142074-20
Manz, O. E. (1997). Worldwide production of coal ash and utilization in concrete and other products. Fuel, 76(8 SPEC. ISS.), 691–696. https://doi.org/10.1016/s0016-2361(96)00215-3
Duxson, P., & Provis, J. L. (2008). Designing precursors for geopolymer cements. Journal of the American Ceramic Society, 91(12), 3864–3869. https://doi.org/10.1111/j.1551-2916.2008.02787.x
Pacheco-Torgal, F., Labrincha, J. A., Leonelli, C., Palomo, A., & Chindaprasirt, P. (2014). Handbook of Alkali-Activated Cements, Mortars and Concretes. In Handbook of Alkali-Activated Cements, Mortars and Concretes. Elsevier. https://doi.org/10.1016/C2013-0-16511-7
Peys, A., Arnout, L., Blanpain, B., Rahier, H., Van Acker, K., & Pontikes, Y. (2018). Mix-design Parameters and Real-life Considerations in the Pursuit of Lower Environmental Impact Inorganic Polymers. Waste and Biomass Valorization, 9(6), 879–889. https://doi.org/10.1007/s12649-017-9877-1
Di Maria, A., Salman, M., Dubois, M., & Van Acker, K. (2018). Life cycle assessment to evaluate the environmental performance of new construction material from stainless steel slag. International Journal of Life Cycle Assessment, 23(11), 2091–2109. https://doi.org/10.1007/s11367-018-1440-1
Apithanyasai, S., Supakata, N., & Papong, S. (2020). The potential of industrial waste: using foundry sand with fly ash and electric arc furnace slag for geopolymer brick production. Heliyon, 6(3), e03697. https://doi.org/10.1016/j.heliyon.2020.e03697
Salman, M., Dubois, M., Maria, A. D., Van Acker, K., & Van Balen, K. (2016). Construction Materials from Stainless Steel Slags: Technical Aspects, Environmental Benefits, and Economic Opportunities. Journal of Industrial Ecology, 20(4), 854–866. https://doi.org/10.1111/jiec.12314
Coppola, L., Coffetti, D., Crotti, E., Gazzaniga, G., & Pastore, T. (2019). An Empathetic Added Sustainability Index (EASI) for cementitious based construction materials. Journal of Cleaner Production, 220, 475–482. https://doi.org/10.1016/j.jclepro.2019.02.160
Firdous, R., & Stephan, D. (2019). Effect of silica modulus on the geopolymerization activity of natural pozzolans. Construction and Building Materials, 219, 31–43. https://doi.org/10.1016/j.conbuildmat.2019.05.161
Shi, C., Roy, D., & Krivenko, P. (2003). Alkali-Activated Cements and Concretes. CRC Press. https://doi.org/10.1201/9781482266900
Werling, N., Dehn, F., Krause, F., Steudel, A., Schuhmann, R., & Emmerich, K. (2020). Solubility of Precursors and Carbonation of Waterglass-Free Geopolymers. Clays and Clay Minerals, 68(5), 524–531. https://doi.org/10.1007/s42860-020-00096-4
Toniolo, N., Rincón, A., Roether, J. A., Ercole, P., Bernardo, E., & Boccaccini, A. R. (2018). Extensive reuse of soda-lime waste glass in fly ash-based geopolymers. Construction and Building Materials, 188, 1077–1084. https://doi.org/10.1016/j.conbuildmat.2018.08.096
Tchakouté, H. K., Rüscher, C. H., Kong, S., Kamseu, E., & Leonelli, C. (2016). Comparison of metakaolin-based geopolymer cements from commercial sodium waterglass and sodium waterglass from rice husk ash. Journal of Sol-Gel Science and Technology, 78(3), 492–506. https://doi.org/10.1007/s10971-016-3983-6
Peys, A., Rahier, H., & Pontikes, Y. (2016). Potassium-rich biomass ashes as activators in metakaolin-based inorganic polymers. Applied Clay Science, 119, 401–409. https://doi.org/10.1016/j.clay.2015.11.003
Luukkonen, T., Abdollahnejad, Z., Yliniemi, J., Kinnunen, P., & Illikainen, M. (2018). One-part alkali-activated materials: A review. In Cement and Concrete Research, 103, 21–34. https://doi.org/10.1016/j.cemconres.2017.10.001. Elsevier Ltd.
Perumal, P., Piekkari, K., Sreenivasan, H., Kinnunen, P., & Illikainen, M. (2019). One-part geopolymers from mining residues – Effect of thermal treatment on three different tailings. Minerals Engineering, 144, 106026. https://doi.org/10.1016/j.mineng.2019.106026
Ye, N., Yang, J., Liang, S., Hu, Y., Hu, J., Xiao, B., & Huang, Q. (2016). Synthesis and strength optimization of one-part geopolymer based on red mud. Construction and Building Materials, 111, 317–325. https://doi.org/10.1016/j.conbuildmat.2016.02.099
Jiang, M., Chen, X., Rajabipour, F., & Hendrickson, C. T. (2014). Comparative Life Cycle Assessment of Conventional, Glass Powder, and Alkali-Activated Slag Concrete and Mortar. Journal of Infrastructure Systems, 20(4), 04014020. https://doi.org/10.1061/(asce)is.1943-555x.0000211
Klöpffer, W. (2006). The Hitch Hiker´s Guide to LCA - An orientation in LCA methodology and application. In The International Journal of Life Cycle Assessment (1 edition, Vol. 11, Issue 2). Studentlitteratur AB; https://doi.org/10.1065/lca2006.02.008
Adesanya, E., Ohenoja, K., Di Maria, A., Kinnunen, P., & Illikainen, M. (2020). Alternative alkali-activator from steel-making waste for one-part alkali-activated slag. Journal of Cleaner Production, 274, 123020. https://doi.org/10.1016/j.jclepro.2020.123020
Dontriros, S., Nooaek, P., & Supakata, N. (2020). Geopolymer bricks from concrete residue and palm oil fuel ash: Evaluating physical-mechanical properties, life cycle assessment and economic feasibility. EnvironmentAsia, 13(1), 150–162. https://doi.org/10.14456/ea.2020
Van den Heede, P., & De Belie, N. (2017). Sustainability assessment of potentially “green” concrete types using life cycle assessment. In Sustainable and Nonconventional Construction Materials using Inorganic Bonded Fiber Composites (Issue Cml). Elsevier Ltd. https://doi.org/10.1016/B978-0-08-102001-2.00010-3
Colangelo, F., Navarro, T. G., Farina, I., & Petrillo, A. (2020). Comparative LCA of concrete with recycled aggregates: A circular economy mindset in Europe. International Journal of Life Cycle Assessment, 25(9), 1790–1804. https://doi.org/10.1007/s11367-020-01798-6
Tempest, B., Sanusi, O., Gergely, J., Ogunro, V., & Weggel, D. (2009). Compressive strength and embodied energy optimization of fly ash based geopolymer concrete. 3rd World of Coal Ash, WOCA Conference - Proceedings.
Abdulkareem, M., Havukainen, J., Nuortila-Jokinen, J., & Horttanainen, M. (2021). Environmental and economic perspective of waste-derived activators on alkali-activated mortars. Journal of Cleaner Production, 280, 124651. https://doi.org/10.1016/j.jclepro.2020.124651
Marinković, S., Dragaš, J., Ignjatović, I., & Tošić, N. (2017). Environmental assessment of green concretes for structural use. Journal of Cleaner Production, 154, 633–649. https://doi.org/10.1016/j.jclepro.2017.04.015
Habert, G., D’Espinose De Lacaillerie, J. B., & Roussel, N. (2011). An environmental evaluation of geopolymer based concrete production: Reviewing current research trends. Journal of Cleaner Production, 19(11), 1229–1238. https://doi.org/10.1016/j.jclepro.2011.03.012
Shobeiri, V., Bennett, B., Xie, T., & Visintin, P. (2021). A comprehensive assessment of the global warming potential of geopolymer concrete. Journal of Cleaner Production, 297, 126669. https://doi.org/10.1016/j.jclepro.2021.126669
Ouellet-Plamondon, C., & Habert, G. (2015). Life cycle assessment (LCA) of alkali-activated cements and concretes. In F. Pacheco-Torgal, J. A. Labrincha, C. Leonelli, A. Palomo, & P. B. T.-H. of A.-A. C. Chindaprasirt Mortars and Concretes (Eds.), Handbook of Alkali-Activated Cements, Mortars and Concretes (pp. 663–686). Elsevier. https://doi.org/10.1533/9781782422884.5.663
Robayo-Salazar, R., Mejía-Arcila, J., Mejía de Gutiérrez, R., & Martínez, E. (2018). Life cycle assessment (LCA) of an alkali-activated binary concrete based on natural volcanic pozzolan: A comparative analysis to OPC concrete. Construction and Building Materials, 176, 103–111. https://doi.org/10.1016/j.conbuildmat.2018.05.017
Fořt, J., Vejmelková, E., Koňáková, D., Alblová, N., Čáchová, M., Keppert, M., Rovnaníková, P., & Černý, R. (2018). Application of waste brick powder in alkali activated aluminosilicates: Functional and environmental aspects. Journal of Cleaner Production, 194, 714–725. https://doi.org/10.1016/j.jclepro.2018.05.181
Ramos, G. A., de Matos, P. R., Pelisser, F., & Gleize, P. J. P. (2020). Effect of porcelain tile polishing residue on eco-efficient geopolymer: Rheological performance of pastes and mortars. Journal of Building Engineering, 32, 101699. https://doi.org/10.1016/j.jobe.2020.101699
Lee, J., Lee, T., Jeong, J., & Jeong, J. (2021). Mix design optimization and environmental impact assessment of low-carbon materials containing alkali-activated slag and high CaO fly ash. Construction and Building Materials, 267, 120932. https://doi.org/10.1016/j.conbuildmat.2020.120932
Cunningham, P. R., & Miller, S. A. (2020). Quantitative Assessment of Alkali-Activated Materials: Environmental Impact and Property Assessments. Journal of Infrastructure Systems, 26(3), 04020021. https://doi.org/10.1061/(asce)is.1943-555x.0000556
Winnefeld, F., Gluth, G. J. G., Bernal, S. A., Bignozzi, M. C., Carabba, L., Chithiraputhiran, S., Dehghan, A., Dolenec, S., Dombrowski-Daube, K., Dubey, A., Ducman, V., Jin, Y., Peterson, K., Stephan, D., & Provis, J. L. (2020). RILEM TC 247-DTA round robin test: Sulfate resistance, alkali-silica reaction and freeze–thaw resistance of alkali-activated concretes. Materials and Structures/Materiaux et Constructions, 53(6), 1–17. https://doi.org/10.1617/s11527-020-01562-0
Gluth, G. J. G., Arbi, K., Bernal, S. A., Bondar, D., Castel, A., Chithiraputhiran, S., Dehghan, A., Dombrowski-Daube, K., Dubey, A., Ducman, V., Peterson, K., Pipilikaki, P., Valcke, S. L. A., Ye, G., Zuo, Y., & Provis, J. L. (2020). RILEM TC 247-DTA round robin test: Carbonation and chloride penetration testing of alkali-activated concretes. Materials and Structures/Materiaux et Constructions, 53(1), 21. https://doi.org/10.1617/s11527-020-1449-3
Provis, J. L., Arbi, K., Bernal, S. A., Bondar, D., Buchwald, A., Castel, A., Chithiraputhiran, S., Cyr, M., Dehghan, A., Dombrowski-Daube, K., Dubey, A., Ducman, V., Gluth, G. J. G., Nanukuttan, S., Peterson, K., Puertas, F., van Riessen, A., Torres-Carrasco, M., Ye, G., & Zuo, Y. (2019). RILEM TC 247-DTA round robin test: Mix design and reproducibility of compressive strength of alkali-activated concretes. Materials and Structures/Materiaux et Constructions, 52(5), 1–13. https://doi.org/10.1617/s11527-019-1396-z
Bjørn, A., Owsianiak, M., Laurent, A., Olsen, S. I., Corona, A., & Hauschild, M. Z. (2017). Scope definition. In M. Z. Hauschild, R. K. Rosenbaum, & S. I. Olsen (Eds.), Life Cycle Assessment: Theory and Practice (pp. 75–116). Springer International Publishing. https://doi.org/10.1007/978-3-319-56475-3_8
CEN, E. N. (2012). 15804, Sustainability of construction works: Environmental product declarations, Core rules for the product category of construction products. The British Standards Institution.
Fortsch, D. S. (2005). Wear impacts in slag grinding in various grinding technologies. IEEE Cement Industry Technical Conference Record, 2005, 177–191. https://doi.org/10.1109/CITCON.2005.1516360
Huseien, G. F., Hamzah, H. K., Mohd Sam, A. R., Khalid, N. H. A., Shah, K. W., Deogrescu, D. P., & Mirza, J. (2020). Alkali-activated mortars blended with glass bottle waste nano powder: Environmental benefit and sustainability. Journal of Cleaner Production, 243, 118636. https://doi.org/10.1016/j.jclepro.2019.118636
Alabduljabbar, H., Huseien, G. F., Sam, A. R. M., Alyouef, R., Algaifi, H. A., & Alaskar, A. (2020). Engineering properties of waste sawdust-based lightweight alkali-activated concrete: Experimental assessment and numerical prediction. In Materials, 13(23), 1–30. https://doi.org/10.3390/ma13235490. MDPI AG.
Yang, K. H., Song, J. K., & Song, K. I. (2017). CO2 Reduction Assessment of Alkali-Activated Concrete Based on Korean Life-Cycle Inventory Database. Elsevier Inc. https://doi.org/10.1016/B978-0-12-804524-4.00007-5
Frattini, D., Occhicone, A., Ferone, C., & Cioffi, R. (2021). Fibre-reinforced geopolymer concretes for sensible heat thermal energy storage: Simulations and environmental impact. Materials, 14(2), 1–27. https://doi.org/10.3390/ma14020414
Salas, D. A., Ramirez, A. D., Ulloa, N., Baykara, H., & Boero, A. J. (2018). Life cycle assessment of geopolymer concrete. Construction and Building Materials, 190, 170–177. https://doi.org/10.1016/j.conbuildmat.2018.09.123
Kastiukas, G., Ruan, S., Liang, S., & Zhou, X. (2020). Development of precast geopolymer concrete via oven and microwave radiation curing with an environmental assessment. Journal of Cleaner Production, 255, 120290. https://doi.org/10.1016/j.jclepro.2020.120290
Perez-Cortes, P., & Escalante-Garcia, J. I. (2020). Design and optimization of alkaline binders of limestone-metakaolin – A comparison of strength, microstructure and sustainability with portland cement and geopolymers. Journal of Cleaner Production, 273, 123118. https://doi.org/10.1016/j.jclepro.2020.123118
Jamieson, E., McLellan, B., Van Riessen, A., & Nikraz, H. (2015). Comparison of embodied energies of Ordinary Portland Cement with Bayer-derived geopolymer products. Journal of Cleaner Production, 99, 112–118. https://doi.org/10.1016/j.jclepro.2015.03.008
Gevaudan, J. P., & Srubar, W. V. (2017). Energy Performance of Alkali-Activated Cement-Based Concrete Buildings. AEI 2017: Resilience of the Integrated Building - Proceedings of the Architectural Engineering National Conference, 2017, 311–323. https://doi.org/10.1061/9780784480502.026
Matheu, P. S., Ellis, K., & Varela, B. (2015). Comparing the environmental impacts of alkali activated mortar and traditional portland cement mortar using life cycle assessment. IOP Conference Series: Materials Science and Engineering, 96(1), 012080. https://doi.org/10.1088/1757-899X/96/1/012080
Fořt, J., & Černý, R. (2020). Transition to circular economy in the construction industry: Environmental aspects of waste brick recycling scenarios. Waste Management, 118, 510–520. https://doi.org/10.1016/j.wasman.2020.09.004
Saade, M. R. M., Passer, A., & Mittermayr, F. (2020). (Sprayed) concrete production in life cycle assessments: a systematic literature review. In International Journal of Life Cycle Assessment, 25(2), 188–207. https://doi.org/10.1007/s11367-019-01676-w. Springer.
Hafez, H., Kurda, R., Cheung, W. M., & Nagaratnam, B. (2019). A systematic review of the discrepancies in life cycle assessments of green concrete. Applied Sciences (Switzerland), 9(22), 4803. https://doi.org/10.3390/app9224803
Caldas, L. R., Da Gloria, M. Y. R., Pittau, F., Andreola, V. M., Habert, G., & Toledo Filho, R. D. (2021). Environmental impact assessment of wood bio-concretes: Evaluation of the influence of different supplementary cementitious materials. Construction and Building Materials, 268, 121146. https://doi.org/10.1016/j.conbuildmat.2020.121146
Pan, W., & Teng, Y. (2021). A systematic investigation into the methodological variables of embodied carbon assessment of buildings. Renewable and Sustainable Energy Reviews, 141, 110840. https://doi.org/10.1016/j.rser.2021.110840
Martínez-Rocamora, A., Solís-Guzmán, J., & Marrero, M. (2016). LCA databases focused on construction materials: A review. In Renewable and Sustainable Energy Reviews, 58, 565–573. https://doi.org/10.1016/j.rser.2015.12.243. Elsevier Ltd.
Wernet, G., Bauer, C., Steubing, B., Reinhard, J., Moreno-Ruiz, E., & Weidema, B. (2016). The ecoinvent database version 3 (part I): Overview and methodology. International Journal of Life Cycle Assessment, 21(9), 1218–1230. https://doi.org/10.1007/s11367-016-1087-8
Timm, J. F. G., Morales, M. F. D., & Passuello, A. (2019). Sensitivity Analysis of Life Cycle Impacts Distribution Methods Choice Applied to Silica Fume Production. IOP Conference Series: Earth and Environmental Science, 323(1), 0–8. https://doi.org/10.1088/1755-1315/323/1/012131
Meek, A. H., Elchalakani, M., Beckett, C. T. S., & Grant, T. (2021). Alternative stabilised rammed earth materials incorporating recycled waste and industrial by-products: Life cycle assessment. Construction and Building Materials, 267https://doi.org/10.1016/j.conbuildmat.2020.120997
Petrillo, A., Cioffi, R., De Felice, F., Colangelo, F., & Borrelli, C. (2016). An environmental evaluation: A comparison between geopolymer and OPC concrete paving blocks manufacturing process in italy. Environmental Progress and Sustainable Energy, 35(6), 1699–1708. https://doi.org/10.1002/ep.12421
Yang, K. H., Lee, K. H., Song, J. K., & Gong, M. H. (2014). Properties and sustainability of alkali-activated slag foamed concrete. Journal of Cleaner Production, 68, 226–233. https://doi.org/10.1016/j.jclepro.2013.12.068
Niu, H., Abdulkareem, M., Sreenivasan, H., Kantola, A. M., Havukainen, J., Horttanainen, M., Telkki, V. V., Kinnunen, P., & Illikainen, M. (2020). Recycling mica and carbonate-rich mine tailings in alkali-activated composites: A synergy with metakaolin. Minerals Engineering, 157(March), 106535. https://doi.org/10.1016/j.mineng.2020.106535
Heath, A., Paine, K., & McManus, M. (2014). Minimising the global warming potential of clay based geopolymers. Journal of Cleaner Production, 78, 75–83. https://doi.org/10.1016/j.jclepro.2014.04.046
Ricciotti, L., Occhicone, A., Petrillo, A., Ferone, C., Cioffi, R., & Roviello, G. (2020). Geopolymer-based hybrid foams: Lightweight materials from a sustainable production process. Journal of Cleaner Production, 250, 119588. https://doi.org/10.1016/j.jclepro.2019.119588
Dahmen, J., Kim, J., & Ouellet-Plamondon, C. M. (2018). Life cycle assessment of emergent masonry blocks. Journal of Cleaner Production, 171(October), 1622–1637. https://doi.org/10.1016/j.jclepro.2017.10.044
ECOPlatform. (2021). Environmental Product Declaration (EPD) Database. ECOPlatform. https://www.ecoplatform.org/
PE International. (2014). GaBi Databases’ 14 content. University of Stuttgart: GaBi Software System, Leinfelden-Echterdingen / Germany. http://www.gabi-software.com/databases/gabi-databases.
Garcia-Herrero, I., Margallo, M., Onandía, R., Aldaco, R., & Irabien, A. (2017). Environmental challenges of the chlor-alkali production: Seeking answers from a life cycle approach. Science of the Total Environment, 580, 147–157. https://doi.org/10.1016/j.scitotenv.2016.10.202
Duxson, P., Provis, J. L., Lukey, G. C., & van Deventer, J. S. J. (2007). The role of inorganic polymer technology in the development of “green concrete.” Cement and Concrete Research, 37(12), 1590–1597. https://doi.org/10.1016/j.cemconres.2007.08.018
Thannimalay, L., Yusoff, S., & Zawawi, N. Z. (2013). Life Cycle Assessment of Sodium Hydroxide. Australian Journal of Basic and Applied Sciences, 7(2), 421–431.
Hong, J., Chen, W., Wang, Y., Xu, C., & Xu, X. (2014). Life cycle assessment of caustic soda production: A case study in China. Journal of Cleaner Production, 66, 113–120. https://doi.org/10.1016/j.jclepro.2013.10.009
Rojas-Duque, O., Espinosa, L. M., Robayo-Salazar, R. A., & de Gutiérrez, R. M. (2020). Alkali-activated hybrid concrete based on fly ash and its application in the production of high-class structural blocks. Crystals, 10(10), 1–18. https://doi.org/10.3390/cryst10100946
Font, A., Soriano, L., Tashima, M. M., Monzó, J., Borrachero, M. V., & Payá, J. (2020). One-part eco-cellular concrete for the precast industry: Functional features and life cycle assessment. Journal of Cleaner Production, 269, 122203. https://doi.org/10.1016/j.jclepro.2020.122203
Ziegler, D., Formia, A., Tulliani, J. M., & Palmero, P. (2016). Environmentally-friendly dense and porous geopolymers using fly ash and rice husk ash as raw materials. Materials, 9(6), 466. https://doi.org/10.3390/ma9060466
Cheah, C. B., Tan, L. E., & Ramli, M. (2021). Recent advances in slag-based binder and chemical activators derived from industrial by-products – A review. In Construction and Building Materials, 272, 121657. https://doi.org/10.1016/j.conbuildmat.2020.121657
Kočí, V., Petříková, M., Fořt, J., Fiala, L., & Černý, R. (2020). Preparation of self-heating alkali-activated materials using industrial waste products. Journal of Cleaner Production, 260, 121116. https://doi.org/10.1016/j.jclepro.2020.121116
Fawer, M., Concannon, M., & Rieber, W. (1999). Life cycle inventories for the production of sodium silicates. International Journal of Life Cycle Assessment, 4(4), 207–212. https://doi.org/10.1007/BF02979498
Arrigoni, A., Panesar, D. K., Duhamel, M., Opher, T., Saxe, S., Posen, I. D., & MacLean, H. L. (2020). Life cycle greenhouse gas emissions of concrete containing supplementary cementitious materials: cut-off vs. substitution. Journal of Cleaner Production, 263, 121465. https://doi.org/10.1016/j.jclepro.2020.121465
Seto, K. E., Churchill, C. J., & Panesar, D. K. (2017). Influence of fly ash allocation approaches on the life cycle assessment of cement-based materials. Journal of Cleaner Production, 157, 65–75. https://doi.org/10.1016/j.jclepro.2017.04.093
Saade, M. R. M., Da Silva, M. G., & Gomes, V. (2015). Appropriateness of environmental impact distribution methods to model blast furnace slag recycling in cement making. Resources, Conservation and Recycling, 99, 40–47. https://doi.org/10.1016/j.resconrec.2015.03.011
Saade, M. R. M., da Silva, M. G., & da Silva, V. G. (2016). A novel perspective on the avoided burden approach applied to steel-cement making joint system. Sustainable Built Environment (SBE) Regional Conference Zurich, 2016, 310–314. https://doi.org/10.3218/3774-6_50
The European Cement Association. (2020). Environmental Product Declaration: Portland Cement (CEM I) produced in Europe. https://cembureau.eu/media/3lplreko/epd-for-cement-cem-i.pdf; http://www.gabi-software.com/france/databases/gabi-databases/.
Federal Institute for Research on Building, Urban Affairs and Spatial Development, & Federal Office for Building and Regional Planning. (2020). ÖKOBAUDAT Manual Technical and formal information and rules for the ÖKOBAUDAT database. 26.
Database search | Database | ÖKOBAUDAT. (n.d.). Retrieved April 30, 2021, from https://www.oekobaudat.de/no_cache/en/database/database-search.html
Abdulkareem, M., Havukainen, J., & Horttanainen, M. (2019). How environmentally sustainable are fibre reinforced alkali-activated concretes? Journal of Cleaner Production, 236, 117601. https://doi.org/10.1016/j.jclepro.2019.07.076
Habert, G. (2013). A method for allocation according to the economic behaviour in the EU-ETS for by-products used in cement industry. International Journal of Life Cycle Assessment, 18(1), 113–126. https://doi.org/10.1007/s11367-012-0464-1
Schrijvers, D., Loubet, P., & Sonnemann, G. (2020). Archetypes of goal and scope definitions for consistent allocation in LCA. Sustainability (Switzerland), 12(14), 5587. https://doi.org/10.3390/su12145587
Teh, S. H., Wiedmann, T., Castel, A., & de Burgh, J. (2017). Hybrid life cycle assessment of greenhouse gas emissions from cement, concrete and geopolymer concrete in Australia. Journal of Cleaner Production, 152, 312–320. https://doi.org/10.1016/j.jclepro.2017.03.122
da Silva, M. G., Gomes, V., & Saade, M. R. M. (2018). The contribution of life-cycle assessment to environmentally preferable concrete mix selection for breakwater applications. Ambiente Construído, 18(2), 413–429. https://doi.org/10.1590/s1678-86212018000200262
Chen, C., Habert, G., Bouzidi, Y., Jullien, A., & Ventura, A. (2010). LCA allocation procedure used as an incitative method for waste recycling: An application to mineral additions in concrete. Resources, Conservation and Recycling, 54(12), 1231–1240. https://doi.org/10.1016/j.resconrec.2010.04.001
Chen, X., Wang, H., Najm, H., Venkiteela, G., & Hencken, J. (2019). Evaluating engineering properties and environmental impact of pervious concrete with fly ash and slag. Journal of Cleaner Production, 237, 117714. https://doi.org/10.1016/j.jclepro.2019.117714
Hafez, H., Kurda, R., Cheung, W. M., & Nagaratnam, B. (2020). Comparative life cycle assessment between imported and recovered fly ash for blended cement concrete in the UK. Journal of Cleaner Production, 244, 118722. https://doi.org/10.1016/j.jclepro.2019.118722
Hafez, H., Kurda, R., Al-Ayish, N., Garcia-Segura, T., Cheung, W. M., & Nagaratnam, B. (2021). A whole life cycle performance-based ECOnomic and ECOlogical assessment framework (ECO2) for concrete sustainability. Journal of Cleaner Production, 292, 126060. https://doi.org/10.1016/j.jclepro.2021.126060
Lee, J., Lee, T., Lee, S., & Choi, H. (2020). Performance evaluation of cementless composites with alkali-sulfate activator for field application. Materials, 13(23), 1–14. https://doi.org/10.3390/ma13235410
Rosenbaum, R. K., Hauschild, M. Z., Boulay, A. M., Fantke, P., Laurent, A., Núñez, M., & Vieira, M. (2017). Life cycle impact assessment. In M. Z. Hauschild, R. K. Rosenbaum, & S. I. Olsen (Eds.), Life Cycle Assessment: Theory and Practice (pp. 167–270). Springer International Publishing. https://doi.org/10.1007/978-3-319-56475-3_10
Nguyen, L., Moseson, A. J., Farnam, Y., & Spatari, S. (2018). Effects of composition and transportation logistics on environmental, energy and cost metrics for the production of alternative cementitious binders. Journal of Cleaner Production, 185, 628–645. https://doi.org/10.1016/j.jclepro.2018.02.247
Huseien, G. F., & Shah, K. W. (2020). Durability and life cycle evaluation of self-compacting concrete containing fly ash as GBFS replacement with alkali activation. Construction and Building Materials, 235, 117458. https://doi.org/10.1016/j.conbuildmat.2019.117458
Abhilash, H. N., Walker, P., Venkatarama Reddy, B. V., Heath, A., & Maskell, D. (2020). Compressive Strength of Novel Alkali-Activated Stabilized Earth Materials Incorporating Solid Wastes. Journal of Materials in Civil Engineering, 32(6), 04020118. https://doi.org/10.1061/(asce)mt.1943-5533.0003188
Huijbregts, M. A. J., Steinmann, Z. J. N., Elshout, P. M. F., Stam, G., Verones, F., Vieira, M., Zijp, M., Hollander, A., & van Zelm, R. (2017). ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. International Journal of Life Cycle Assessment, 22(2), 138–147. https://doi.org/10.1007/s11367-016-1246-y
Yang, Y., Heijungs, R., & Brandão, M. (2017). Hybrid life cycle assessment (LCA) does not necessarily yield more accurate results than process-based LCA. Journal of Cleaner Production, 150, 237–242. https://doi.org/10.1016/j.jclepro.2017.03.006
Agez, M., Muller, E., Patouillard, L., Södersten, C. J. H., Arvesen, A., Margni, M., Samson, R., & Majeau-Bettez, G. (2021). Correcting remaining truncations in hybrid life cycle assessment database compilation. Journal of Industrial Ecology, 26(1), 121–133. https://doi.org/10.1111/jiec.13132
Onat, N. C., Kucukvar, M., Halog, A., & Cloutier, S. (2017). Systems thinking for life cycle sustainability assessment: A review of recent developments, applications, and future perspectives. In Sustainability (Switzerland), 9(5), 706. https://doi.org/10.3390/su9050706
Su, D., Ren, Z., & You, W. (2020). Sustainable Product Development (D. Su (Ed.); Issue 281). Springer International Publishing. https://doi.org/10.1007/978-3-030-39149-2
Espuelas, S., Echeverria, A. M., Marcelino, S., Prieto, E., & Seco, A. (2018). Technical and environmental characterization of hydraulic and alkaline binders. Journal of Cleaner Production, 196, 1306–1313. https://doi.org/10.1016/j.jclepro.2018.06.090
DIN EN 16757. (2021). Sustainability of construction works - Environmental product declarations - Product Category Rules for concrete and concrete elements. Belgium: CEN Brussels.
Acknowledgements
Authors would like to thank Raoul Mancke for his fruitful comments.
Funding
This work was supported by the Alexander von Humboldt Foundation, International Climate Protection Fellowship (Ref 3.5—1157991- IRN – IKS). This financial support is gratefully appreciated by Morteza Nikravan. Rafia Firdous and Dietmar Stephan highly acknowledge Bundesministerium für Wirtschaft und Energie (BMWi) for funding number 16KN046744.
Author information
Authors and Affiliations
Contributions
M.N. and D.S. conceived the original idea for the article. M.N. conduct the literature search, study selection, analysis, and interpretation of results. M.N. designed the concept and drafted the manuscript regarding the features of life cycle assessment, mapping of the research area, and environmental impact of geopolymers. R.F. was a major contributor to writing the section for components of AAMs. M.N. and R.F. prepared the figures. M.N. and R.F. contributed to the writing of the final version of the manuscript. D.S. critically revised the work and helped supervise the project. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Addittional file 1:
Appendix Table A1. Samples, precursors and alkali-activators of selected articles. Appendix Table A2. Functional unit, database, uncertinity, LCA software, LCA methods and type of allocation of selected articles. Appendix Table A3. Life cycle stages and modules, impact categories and sensitivity analysis of selected articles. Appendix Table A4. Further information for legend of Fig 12.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nikravan, M., Firdous, R. & Stephan, D. Life cycle assessment of alkali-activated materials: a systematic literature review. Low-carbon Mater. Green Constr. 1, 13 (2023). https://doi.org/10.1007/s44242-023-00014-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44242-023-00014-6
Keywords
- Alkali-activated material
- Geopolymer
- Life cycle assessment (LCA)
- Functional unit
- Life cycle inventory (LCI)