
Abstract
In this study, a comparison between the well-established Lagrangian approach and the Arbitrary Lagrangian–Eulerian (ALE) approach is presented. This comparison aims to verify the ALE's approach suitability for modeling thermomechanical processes. After that, a study on the material's stress state evolution inside the specimen is provided. The stress state is evaluated through the triaxiality factor and Lode parameter. Ideally, under pure compression, these parameters' values are − 1/3 and − 1, respectively. However, it is not possible to achieve ideal conditions in actual experiments. The Lagrangian model was done in QForm, and the ALE model was done in LS-Dyna. The results from both models are in good agreement between them and agree with the force vs. stroke measured during the experiments. Two paths were defined to study the stress state inside the sample, in the radial direction (equator line) and axial direction (axial line). It was concluded that some areas in both paths might be considered as approximately under pure compression stress state. In addition, the ALE approach accuracy for thermomechanical modeling was verified.
Article highlights
-
Cylindrical compression test is modeled by finite element method and compared with experimental results.
-
The Lagrangian and the Arbitrary Lagrangian–Eulerian (ALE) approaches are used to model the experiments.
-
The ALE approach's suitability for modeling thermos-mechanical phenomena is verified by comparing it with the Lagrangian approach.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Uniaxial tests are the mainstream test used by scientists and engineers for mechanical behavior characterizations as well as damage model calibration and validation. Although these tests have some drawbacks, their realization is simple and well established. In most cases, it even is possible to find a standard procedure. These standards are essential in order to obtain reliable results that may be used during process design and analysis, which nowadays involve the utilization of Fine Element Modeling (FEM). However, simulation results' accuracy relies on the data quality and the range of these parameters; such range should cover the entire range of the analyzed process [1]. It is well known that an accurate description of material behavior under varying conditions is highly beneficial for computer simulations [2]. When a computer-aided process is carried out, it is accepted that the characterization should be performed in a way that represents, with significance, the actual procedure. Compression tests have been widely used for massive metal forming operations, like bulk forging. This process is material's compressive, applied by tools, which highly correspond to the industrial processes.
Thus, the forging operation allows obtaining the final shape close to the desire and, in some cases, even the final shape itself (precision forging) [3]. Roebuck et al. [4] provide acceptable practices and a complete description of the hot compression test. Recently, Campbell et al. [5] proposed a new methodology to determine the flow behavior through indentation plastometry, which may become a future stream. It is essential to mention that the cylindrical compression test is often called axial compression or upsetting test. Hereafter, in this study, all these names are used interchangeably to refer to the same test.
A constitutive equation that relates the influencing factors to the stress (describing both elastic and plastic behavior) is necessary for finite element modeling. An ideal constitutive equation includes a relatively small number of material parameters. Simultaneously, it should enable precise process modeling within a wide range of strains, strain rates, and temperatures [6]. There are two kinds of constitutive equations available, e.g., phenomenological and physical-based models. Among the phenomenological equations are included, for instance, the Johnson–Cook model [7], Zerilli–Armstrong [8], and Hensel-Spittel [9]. On the other hand, physical-based models like the proposed by Kocks et al. [10] as well as Zamani et al. [11]. Both kinds of constitute equations have been successfully used in the behavior modeling of different metals like aluminum [12], brass [13], and steel [14].
The hot compression test's significant advantage is its ability to achieve large deformation and high strain rates. Nevertheless, its major drawback is the friction between the specimen and compression plates, leading to the barreling effect. This effect's consequence is the inhomogeneity of stress and strain states, i.e., the test is not totally uniaxial. Insights on these inhomogeneities on the strain and strain rates inside the cylinder specimen were provided by Khoddam and Hodgson [15]. They compared strain and strain rate distribution inside the sample, using and comparing results of three methods: Extended Avitzur, Cylindrical Profile Model, and Finite Element. Evans and Scharning [16] studied the influence of several test factors e g., friction, temperature, geometry, strain rate, and specimen volume, over the obtained flow stress. They concluded that the most critical variables are friction and the specimen's geometry. In further work, Evans and Scharning [17] studied the strain patterns inside the sample in the upsetting test. They concluded that a larger height-diameter ratio is better for plastic flow curve obtention, and smaller ratios are better for metallographic analyses. From a practical viewpoint, the most common way to deal with such inhomogeneities is employing lubricants (to reduce friction) and applying some corrections (post-test) by a reverse technique with FE's aid.
For instance, Wang et al. [18] studied the effect of temperature and strain rate over the barreling. They concluded that the barreling effect decreases with the increase in temperature. However, it has a non-linear relationship with strain rate. Their results allow correcting the plastic flow curves for the barreling. On the other hand, Ebrahimi and Najafizadeh [19] considered the friction between the workpiece and tools to simultaneously determine the friction coefficient and flow curves from the upsetting test. Bennett et al. [20] presented a coupled thermo-mechanical finite element model to comparative stress error orders in both typical compression and isothermal compression tests.
Most of the analyses mentioned above are based on finite element modeling. However, the complex stress state, contacts, and large deformation lead to numerical modeling challenges. Several efforts have been made to address these issues through different numerical techniques. Among these techniques, it is possible to mention remeshing algorithms, the Arbitrary Lagrangian–Eulerian (ALE) approach, Coupled Eulerian–Lagrangian (CEL), Smooth Particle Hydrodynamics (SPH), and Element Free of Galerkin Modeling (EFG), among others. Puchi-Cabrera et al. [21] have successfully used the remeshing technique and EFG to model the axisymmetric compression test. Chamanfar et al. [22] studied a nickel-base superalloy's isothermal upsetting. They used a commercial finite element code with remeshing, providing a complete analysis of the strain, strain rate, temperature, pressure, and dynamic recrystallization (DRX) during the test. The ALE approach was proposed to capture the advantages of classical Lagrangian and Eulerian to alleviate mesh distortion drawbacks. Gadala and Wang [23] presented the ALE formulation applied in solid mechanics, providing some examples compared to the literature's solutions. In further works, Gadala et al. [24] gave one of the most characteristic features of the ALE approach, i.e., the mesh motion scheme, with application to metal forming simulation. Khoei et al. [25] introduced an eXtended Arbitrary Lagrangian–Eulerian (X-ALE-FEM) technique, permitting capturing the ALE's formulation advantage a simultaneously allowing model discontinuities independently of the element boundaries.
Nowadays, it is possible to handle the mesh distortion drawbacks in many ways by different approaches. Even though it has been at the expense of computational cost; thus, other challenges have come up, such as damage and failure modeling. Bao and Wierzbicki [26, 27] have pointed out that the stress triaxiality η plays a significant role in the crack formation for isotropic material. They have proved by experimental and analytical analysis that a cut-off value below this value fracture will never occur. This cut-off value was determined as − 1/3; Bao and Wierzbicki observed that shear fracture dominates in the upsetting test; such kind of test is in the range of negative stress triaxiality. Thus, the stress triaxiality and Lode parameter may assess the inhomogeneities during the test. These parameters' roles have become important as long as they help evaluate the fracture locus.
Even though attempts have been made to analyze the upsetting test, including hot conditions, there is still a lack of literature regarding the stress state and its evolution. For example, the inhomogeneities in the stress triaxiality, and Lode parameter, have not been sufficiently studied yet. Furthermore, the ALE suitability for thermomechanical modeling has not been explored sufficiently yet. The stress state variation plays a fundamental role in damage accumulation and prediction, as was pointed out by Tekkaya et al. [28], which makes its study worthy.
This paper compares a classical and well-established Lagrangian model with an ALE model. This comparison aims to determine the suitability of the latter method to simulate thermomechanical problems. In addition, the stress state evolution during the uniaxial cylindrical compression test. Experiments were done at high temperatures and different strain rates. A validation study is presented through the force versus stroke, measured during the experiment. This article is organized as follows: the next sections describes the materials and methods used for material characterization. Section 3 shows the numerical methodology for both the Lagrangian and ALE approaches. In Sect. 4, we present the results comparison and its discussion. Finally, conclusions and future works are shown.
2 Materials and methods
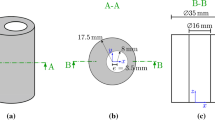
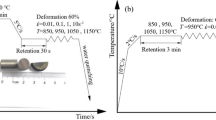
The material used in this study was 38MnVS6 steel, with the chemical composition determined by spectrometry, as Table 1 shows. The sample is a cylindrical specimen machined and polished with dimensions 18 mm in height and 10 mm in diameter. The thermomechanical simulator Bähr MDS 830 (BÄHR Thermoanalyse GmbH, Hüllhorst, Germany) was used; this equipment counts with an inductor heater as well as a vacuum chamber. The specimen is heated with a heating rate of 2.5 K/s until it reaches the deformation temperature. It is then held for 5 min before the beginning of the deformation, as shown in Fig. 1. An S-type thermocouple was installed in the center of the specimen's cylindrical outer surface to control during the test and post-processing purposes (to correct for temperature deviations). The upper platen with a flat tool moves down, and the lower platen remains fixed, holding the sample. The final height of the specimen was 6 mm, which implies a logarithmic (true) strain of approximately one. The deformation temperatures used were 900, 1000, 1100, and 1200 °C, and the deformation strain rates (nominal) were 0.1, 1, 15, and 30 s−1. The flow curves are corrected by temperature deviation, as well as strain rate deviation regarding the nominal conditions. The plastic flow characterization results are depicted in Fig. 2. The corrections of temperature and strain rate deviations were done utilizing the Hensel–Spittel approach, employing the measurements (an example is provided by Laasraoui and Jonas [29]). Siebel equation for friction correction according to diameter/height ratio is also applied (an example is given by Christiansen et at. [30]).

Experimental heating description

Flow curves obtained experimentally for each temperature and strain rate
3 Numerical analysis
In this study, two software packages were used for finite element modeling: QForm (QuantorForm Ltd) [31] and LS-DYNA (Ansys Inc.) [32]. The former is a widely used software in the metal forming industry designed for specific purposes. The latter is widely used software for general non-linear purposes. In order to address the large deformation and the nonlinearities involved in the present study, two approaches were used and compared, i.e., every software has its approach; these approaches are described in the following subsections. In addition, for the sake of brief, numerical simulations were carried out only for the strain rates of 15 and 30 1/s, which correspond to 68 and 34 ms in experiment duration, respectively. Even though two different software packages were used, some aspects are similar for both, e.g., the problem is non-linear and thermos-mechanical coupled. A three-dimensional model using solid elements is used (specific detail about every model is further provided). A quarter of symmetry was specified.
The anvils are not of interest in this study; hence, they are modeled as rigid bodies. However, the thermal interaction is considered, although the material is very stable and minimal heat is transferred. Coulomb's law is selected to address the friction at the tool-workpiece interface with a constant friction coefficient. The upsetting test is low-pressure because the material does not suffer restrictions and can flow freely in the radial direction. Behrens et al. [33] determined the friction factor (also known as Tresca's law), and it was transformed into Coulomb's coefficient of friction following the relationship described by Zhang and Ou [34]. On the workpiece side, its plastic flow (i.e., the output of the experiment described above) is introduced directly in the following manner:
In Eq. 1, \(\varepsilon \) is the true strain (logarithmic), \(\dot{\varepsilon }\) is the strain rate (i.e., the strain's time derivative), and \(T\) is the temperature. Other structural properties, i.e., Young's modulus E, Poisson's ratio υ, and linear coefficient of thermal expansion α, are considered temperature functions. On the thermal side of the problem, the thermal conductivity K and the specific heat Cp are also considered temperature functions; this implies that the thermal problem is non-linear as well, which means that iterations are necessary. The variation of the above properties with the temperature was taken from the QForm database. A material with a similar chemical composition was chosen as an approximation. The convection heat transfer is neglected because the experiments are performed in a vacuum chamber. However, heat transfer by radiation is considered. The S-type thermocouple installed at the specimen's center cylindrical outer surface records the temperature to control it during the experiment. These measurements are included as a boundary condition in the FE models. Figure 3 shows the temperature measurement during the test (black dots) for two cases; these measurements were approximated by a polyline (blue lines) and introduced as a boundary condition in the central nodes. The same procedure was applied for every case. The workpiece is considered isotropic. This assumption is generally accepted for steels and is more realistic when the material is beyond the recrystallization point, as in this case. Thus, the Misses yield criterion is used with a classical J2 approach. The time integration scheme is explicit with reduced integration elements.

Example of temperature measured during the experiments for a 30 1/s at 1000 °C and b 15 1/s at 1100 °C
Finally, the top anvil's velocity profile is introduced in order to achieve a constant strain rate during the deformation. The assumption here is that the specimen behaves as a unique element deformed homogeneously, i.e., the friction is not considered in the velocity profile determination. A second assumption is that the strain rate remains constant in the axial direction. The above assumption leads to Eq. 2: where \({v}_{i}\) is the instantaneous velocity and \({h}_{i}\) is the instantaneous specimen's high. This means that the top anvil starts applying force at the highest velocity and reduces it through the test duration. The experiment is carried out with this procedure in a reasonably approximated way. However, the specimen's strain rate is not constant inside because of the friction and some experiment deviations; thus, some inhomogeneities are expected.
For the sake of brief, numerical analyses were done just considering 15 and 30 s−1. This consideration is because models are based on explicit finite element codes, which are suitable for modeling highly non-linear problems, but with a short duration. The lower the strain rate, the higher the experiment duration, and in the case of 0.1 and 1 s−1 the test duration is in the order of seconds.
3.1 Lagrangian approach
The Lagrangian (using remeshing) approach is used in QForm (see Fig. 4a) to address large mesh distortion typical in massive deformation processes models. The remeshing process starts when the element's distortion reaches a pre-defined criterion (see Zeramdini et al. [35] for an example of remeshing criteria). If the criteria are reached, the calculation is stopped, and results are saved temporally while a new mesh is generated. The results are then mapped from the old to the new mesh; finally, the calculation continues. This procedure is repeated during the simulation. The significant advantage of this approach is its easy implementation and variety in the remeshing criteria. It has been used since the beginning of the non-linear finite element analysis. Among the drawbacks, it is possible to mention the problematic implementation with brick elements (used primarily with tetrahedron elements). Also, the mapping process from the old to the new mesh may lead to some errors.

Finite element models: a QForm and b LS-Dyna
The flow curves obtained from the experiments described above are appropriately introduced in the database. The plastic flow stress is given as a function of strain, strain rate, and temperature. In total, 8471 nodes with 40,574 tetrahedron elements were used in QForm. The remeshing considers the deformation and temperature changes as criteria for rebuilding the mesh. The maximum optimal element's size was determined as 1 mm. In contrast, the software algorithm chose the minimum size automatically (although it is possible to set it).
3.2 ALE approach
The Arbitrary Lagrangian–Eulerian is widely used to model large deformation problems. It is fully implemented on LS-DYNA (see Fig. 4b). The basic idea is to perform a Lagrangian step followed by an advection stage. In this stage, the nodes are relocated, and the results are mapped into these new nodal positions. This approach is sometimes called a "node re-localization" procedure. A complete explanation of the ALE approach is provided by Ghosh and Kikuchi [36], including the governing equations, the kinematic, and its discretization for numerical implementation. The mentioned advection stage involves extra computational time. However, it reduces the zero deformation energy modes (known commonly as hourglass). The hourglass is a drawback of under-integrated brick elements. To establish a good spatial discretization, the mesh should be structured so that the material motion can be easily cached for the mesh motion. The upsetting problem is simple to guess because the material's movement is outward in the radial direction and downward in the cylinder's axial direction. The material model 106 is used, which is and thermo-viscos-elastoplastic material. On the anvil's side, a rigid material is used with shell elements.
4 Results and discussion
Initially, some verifications through energy response were done. For instance, to check whether the zero deformation energy phenomena (hourglass) which is a common problem where under integrated elements are used. This energy must be small compared to the deformation energy. Energy conservation is also considered during the verification stage. Ideally, it must be one (energy conservation); however, a deviation at first is acceptable and short variations are expected [37].
Validation is then realized before starting with the discussion of the results. To accomplish that, in this study, force vs. stroke curves measured during the experiments and those calculated by the finite element models are compared. The results comparison shows a good agreement between the numerical with the experiments until 5 mm in stroke. Figure 5 shows four selected cases for discussion. Cases a) and b) are given at the same temperature but at different strain rates; the force increases with the strain rate because of the viscous effects. In Fig. 5, cases c) and d) are given at the same strain rate but different temperatures. With the temperature rise, it is possible to observe that material's workability increases, which means less force is required. Considering the strain rate influence, it is possible to observe that lower values, which implies lower velocities, lead to less demanded power. As a consequence, the equipment shows a better performance during compression.

Load vs. stroke results for selected cases
On the other hand, numerical models are set up with the ideal velocity profile to achieve a constant strain rate. Furthermore, some material properties are approximated as it has been described previously. These differences may explain some discrepancies, especially in the final part of the load stroke curves. Finally, we can conclude that the numerical results are good enough to catch the experimental behavior at this level. Nevertheless, is needed more detailed research in order to obtain a better fit in the load stroke results. In addition, both finite element approaches provide equivalent load-stroke results, which indicates that the ALE approach may be considered suitable to model thermomechanical processes.
For comparison purposes, Fig. 6 shows strain and stress contours, calculated at the final compression stage by both QForm and LS-Dyna for the condition of 900 °C and 30 1/s. All cases exhibit the same response, characterized by three areas: (1) the so-called dead metal zone located in the neighborhood to the contact zone. (2) The shear bands also appear formed because of the metal folding over at the outer contact surface. 3) The hydrostatic area is observed at the center, with the highest strain concertation. Figure 6 a and b show the strain values; it is observable that the strain is similar from both software. However, there are slight differences in the stress, as shown in Fig. 6c and d. These differences can be explained because the constitutive equation is not the same, as well as some differences in the element type. For instance, the LS-Dyna model is a thermos-viscous-elastic–plastic model, whereas the QForm is a thermo-viscous-plastic model. However, both approaches' maximum and minimum stress values are similar. Hence, regarding stress calculations, it may be considered that both models provided approximately equivalent answers.

Calculated strain and stress (effective) at the end of the compression at 900 °C and 30 1/s
The compression is carried out with a velocity profile designed to produce an ideal constant strain rate over the specimen. However, this is impossible to achieve in physical experiments because there is a velocity gradient inside the sample, which is not considered in the ideal case. Figure 7 shows the strain rate distributions for both models at 1000 °C and 30 1/s. Three stages during compression are shown, i.e., 33, 66, and 100% of total stroke. It is possible to observe that both solvers determine approximately the same strain rate. As long as it constrains the metal to strain, the so-called dead metal zone also constrains the strain rate (due to friction). Only the specimen's center can achieve the nominal strain rate value. This fact may be explained because, at the center, the friction effect propagation does not reach that zone. On the other hand, the fold-over location experiments had the highest strain rate because the material folding occurred rapidly, especially when the compression began. Thus, it is possible to consider the strain rate predicted by both approaches as equivalent between them.

Comparison of strain rate distribution at 1000 °C and 30 1/s for three different stages during compression: 33, 66, and 100% of total stroke
Deviation from the ideal compression conditions is understandable during experiments. These deviations lead to some inhomogeneities in the stress state. Then, it is possible to draw a better idea about these inhomogeneities when the stress state is considered. This is done by the stress triaxiality, as defined in Eq. 3, and the Lode parameter defined in Eq. 4.
In the above equations \({\sigma }_{1}, {\sigma }_{2}, {\sigma }_{3}\) are the first, second, and third principal stresses, respectively and, \({\sigma }_{eq}\) is the equivalent Misses stress. Ideally, both triaxiality and Lode parameters in pure compression are equal to − 1/3 and − 1, respectively. This assessment is easy to deduce because the first and second principal stresses are zero in pure compression, whereas the third principal stress is non-zero and negative. As an example in Fig. 8, the triaxiality distribution is shown for 1100 °C at 15 and 30 1/s in nominal strain rate. From the triaxiality viewpoint, it is clear that zones near the symmetry axis are close to the ideal pure compression stress state. This behavior is similar no matter the strain rate and different temperatures. However, only the zones around the center are under − 1/3 (or approximately) in triaxiality.

Triaxiality at 1100 °C at three different stages during compression: 33, 66, and 100% of total stroke
Lode parameter is another straightforward relationship of principal stresses; thus, it can provide a good sense of the stress state. Figure 9 shows the Lode parameter distribution for the same condition as is shown in Fig. 8. This result confirms that the specimen's center is approximately under a pure compression stress state. The variations of these parameters through the total stroke are considered below. In order to study how triaxiality and Lode parameters evolve during compression, some paths (lines) of interest are defined to look inside the specimen, as Fig. 10 shows. The initial geometry is shown in Fig. 10a, the final geometry is shown in Fig. 10b; finally, three different paths are shown in Fig. 10c i.e., the central axis line, the equator line. Three points are also considered, e.g., the contact point (1), the central one (2), and the outer point (3).

Lode parameter at three different stages during compression for 1100 °C

Tracked points and lines in the specimen
In Fig. 11, the triaxiality factor and Lode parameter at the equator line are shown for a nominal strain rate of 30 1/s; furthermore, Fig. 12 shows the same results for a nominal strain rate of 15 1/s. The distance is normalized from the center (zero) toward the outer point of the line (one). In order to study both parameters' evolution, three different stages during the compression stroke were selected, e.g., 33, 66, and 100%. Considering the plotted results, it is possible to observe that the triaxiality starts nearly at − 1/3. It is almost constant until 33% of stroke (solid red dots), no matter the temperature or strain rate. The triaxiality falls to the − 0.75 value in the center (solid green dots). It starts to rise almost linearly towards the outer side, reaching the zero value approximately. It is notorious for the higher slope in the 30 1/s cases than in 15 1/s cases. This difference may indicate that the deformation strain rate influences the stress state evolution. Finally, at the stroke's end, the triaxiality value continues falling until approximately minus one at the near to axis zone (about 25% of radius) to rise rapidly until approximately zero.

Lode parameter and triaxiality factor for the equator line in three compression stages for a nominal strain rate of 30 1/s

Lode parameter and triaxiality factor for the equator line in three compression stages for a nominal strain rate of 15 1/s
The triaxiality evolution has an overall propensity during the compression: it keeps the ideal − 1/3 value approximately until the 33% of stroke. When compression continues, triaxiality falls continually at the center and increases towards the outer point. The outer surface has the highest triaxiality values. This behavior may be explained because the barreling effect caused by friction produce tension stress, and it has its most significant incidence on the outer side. Then, from the triaxiality viewpoint, it is possible to consider in compression during the experiment only the central part until approximately 25% of the distance from the central axis. However, the triaxiality behavior is inconsistent with the above-explained at 1100 °C. The most likely explanation may be a microstructural phenomenon affecting the material's behavior. This explanation is a hypothesis, which is not confirmed in this study.
The results for the Lode parameter at the equator line, shown by blank dots, are discussed now. The Lode parameter value starts close to the ideal minus one quasi-uniformly for the 15 1/s cases (red blank dots). However, for the 30 1/s cases, this uniform behavior is observed approximately up to 25% of the radial distance. This indicates that the Lode parameter evolution evolves more rapidly than the Triaxility. When compression continues (green blank dots), the Lode parameter value rises from the minus value at the central point reaching almost zero at the outer end. Again, the gradient is higher when the strain rate is faster. Then at the final stage of compression (blank blue dots), the Lode parameter tended to return to the minus one value. It keeps approximately constant in minus one until the 50% and 75% of radial distance for the 30 and 15 1/s cases, respectively. These respective points rise rapidly up to reach the zero value. The Lode parameter has shown more sensitivity to the strain rate than the triaxiality. It even has some erratic behavior for 30 1/s and 1100 °C. Another way to understand these changes is that the contact area increases when compression progresses, making the friction effect more significant. Thus, from the Lode parameter viewpoint, it is possible to establish that the equator line is under pure compression up to approximately 50% of its length.
The second path analyzed is the axis line; it is considered from the equatorial line to the upper contact surface, following the asymmetry axis (just a half because of the symmetry). The distance is again normalized, i.e., zero means the equator point, and one represents the upper contact point. Regarding triaxiality, its value shows sharper variation than the equatorial line, mainly when the highest nominal strain rate is applied, as can be seen in Fig. 13 for the 30 1/s cases. In this case, then triaxiality starts close to the − 1/3 value in the center. It falls gradually to approximately − 0.75 at the contact point (solid red dots). Then, when the stroke reaches 66% (solid green dots), the center falls to − 0.75 and then increases its value until it reaches about − 0.4 at the upper point. By the end of the compression, the triaxiality value decreases again to minus one, keeping this value almost homogeneously. Figure 14 shows that the triaxiality variation is smothered. The first stage (solid red dots) constantly keeps the ideal − 1/3 value. Then, the second stage (solid green dots) slightly falls at the center and rises to zero toward the upper side. In the final stage (solid blue dots), triaxiality falls to minus one at the center but keeps its maximum at approximately zero. The overall behavior pattern is the same as described for other conditions. The Lode parameter behaves differently in the central axis case. Both stain rates considered, i.e., 15 and 30 1/s, remain almost constant at minus one during the whole compression. Only some deviations are observed in the neighborhood to the contact area. These deviations are understandable because friction has its most significant effect in this zone.

Lode parameter and triaxiality factor for the axis line in three different compression stages for a nominal strain rate of 30 1/s

Lode parameter and triaxiality factor for the axis line in three different compression stages for a nominal strain rate of 15 1/s
After establishing the equivalence by comparing the classical Lagrangian approach and the ALE approach, it is possible to extract information about the material's behavior. For example, the data calculated at three different points depicted in Fig. 10 is shown in Fig. 15. This information corresponds to the effective stress, the strain rate, the triaxiality, and the Lode parameter, given as a function of strain. The finite element model can be used to obtain data for more points with different stress states. This may be used to train machine learning models in order to include them in a finite element simulation.

Stress, strain rate, triaxiality, and Lode parameter for tracked points
5 Conclusions and outlook
From the present work, the following conclusions can be drawn:
-
Two finite element models were made and validated using the classical Lagrangian with remeshing and the ALE approaches. The stress, strain, and strain rate results were compared between them. Their results are very similar, with some differences in the calculated stress, mainly because the constitutive equations are not the same. Furthermore, the force stroke calculated by both models is in good agreement with the recorded from the experiments until 5 mm in stroke. From that point, numerical results show some deviation regarding the experiments. However, it is possible to conclude that both models' results are approximately equivalent between them, as well as they represent the experiment reasonably well. In addition, the suitability of the ALE approach for modeling the thermomechanical process was verified.
-
The major limitations in the presented numerical models are related to some material's properties and their temperatures dependencies, such as Young’s modulus, Poisson’s ratio, as well as thermal conductivity, and specific heat coefficient. At high temperatures, it is difficult to measure many properties, and some of these must need to be measured indirectly. This is undoubtedly an opportunity are to further improvements.
-
The stress triaxiality and Lode parameter contours made it possible to assess that some zones are subjected to a pure compression stress state. These zones were located to be in the specimen center. Then, two paths were selected; the first consists of the equatorial line and the second is the symmetry axis. The stress state evolution was analyzed during the compression.
-
At the equatorial line, the triaxiality factor was found consistently stable until 25% of the normalized radius. It is concluded that the data obtained from the 25% of the normalized radius may be considered approximately under pure compression. However, along the symmetry axis, the triaxiality has more significant variations, which indicates that the hydrostatic pressure is constantly changing due to friction.
-
The Lode parameter showed a notorious stable value along the symmetry axis, indicating a pure compression stress state regarding the central axis. For all cases, this constant stress state reaches almost 90% of the axis from the equator toward the contact area. At the equatorial line, it comes an approximately constant value only until 60% of the normalized distance.
-
The zones under a pure compression stress state were determined. These zones are essential for material characterization. In addition, other stress states are observed during the test evolution. Relevant information was obtained for three particular points as an example. This information can be used for material parameter identification as well as for feeding a machine-learning algorithm. Recently, machine learning has been used to substitute the constitutive equation into finite element models. In addition, it may be interesting to study the material's behavior under different triaxiality states, such as tension or shear. This is because compression is not the only stress state existing during the forging operation.
-
As long as this is ongoing research, and there are futures steps that it is possible to mention: on the experimental side, the thermal and structural properties characterization as a temperature function for the current material. On the numerical side, it is possible to mention incorporating the multi-material formulation in the ALE models. Using the multi-material formulation is likely to model the oxide scale present in the actual forging operations. This analysis requires more experiments because the current experiments were conducted in a vacuum chamber, preventing the oxide scale formation.
References
Poursina M, Ebrahimi H, Parvizian J (2008) Flow stress behavior of two stainless steels: an experimental–numerical investigation. J Mater Process Technol 199(1–3):287–294. https://doi.org/10.1016/j.jmatprotec.2007.08.021
Svyetlichnyy D, Nowak J, Biba N, Łach Ł (2016) Flow stress models for deformation under varying condition—finite element method simulation. Int J Adv Manuf Technol 87:543–552. https://doi.org/10.1007/s00170-016-8506-7
Behrens B-A, Doege E, Reinsch S, Telkamp K, Daehndel H, Specker A (2007) Precision forging processes for high-duty automotive components. J Mater Process Technol 185(1–3):139–146. https://doi.org/10.1016/j.jmatprotec.2006.03.132
Roebuck B, Lord JD, Brooks M, Loveday MS, Sellers CM, Evans RM (2006) Measurement of flow stress in hot axisymmetric compression tests. Mater High Temp 23(2):59–83. https://doi.org/10.1179/mht.2006.005
Campbell JE, Thompson RP, Dean J, Clyne TW (2019) Comparison between stress-strain plots obtained from indentation plastometry, based on residual indent profiles, and from uniaxial testing. Acta Mater 168:87–99. https://doi.org/10.1016/j.actamat.2019.02.006
Trajkovski J, Kunc R, Pepel V, Prebil I (2015) Flow and fracture behavior of high-strength armor steel PROTAC 500. Mater Des 66:37–45. https://doi.org/10.1016/j.matdes.2014.10.030
Johnson GR, Cook WH (1985) Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng Fract Mech 21(1):31–48. https://doi.org/10.1016/0013-7944(85)90052-9
Zerilli FJ, Armstrong RW (1987) Dislocation-mechanics-based constitutive relations for material dynamics calculations. J Appl Phys 61(5):1816–1825. https://doi.org/10.1063/1.338024
Hensel A, Spittel T (1978) Kraft- und Arbeitsbedarf bildsamer Formgebungsverfahren. VEB DeutscherVerlag fur Grundstoffindustrie, Leipzig
Kocks UF, Argon AS, Ashby MF (1975) THERMODYNAMICS AND KINETICS OF SLIP. Progr. Mater. Sci 19:14
Zamani M, Dini H, Svoboda A, Lindgren L-E, Seifeddine S, Andersson N-E, Jarfors AE (2017) A dislocation density based constitutive model for as-cast Al-Si alloys: effect of temperature and microstructure. Int J Mech Sci 121:164–170. https://doi.org/10.1016/j.ijmecsci.2017.01.003
Ashtiani HR, Shahsavari P (2016) A comparative study on the phenomenological and artificial neural network models to predict hot deformation behavior of AlCuMgPb alloy. J Alloys Compd 687:263–273. https://doi.org/10.1016/j.jallcom.2016.04.300
Farabi E, Zarei-Hanzaki A, Abedi HR (2015) High temperature formability prediction of dual phase brass using phenomenological and physical constitutive models. J Mater Eng Perform 24:209–220. https://doi.org/10.1007/s11665-014-1254-7
Ji G, Li L, Qin F, Zhu L, Li Q (2017) Comparative study of phenomenological constitutive equations for an as-rolled M50NiL steel during hot deformation. J Alloys Compd 695:2389–2399. https://doi.org/10.1016/j.jallcom.2016.11.131
Khoddam S, Hodgson PD (2018) Advancing mechanics of Barrelling Compression Test. Mech Mater 122:1–8. https://doi.org/10.1016/j.mechmat.2018.04.003
Evans RW, Scharning PJ (2001) Axisymmetric compression test and hot working properties of alloys. Mater Sci Technol 17(8):995–1004. https://doi.org/10.1179/026708301101510843
Evans RW, Scharning PJ (2002) Strain inhomogeneity in hot axisymmetric compression test. Mater Sci Technol 18(11):1389–1398. https://doi.org/10.1179/026708402225007195
Wang X, Li H, Chandrashekhara K, Rummel SA, Lekakh SN, Van Aken DC, O’Malley RJ (2017) Inverse finite element modeling of the barreling effect on experimental stress-strain curve for high temperature steel compression test. J Mater Process Technol 243:465–473. https://doi.org/10.1016/j.jmatprotec.2017.01.012
Ebrahimi R, Najafizadeh A (2004) A new method for evaluation of friction in bulk metal forming. J Mater Process Technol 152(2):136–143. https://doi.org/10.1016/j.jmatprotec.2004.03.029
Bennett CJ, Leen SB, Williams EJ, Shipway PH, Hyde TH (2010) A critical analysis of plastic flow behaviour in axisymmetric isothermal and Gleeble compression testing. Comput Mater Sci 50(1):125–137. https://doi.org/10.1016/j.commatsci.2010.07.016
Puchi ES, Guerin JD, La Barbera JG, Alvarez JC, Poreau P, Dubar M, Dubar L (2020) Friction correction of austenite flow stress curves determined under axisymmetric compression conditions. Exp Mech 60:445–458. https://doi.org/10.1007/s11340-019-00492-5
Chamanfar A, Valberg HS, Templin B, Plumeri JE, Misiolek WZ (2019) Development and validation of a finite-element model for isothermal forging of a nickel-base superalloy. Materialia 6:14. https://doi.org/10.1016/j.mtla.2019.100319
Gadala MS, Wang J (1998) ALE formulation and its application in solid mechanics. Comput Methods Appl Mech Eng 167(1–2):33–55. https://doi.org/10.1016/S0045-7825(98)00107-8
Gadala MS, Movahhedy MR, Wang J (2002) On the mesh motion for ALE modeling of metal forming processes. Finite Elem Anal Des 38(5):435–459. https://doi.org/10.1016/S0168-874X(01)00080-4
Khoei AR, Anahid M, Shahim K (2008) An extended arbitrary Lagrangian-Eulerian finite element method for large deformation of solid mechanics. Finite Elem Anal Des 44(6):401–416. https://doi.org/10.1016/j.finel.2007.12.005
Bao Y, Wierzbicki T (2005) On the cut-off value of negative triaxiality for fracture. Eng Fract Mech 72(7):1049–1069. https://doi.org/10.1016/j.engfracmech.2004.07.011
Bao Y, Wierzbicki T (2004) On fracture locus in the equivalent strain and stress triaxiality space. Int J Mech Sci 46(1):81–98. https://doi.org/10.1016/j.ijmecsci.2004.02.006
Tekkaya AE, Bouchard P-O, Bruschi S, Tasan CC (2020) Damage in metal forming. CIRP Ann 69(2):600–623. https://doi.org/10.1016/j.cirp.2020.05.005
Laasraoui A, Jonas J (1991) Prediction of steel flow stresses at high temperatures and strain rates. Metall Mater Trans A 22:1545–1558. https://doi.org/10.1007/BF02667368
Christiansen P, Martins P, Bay N (2016) Friction Compensation in the upsetting of cylindrical test specimens. Exp Mech 56(1271–1279):2016. https://doi.org/10.1007/s11340-016-0164-z
QForm Group, [Online]. Available: https://www.qform3d.com/. Accessed 03 2021
ANSYS, "ANSYS LS-Dyna," [Online]. Available: https://www.ansys.com/products/structures/. Accessed 4 2021
Behrens B-A, Chugreev A, Awiszus B, Graf M, Kawalla R, Ullmann M, Korpala G, Wester H (2018) Sensitivity analysis of oxide scale influence on general carbon steels during hot forging. Metals 8(2):1–15. https://doi.org/10.3390/met8020140
Zhang D-W, Ou H (2016) Relationship between friction parameters in a Coulomb-Tresca friction model for bulk metal forming. Tribol Int 95:13–18. https://doi.org/10.1016/j.triboint.2015.10.030
Zeramdini B, Robert C, Germain G, Pottier T (2019) Numerical simulation of metal forming processes with 3D adaptive Remeshing strategy based on a posteriori error estimation. Int J Mater Form 12:411–428. https://doi.org/10.1007/s12289-018-1425-4
Ghosh S, Kikuchi N (1991) An arbitrary Lagrangian-Eulerian finite element method for large deformation analysis of elastic-viscoplastic solids. Comput Methods Appl Mech Eng 86(2):127–188. https://doi.org/10.1016/0045-7825(91)90126-Q
LS-DYNA Aerospace Working Group, modeling Guidelines Document, Livermore: LSTC, 2013.
Acknowledgements
The first author would like to express his gratitude for the financial support of the Mexican government through the "Consejo Nacional de Ciencia y Tecnología" (CONACYT). We want to thank the company Pintura, Estampado y Montaje SAPI de CV (PEMSA) for providing the material used for this research work. We also appreciate the support provided by Ian Do from ANSYS-LSTC and Artur Gartvig from Quantum Forming for their crucial comments to improve finite element models.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gomez-Marquez, D., Ledesma-Orozco, E., Hino, R. et al. Numerical study on the hot compression test for bulk metal forming application. SN Appl. Sci. 4, 220 (2022). https://doi.org/10.1007/s42452-022-05093-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-05093-x