
Abstract
The main novelty of this study is producing Ultra High-Performance Self Compacting Mortar (UHPSCM) incorporated Recycled Steel Fibre (RSF) from waste tires. For this purpose, different mix compositions including 0%, 1%, and 3% RSF content in terms of volume were proposed. Self-compacting ability was assessed using mini-cone tests, while nondestructive testing has been used to evaluate the effect of RSF inclusion on the compaction of UHPSCM constituent materials. Mechanical performances were investigated using compression and unnotched flexural tests. Residual flexural strength in both service limit state (SLS), ultimate limit state (ULS), and two equivalent flexural strengths were evaluated under notched flexural tests and analysed using statistical approaches. Concrete Damage Plasticity (CDP) has been employed for the analysis behaviour of developed mortars under different loadings. Additionally, an element deletion approach was used to evaluate the fracture of UHPSCM under compression and flexural loadings. The experimental results showed that adding 1% and 3% of RSF resulted in decreasing workability by 3% and 22%, respectively. Improving compressive strength by 16% and 22% and flexural by 7% and 8% were noticed in the case of samples with 1% and 3% fiber, respectively, in 28 days. In spite of the significant improvement of post-cracking behaviour of samples with 3% of RSF, this behaviour was insignificant for the samples with 1% of RSF. However, with less amount of fibre inclusion, brittle failure can be altered to ductile failure. Moreover, the behaviour of the tested specimens under different loadings was successfully predicted using Finite Element (FE) simulations.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the construction field, concrete is one of the most widely used materials owing its remarkable advantages such as compressive strength, durability, cost effectiveness, availability of constituent materials, and potentiality for casting in different shapes based on utilised molds. Based on this, employing recycled materials for producing concrete has been attracted since the last decades by various researchers [1]. One of these recycled materials are the products from tire recycling. Generally, the recycled components from a tire can be classified as crumb rubber that can be composed of crushed rubber particles, and tire chips containing larger shredded rubber particles [2]. Replacement of aggregates in concrete matrix with these products has been reported to increase ductility and toughness [3]. One of the byproducts of tire recycling are the waste steel wires with relatively high tensile strength which are used inside the tire for increasing the stiffness and safety of tires. In this aspect, the additional use of Recycled Steel Fibre (RSF) in the cementitious concrete matrix for improving the mechanical performance of concrete was attracted by various researchers. It has been demonstrated that utilizing RSF for producing High-Performance Fibre Reinforced Concrete (HPFRC) has a potential effect in producing some structures with lower price, higher mechanical performance, and more ecological beneficial impact [4]. What is more, using RSF in concrete efficiently reduces the brittle behaviour of concrete, improves the toughness, increases post-cracking behaviour of concrete under various loadings, presenting hardening behaviour and softening behaviour after peak load, and improves the durability of concrete by arresting crack propagation and limiting the crack width of concrete using bridging action [5,6,7,8].
The concrete technology has advanced in a new direction to produce Ultra High-Performance Fibre Reinforced Concrete (UHPFRC), which was invented by French engineers. This concrete recently gained attraction by various researchers due to its brilliant advantages compared to the other types of concrete [9]. High compressive strength up to 150 MPa [10], and ultimate tensile strength up to 8 MPa [11], with high fracture energy up to 40 kJ/m2, and energy dissipation capacity [12], strain hardening behaviour [13] were reported as the main characteristics for Ultra-High-Performance Concrete (UHPC) in the literature. Besides the mechanical properties of UHPC, the ability to follow on its weight to satisfy the rheological properties nominated as Self Compacting (SC) ability is the other beneficial feature of UHPC. Mechanical and rheological advantages of UHPFRC resulted in employment in large-span bridges, retrofitting aspects, in applications for impact and ballast resistance, civil infrastructures, military applications, and nuclear plants [14]. Impact resistance of double-layered UHPFRC under low-velocity drop weight impact was studied using two kinds of fibres as straight fibre and hooked fibre. Significant improvement in impact performance was observed [15]. Crack resistance, loading capacity, and failure mode was investigated in the damaged RC beam elements strengthened by the UHPFRC layer. The effectiveness of using the strengthening techniques in controlling crack propagation and increasing flexural loading were noticed [16]. Effect of using different fibres, namely, micro-steel fibre, hooked-steel fibre, and microglass fibres on the rheology performances [17], mechanical performance [18] and ductility of UHPFRC were investigated [19]. Higher compressive strength (180 MPa) and splitting tensile strength were reported in the case of using 2% microsteel fibres. In contrast, specimens with 2% of hooked steel fibre presented better post-cracking properties. Better post-cracking properties, especially ductile behaviour reducing the effect of sudden brittle failure of concrete, started to be in the scope of scientific research due to increasing safety in concrete structures. This aspect was investigated with the proposal of reduction and redistribution of stress concentrations in concrete (causing micro-cracking) by the use of flexible bonding of concrete elements [20].
Numerical analysis using some Finite Element Methods (FEM) is a powerful supplement for saving time and cost of tests. Recently, several studies have been reported regarding the numerical simulation of UHPFRC under different loading conditions. Among all of the proposed FEM analysis, the Concrete Damage Plasticity (CDP) model based on the classical theory of plasticity was attracted by many researchers. In this model, stiffness degradation can be implemented in the software by defining compression and tension damage parameters. Different yield criteria for evaluating the strength laws under compression and tension were employed in this model [21, 22]. A three-dimensional nonlinear FEM simulation was performed using ABAQUS software and employing the CDP model for predicting the flexural behaviour of UHPFRC reinforced with GFRP bars. Successful application of the model for predicting post-failure behaviour of the tested beams was reported. Calibrated FEM model with the experimental results was used to examine the proposed analytical model for evaluating the flexural behaviour of reinforced beams made of UHPFRC and promising results were obtained [23]. Four-linear curve and the modified Kent-Park model were utilised to describe the compressive behaviour of UHPFRC. Facture mechanisms were simulated using the CDP model and element deletion approach. The proposed approach presented acceptable precision in predicting the behaviour of UHPFRC [24].
In spite of the remarkable mechanical performance of UHPFRC, the application of using this material is limited in the construction field. Initial high cost, sustainability and deficiency of standards are mentioned as the main drawbacks of this material [25]. The first two mentioned problems are mainly related to the price of fibre and the high content of cement. Recently, utilizing recycled sorted steel fibre, the influence on compressive and flexural behaviour of UHPFRC was investigated for producing eco-efficient products [26]. However, besides this research, RSF was not comprehensively studied in UHPFRC as like in HPFRC. Based on this fact, this study was made to investigate the effectiveness of RSF in increasing the mechanical performance of UHPFRC. For this purpose, three mix compositions with 0%, 1%, and 3% RSF content in terms of volume were introduced. Effect of using RSF in the fresh phase and hardened phase of mortar was investigated. Fresh phase consisted of self-compacting ability and homogeneity assessment of mortar while the hardened phase was related to the evaluation of compressive and flexural behaviour of the developed mortars in 7 and 28 days of maturing. Moreover, notched beams were tested under flexural loading which is common among researchers for simplicity and less instrumentation required to obtain the tensile behaviour of mortars. In the end, the CDP model was used to perform inverse analysis using ABAQUS finite element software to obtain the critical cracking stresses and corresponding strains. Fracture analysis has been made using the element deletion approach in the ABAQUS and the results were compared with the experimental failure modes.
2 Materials and mix design
To achieve the minimum mechanical characterization for UHPC including compressive strength of 150 MPa and tensile strength of 8 MPa [11] a preliminary extensive literature review has been made. Some data from 1970–2016 were collected and presented in [27]. Among the different propositions for mixing and material constitutive in the literature, some strategies were taken into account for reproducing UHPC as: (i) achieving an optimum wet density, (ii) acquiring sufficient flowability to fulfill the self-compacting ability requirements, (iii) obtaining target value for UHPC mechanical characterizations, (iv) producing mortar as simple as possible without any specialized mixer and curing treatments, (v) employing available local materials in Poland. Based on these goals, a mixture proportion in [28] with some modifications in materials and mixing procedure was selected as a reference mortar in this research.
The raw materials utilised in this research were selected based on the local availability in Poland, which includes: ordinary Portland cement type II (OPC) produced by Royal Cement, silica fume (SF) produced by Mikrosilika Trade, limestone filler (LF), and fine sand (S) produced by Trzuskawica. Chemical composition of the proposed materials was determined using an X-ray fluorescence spectrometer (XRF, S4) and presented in Table 1.
The microstructure analysis was carried out using the JSM-6610A (JEOL, Tokyo, Japan) Scanning Electron Microscopy (SEM) with a conventional tungsten filament. Images of the utilised components are depicted in Fig. 1. A Polycarboxylate-ether-based superplasticizer (SP) produced by Skia (ViscoCrete-93 RS) in a liquid form was employed for the purpose of increasing the flowability and decreasing the amount of mixture water in this research.

SEM imaging of UHPM components: (a) cement, (b) limestone filler, (c) silica fume, (d) sand, (e) recycled steel fibre
The particle sieve analysis for OPC, LF, SF, and S is depicted in Fig. 2. For achieving a precise distribution of components, before performing sieve analysis, all gradients were dried in the temperature of 70ºC. Generally, as depicted in Fig. 2a, in the mixture composition, the maximum particle size was related to S and the minimum size was related to LF. Range of particle size is presented in Fig. 2b with an indicated median size of each particle. The median sizes of particles from the maximum to minimum are equal to 0.65 mm, 0.28 mm, 0.17 mm, and 0.016 mm for the S, SF, OPC, and LF, respectively.

Particle size: (a) powder and aggregates used in ultra-high performance self-compacting mortar, (b) size distribution and median particle size of ingredients
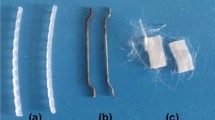
The RSF utilised in this research project has been extracted from the end-life of tires using the shredding technique. The proposed fibres (Fig. 3a) were generally characterized by significant variation in length and diameter (Fig. 3b) and had irregular tortuous shapes. Statistical analysis has been utilised for the physical characterization of the fibres, based on [8, 29]. Consequently, one hundred seventy samples were selected randomly from a bunch of fibres and statistical analysis was made. An electronic caliper having a precision of 0.01 mm was employed for measuring the distance between the outer ends for the length (Fig. 3c) and obtaining the average values of the fibre thickness at two ends and center length for diameter characterization (Fig. 3d).

Recycled steel fibre geometrical characterization: (a) general view, (b) length and diameter variation, (c) length measurement, (d) thickness measurement
In the statistical analysis, different ranges for the length and diameter were obtained and the number of fibres in each range were counted and included in terms of fibre percentage. The results are presented in Fig. 4. From Fig. 4a and Fig. 4b, it can be seen that the fibre diameter and length were varied between 0.06 mm to 1.6 mm and 5 mm to 35 mm, respectively.

Recycled steel fibre statistical analysis: (a) fibre diameter, (b) fibre length
Three batches of mixtures were designed and each mix composition is presented in Table 2. In this research, a part of reference mortar without the addition of RSF, 1% and 3% volume friction of fibre was selected to reinforce the matrix of mortar. Previously in the case of reinforced concrete with RSF, it was demonstrated that the 1% of fibre is insufficient and 3% content of fibre can increase the post-cracking behaviour of concrete [30, 31].
3 Experimental program
3.1 Mixing procedure and specimens casting
The procedure for mixing UHPC requires scrupulous attention. Accordingly, the mixing procedure must be followed with strict attention and time, to achieve a constituent performance since the liquefaction time, workability, and strength of the mixture are linked together [32, 33].
All mixtures were prepared in batches of 2.0 L volume, using a mixture in accordance with EN 196–1. The rotation speed of the mixer was always constant and set to be equal to 140 rpm. Some trial and error procedures were used to obtain the optimum mixing procedure sequence’s and time considering the flowability and final mechanical performance of the developed mortar after hardening. Mixing procedure in this study can be divided into 5 specific stages which are depicted in Fig. 5. In stage 1, all ingredients except sand and RSF were added together in the mixer and mixed in a dry manner. Since the constituents for preparing UHPSCM were so fine, the optimum time was obtained to be 5 min in this stage to overcome the electrostatic and friction forces between the materials to achieve some homogeneous mortar without any agglomeration [28]. Procedures for adding SP and water to the dry mix were noticed and have a major influence on the final past. Based on this fact, initially half of the required SP was mixed carefully with half of the water and then was slowly poured on dry mixed material in stage 2 for 2 min. Step-wise adding the liquid resulted in increasing flowability and preventing the agglomeration of particles [34]. At the end of this stage, the mixing process was stopped and the adhering materials were scraped from the bowel. In stage 4, the mixing was continued for 30 s. The rest of the superplasticizer was mixed with the rest of the water and this content was poured for 2 min to mix components. During this stage, it was observed that the mixture was changing to be flowable. The time required for a mixture to become flowable, known as liquefaction time [35] was measured between 3 min and 5 min. Before adding the fibres, the sand was added to the previously prepared mixture for 2 min. It was observed that the liquidity of mortar was decreased in this stage due to the higher diameter and irregular shape of sand which caused more friction between the materials. In stage 4, RSF was weighed and put in the steel pan. For avoiding any balling effects, the fibres were discrete manually in the pan for the ease of adding to the mixture. This fibre was gradually and carefully added to the mixing for 2 min since fibre addition has a major impact on fibre distribution. After all, the total mixing was continued for an additional 2 min in stage 5 to ensure that all fibres were well dispersed.

Different stages for mixing ultra-high performance mortar: (a) stage 1, (b) stage 2, (c) stage 3, (d) stage 4, (e) stage5
The prepared mortar mix was directly transferred into plastic prismatic molds dimensioned by 40 mm × 40 mm × 160 mm. Since the main goal of this research was to develop a self-compacting mortar, casting procedure had been made without any vibration to allow the mortar spread inside the mold based on its gravity. After that, the mortar was consolidated and covered with plastic sheets to avoid any moisture loss. The specimens were demolded after 24 h and placed inside a curing tank at a water temperature of 20 ± 2 °C for the age of testing.
3.2 Fresh phase evaluating
For evaluating the flowability of the UHPSCM based on EFNARC [36], the slump flow test was conducted using a mini-slump cone with a base diameter of 100 mm, a top diameter of 70 mm and height of 60 mm. Accordingly, the cone stabilised on a flat leveled platform was filled with mortar. Thereafter, the slump cone was lifted upward (Fig. 6a). After stopping the mortar flowing, two perpendicular diameters of \(d_{1}\) a and \(d_{2}\) were measured (Fig. 6b, c). The relative slump flow [37] was determined based on those diameter mean values using Eq. (1):
where \(\xi\) is the relative slump flow, \(d_{1}\) and \(d_{2}\) a are two perpendicular slump flow diameters in mm, \(d_{0}\) is the mini-cone base diameter (100 mm).

Fresh mortar testing: (a) flowability test, (b and c) perpendicular diameter
The proposed guideline of ASTM C138 [38] was followed for measuring the fresh density of developed mortars. For this purpose, the fresh mortar was filled into a cylinder. The volume and mass were obtained after the stabilisation of mortar inside the cylinder. To investigate the effects of adding RSF for reinforcing mortar with increasing density Eq. (2) was proposed as:
where \(\eta\) is the relative density changing of mortar, \(\rho\) is the density of mortar with fibres, \(\rho_{0}\) is the density of mortar without fibres.
3.3 Hardened phase
3.3.1 Ultrasonic pulse velocity testing
To assess the quality of UHPSCM and to interpret the effect of RSF on cement matrix homogeneity, a nondestructive Ultrasonic Pulse Velocity (UPV) has been performed. The test setup for measuring UPV values is presented in Fig. 7. In this test, two transducers were employed while one of them produced pulses and the other was for receiving pulses. Three tests per each specimen by rotating 90º clockwise along the width of the samples were performed. The pulse velocity was calculated using Eq. (3).
where \(L\) is the distance between two transducers which is equal to 160 mm, \(T\) is the measured time of wave pulse transmission from point “A” to point “B”.

Ultrasonic pulse velocity testing
3.3.2 Compression test
To investigate the compressive strength of the developed UHPSCM, half of the tested specimens at the ages of 7 and 28 days after performing flexural tests were subjected to uniaxial compression tests following the standard ASTM C349-08 [39]. The compressive strength tests were performed in the electromagnetic universal testing machine (Tecnotest KI 300) with a load cell capacity of 300 kN. Force control was applied to the specimens with a constant rate of 0.50 N/mm2/s. The specimens were placed between two square steel plates with the dimension of 40 mm × 40 mm while the bottom steel plate was fixed and the upper steel plate was moved for applying the load (Fig. 8a). Average of three replicate specimens results were calculated to measure the compressive strength.

Hardened testing: (a) compressive strength test, (b) flexural strength test
3.3.3 Unnotched three-point bending test
Flexural behaviour of the developed mortars was evaluated under three-point bending test (TPBT) following the standard ASTM C78 [40]. To achieve this goal, the prismatic beams with the dimension of 40 mm × 40 mm × 160 mm were tested at the age of 7 days and 28 days. The flexural tests were performed in an electromagnetic universal testing machine (Tecnotest KI 300) with a load cell capacity of 300 kN. The test setup is depicted in Fig. 8b. Force control was applied to the specimens with a constant rate of 0.12 N/mm2/s. The load was applied in the middle of span and the supporters were distanced by a value of 100 mm. Flexural strength of the tested beams was obtained using Eq. (4):
where \(F\) is the maximum applied load, \(L\) is the span length equal to 100 mm, \(b\) is the width (40 mm), and \(h\) is the height (40 mm) of beam.
3.3.4 Notched three-point bending test
To investigate the effects of RSF in increasing flexural behaviour and post-cracking responses of the developed mortar, TPBT was conducted on the prismatic specimens at the age of 28 days according to the proposed recommendation by RILEM [41]. The specimens, dimensioned by 40 mm × 40 mm × 160 mm, were notched in regard to prevent the occurrence of multi-cracking. For this reason, a day before testing, at the middle part of one side of specimens, a rectangular notch was sawn employing a diamond grinding wheel. The notches had 2 mm width and 10 mm deep.
The flexural tests were performed using a universal testing machine Zwick 1456 with accuracy class 0.5/1 and HBM QuantumX MX840 acquisition system incorporated in the TestExpert III control system. The flexural load was recorded using a load cell with a capacity of 20 kN. The load was disposed of in the middle of the specimen using a rigid semi-cylinder with a constant displacement of 0.5 mm/min. The specimens were supported by two rigid semi-cylinders spaced 120 mm and the whole system was fixed to a steel rigid profile for eliminating deformation during the loading. The schematic view of the test setup is presented in Fig. 9.

Notched beam TPBT: (a) schematic figure, (b) test setup. (1: magnet for LVDT supporting, 2: LVDT for measuring vertical deflection, 3: LVDT for measuring CMOD, 4 and 5: aluminum frame, 6:rigid steel frame, 7: specimens, 8: rigid semi-cylinder for applying the load, 9: load cell)
The specimens were instrumented using two Linear Variable Displacement Transformers (LVDT) HBM WA10 with a 10 mm stroke. One of these LVDTs was installed vertically using a magnet and an aluminum plate for measuring vertical deflection, while the other one was installed horizontally for measuring Crack Mouth Opening Displacement (CMOD).
4 Experimental results and discussions
4.1 Fresh phase
The relative slump flow vs. RSF volume friction is figured in Fig. 10a. Inspection of this figure showed that the addition of RSF resulted in decreasing workability of fresh mortar and consequently the relative slump flow was decreased. In the case of UHPSCM without using any RSF, the relative slump flow was obtained by a value of 9.56 (slump flow was 325 mm). The relative slump flow in the case of 1% and 3% of fibre was decreased by 2.94% and 22.16% compared to the mortar without any fibre. The lowest workability was related to the mortar with 3% fibre (UHPSCM-R3). However, in this case, the average flow diameter was 290 mm, which satisfies the requirement proposed in EFNARC [36] for self-compactibility criteria.

Fresh properties of developed mortars: (a) relative slump flow vs. RSF content, (b) relative density vs. RSF content
Linear relation between the dosage of fibres and relative slump flow was demonstrated previously [42]. However, the effects of fibre on workability mainly depend on the shape of fibre, fibres stiffness, and deformability [43]. Inspection of Fig. 10a presented that, in the case of using RSF, the polynomial fitting showed better agreement than the linear one. This was attributed to the shape and stiffness of RSF. When the amount of fibre increased, the cohesive forces between RSF fibres and matrix increased which consequently resulted in decreasing the workability of mortar.
The influence of additional RSF on the density of the developed mortar is presented in Fig. 10b. In the case of mortar without any RSF, the density was obtained by a value of 2355 kg/m3. Adding 1% and 3% of RSF steel fibre led to increasing the relative density of mortar by the values of 13.00% and 13.80%, respectively, compared to the mortar without any RSF fibres. Two fitting models were proposed as linear and polynomial. It can be seen that the polynomial fitting equation can successfully predicate the density variations compared to the linear one with R2 = 0.62.
4.2 Hardened phase
4.2.1 Ultrasonic pulse velocity
The influence of adding RSF on the UPV of the developed mixes is presented in Fig. 11a. In the previous section, it was demonstrated that the addition of steel fibre to the mortar resulted in an increasing density of mortars compared to the mortar without any fibre. Based on the wave theory, the increasing density has a direct relation with increasing wave velocity in the material. However, an inspection of the relationship between RSF content and velocity in Fig. 11b showed that the addition of RSF to the mortar resulted in decreasing wave velocity. This can be justified by the fact that the introduction of RSF fibres to the cement paste leads to an increase in the air voids and reduces the level of compactions between UHPSCM components. Therefore, a higher reduction of UPV can be expected with higher inclusion of fibre. It can be seen that adding 1% and 3% of RSF fibres resulted in decreasing UPV by the percentages of 1.70 and 1.90, respectively.

Ultrasonic pulse velocity results: (a) velocity vs. RSF content, (b) average velocity vs. RSF content relation
4.2.2 Compressive strength
Compressive strength of the developed mortars at the ages of 7 days and 28 days of curing is presented in Fig. 12a. Inspection of this figure showed that the addition of RSF fibres had an effective influence in increasing the compressive strength at both ages. It is in accordance with the previous outstanding using hooked steel fibres [43,44,45]. However, in the case of RSF for HPFRC, there was no clear information regarding the improvement of compressive strength since some of the authors indicated that the RSF had a negative effect on the compressive strength [46] while others reported that the compressive strength could be increased using RSF [8]. In this research, the beneficial effects of employing RSF for developing the compressive strength of mortars were witnessed even at the small fibre of 1%. At the age of 7 days and 28 days, in the case of unreinforced mortar, the compressive strengths were obtained by the values of 96 MPa, and 116 MPa, respectively. Proposing 1% and 3% of RSF resulted in the increase of compressive strength by the values of 114 MPa and 120 MPa, respectively, for 7 days specimens and 139 MPa and 150 MPa for 28 days specimens. The enhancement of compressive strength by adding fibres has a direct relation with bridging cracks and arresting crack propagation.

Hardened properties of the developed mortars in 7 days and 28 days: (a) compressive strength, (b) un-notched flexural strength
For further understanding of the influence of RSF in enhancing compressive strength, Eq. (5) was proposed as:
where \(K_{com}\) (%) is the percentage improvement of compressive strength, \(\sigma_{{c}_{i}}\) is the compressive strength of UHPSCM with “\(i\)"volume friction of fibre, and \(\sigma_{c0}\) is the compressive strength of UHPSCM without any fibre.
4.2.3 Flexural strength
4.2.3.1 Unnotched specimens
The flexural responses in the case of unnotched specimens under TPBT are presented in Fig. 12b. It should be mentioned that the results were obtained based on the average of three tested specimens in each series. Inspection of the results revealed that the influence of RSF in increasing the flexural strength of the tested beam was mainly related to the age of curing and the amount of fibres. A gradual increase of 1.35% and 3.14% in the maximum flexural strength at the age of 7 days, and 28 days respectively, were noticed with 1% of fibres. Regarding the specimens with 3% of RSF, it was observed that the maximum flexural strength at the ages of 7 days and 28 days was increased by the values of 7.64% and 8.59%, respectively.
Similar to the compressive strength improvement, Eq. (6) was proposed to understand the effects of RSF in increasing the flexural strength of un-notched specimens under TPBT as:
where \(K_{fle}\)(%) is the percentage improvement of flexural strength, \({\sigma_{{f}_{i}}}\) is the compressive strength of UHPSCM with “\(i\)" volume friction of fibre, and \(\sigma_{f0}\) is the flexural strength of UHPSCM without any fibre.
The compressive strength and flexural strength improvements of the developed mortars based on the RSF volume friction are indicated in Fig. 13a, b, respectively. Inspection of Fig. 13a revealed that RSF inclusion had a significant improvement in the compressive strength of mortars. It can be seen that in the case of adding 1% and 3% of fibre compressive strength, 18%, and 24% for 7 days curing mortar and 16%, and 22% for 28 days mortar improved, respectively. Polynomial increase tendency of the compressive strength improvement was noticed. However, previously it had been presented that a linear improvement tendency existed when short straight steel fibres are used [42]. Similar results in the case of flexural strength improvement were noticed according to Fig. 13b. It was noticed that 1% and 3% inclusion of RSF resulted in increasing flexural strength of 1%, and 2.5% for 7 days mortars and 7% and 8% for the 28 days mortar, respectively.

Compressive and flexural strength improvement: (a) compressive strength, (b) flexural strength
4.2.4 Notched specimens
The load–deflection behaviours of all notched beams under TPBT are presented in Fig. 14a–c. Inspection of this figure presented three different behaviours mainly depending on the amount of RSF inclusion. In the case of 0% of RSF, the load linearly increased with the deflection and at the maximum load of 1.80 kN with 0.03 mm vertical deflection an abrupt failure occurred. In the case of 1% of RSF (UHPSCM-R1), the load was increased linearly with deflection until a maximum load of 1.83 kN with a deflection of 0.015 mm. At this stage, a sudden reduction of stiffness by a value of 46% occurred due to the initiation of the crack observed with the necked eyes. However, due to the presence of RSF, the specimens with fibre bridging action withstand higher load and present some hardening behaviour with the load increasing to 1 kN. After this point, the softening behaviour was noticed and the specimen’s load carrying capacity was decreased with increasing deflection. It was concluded that similar to the previous findings for straight hooked fibres, using 1% of RSF is insufficient for increasing the flexural capacity of beams and only able to change the brittle failure to the smooth one. In the case of UHPSCM-R3, due to the higher amount of fibres, load increased linearly with negligible deflection. In this elastic stage, the cementitious matrix transforms the load to the fibre through the interfacial adhesion force. At the load of around 4.5 kN, micro cracks appeared in the tested beams. Presence of fibres resulted in the arresting of those microcracks to propagate along the tested specimen and hardening behaviour was observed. In this stage, the specimens withstand higher load and deflection with values of 5.65 kN, and 0.25 mm, respectively. At the end of this stage, the fibre at the crack cannot sustain a higher load and pulling off the RSF from the cement paste matrix starts to occur. This phenomenon happened with some noise and removing some parts of the matrix on the testing platform. Increasing the load resulted in the preparation of the softening behaviour with increasing deflection.

Load-middle span deflection of UHPSCM: (a) UHPSCM-R0, (b)UHPSCM-R1, (c) UHPSCM-R3, (d) whole mortars
The average values for the load vertical deflection in all tested specimens are included in Fig. 14d for comparison reasons. Inspection of this figure showed that the initial stiffness of the tested specimens does not depend on the fibre content. While the maximum load, ductility and post-peak behaviour were significantly changed with the amount of fibres, what is comprehensively discussed in the continuous.
Two important parameters for evaluating the flexural performance of the developed mortar, namely, flexural strength (\(f_{fct,l}\)) and bending modulus of elasticity (\(E_{b}\)), were calculated using the available results of the experimental tests as presented in Fig. 14d. Those parameters were obtained based on the approach recommended by BS EN390-5 [47] using Eqs. (7 and 8) by considering the maximum load from load–deflection experimental results as:
where \(P_{\max }\) is the maximum recorded load, \(L\) is the span length between two located supports equal to 120 mm, \(b\) is the width of specimens equal to 40 mm, \(h_{sp}\) is the height of specimen from the notch to the top surface equal to 30 mm, \(\frac{P}{\delta }\) is the slope of the load–deflection curves from 30 to 90% of the ultimate load, \(I\) is the moment of inertia of full section area.
Relationships between flexural strength vs. RSF content and bending modulus vs. RSF content are presented in Fig. 15a, b, respectively. Inspection of Fig. 15a shows that the influence of RSF in increasing the flexural strength of the tested beam with only 1% of RSF is negligible. It can be concluded herein that using 1% of RSF for reinforcing UHPSCM can improve the brittle behaviour due to ductile failure while being not affected by the flexural strength of specimens. In contrast, in the case of 3% of RSF, a significant improvement in the flexural strength with an increase of 177% compared to 0% of RSF was noticed. Two kinds of fitting approaches were used to estimate the ultimate flexural capacity. Previously it has been demonstrated with sorted RSF proposition of the linear fitting approach resulting in a precise prediction of flexural strength with R2 > 0.93 [26]. However, in this research, the linear fitting approach presented lower precision with R2 = 0.89. Accordingly, it was noticed that the polynomial fitting can be able to noticeably predict the behaviour of developed mortars.

Flexural strength and bending modulus relationship with RSF content: (a) flexural strength vs. RSF content, (b) bending modulus vs. RSF content
In the past, the elastic modulus of UHPC was studied effectively using compressive tests. In contrast to elastic modulus which was obtained frequently using compressive testing [48], bending modulus was not widely studied in the literature. Relationship between bending modulus and RSF content is presented in Fig. 15b. It can be seen that the bending modulus was increased linearly with increasing content of fibres from 7.5 GPa to 73.3 GPa for 0% and 3% of RSF contents, respectively. Linear correlation was proposed with high precision of prediction with R2 = 0.99.
Another aim of performing TPBT in notched specimens is to evaluate the residual flexural strength of a material. To do this, four different residual flexural strengths indicated by fRi were proposed by different codes. These residual flexural strengths can be calculated using the results of CMOD at specific points. As an example, RILEM [49] measured fRi at CMODs of 0.5 mm (CMOD1), 1.5 mm (CMOD2), 2.5 mm (CMOD3), 3.5 mm (CMOD4) for obtaining fR1 to fR4, respectively. In a similar way, Model Code 2010 [50] proposed fR1 to fR3 to be measured at CMODs of 0.5 mm, 1.5 mm and 2.5 mm, respectively. It is worth mentioning that the proposed codes are valid for standard prismatic specimens with dimensions of 150 mm × 150 mm × 50 mm. In this research, the tested specimens were scaled down with a factor of 26.6%. Accordingly, the proposed CMODs were modified using this scale factor and were proposed by 0.133 mm (CMOD1), 0.399 mm (CMOD2), 0.665 mm (CMOD3) and 0.931 mm (CMOD4). The result for the flexural strength vs. CMOD are presented in Fig. 16.

Flexural strength vs. CMOD: (a) UHPSCM-R0, (b) UHPSCM-R1, (c) UHPSCM-R3
Inspection of Fig. 16c showed that, based on RILEM, considering fR1 at CMOD = 0.13 mm is not logical for measuring the residual flexural strength of this developed mortar [26], since ffct,l with the value of 13.96 MPa is greater than fR1 with the value of 11.50 MPa. In a similar case, the residual flexural strengths for the ultimate limit design proposed by RILEM as fR4 at CMOD = 0.93 mm and by Model Code as fR3 at CMOD = 0.66 mm are much lower than the ultimate flexural strength of the proposed mortars due to the high flexural capacity and resistance of the mortar during crack propagations. This lest it sustain a higher load and consequently higher CMOD. Based on and this fact, the following approach has been used in this study to evaluate post-peak behaviour of the developed mortar:
(i) flexural strength at the Limit of Proportionality (fLOP) which was obtained at CMOD = 0.05 mm (scaled-down to be 0.01 mm) based on the recommendation by RILEM and Model Code,
(ii) two residual flexural strengths of ULS, namely, fR-I and fR-II were obtained using multiplies of CMOD at Service Limit State (SLS) determined using Eq. (9). It is worth mentioning that RILEM and Model Code proposed 0.5 mm for CMODSLS, which is this study scaled down to be 0.13 mm.
where \(f_{R - i}\) is the residual flexural strength at ULS, \(P_{i}\) is the corresponding load at 5.5 CMODSLS and 10.5 CMODSLS in the case of \(f_{R - I}\) and \(f_{R - II}\) respectively,
(iii) two equivalent flexural strengths of \(f_{eq,2}\) and \(f_{eq,3}\) according to Fig. 17 for assessing energy absorption capacity of the developed mortar using Eqs. (10) and (11) as:

Corresponding area for the calculation of energy absorption
As can be seen in Fig. 17, different distinct areas were specified. The one identified \(D_{BZ}^{b}\) is related to the energy absorption of mortar matrix without RSF contribution. Where \(D_{BZ,2,I}^{F}\), \(D_{BZ,2,II}^{f}\), \(D_{BZ,3,I}^{F}\) and \(D_{BZ,3,II}^{f}\) are the contributions of RSF to the energy absorption capacity [51].
The graphical representation of the fLOP and two residual flexural strengths (fR-I and fR-II) is presented in Fig. 18a. Inspection of this figure revealed that, as was expected in the case of unreinforced mortar (UHPSM-R0) after initiation of the microcracks and changing immediately to the macrocracks the residual flexural strengths were not existing. In the case of 1% of utilised RSF (UHPSCM-R1), the deflection hardening phase was not developed, while at the level of post-peak specimens retained the maximum flexural tensile strength up to the ultimate crack width recorded in the tests. Better performance was observed in the case of UHPSCM-R3, indicating the ability of the RSF fibre and an adequate number of fibres in the fibre bridging mechanism across the crack surface of the created microcracks. Relationship between the two residual flexural tensile strengths is depicted in Fig. 18b. Linear relationship was observed with a really high prediction of R2 = 0.99.

Residual flexural strength of mortar: (a) flexural strength vs. CMOD, (b) relationship between residual flexural strengths, (c) RSF content vs. fR-I and fR-II, (d) ffct,l vs.fR-I and fR-II
To interpret the effects of RSF number on post-cracking behaviour of the developed mortars, Fig. 18c was proposed. Inspection of this figure showed that increasing RSF volume friction leads to higher residual flexural tensile strength parameters. This implies that RSF presented a better performance in the mix containing a higher dosage of fibre. Linear fitting approach with a relatively high precision of R2 ≥ 0.94 was obtained.
One of the necessities in designing structures under bending loads with some materials such as the developed ones in this research is to use some charts and equations to estimate the flexural response of structures in a shorter time and economic ways. Based on this, Fig. 18d was presented using a linear fitting approach with high precision of prediction. It can be seen that employing this figure and Fig. 15a can have possibilities for higher prediction of structures under bending loading.
To interpret the behaviour of two equivalent flexural strengths in different developed mortars, Fig. 19 was presented. It can be seen that a precise linear trend was obtained with high precision of R2 = 0.99, which was in agreement with the previous research [5]. Based on the recommendation provided by RILEM [49], designing structural members under bending load with steel fibre serviceability state can be evaluated using the equivalent flexural strength of feq,2 and residual flexural strength of fR-I. Meanwhile, feq,3 and fR-II are the two proposed parameters for evaluating the ultimate limit state of the structure. Based on this fact, Fig. 19b, c were proposed. In both cases, linear trending between corresponding parameters emerged with high precision of estimation.

Relationship between different parameters of the developed mortar: (a) feq2 and feq3, (b) feq2 and fR-I, and (c) feq3 and fR-II
Some similarity was noticed compared with the case of load–deflection and load-CMOD in Figs. 14 and 16, respectively. This indicates that there might be an existing relationship between deflection and CMOD. Accordingly, Fig. 20 was proposed to investigate the behaviour and relationship between deflection and CMOD. Inspection of this figure showed that in both cases of specimens with 1% and 3% of RSF within the linear elastic portion, the CMOD-deflection was almost linear. Some increase in the slope of CMOD-deflection curve was noticed which can be justified by the propagation of microcracks along and starting to imitate macrocracks on the surface of specimens which gives some nonlinearity due to the loss of stiffness of specimens during the loading. This phenomenon was more propounded in the case of specimens with higher amounts of fibres.

CMOD-deflection: (a) UHPSCM-R1, (b) UHPSCM-R3
There is an existing adaptation for estimating the relationship between CMOD and deflection in the literature such as the one proposed by BS EN 14,651:2005 [47] as:
In the other approach, RILEM TC 162 [49] utilised rigid body kinematics for proposing a relationship between CMOD and deflection as indicated by Eq. 13:
A comparison between CMOD and deflection for the tested specimens was performed using Eqs. (12) and (13) presented in Fig. 20. It was noticed that both models overestimate the CMOD-deflection gradient compared to the experimental recorded data. This was in agreement with previous research findings in the literature [26, 52] which was justified by the high strain hardening behaviour of UHPC which led to presenting higher stiffness of this material compared to the Fibre Reinforced Concrete (FRC). According to this research, the proposed Eq. (13) by RILEM was modified to obtain accurate values of prediction based on the performed experimental data using Eq. (14) as:
A comparison between the proposed Eq. (12) in this study along the experimental ones in both cases of RSF volume friction is displayed in Fig. 20. Inspection of this figure showed an acceptable ability of this equation for predicting material behaviour during the loading. This can be useful in predicting the crack width and deflection of the structure at the ULS designing stage. Consequently, predicting the width of the crack of the structure helps structure designers for controlling the load carrying capacity which leads to an increase in the durability of the structure in aggressive environmental conditions.
5 Failure modes
From the experimental part of tests, it was observed that the presence of RSF has a significant influence on the failure mechanisms of specimens under flexural and compressive loading which will be discussed in this section.
5.1 Compressive failure mechanism
The compressive failure mechanisms for the developed mixtures are presented in Fig. 21. For the compressive behaviour of the developed mortars, it was observed that the addition of RSF appears to have a significant behaviour in the failure mechanism. In the case of unreinforced mixes, increasing the load resulted in sustaining more load on the specimens. After the peak strength, when the lateral deformation exceeds its tensile capacity, the specimens due to degradation of total strength, failed in an explosive manner. Inspection of the failed specimens revealed that the failure was inclined starting from the bottom side to the top side of the specimens with 45º (Fig. 21a). Due to the high stiffness of UHPSCM, high safety prediction was recommended by the authors during the experimental test.

Compressive failure mechanism: (a) unreinforced mix, (b) reinforced mix
In contrast, in the case of reinforced mixes using RSF, the compressive failure mode was different. It was observed that the coherence interaction between RSF and cementeious matrix contributed to the ductile compressive failure. Visual inspections were utilised to understand the behaviour of the specimens during testing. It was noticed that some cracks occurred during testing, while the load was increasing. This stage can be designated as a strain hardening part of the failure. At the maximum loading, it was noticed that the created microcracks propagated along to the specimens and some parts of the specimens started to detach from specimens. This part of the loading when macrocracks started to create is designated as the softening part. By increasing the load, the specimen can not sustain a higher load and start to lose total strength and stiffness (Fig. 21b).
5.2 Flexural failure
The schematic failure mechanism for the tested specimens under TPBT is depicted in Fig. 22 for the unreinforced mix (Fig. 22a) and reinforced mix (Fig. 22b). When the tensile strength of the unreinforced mixes reached the ultimate tensile strength of the material, macrocracks in the lower bottom of the tested specimens formed and immediately propagated to the loading center. Accordingly, a sudden failure occurred and the specimen was divided into two parts.

Schematic failure of tested specimens under TPBT: (a) specimens without fibre, (b) specimens reinforced with fibre
Adding RSF to the mixes changes the behaviour of the tested specimens and consequently the failure mechanism. When the tensile strength of the mixes reached the ultimate load, the microcracks occurred in the lower bottom surface of the tested beams. At this stage, the RSF were activated and tensile strength was transferred to the RSF, which consequently prevented the occurrence of macrocracks. The flexural failure modes of tested specimens are depicted in Fig. 23 including fibre bridging action fracture surfaces. It was observed that the RSF were distributed uniformly in the cement paste matrix and the fibre bridging action can effectively enhance the mechanical performance of specimens regarding arrest microcracks, which consequently allowed the specimens to sustain more load after failure.

Flexural failure modes: (a) unreinforced mortar, (b) reinforced mortar, (c) reinforced notched mortar, (d) RSF birding action, (e) UHPFRC-R1 fracture surface, (f) UHPFRC-R3 fracture surface
6 Numerical simulations
6.1 Models descriptions
6.1.1 Ultra-high performance constitutive model
The damage plasticity model was used for this research and was coupled with a fictitious crack model based on a plasticity-based continuum damage model. This model initially was proposed to simulate the inelastic tensile and compressive behaviour of concrete. In this model, for the internal variables, the isotropic damage parameter was considered by combining the elasto-plastic behaviour of concrete under tensile and compressive stresses. The CDP model assumes that the cracking initiates at points where the maximum principal strain is positive and the plastic strain is greater than zero [53]. In this model, during the tensile loading, the concrete micro cracks can be captured using a softening stress–strain relation. On the other hand, the plastic response of concrete under compression is presentable using strain-hardening followed by strain-softening behaviour [54]. In the CDP model, the Ducker-Prager model for presenting the failure of the concrete yield function was proposed. The proposed yield function forms a surface in the effective stress space and is able to represent the failure criteria. The parameters for introducing CDP which were used in this research are tabulated in Table 3.
6.1.2 Compressive test
For simulating UHPFRC under compressive loading, the tested specimen with the dimension of 80 mm (length) × 40 mm (width) and 40 mm (thickness) was defined. The UHPFRC was modeled with the element C3D8R. The element had eight nodes with three degrees of freedom and with translation in the x, y, z dimensions at each node. Moreover the element had reduced integration solidity which can be useful for linear analysis as well as complex nonlinear analysis involving contact, plasticity and large deformation. Relatively fine mesh with a nominal dimension of 1 mm was used for meshing UHPFRC specimens.
Loading and boundary conditions were defined to be similar to the experimentally tested specimens. For this purpose and more specifically to prevent the deformation of steel plates during loading and having very stiff components, two rigid elements were employed for loading and supporting the specimen. The plate’s dimensions were 40 mm (width) × 40 mm (length) × 10 mm (thickness). For each rigid plate, a reference point was defined as RPT for the upper plate and (RP)B for the lower plate. For defining the boundary conditions in the RPB, all displacement degrees of freedom were fixed (\(U_{x} = 0,\, \, U_{y} = 0, \, U_{z} = 0\)) and all rotation degrees of freedom were fixed (\(R_{x} = 0, \, R_{y} = 0, \, R_{z} = 0\)). For the loading, a displacement approach was used. Accordingly, in the RPT, the displacement degrees of freedom in the \(x,z\) range were fixed (\(U_{x} = 0, \, U_{z} = 0\)) and all rotation degrees of freedom were fixed (\(R_{x} = 0, \, R_{y} = 0, \, R_{z} = 0\)). The described geometry, mesh, boundary conditions, and loading condition are depicted in Fig. 24.

UHPSCM compressive simulation: (a) meshing, boundary and loading conditions
The interaction between the cylinder and steel plates was defined using contact elements. Contact property was defined using tangential behaviour and a friction coefficient of 0.15. For the normal direction, “Hard” contact was used.
For introducing the compressive behaviour of UHPSCM with the ABAQUS software, different parameters were considered. One of those parameters is the elastic modulus, which plays a critical role in designing and analyzing the behaviour of materials under compressive loading. In the literature, there are existing different models which are proposed for evaluating this parameter and some are indicated in Table 4. Among all proposed equations, the one which was proposed by Ma et al. [55] has been employed in this study.
Another important factor for introducing compressive properties of the developed mortars to the ABAQUS is the peak strain. The proposed peak strain was assessed in the literature by different authors and codes. Summary of them is presented in Table 5. In this study, the equation proposed by Graybeal [59] was employed for assessing the maximum peak strain.
Various empirical models are available in the literature for predicting stress–strain curve of the tested specimens under compressive loading. Normally, these models were defined based on empirical equations for predicting precisely the stress–strain relationship. Various functions such as polynomial, exponential, trigonometric, and rational were used [63,64,65]. In this study, the model which was previously proposed by Wu et al. [63] has been utilised for describing the shape of stress–strain curve for the developed mortar under compressive loading utilizing elastic modulus and peak strain as:
where \(f_{c}\) and \(\varepsilon_{c}\) are the peak stress and parameter for describing the stress–strain curve, respectively.
The cracking, strain and damage parameters were defined using Eqs. 17, 18, respectively:
where \(\varepsilon_{c}^{ck}\) is the compressive cracking strain, \(\varepsilon_{c}\) and \(\sigma_{c}\) are the tensile strain and corresponding compressive stress, respectively, \(E_{0}\) is the initial elastic modulus, \(d_{c}\) is the concrete damage parameter in compression, and \(\sigma_{cu}\) is the ultimate compressive strength.
For the element deleted approach in the case of specimens under compressive loading, the following consideration was taken into account:
where \(\left( {\varepsilon_{c}^{in} } \right)_{f}\) is the identical cracking strain corresponding to the ultimate compressive stress.
6.1.3 Flexural test
As it was indicated in the aforementioned sections, one of the main advantages of performing flexural tests on unnotched specimens is extracting the tensile properties of the tested materials due to some advantages compared to the direct tensile test. Based on this fact, this part of the study was allocated to simulate notched specimens under flexural loading to assess the tensile characterization of the developed mortars. To achieve that goal, a 3D solid element with a cross-section of 400 mm × 400 mm, and a length of 160 mm was defined. A notched was imposed on the geometry with the dimension of 2 mm × 10 mm × 40 mm on the lower face of the specimen. To follow the same strategy as the ones which were performed in the experimental program, specific loading and boundary conditions were defined in a similar way to the experimental approach. Based on this fact, three rigid cylinder elements with a diameter of 10 mm and a length of 40 mm were defined to impose the loading and boundary conditions, which will be efficient in neglecting the deformation of these elements during the loading. Two of these three rigid rollers were placed below the specimens apart 10 mm from the end of the specimen and center-to-center of 140 mm. The other steel roller was placed on the top surface of the specimen at the middle length of the specimen to achieve a clear shear span of 70 mm. A linear hexahedral brick element with reduced integration and hourglass control (C3D8R) was used to model the beams in this study with the capability of high convergence and to reduce the computation time. Refine mesh seems to be essential to introduce near the notch to allow properly the propagation of cracks during the loading. Accordingly, the mesh was refined to the maximum size of 1 mm aside from the notch and was increased to a maximum of 3 mm for reducing the time of analysis along with the supports. Schematic view is depicted in Fig. 25a.

FEM of the notched beam under TPBT: (a) meshing, (b) boundary and loading conditions
For each proposed steel rigid cylinder, a reference point (RP) was allocated. In the supporting system, all displacement degrees of freedom (\(U_{x} = 0, \, U_{y} = 0, \, U_{z} = 0\)) and all rotation degrees of freedom (\(R_{x} = 0, \, R_{y} = 0, \, R_{z} = 0\)) were fixed. In the continuous, a uniform displacement was imposed at the RP at the top cylinder in the direction along the height of specimens. Loading and supporting systems were detailed in Fig. 25b. Contact element was used for defining the interaction between the cylinder and the tested specimen by defining the tangential behaviour and friction coefficient of 0.15 and using “Hard” contact in the normal direction.
To introduce the material properties of UHPSCM under tensile loading based on the TPBT, an approximate method has been employed to predict the material behaviour. Accordingly, the stress-cracking-strain relation was used to model the softening behaviour of materials using a multilinear curve. This approximation was utilised in ABAQUS software by a numerical iterative procedure and assuming a softening curve. For performing inverse analysis the following algorithm was used, based on the load–deflection and load-CMOD output from FEM, and compared the accuracy with the experimental ones as presented in Fig. 26.

Algorithm for inverse analysis
6.2 FEM results
6.2.1 Compressive test
The maximum compressive strength was obtained from FEM simulation in the case of UHPSCM-R0, UHPSCM-R1, and UHPSCM-R3 with the values of 110 MPa, 135 MPa and 158 MPa, respectively. In the case of the experimental program, the proposed developed mortars presented the maximum compressive strength of 116 MPa, 120 MPa, and 150 MPa. It can be seen that the proposed models and methodology for simulating compressive behaviour can be able to capture precisely the maximum compressive stress of the mortars.
The crack propagation and final failure pattern obtained from FEM simulation for unreinforced mortar (UHPSCM-R0) and reinforced mortar (UHPSCM-R3) under compressive loading are presented in Fig. 27a, b, respectively. Additionally, the final observed failure in both cases of UHPSCM-R0 and UHPSCMR3 are shown in Fig. 27c, d, respectively. It was observed that in the case of unreinforced mortar, the crack initiated at the corner of the specimens subjected to high compressive stress concentrations. Increasing the load resulted in the propagation of cracks along the center of the specimens diagonally with an inclined angle of nearly 45º. Since there was no RSF in the matrix, the cracks ran through the whole diagonal section of the specimens. Multi-diagonal micro cracks which were formed after the peak load propagated quickly and connected to form the macro cracks which were associated with the cone shape failure of the tested specimens. In the case of reinforced mortar (UHPSCM-R3), it was observed that similar to the UHPSCM-R0, the crack started to initiate under the loading section at the corner of the specimens. Increasing the load resulted in the propagation of microcracks diagonally along the center of the specimen and starting to form macrocracks. The presence of fibres inside the cement matrix at this stage was more pronounced. Since the bridging and anchoring action of fibres resulted in a gradual decrease of specimens stiffness rather than an abrupt deterioration of the specimen in a similar way in the case of unreinforced mortar. It was noticed that after finishing analysis, the integrity of the specimens was still maintained except some matrix spalling of the mortar in the concentrated stresses. The progress of failure with element deletion is figured, for the sample UHPSCM-R0, according to Figs. 28e, f.

Compressive testing simulations:(a) UHPSCM-R1 maximum plastic strain development, (b) UHPSCM-R3 maximum plastic strain development, (c) final fracture of UHPSCM-R1, (d) final fracture of UHPSCM-R3, (e) fracture propagation in UHPSCM-R1, (f) fracture propagation in UHPSCM-R3

FEM simulation results compared with the experimental: (a) UHPSCM-R0, (b) UHPSCM-R1, (c) UHPSCM-R3
6.2.2 Flexural test
To prevent numerical errors, the limitation of minimum stress equal to one-hundredth of the initial cracking stress \(\sigma (w) \ge 0.01\sigma_{1}\) was considered when introducing the softening data to the CDP. After performing inverse analysis in all developed mortars, the optimum values for the cracking stress and corresponding strain were achieved. Those values are presented in Table 6.
It is worth mentioning that, for measuring the width of cracks, it was assumed that the displacement of the crack was associated with the plastic deformation in the region where the experienced occurrence of cracks [66], and the concentration of the plastic strain was excepted, above the notched. Accordingly, the width of cracks was calculated by monitoring the relative displacement of two nodes adjacent to the edge of the notch tip in the “Z” direction. The predicted value for the flexural stress-CMOD is presented along with the experimental results in Fig. 28. The comparison between experimental and FEM results through this figure presented a good agreement which reflected the capability of using CDP model for introducing multilinear softening behaviour in capturing the residual flexural stress and obtaining crack widths.
The element deletion approach has been used to identify the crack pattern and crack propagation in the specimen under flexural loading. The schematic represented in the specimens is represented in Fig. 29. It was noticed that the specimens, by applying flexural load, presented elastic behaviour with the value of tensile strength and middle span deflection of 16.3 MPa and 0.03 mm, respectively (Point A). Thereafter initiation of some microcracks in the cementitious matrix resulted in some nonlinearity. However, the specimen undergo a higher load and deflection which presented hardening nonlinearity as a hardening response. At the peak stress of around 26 MPa and a middle span deflection of 0.5 mm (Point B), the crack localization occurred. At this point, the macrocracks started to initiate, which resulted in gradually reducing specimen stiffness by the propagation of macrocracks to the applied cylinder loading (Point C). The effectiveness of utilising RSF in arresting macrocracks and preventing a sudden stiffness reduction by an abrupt failure was observed in this part as a softening response of specimens. By reaching the macro cracks close, the applied load stiffness of the specimens decreased and it was considered at the end of loading (Point D).

Schematic description of fracture evaluation in the developed mortar under TBPT
7 Conclusion
This study investigates the influence of RSF extracted from scraped tires on the reinforcing cement matrix of UHPSCM. Different percentages of fibres, namely, 0%, 1% and 3% of fibres were utilised. The main aim was to produce self-compacting mortar, hence the fresh property was evaluated to fulfill the requirement. The hardened properties were evaluated under compressive and flexural loading including unnotched specimens and notched specimens. Nonlinear FEM simulations have been performed and compared with the experimental results. The following conclusions have been drawn from the current research:
-
1.
Fresh phase assessment of mortar showed that the addition of fibre created a high cohesive force between the mortar matrix and RSF. Consequently, the workability was decreased with the increasing content of fibres. In spite of previous research which demonstrated linear decreasing of workability with higher fibre content [42], in this study polynomial fitting was found to have the best fitting approach. This was due to the twisted shape of RSF compared to the straight steel fibre shape. Utilizing 1% and 3% of fibre dosage resulted in decreasing slump following nearly 3% and 22% compared to the mortar without any fibres. However, all three proposed mixes comply with the relative slump flow diameter criteria proposed for self-compacting mortars. Meanwhile, it was observed that adding RSF resulted in decreasing wave velocity which had a direct relation with the presence of a higher amount of voids and less compaction created by the inclusion of RSF this was in agreement with the previous finding in the case of high-performance concrete with recycled fiber [67].
-
2.
Beneficial effects of RSF inclusion in increasing 7 days and 28 days compressive strength were noticed. Compared to the mortar without any RSF, 1% and 3% inclusion of RSF resulted in increases for 18%, and 24% for 7 days mortar and 16%, and 22% for 28 days mortars, respectively. Similar improvement was observed for the tested beams under flexural loading conditions. It was noticed that 1% and 3% inclusion of RSF resulted in increasing flexural strength for 1%, and 2.5% for 7 days mortars, and 7%, and 8% for 28 days mortar, respectively.
-
3.
In the case of flexural tests, it was noticed that using 1% of RSF for reinforcing UHPSCM can improve the brittle behaviour due to ductile failure while being not affected by the flexural strength of mortar. Significant improvement of tensile flexural behaviour in the case of 3% RSF was observed by the hardening and post-cracking responses of the specimens. Inspection of residual flexural strength revealed that a linear fitting approach existed between the two residual flexural strengths (fR-I and fR-II). It was noticed that the deflection hardening phase was not developed in the case of 1% of RSF while better performance in the case of 3% of RSF in fibre bridging mechanism was observed. Higher residual strength was obtained in the case of higher inclusion of RSF. For calculating both residual flexural strengths, linear fitting approaches with high precision of prediction of the volume friction of RSF were proposed. Additionally, precise linear trending was obtained by evaluating two equivalent flexural strengths.
-
4.
The proposed equations by RILEM and EN 14,651 were overestimating the CMOD-deflection responses in all mortars due to higher strain hardening and stiffness of UHPSCM compared to the Fibre Reinforced Concrete (FRC). Based on that, RILEM equation was modified for predicting the relations between the width of crack and deflection, and a new equation was capable of predicting CMOD-deflection responses in all mortars.
-
5.
Regarding the compressive behaviour analysis using FEM simulations, the proposed equations for obtaining the elastic modulus, the peak strain successfully predicted the behaviour of specimens with acceptable predicted values for compressive strength. Additionally, the proposed parameters implemented for evaluating the fracture behaviour of UHPFRC can be able to simulate the progressive failure and ductile failure of specimens by using an element deletion approach. Similar acceptable precision in predicting flexural behaviour using FEM simulation were observed, by comparing FEM results with experimental ones, in the case of flexural strength vs. CMOD, and flexural strength vs. deflection.
-
6.
Based on the significant advantages of proposed mortars, the possibility of using these mortars for different aims such as retrofitting purposes and/or flexural elements without stirrups are planned for further research.
References
Maier PL, Durham SA. Beneficial use of recycled materials in concrete mixtures. Constr Build Mater. 2012;29:428–37.
Papakonstantinou CG, Tobolski MJ. Use of waste tire steel beads in Portland cement concrete. Cem Concr Res. 2006;36(9):1686–91.
Hernández-Olivares F, Barluenga G, Bollati M, Witoszek B. Static and dynamic behaviour of recycled tyre rubber-filled concrete. Cem Concr Res. 2002;32(10):1587–96.
Pilakoutas K, Neocleous K, Tlemat H. Reuse of tyre steel fibres as concrete reinforcement. Proc Inst Civ Eng Eng Sustain. 2004;157(3):131–8.
Zamanzadeh Z, Lourenço L, Barros J. Recycled steel fibre reinforced concrete failing in bending and in shear. Constr Build Mater. 2015;85:195–207.
Graeff AG, Pilakoutas K, Neocleous K, Peres MVNN. Fatigue resistance and cracking mechanism of concrete pavements reinforced with recycled steel fibres recovered from post-consumer tyres. Eng Struct. 2012;45:385–95.
Centonze G, Leone M, Micelli F, Colonna D, Aiello M. Concrete reinforced with recycled steel fibers from end of life tires: mix-design and application. Key Eng Mater. 2016;711:224–31.
Aiello MA, Leuzzi F, Centonze G, Maffezzoli A. Use of steel fibres recovered from waste tyres as reinforcement in concrete: Pull-out behaviour, compressive and flexural strength. Waste Manage. 2009;29(6):1960–70.
Lu J-X, Shen P, Zheng H, Ali HA, Poon CS. Development and characteristics of ultra high-performance lightweight cementitious composites (UHP-LCCs). Cem Concr Res. 2021;145: 106462.
Wang Y-Z, Wang Y-B, Zhao Y-Z, Li G-Q, Lyu Y-F, Li H. Experimental study on ultra-high performance concrete under triaxial compression. Constr Build Mater. 2020;263: 120225.
Bian C, Wang J-Y, Guo J-Y. Damage mechanism of ultra-high performance fibre reinforced concrete at different stages of direct tensile test based on acoustic emission analysis. Constr Build Mater. 2021;267: 120927.
Kang S-T, Lee Y, Park Y-D, Kim J-K. Tensile fracture properties of an ultra high performance fiber reinforced concrete (UHPFRC) with steel fiber. Compos Struct. 2010;92(1):61–71.
Yoo D-Y, Shin H-O, Yang J-M, Yoon Y-S. Material and bond properties of ultra high performance fiber reinforced concrete with micro steel fibers. Compos B Eng. 2014;58:122–33.
Li PP, Yu QL. Responses and post-impact properties of ultra-high performance fibre reinforced concrete under pendulum impact. Compos Struct. 2019;208:806–15.
Cao YYY, Liu G, Brouwers HJH, Yu Q. Enhancing the low-velocity impact resistance of ultra-high performance concrete by an optimized layered-structure concept. Compos B Eng. 2020;200: 108221.
Zhang Y, Li X, Zhu Y, Shao X. Experimental study on flexural behavior of damaged reinforced concrete (RC) beam strengthened by toughness-improved ultra-high performance concrete (UHPC) layer. Compos B Eng. 2020;186: 107834.
Teng L, Meng W, Khayat KH. Rheology control of ultra-high-performance concrete made with different fiber contents. Cem Concr Res. 2020;138: 106222.
Qu S, Zhang Y, Zhu Y, Huang L, Qiu M, Shao X. Prediction of tensile response of UHPC with aligned and ZnPh treated steel fibers based on a spatial stochastic process. Cem Concr Res. 2020;136: 106165.
Gesoglu M, Güneyisi E, Muhyaddin GF, Asaad DS. Strain hardening ultra-high performance fiber reinforced cementitious composites: effect of fiber type and concentration. Compos B Eng. 2016;103:74–83.
Zdanowicz Ł, Seręga S, Tekieli M, Kwiecień A. Polymer flexible joint as a repair method of concrete elements: flexural testing and numerical analysis. Materials. 2020;13(24):5732.
Lubliner J, Oliver J, Oller S, Oñate E. A plastic-damage model for concrete. Int J Solids Struct. 1989;25(3):299–326.
Lee J, Fenves GL. Plastic-Damage Model for Cyclic Loading of Concrete Structures. J Eng Mech. 1998;124(8):892–900.
Shafieifar M, Farzad M, Azizinamini A. A comparison of existing analytical methods to predict the flexural capacity of Ultra High performance concrete (UHPC) beams. Constr Build Mater. 2018;172:10–8.
Zhang Y, Xin H, Correia JAFO. Fracture evaluation of ultra-high-performance fiber reinforced concrete (UHPFRC). Eng Fail Anal. 2021;120: 105076.
Zhong R, Wille K, Viegas R. Material efficiency in the design of UHPC paste from a life cycle point of view. Constr Build Mater. 2018;160:505–13.
Isa MN, Pilakoutas K, Guadagnini M, Angelakopoulos H. Mechanical performance of affordable and eco-efficient ultra-high performance concrete (UHPC) containing recycled tyre steel fibres. Constr Build Mater. 2020;255: 119272.
Sohail MG, Wang B, Jain A, Kahraman R, Ozerkan NG, Gencturk B, et al. Advancements in concrete mix designs: high-performance and ultrahigh-performance concretes from 1970 to 2016. J Mater Civ Eng. 2018;30(3):04017310.
Sohail MG, Kahraman R, Al Nuaimi N, Gencturk B, Alnahhal W. Durability characteristics of high and ultra-high performance concretes. J Build Eng. 2021;33: 101669.
Centonze G, Leone M, Aiello MA. Steel fibers from waste tires as reinforcement in concrete: a mechanical characterization. Constr Build Mater. 2012;36:46–57.
Leone M, Centonze G, Colonna D, Micelli F, Aiello MA. Fiber-reinforced concrete with low content of recycled steel fiber: Shear behaviour. Constr Build Mater. 2018;161:141–55.
Tan V, De Girolamo A, Hosseini T, Alhesan JA, Zhang L. Scrap tyre pyrolysis: Modified chemical percolation devolatilization (M-CPD) to describe the influence of pyrolysis conditions on product yields. Waste Manage. 2018;76:516–27.
Russell HG, Graybeal BA, Russell HG. Ultra-high performance concrete: A state-of-the-art report for the bridge community. United States. Federal Highway Administration. Office of Infrastructure …; 2013.
Dils J, De Schutter G, Boel V. Influence of mixing procedure and mixer type on fresh and hardened properties of concrete: a review. Mater Struct. 2012;45(11):1673–83.
Graybeal BA. Material property characterization of ultra-high performance concrete. United States. Federal Highway Administration. Office of Infrastructure …; 2006.
Parham Aghdasi AEH, Shih-Ho C. Developing Ultra-High-Performance Fiber-Reinforced Concrete for Large-Scale Structural Applications. ACI Materials Journal.113(5).
EFNARC F. Specification and guidelines for self-compacting concrete. European federation of specialist construction chemicals and concrete system. 2002.
Okamura H, Ozawa K. Mix design for self-compacting concrete. Concrete library of JSCE. 1995;25(6):107–20.
ASTM. ASTM C138, Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric). West Conshohocken, PA 19428–2959; 2017. p. 23–6.
ASTM C349-08 STMfCSoH-CMUPoPBiF, ASTM International, West Conshohocken, PA, 2008, www.astm.org.
ASTM. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). ASTM C78 / C78M-21. West Conshohocken, PA 19428-29592000.
Rilem T. 162-TDF. Test and design methods for steel fibre reinforced concrete. Materials and structures. 2002;35(9):579–82.
Yu R, Spiesz P, Brouwers HJH. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem Concr Res. 2014;56:29–39.
Grünewald S. Performance-based design of self-compacting fibre reinforced concrete. 2004.
Gao D, Wang F. Effects of recycled fine aggregate and steel fiber on compressive and splitting tensile properties of concrete. J Build Eng. 2021;44: 102631.
Yang J, Chen B, Nuti C. Influence of steel fiber on compressive properties of ultra-high performance fiber-reinforced concrete. Constr Build Mater. 2021;302: 124104.
Bensaci H, Menadi B, Kenai S. Comparison of some fresh and hardened properties of self-consolidating concrete composites containing rubber and steel fibers recovered from waste tires. Nano Hybrids Composites. 2019;24:8–13.
Institution BS. BS EN 12390–5. Testing hardened concrete—Part 5: Flexural strength of test specimens. 2009.
Ferdosian I, Camões A. Mechanical performance and post-cracking behavior of self-compacting steel-fiber reinforced eco-efficient ultra-high performance concrete. Cement Concr Compos. 2021;121: 104050.
RILEM TC 1622-TDF Test and design methods for steel fiber reinforced concrete:ϭ-ε design method-Final recomendaion. 2003. p. 560–7.
(fib) TIFfSC. Model Code 2010. Fib Model Code for Concrete Structures 2010. 2010.
Vandewalle L. Design method for steel fiber reinforced concrete proposed by rilem TC 162-TDF. 2000.
Navalurkar RK, Hsu CTT, Kim SK, Wecharatana M. True fracture energy of concrete. ACI Mater J. 1999;96(2):213–25.
6.17-EF AAusm. Dassault Systems Simulia Corp, Providence, RI, USA, . 2017.
Singh M, Sheikh AH, Mohamed Ali MS, Visintin P, Griffith MC. Experimental and numerical study of the flexural behaviour of ultra-high performance fibre reinforced concrete beams. Constr Build Mater. 2017;138:12–25.
Ma J, Orgass M, Dehn F, Schmidt D, Tue N. Comparative Investigations on UltraHigh Performance Concrete with and without Coarse Aggregates2004.
Mancuso C, Bartlett FM. ACI 318–14 Criteria for Computing Instantaneous Deflections. ACI Structural Journal. 2017;114(5).
Concrete C-FIFfS. High Performance Concrete-Recommended Extensions to the Model Code 90-Research Needs. . Lausanne,Switzerland1995.
50010 G. Code for design of concrete structures. Beijing, China; (in Chinese)2010.
Wu F, Xu L, Chi Y, Zeng Y, Deng F, Chen Q. Compressive and flexural properties of ultra-high performance fiber-reinforced cementitious composite: The effect of coarse aggregate. Compos Struct. 2020;236: 111810.
An R. Impact of weekend admission on in-hospital mortality among U.S. adults, 2003–2013. Annals of Epidemiology. 2017;27(12):790–5.
Prolegomenon WZ. Order in Early Chinese Excavated Texts: Natural, Supernatural, and Legal Approaches. New York: Palgrave Macmillan US; 2016. p. 1–13.
Guo X, Kang J, Zhu J. Constitutive relationship of ultrahigh performance concrete under uni-axial compression. Dongnan Daxue Xuebao (Ziran Kexue Ban)/Journal of Southeast University (Natural Science Edition). 2017;47(2):369–76.
Wu Z, Shi C, He W, Wang D. Uniaxial Compression Behavior of Ultra-High Performance Concrete with Hybrid Steel Fiber. J Mater Civ Eng. 2016;28(12):06016017.
Ezeldin AS, Balaguru PN. Normal‐ and high‐strength fiber‐reinforced concrete under compression. J Mater Civ Eng. 1992;4(4):415–29.
Fanella DA, Naaman AE. Stress-strain properties of fiber reinforced mortar in compression. J Proc 1985. p 475–83.
Abhaee S. Investigation of fiber-reinforced concrete crack width measurement by finite element method 2016.
Peng GF, Yang J, Long QQ, Niu XJ, Shi YX. Mechanical properties and explosive spalling behavior of the recycled steel fiber reinforced ultra-high-performance concrete. Multi-Span Large Bridges—Proceedings of the International Conference on Multi-Span Large Bridges, 20152015. p. 1019–26.
Acknowledgements
The study in this paper is part of research project entitled PPN/ULM/2020/1/00286 supported by NARODOWA AGENCJA WYMIANY AKADEMICKIEJ (NAWA). Calculations have been carried out in Wroclaw Centre for Networking and Supercomputing (http://www.wcss.pl).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
The authors declare that they have no known competing financial interests and/or personal relationships that could have appeared to influence the work reported in this paper. The authors declare that they have no research involving human participants and/or animals relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abdolpour, H., Niewiadomski, P., Sadowski, Ł. et al. Engineering of ultra-high performance self-compacting mortar with recycled steel fibres extracted from waste tires. Archiv.Civ.Mech.Eng 22, 175 (2022). https://doi.org/10.1007/s43452-022-00496-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-022-00496-4