
Abstract
Renewable energy, particularly solar energy, has experienced remarkable growth in recent years. However, the integrity of solar photovoltaic (PV) cells can degrade over time, necessitating non-destructive testing and evaluation (NDT-NDE) for quality control during production and in-service inspection. Hyperspectral (HS) imaging has emerged as a promising technique for defect identification in PV cells based on their spectral signatures. This study utilizes a HS imager to establish a diffuse reflectance spectra signature for two groups of PV cells: working and non-working. A non-contact photoluminescence imaging-based methodology is employed, using a halogen lamp as an illumination source to replicate sunlight. Our findings reveal that non-working PV regions can be differentiated from working regions within the 400–600 nm wavelength range, with an optimal candidate peak frequency of 450 nm. To accurately group active PV regions in the constructed HS images at 450 nm, we employ an image processing strategy that combines K-means clustering (K-mc) with contour delineation. Specifically, K-mc with K = 8 is used to efficiently and precisely group active PV regions. We demonstrate the effectiveness of this proposed approach and compare it with traditional infrared (IR) imaging techniques. This imaging clustering approach can be implemented using a conventional camera and a 450 nm wavelength filter for NDT-NDE on exterior-mounted PV panels. Overall, the proposed HS imaging technique, coupled with K-mc, offers a rapid and effective means of identifying defects in PV cells, outperforming conventional IR imaging techniques. This advancement contributes to increased efficiency and extended lifespan of solar PV panels.
Article highlights
-
The reflectance spectra of a PV panel may be captured via HS imaging even when the panel is not switched on, and this technique provides information on the optical properties and composition of the PV panel.
-
Developing a technique for rapid and accurate image segmentation using contour mapping and (K = 8) K-mc in conjunction with our HS imaging strategy could determine the presence of PV working zones and outline their appearance remotely.
-
For NDT-NDE on externally mounted PV panels, our image clustering method may be used with a standard camera and a filter that only operates at 450 nm in wavelength.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The importance of finding effective and practical renewable energy sources cannot be overstated, given the steady rise in global temperatures, worsening environmental degradation, and the depletion of fossil fuel reserves. In the pursuit of viable alternatives to conventional energy sources such as oil and gas, an astonishing $2.6 trillion has already been invested in sustainable power over the past decade, with solar energy accounting for half of that expenditure [1]. Solar power holds significant market potential as one of the fastest-growing renewable energy sources. Technological advancements have contributed to an 81% reduction in the cost of producing 1 kilowatt-hour of solar power [2], making it increasingly affordable and desirable for electricity generation. Consequently, the installation of PV cells has experienced a remarkable growth rate of 36.8% from 2010 to 2018 [3], with projected PV cell production reaching approximately 600 GW by the end of 2023 [4]. However, it is crucial to address the issue of PV cell degradation, as the median rate of degradation for PV field performance stands at 0.5% per year [5]. Various factors during the PV panel construction process, such as soldering failures or excessive mechanical stress, can lead to flaws that impede the module’s long-term electricity generation capacity [6]. To ensure the durability and reliable performance of PV panels, it is essential to implement robust quality control measures and prevent the incorporation of faulty cells into the final product. With the expected surge in PV cell manufacturing, reliability-based maintenance (NDT-NDE) must be developed to detect early signs of PV cell deterioration and estimate the appropriate time for module replacement. Simultaneously, the significance of quality inspection applications in manufacturing continues to grow. The goal is to establish a production environment free of failures through unified ND technique testing and tracking of manufactured components. Furthermore, the development of a non-contact method capable of evaluating PV panels in situ, without the need for disassembly, and providing instantaneous evaluations presents another challenging yet essential task.
Currently, thermography [7,8,9], electroluminescence (ELu) [10, 11], photoluminescence (PLu) [12,13,14] techniques are extensively used for solar module testing to identify imperfections. While thermography has proven valuable in various fields of NDT for materials and electronics [15], it is limited to detecting imperfections that contribute to the heating of PV panels [16]. ELu, on the other hand, is commonly employed during the assembly phase. It involves capturing high-resolution images of light emitted by ELu cells when an electrical current passes through them, with faulty regions appearing darker due to reduced current flow. However, ELu requires a controlled dark environment for capturing images, restricting its application to carefully controlled ambient conditions during the manufacturing process [17]. Furthermore, ELu inspections are predominantly performed by human operators, introducing the possibility of human error. Recent advancements in PLu characterization techniques, utilizing an excitation laser light source, have emerged as accurate, fast, and powerful tools for developing high-efficiency silicon solar cells. This technique enables the detection of material flaws in wafers during incoming quality checks prior to cell manufacturing, allowing rejection of low-quality wafers. The PLu picture is captured using a CCD imager, and a 1 µm long pass filter is employed to filter out scattered and reflected laser light [18]. However, developing a module-sized laser light source with sufficient power and suitable frequencies for PLu imaging remains a challenge. In the examination of PV panels, advanced imaging characterization techniques play a crucial role in the testing process, performance improvement, and optimization. A promising method is the combination of PLu with HS imaging [19]. Numerous studies have demonstrated its effectiveness, particularly in evaluating charge carrier lifetimes. Considering the advantages of HS imaging, this method is progressively overcoming challenges to become a widely utilized tool for identifying optical signatures in PV systems. Non-contact and reliable techniques for authentication and identification, based on spectral data analysis, have become increasingly important in determining the status and validating the performance of PV systems. Unlike conventional CCD cameras, which measure only three spectral bands and have limited spectral resolution, HS imaging provides a wealth of spectral data, enabling a more comprehensive understanding of the captured objects and their compositions [20,21,22]. Previous studies [19, 23] have employed this imaging methodology with a laser source serving as the excitation light source.
In this paper, we introduce a novel imaging approach based on HS PLu that eliminates the need for a laser source. To simulate outdoor sunlight conditions, we utilized a halogen lamp (400–1000 nm) as the excitation source for our contactless PLu imaging-based measurement technique. Notably, ELu images can easily detect various defects in PV cells, including cracks, holes, hot spots, finger interruptions, and edge defects [24,25,26]. However, our unique HS imaging approach captures the light interaction with the molecular structure of PV cells and enables the detection of additional defects such as inclusions, warping, delamination, and contamination. These defects can arise from manufacturing flaws, impurities within the solar cell material, or environmental factors, ultimately reducing efficiency and potentially causing damage. When employing image processing-based solutions, it is vital to consider the specific characteristics of the quality inspection environment in the industry, particularly the similarity of images produced for successive industrial items. Additionally, the low signal-to-noise ratio (S/N) in HS imaging can lead to blurry and hazy images, affecting the precision of PV cell assessment. Therefore, developing an image processing model capable of identifying potential flaws becomes essential. The methodology presented in this paper addresses these challenges and serves as a roadmap for the development of reliable classification and segmentation models, facilitating fault detection by recognizing unusual feature patterns. In our research, we have developed a technique for rapid and accurate image segmentation using contour mapping and the K-mc algorithm (K = 8) [27], in conjunction with our HS imaging strategy. This approach allows us to remotely determine the presence of PV working zones and outline their appearance. By leveraging our PLu-based HS imaging technique and the K-mc-based image processing algorithm, we can distinguish between functional and malfunctioning PV panels more efficiently. Furthermore, this technique does not require any changes to the system wiring and produces high-resolution PLu images even in the presence of significant background signals from reflected ambient light sources. The proposed approach utilizes a clustering model to detect anomalous patterns in PV parts, with the identified discrepancies serving as automatic observations. This strategy will be further developed into a contactless NDT-NDE methodology capable of handling mounted PV solar panels in outdoor settings.
The paper is structured as follows: Sect. 2 provides an overview of the experimental setup and outlines the procedure for generating HS PLu images. In Sect. 3, we present the results of our imaging approach, which combines image segmentation using K-mc (K = 8) with contour delineation. Section 4 discusses the implications of our findings and compares them with other state-of-the-art IR techniques. Finally, in Sect. 5, we summarize our contributions and draw conclusions based on our research.
2 Materials and methods
In our characterization, we used single-crystalline (Mono-Si) p-Si <100> wafers with a size of 148.6 cm2, resistivity of 0.5–3.0 Ω cm, and about 0.23 mm thick from Arab International Optronics (Egypt). The Mono-Si PV cells were first inspected by the employed gold-standard approaches in the company. The M54A-Solar-Cell-Tester was used to record the I–V characteristics under the predetermined circumstances of 1000 W m−2 at AM 1.5 and 25 °C. The M54A tester will automatically measure the associated current while sweeping the voltage across the PV cell. The test instrument will save the information and show the I–V curve on the screen, as shown in Fig. 14 in the Appendix. The electrical characteristics and overall efficiency of a PV cell may be ascertained by measuring its output in terms of current and voltage at various light levels and achieving the company’s acceptance threshold power, which was in the 2-W range. Based on the I–V characteristics outcomes, we considered a group of 5 PV working cells and a similar for unworking for our proposed characterization. Before beginning testing, we evaluated the M54A-Tester results using the Elu technique (EL TEST, MONDRAGON ASSEMBLY, CHINA) to confirm the two PV cell classification groups after connecting a high voltage to the PV cells and using thermal imagers to capture the emitted Elu. The thermal photos are examined to find any PV cell flaws or damage, as shown in Fig. 15 in the Appendix. We next feature our study contribution and its ability to classify and cluster both the working and unworking PV cells based on their signatures using our customized image processing algorithm for the captured cube images. To obtain HS cube image information for the two categories of the PV cells, we employed a HS (0.4–1.0 microns) 520 pixels per line line-scanning imager, resolution less than 40 microns spatially and, on average, 696 lines per cube. Figure 1 depicts the imaging system. For our visible to near infrared (NIR) analysis, we employed the SOC710 imager (Surface Optics Manufacturer, USA) with a spectral resolution of around 5 nm and contained 128 frames, each representing a different wavelength. The optical lens employed had a field of view of 10° (Schneider Xenoplan, F/1.9, 35 mm focal length) and was at a distance of about 40 cm, which is adequate for a sharp image for the HS camera and the analyzed PV samples. To simulate the sun spectrum, a broad-spectrum light source with a 0.4–1 micron wavelength range (Derungs, 20 P SX, Germany) was employed. This kind of illumination is suitable for our evaluated HS imager due to its homogeneity. The light was focused on the PV samples at a distance of around 0.5 m from the optical bench and at an angle of 45° from the HS camera. We should calibrate the HS imagery to produce the highest S/R outcome before beginning our experimental work. A spectral image obtained from a white reference sheet with a high reflectivity standard is used to determine the background response. To achieve the black effect, a non-reflective dark lid is completely placed over the camera lens. The formula below is then used to calculate the relative reflectance for the captured images using these two acquired reference images [22, 28].
where Ifc is the corrected spectral response captured image, Ioc is the raw spectral response captured image, IDc is the dark captured image, and IBc is the white captured image. The visible-NIR F/1.9 lens of the SOC710 HS line scan camera was initially focused on scanning the whole landscape for each solar cell. After the final line of scanning was finished, the references in black and white were recorded down.

The exact configuration of the optical imaging system in use for diffuse-reflection characteristics
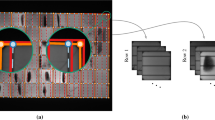
According to the light theory of interaction with matter, when a sample is exposed to light, the remainder of the reflection is transmitted past the sample’s surface and into the cell’s composition, distributed by the molecules’ tiny surfaces, or absorbed. Our imaging approach considered diffuse reflectance, which occurs when entering light is reflected in many different directions. For PV samples, the data collection procedure measured the intensity of the photons, or how it varies with wavelength. A substance’s spectral optical signature is another name for the reflectance, which is the quantity of reflected photons that is regularly specific to a certain material [29]. The HS system’s wavelength dispersion part is just a grating with a CCD detection. The spectrograph divides the dispersed spectrum generated by the reflected beam into several directions while retaining its spatial information based on wavelength. After the dispersed light has been established onto the sensor the scanning line’s spatial data (520 pixels per row) and spectral data are separated into separate dimensions. On the SOC710 imager in use, the sensor has been moved behind the lens. The result is a full 3D HS picture cube. Figure 2 depicts the flowchart image processing path that led to our encouraging results, assessment, and major findings. A device (laptop) that runs software (HS-Analysis TM Data Analysis) managed the linear scanner’s motors, adjusted exposure, and gathered the diffuse reflection characteristics data.

Block diagram of the image processing technique used in this work using HS systems
As shown in Fig. 2, after HS image calibration we applied Histogram analysis for exploring the distribution of pixel intensities across all spectral bands. In the meantime, we could identify any potential issues with the data, such as outliers or artifacts, which could impact the clustering results. Examining the intensity values of pixels in a captured image, could provide us valuable information about the PV cell image’s features and characteristics. By performing this analysis first, we could ensure that the normalization process is based on accurate and reliable data. Moreover, we could pick the right number of clusters for the phase of the K-mc process and to get insights into the general distribution of the captured data. The following stage entailed equalizing the most light and dark pixels that belonged to a specific material, as well as intensity normalization for the values of all pixels in the output data. Similarly, any dark or shiny spots in the image are removed, and illumination differences are eliminated, allowing for comparing results of our evaluated materials’ diffused reflectance spectra. Nevertheless, due to the shortcomings of the image collection methods, the calibrated collected pictures are susceptible to a number of flaws, necessitating extra processing. So, an algorithm combining image enhancement using image normalization was applied. The intensity values of each pixel are scaled to an 8-bit range (0–255), which is the same range as a typical RGB picture, using a popular approach called 8-bit normalization. This can facilitate data visualization and analysis and is compatible with our processing tool (DADiSP 6.5). By implementing this step, we were able to lessen the impact of variability and noise in the data that were gathered and make sure that all spectral bands were given the same weight in the clustering analysis. After image preparation steps, we could select the optimum wavelength for differentiation between working and nonworking PV cells and extract spectral features from each region in the image. The final stage was image segmentation using contour mapping with the K-mc (K = 8) which created to quantify and evaluate variations in the HS properties of the tested PV surface and could get instant evaluation for the PV cells. The K-mc intention is to establish k centers, one for every grouping. Typically, they should be placed as widely apart as feasible in order to improve recognition rate and limit the occurrence of false signals. Now next procedure is to associate every point within a particular set of data with the nearest cluster center. In this approach, each category will have one center point, and the outcome gets progressively consistent as iterations rise, indicating that they have reached an assent. We applied K-mc to the normalized HS image data with K = 8, which we determined to be the optimum choice between accuracy and speed output according to our histogram computations for the studied PV cells. The fundamental steps in the K-mc (K = 8) algorithm for selecting clusters are described in Eqs. (2) and (3) [30,31,32]. The optimal solution, J*(V), is first minimized by this approach utilizing:
where ||zi − cei|| is the Euclidean distance between zi and cei, m is the number of cluster centers, mi is the number of data points in ith clustering, Zi is the collection of data sets to be clustered, and cej is the set of d-dimensional centroids. The formula for the minimum-distance classifier is used to generate the new cluster centroid, cei:
The proposed K-means clustering allowed us to group together pixels with similar spectral characteristics into distinct clusters. The resulting clusters allowed us to identify and locate the defect regions in PV cells with high accuracy and efficiency. The image processing algorithm sequence was mostly based on the DADiSP 6.5 tool suite (DSP-Development Corporation, USA), which applied for inspection of the cluster maps and applied the contour mapping mask overlay on the working PV regions.
3 Results and analysis
These studies are intended to show that the HS method can detect and categorize the unworking PV cells based on their reflectance spectra and dissociate from working ones. The PV cells were illuminated by a source of white polychromatic bulb (0.4–1 µm). After imaging setup calibration, the HS imaging investigation included a total of 10 operating and non-working PV cells. Each test was run at least twice in order to guarantee reliability. Every PV cell provided HS images, which were collected. The spectra of both functioning and inactive PV cells were compared using intensity analysis of the spectrum data. Based on intensity measurements, we could detect the inactive PV cells based on the K-mc approach (K = 8) after applying Histogram computations. The average of all the tested diffused spectra characteristics for the 10 PV test samples for each group and the variation in absorption between the working PV cells and the inoperative ones are shown in Fig. 3a and b. Figure 3c depicts our imaging approach’s ability to obtain descriptive statistical measures in Histogram for the PV tested cells.

The HS analysis outcomes for the 10 tested PV cells. a The combined average of the obtained diffused spectra characteristics; b The variation in absorption between the PV working and non-working effects; c The average compound of the computed Histogram
As can be seen in Fig. 3a, the peak variability in the dispersed reflectance bandwidth for both working and non-working PV cells occurred averagely at two unique common wavelengths, 450 nm and 518 nm. PV cells differentiation wasn’t limited to spectral signature only; signal intensity could offer further discrimination since the two spectral signatures are common for the tested PV cells. We noticed that the value of intensity at a wavelength of 450 nm, which is better considered to be the unique common classified frequency, is about 65 R.U. for the inactive PV cells, while it is equal to 48 R.U. in the case of active PV cells as described in Fig. 3b. Before settling on the appropriate spectral wavelength, we utilized a Histogram analysis for recorded cube image inspection, which enables us to assess we could distinguish between the tested PV cells based on their spectral signature as shown in Fig. 3c. The PV cells could be characterized clearly at 450 nm wavelength in comparison with 518 nm spectral frequency and could classify inactive PV cells based on their higher intensity value relative to normal PV cells. Next, we applied this spectral signature (450 nm) for our proposed image processing technique.Fig. 4 shows the pictures taken by the SOC710 HS imager for three inactive PV cells and compares them with operative PV one. The results of applying our proposed technique to the four tested PV samples shown in Fig. 4 using (K-mc) (K = 8) are shown in Fig. 5. Next, we overlaid on the working PV regions on the 450 nm HS images after detecting the inactive PV spots as shown in Fig. 6.

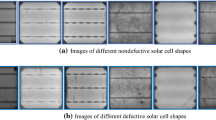
The 450 nm pictures taken by the HS imager on the tested PV cells. (a) Nonworking sample #1; (b) Nonworking sample #2; (c) Nonworking sample #3; (d) Working PV cell #1

The 450 nm HS images classification with instant PV cells diagnosis using our proposed computations for the four tested samples with the K-mc (K = 8) on the given threshold value ≥ 1.23 for delineating the working PV regions

Applying a contour mapping mask for the functioning PV regions based on the specified threshold to the taken images at 450 nm
Confirming our imaging approach on the suitable HS spectral response (450 nm) for PV cells testing, we applied our K-mc (K = 8) with contour delineation approach on the 4 PV testing cells (Fig. 4). Our proposed technique to achieve working PV cells grouping is based on the diffuse reflection spectra computation shown in Fig. 3. We used the 450 nm image with the K-mc (K = 8) on the given threshold value of 1.23 to delineate the working PV regions as displayed in Fig. 5. As shown in Fig. 6, we were able to overlay a contour mapping mask over the investigated PV samples based on the specified threshold for the immediate grouping of working PV cells. Next, we assessed the proposed K-mc (K = 8) approach by using the segmented images (400–1000 nm) taken by the SOC710 HS imager for the same tested PV cells. The segmented images from the SOC710 HS imager for three inactive PV cells are shown in Fig. 7, along with a comparison to an active PV cell. Figure 8 displays the outcomes of using our suggested method with the four tested PV samples using (K-mc) (K = 8). After identifying the inactive PV locations as depicted in Fig. 9, we then superimposed the working PV regions on the segmented HS pictures.

The segmented pictures taken by the HS imager on the tested PV cells. (a) Nonworking sample #1; (b) Nonworking sample #2; (c) Nonworking sample #3; (d) Functioning PV cell #1

The segmented HS pictures with immediate PV cells diagnosis utilizing the four tested samples’ calculations with the K-mc (K = 8) on the same value threshold for defining the working PV areas

Applying a contour mapping mask for the working PV regions based on the segmented pictures’ selected threshold
We were able in characterizing and clustering, as shown in Fig. 8, un-working PV cells with respect to the active PV cell for the four tested PV cells using our HS imager experimental setup with a halogen (400–1000 nm) lamp source as a sun simulator and applied our imaging approach based on the K-mc technique to the segmented HS images, which were tested according to our results in Fig. 3, which displayed a diffuse spectra difference between the working and un-working PV cells in the period between 400 and 600 nm to confirm our proposed algorithm outcomes for the selected spectral image at 450 nm. As shown in Fig. 9, we were able to overlay a contour mapping mask based on the same given threshold for the instant grouping of PV cell working regions on the four PV samples studied. We successfully confirmed the results of our computations that the three tested PV cells are not active and the fourth tested PV cell is active. Our findings might help inspectors make preliminary estimates in both the outer field examination and before PV cell production.
4 Discussion
Solar energy is assuming a greater significance as a source of renewable energy due to its favorable effects on the environment and the falling price of PV panels [33, 34]. The efficiency and longevity of PV panels, however, can be significantly impacted by faults, which can result in lower energy output and higher maintenance expenses. Thus, it’s critical to provide efficient tools for identifying and diagnosing PV panel flaws.
The reflectance spectra of a PV panel may be recorded via HS imaging, and this data offers details on the optical characteristics and composition of the PV panel. Even without the panel being powered up, this method may be used to find flaws and dysfunctional PV cells in a PV panel. HS imaging can also offer details about the panel’s general quality, including its effectiveness and homogeneity. Thermal imaging, in contrast, uses the detection of temperature changes to find PV panel flaws. Thermal imaging would not be able to identify temperature variations that could be indicative of flaws without electricity being connected to the panel. We assessed that by applying this thermal imaging technique to study the feasibility of getting a non-contact static diagnosis for PV cells using another approach. We tested the working and unworking PV cells using a thermal imager (Therm-App LWIR range: 8–12 µm, optical lens with f = 19 mm) after lightning the PV samples with an IR lamp. This approach couldn’t differentiate between the working and the defected PV cells, as done with our instant non-contact HS imaging approach. The thermal imager could only detect the PV cell crack, as shown in Fig. 10.

The results of testing a PV cell with a crack defect using an LWIR thermal imager
Since IR imaging is considered one of the state-of-the-art techniques in the field of PV cell inspection, we presented a comparison table (Table 1) based on our experimental findings showcasing the differences between the proposed HS imaging with K-mc with both IR imaging with contacting power and IR imaging without power contact for PV cell inspection.
It is possible to categorize defective PV cells based on their spectral signature at the best detected 450 nm wavelength using our HS experimental setup with the K-mc (K = 8) method and contour delineation. This method can aid in the identification and diagnosis of PV cells, resulting in more efficient PV cell quality monitoring and maintenance. The worksheet example for our K-mc technique is shown in Fig. 11, which uses simulation outcomes to show the variation between normal and defective PV cells to clearly emphasize the major findings.

The worksheet outcomes for the proposed K-mc approach show the variance between a normal and a nonworking PV cell; a The working PV cell image at 450 nm; b The defected PV cell image at 450 nm; c The normal PV cell after applying image preparation methodology; d The nonworking PV cell after applying image preparation methodology; e Combining the outcomes in a one window; f Applying the proposed K-mc approach on the two preprocessed PV cells images; g The K-mc simulation outcomes for the two investigated PV cells; h Combining the two PV cells in a one window; i Applying a contour delineation mask based on the segmented pictures’ selected threshold
In comparison to IR imaging techniques, the combination of HS imaging and K-mc (K = 8) offers several advantages. It provides non-contact and non-destructive inspection, enabling comprehensive defect detection, accurate identification, and categorization of faults in PV cells. Figure 12 shows that HS imaging captures detailed spectral information, while K-mc facilitates efficient grouping and analysis, leading to improved detection accuracy and speed. Additionally, it eliminates the risks associated with contacting power and offers a more cost-effective long-term solution. We also include the simulation outcomes of contact IR imaging for reference.

The proposed non-contact HS imaging with K-mc approach simulation results between non-working and working PV regions for the rejected PV cell according to EL TEST measurements
Without employing contacting power or laser sources, our imaging processing grouping approach, which successfully segments an image using K-mc (K = 8) used in our indoor experimental setup, may be employed with a modified low-cost approach using a conventional camera and a filter that only operates at 450 nm wavelength based on our initial findings concerning the variation in the diffused reflection spectra between working and defected solar cells at this wavelength for NDT-NDE on outer mounted PV panels, as illustrated in Fig. 13.

Our strategy block diagram to apply our non-contact diagnosis PV cells without power contact; a Indoor investigation; b Outdoor investigation
5 Conclusion
Based on the findings and analysis presented in this study, our novel methodology demonstrates the effectiveness of our proposed hyperspectral (HS) imaging approach combined with K-means clustering (K-mc) for nondestructive testing and evaluation (NDT-NDE) of solar photovoltaic (PV) cells. Through the use of a halogen lamp to replicate solar light, we successfully developed a diffuse reflectance spectra signature for distinguishing between working and nonworking PV cells. Our methodology involved feature selection to identify the optimal spectral signature, which we found to be at 450 nm, enabling accurate discrimination between functioning and nonworking PV cells. We evaluated our clustering results and validated them by comparing the segmented images captured by the HS imager in the 400–1000 nm range. The results demonstrated the effectiveness of our proposed approach in grouping the working PV regions and applying contour delineation to the PV cells in the images. By combining our imaging method with the K-mc technique (K = 8) and contour delineation, our approach enables remote and instantaneous NDT-NDE of PV cells, potentially leading to improved efficiency and extended lifetime for solar PV panels. Comparing our approach to traditional infrared (IR) imaging techniques, both with and without power contact, we observed promising outcomes in identifying various defects. Furthermore, our approach offers cost advantages by utilizing a conventional camera and a blue filter instead of HS imaging, while maintaining the effectiveness of the K-mc approach. This makes our approach suitable for inspections of outer mounted PV panels, resulting in a lower cost implementation. Overall, our proposed approach provides a quick and non-contact method for recognizing and diagnosing PV panels, ultimately leading to increased energy production and reduced maintenance costs. By leveraging the capabilities of HS imaging and the K-mc technique, our approach contributes to the advancement of NDT-NDE in the PV industry, enhancing the overall reliability and performance of solar PV systems.
Data availability
The authors stated and declare that all data is exist and available. The data are available on a lead contact upon request.
References
Frankfurt School-UNEP Centre/BNEF (2019) Global trends in renewable energy investment. http://www.fs-unep-centre.org
Osman AI, Chen L, Yang M et al (2022) Cost, environmental impact, and resilience of renewable energy under a changing climate: a review. Environ Chem Lett. https://doi.org/10.1007/s10311-022-01532-8
IEA (2019) Renewables 2019. IEA, Paris. https://www.iea.org/reports/renewables-2019, CC BY 4.0
IEA (2018) Renewables 2018, IEA, analysis and forcasts to 2023. https://www.iea.org/reports/renewables-2018, CC BY 4.0
Jordan DC, Kurtz SR (2013) Photovoltaic degradation rates—an analytical review. Prog Photovolt Res Appl 21(1):12–29. https://doi.org/10.1002/pip.1182
Köntges M, Kunze I, Kajari-Schröder S, Breitenmoser X, Bjørneklett B (2011) The risk of power loss in crystalline silicon based photovoltaic modules due to micro-cracks. Sol Energy Mater Sol Cells 95(4):1131–1137. https://doi.org/10.1016/j.solmat.2010.10.034
Vaněk J, Repko I, Klima J (2016) Automation capabilities of solar modules defect detection by thermography. ECS Trans 74:293–303. https://doi.org/10.1149/07401.0293ecst
Pierdicca R, Malinverni E, Piccinini F, Paolanti M, Felicetti A, Zingaretti P (2018) Deep convolutional neural network for automatic detection of damaged photovoltaic cells. ISPRS TC II. pp 893–900. https://doi.org/10.5194/isprs-archives-XLII-2-893-2018
Chaudhary A, Chaturvedi D (2018) Analyzing defects of solar panels under natural atmospheric conditions with thermal image processing. Int J Image Graph Signal Process 10:10–21. https://doi.org/10.5815/ijigsp.2018.06.02
Tang W, Yang Q, Hu X, Yan W (2022) Convolution neural network based polycrystalline silicon photovoltaic cell linear defect diagnosis using electroluminescence images. Expert Syst Appl 202:117087. https://doi.org/10.1016/j.eswa.2022.117087
Puranik VE, Gupta R (2022) Analysis and insight of electroluminescence imaging in the assessment of potential-induced degradation in crystalline silicon photovoltaic module. Eng Fail Anal 134:106027. https://doi.org/10.1016/j.engfailanal.2022.106027
Alkathy MS, Zabotto FL, Raju KCJ, Eiras JA (2022) Effect of defects on the band gap and photoluminescence emission of Bi and Li co-substituted barium strontium titanate ceramics. Mater Chem Phys 275:125235. https://doi.org/10.1016/j.matchemphys.2021.125235
Demant M, Rein S, Haunschild J, Strauch T, Hoffler H, Broisch J, Wasmer S, Sunder K, Anspach O, Brox T (2016) Inline quality rating of multi-crystalline wafers based on photoluminescence images. Prog Photovolt Res Appl 24:1533–1546. https://doi.org/10.1002/pip.2706
Nos O, Favre W, Jay F, Ozanne F, Valla A, Alvarez J, Muoz D, Ribeyron PJ (2016) Quality control method based on photoluminescence imaging for the performance prediction of c-Si/a-Si:H heterojunction solar cells in industrial production lines. Sol Energy Mater Sol Cells 144:210–220. https://doi.org/10.1016/j.solmat.2015.09.009
Herraiz ÁH, Marugán AP, Márquez FPG (2020) Ch. 7—a review on condition monitoring system for solar plants based on thermography. In: Non-destructive testing and condition monitoring techniques for renewable energy industrial assets. Butterworth-Heinemann, pp 103–118. https://doi.org/10.1016/B978-0-08-101094-5.00007-1
Köntges M et al (2014) Review of failures of photovoltaic modules. External final report IEA-PVPS
Tang W, Yang Q, Xiong K, Yan W (2020) Deep learning based automatic defect identification of photovoltaic module using electroluminescence images. Sol Energy 201:453–460. https://doi.org/10.1016/j.solener.2020.03.049
Haunschild J, Reis IE, Chipei T, Demant M, Thaidigsmann B, Linse M, Rein S (2012) Rating and sorting of mc-Si as-cut wafers in solar cell production using PL imaging. Sol Energy Mater Sol Cells 106:71–75. https://doi.org/10.1016/j.solmat.2012.05.027
Li Q, Wang W, Ma C, Zhu Z (2010) Detection of physical defects in solar cells by hyperspectral imaging technology. Opt Laser Technol 42(6):1010–1013. https://doi.org/10.1016/j.optlastec.2010.01.022
Grahn H, Geladi P (2007) Techniques and applications of hyperspectral image analysis. Wiley, Hoboken
Lindon JC, Tranter GE, Koppenaal D (2016) Encyclopedia of spectroscopy and spectrometry. Academic Press, Cambridge
Mahmoud A, El-Sharkawy YH (2023) Quantitative phase analysis and hyperspectral imaging for the automatic identification of veins and blood perfusion maps. Photodiagn Photodyn Ther. https://doi.org/10.1016/j.pdpdt.2023.103307
Burud I, Mehl T, Flo A, Lausch D, Olsen E (2016) Hyperspectral photoluminescence imaging of defects in solar cells. J Spectr Imaging. https://doi.org/10.1255/jsi.2016.a8
Chen H, Zhao H, Han D, Liu K (2019) Accurate and robust crack detection using steerable evidence filtering in electroluminescence images of solar cells. Opt Lasers Eng 118:22–33. https://doi.org/10.1016/j.optlaseng.2019.01.016
Rahman MRU, Chen H (2020) Defects inspection in polycrystalline solar cells electroluminescence images using deep learning. IEEE Access 8:40547–40558. https://doi.org/10.1109/ACCESS.2020.2976843
Tsai D-M, Wu S-C, Li W-C (2012) Defect detection of solar cells in electroluminescence images using Fourier image reconstruction. Sol Energy Mater Sol Cells 99:250–262. https://doi.org/10.1016/j.solmat.2011.12.007
Gonzalez RC, Woods RE (2018) Digital image processing. Pearson Education, London
Mahmoud A, El-Sharkawy YH (2023) Instant identification of hydrocarbon spill types using laser-induced fluorescence and associated hyperspectral imaging. Opt Quant Electron 55:269. https://doi.org/10.1007/s11082-023-04560-y
Kleynhans T, Messinger DW, Delaney JK (2020) Towards automatic classification of diffuse reflectance image cubes from paintings collected with hyperspectral cameras. Microchem J 157:104934. https://doi.org/10.1016/j.microc.2020.104934
Ahmed M, Seraj R, Islam SMS (2020) The k-means algorithm: a comprehensive survey and performance evaluation. Electronics 9:1295. https://doi.org/10.3390/electronics9081295
Aldino AA, Darwis D, Prastowo AT, Sujana C (2021) Implementation of K-means algorithm for clustering corn planting feasibility area in south lampung regency. J Phys Conf Ser 1751:012038. https://doi.org/10.1088/1742-6596/1751/1/012038
Aref MH et al (2023) Emerging technology for intraoperative margin and assisting in post-surgery tissue diagnostic for future breast-conserving. Photodiagn Photodyn Ther. https://doi.org/10.1016/j.pdpdt.2023.103507
Jahanger A, Ozturk I, Onwe JC, Joseph TE, Hossain MR (2023) Do technology and renewable energy contribute to energy efficiency and carbon neutrality? Evidence from top ten manufacturing countries. Sustain Energy Technol Assess 56:103084. https://doi.org/10.1016/j.seta.2023.103084
Palage K, Lundmark R, Söderholm P (2019) The innovation effects of renewable energy policies and their interaction: the case of solar photovoltaics. Environ Econ Policy Stud 21:217–254. https://doi.org/10.1007/s10018-018-0228-7
Acknowledgements
The authors acknowledge the support of Arab International Optronics, who provided us with both the working and nonworking PV cells and using both M54A-Solar-Cell-Tester and EL TEST, MONDRAGON ASSEMBLY for the preparation and the assessment of our research study.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). No funds, grants, or other support was received. The authors stated and declare that no funders for this study.
Author information
Authors and Affiliations
Contributions
EAA—conceptualization, resources, experiments, methodology, manuscript writing. AM—conceptualization, experiments, methodology, data analysis, manuscript writing, manuscript revision. MF—conceptualization, methodology, supervision. YHE-S—data analysis, investigation, conceptualization, methodology, supervision.
Corresponding author
Ethics declarations
Competing interests
The authors stated and declare that no conflict or competing of interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All the co-authors are agreed for the research study publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix

The measured I–V characteristics for an accepted PV cell measured by the M54A tester with an efficiency of 13.93%

Applying the standard Elu technique before applying our proposed method. a The EL TEST, MONDRAGON ASSEMBLY, station; b The FLIR thermal imager to investigate the PV panel; c The Elu test outcomes with defected PV cells chosen for our proposed investigation methodology
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Attia, E.A., Mahmoud, A., Fedawy, M. et al. Instant testing and non-contact diagnosis for photovoltaic cells using K-means clustering and associated hyperspectral imaging. SN Appl. Sci. 5, 207 (2023). https://doi.org/10.1007/s42452-023-05431-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05431-7