
Abstract
Influence of deep fat frying parameters on quality attributes of chicken nuggets from FUNAAB-Alpha broilers and optimization of the process using Box-Behnken experimental design of response surface methodology was investigated. Fried chicken nuggets were obtained using frying temperature (155–175 °C), frying time (3–7 min) and sample thickness (0.5–2.5 cm) as independent variables. Oil and moisture contents, texture (hardness, chewiness, adhesiveness, cohesiveness and springiness) and colour (L*, a* and b*) of samples were analyzed using standard procedures. Significance of each term in polynomial regression equations was evaluated on quality attributes. The accuracy of the regression models varied between 0.727 and 0.939. The effect of frying temperature on quality attributes of fried chicken nuggets was more significant (p > 0.05). The optimum frying temperature, frying time and sample thickness are determined as 175 °C, 3 min, 2.32 cm, respectively. Absolute percent error between optimized and experimental data were within the acceptable limit.
Graphic abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Consumption of processed meat products from different sources such as chicken, goat, turkey, etc. appears to be on the increase in many developing countries, including Nigeria. Even in developed countries, there is a sudden increase in the consumption and sale of pre-cooked and ready-to-eat meat products. This may be due to upsurge in economic conditions of majority of members of the society, rural–urban migration, global economic activities as well as the fact that most couples have little time for adequate meal preparation. According to Maryam Soorgi et al. [1], one of the most desirable breaded fast food usually prepared by deep fat frying operation is chicken nugget. It is a restructured meat product which is usually from chicken, fish or combination with vegetable protein and gum, battered and breaded to retain the quality and fried to obtain nuggets of acceptable quality attributes [2].
Deep fat frying is a popular method of cooking food by immersing it in edible oil using a frying temperature usually higher than that of the boiling point of water [3, 4]. It is one of the most complex food processing technology involving transfers of heat (majorly by conduction and convection) and mass (moisture and oil) [5]. Apart from these, it had been documented that there are structural and temperature differences between the crust and the core of the product [6]. Most deep fat frying operation are usually carried out to keep food flavor in its original state and also ensuring that the core is soft and moist while the crust is crispy which enhances the texture, an important quality attribute of fried products. According to Altunakar et al. [7], application of coatings which is common in nuggets helps in maintaining the moistness of the core, encourage browning of the crust and reduce oil uptake into the core.
Deep fat frying is very important in house-hold kitchen, fast-food restaurants and instant noodles industry because of its rapid food processing operation, palatability of the final product and considerable economic benefits. Recently, most consumers preference are towards healthier and low-fat products which is at variance with most deep fat fried food materials as they contain high oil content as reported by Kurek et al. [8]. Any attempt to adjust the processing conditions in favour of lower oil content will definitely alter other equally important attributes, such as texture, colour and moisture content. Hence, optimization of processing conditions is essential to achieve a suitable chicken nugget with acceptable (low) oil content without compromising other quality attributes.
Consequently, most food industries are now shifting attention to improving food processing performance thereby enhancing process efficiency at a very minimal cost and duration as reported by Yolmeh and Jafari [9]. Accordingly, it becomes imperative to use a very effective statistical technique such as response surface methodology (RSM), for testing the effect of multiple process parameters, their interaction and quadratic effects on the important quality attributes of any product. One of its major strength over others is its effectiveness in reducing the number of experiments when compared with full factorial experimental design techniques. The RSM approach have been reported to be used not only for operation but to design, develop and improve production processes in which a response is influenced by multiple variables [10,11,12]. It has found wide application in meat and meat products to obtain acceptable processing condition. Some of these include its use in predicting stability of colour and oxidation of lipid in fresh beef [13]; finding the optimal colour stability of cured ham as result of packaging and retail display [14]; optimization of beef tenderization treated with bromelain [15]; nitrite determination in meat products [16]; thermal processing of meat based aginate particles [17]; and using Pinctada Fucata muscle to produce high antioxidant activity product [18]. Apart from its application in processing of meat products, it has also been applied in some related areas such as recovery of protein from bovine lungs [19] as well as slaughter house waste water characterization and treatment [20].
Processing of FUNAAB-Alpha Boilers, an indigenous breed from a crossbreed of an exotic and a local breed [21] into nuggets is a means of increasing product diversification, utilization and enhancing the market value of indigenous chicken thereby increasing its consumption as well as the income of the farmers at a sustainable level. Since, any change in processing conditions can affect the quality attributes of fried products, a detailed study on the optimization of process conditions during deep fat frying of chicken nuggets from FUNAAB-Alpha Broiler is very important. Hence, the objective of this work is to determine the applicability of RSM in determining the effect of process parameters on some quality attributes of chicken nuggets and optimize the processing conditions.
2 Materials and methods
2.1 Raw materials
Vegetable oil and wheat flour were procured from the local market in Abeokuta, while fresh eggs were from DUFARMS, Federal University of Agriculture, Abeokuta, Nigeria. The eggs were carefully broken followed by separation of the albumen from the yolk.
2.2 Processing of FUNAAB Alpha broiler chicken
The broiler chickens (FUNAAB-Alpha) which were 6 to 8 weeks old and weighing between 1.5 and 2.0 kg was used for the experiments. The broilers were reared based on common feeding and management systems. Slaughtering and dressing of the chicken were done at the slaughter house of Department of Animal Production and Health, Federal University of Agriculture, Abeokuta, Nigeria using standard procedures. Clean water was used to wash the carcasses thoroughly and the bones were removed manually using stainless-steel knife under hygienic condition. Trimming of visible fat and connective tissues were done, and sample were used same day.
2.3 Formulation and preparation of chicken nuggets samples
Similar method used by Soorgi et al. [1] with slight modification was adopted. The chicken nuggets were prepared manually. The major material used in nugget preparation consist of about 100 g de-boned skinless chicken breast, 2.5 g common salt, 4 g refined wheat flour and 1 g dried pepper. Firstly, fresh chicken breast from FUNAAB Alpha were skinned using a stainless-steel knife and then washed with clean water. After removing the surface water, the bones were removed from the chicken breast using kitchen knife. The boneless and skinless meat was then mixed with the ingredients and seasonings (mentioned above) and grinded using a meat grinder (Panasonic, model MK-1500P, Matsushita Electric Industrial Co., Japan) for 30 s. The nuggets were then formed into individual rectangular shape (25 ± 1 g) with dimensions 5 cm (length), 3 cm (width) and X cm (variable thicknesses of 0.5, 1.5 and 2.5 cm). Individual chicken nugget piece was then breaded using three step procedure: first they were enrobed in egg albumin, then batter-coated and finally breaded (The batter formulations were composed of solid and water in a ration 3:5. The solid content of the batter formulations contained wheat flour) and was allowed to drain for 30 s, and immediately coated with breading materials. Coated nuggets were weighed again (30 g) to determine the coating mass before frying.
2.4 Deep fat frying operation
A kitchen deep fat fryer earlier reported by Sobukola et al. [22] was used. The fryer was initially filled with about 2.5 l of vegetable oil and heated for 1 h until the temperature of the oil reached the required temperature (155, 165 and 175 °C) for each experiment. At each of the required frying temperature, the frying basket which already had the samples to be fried was placed in the hot oil and allowed to fry for the required period as set out in the experiment (3–7 min). The fried chicken nuggets were immediately removed from the oil and the surface blotted with dry tissue paper to remove surface oil and were allowed to cool at ambient temperature before analyzing the samples.
2.5 Determination of quality characteristics
2.5.1 Moisture and oil content measurements
The initial moisture content of the unfried (76.25 ± 2.6%) and fried chicken nuggets at different experimental conditions were analyzed (As presented in Table 1). Three replicate samples were analyzed for each experimental condition using 5 g each. The samples were dried until a constant weight was obtained [23]. The total oil contents of the three dried samples (5 g) of the chicken nuggets were extracted with analytical grade petroleum ether using Soxhlet extractor (Thermo Scientific EME3100/CEB, UK) technique. Oil content was then determined gravimetrically.
2.5.2 Determination of colour properties
Colour of fried chicken nuggets as described by Jackson et al. [24] was measured with the aid of a Konica Minolta Colour Measuring System (Chroma meter CR-410, Minolta LTD, Japan). In accordance with the CIELab systems, lightness (L*), redness (a*) and yellowness (b*) values were measured in triplicates after calibrating the instrument using a white tile.
2.5.3 Texture profile analysis
Characteristic texture analysis for the fried chicken nuggets was performed using Universal Testing Machine (Model 500, Testometric AX, Rochdale, Lancashire, England). The fried chicken nuggets of uniform size but different thicknesses (0.5, 1.5, and 2.5 cm thicknesses) were selected. The textural features of the samples were measured by compressing it with a 75 mm diameter probe. The probe was allowed to compress up to 50% of the sample at a crosshead speed of 50 mm/min. The curves generated were used to determine chewiness, springiness, hardness, cohesiveness and adhesiveness [25]. The determinations were performed in triplicates.
2.6 Experimental design, modelling, optimization and statistical analysis
The frying temperature, frying time and sample thickness were optimized using response surface methodology. F-ratio at a probability of 5% was used to assess the significance of the model terms. Multiple responses were optimized simultaneously through the use of a desirability function that combines all the responses into one measurement. The method finds operating conditions (combination of independent variables) that maximizes the desirability function. The constraints were set to get the value of a variable for an optimum response i.e. independent variables were kept in range while all responses except yellowness and chewiness were set at minimum.
3 Results and Discussion
3.1 Effect of processing conditions on oil, moisture and colour parameters
Table 1 show the mean values of the responses for different experimental runs. Separation of means analysis indicated that chicken nuggets fried at higher temperature, longer duration using lower sample thickness have significantly (p < 0.05) higher oil content when compared with those fried at lower temperature, shorter time with higher thickness. The oil content (Y1) of fried chicken nuggets from FUNAAB Alpha varied from 3.08 to14.33%. Samples fried at 175 °C for 5 min using 0.5 cm sample thickness and 165 °C for 3 min using 2.5 cm sample thickness had the highest and lowest oil contents, respectively. Oil content increased when frying temperature increased from 155 to 175 °C for 5 min as sample thickness increased from 0.5 to 1.5 cm but decreased (not significant) when it increases to 2.5 cm. Oil uptake during deep fat frying have been reported to be a complex phenomenon involving several factors. According to Sahasrabudhe et al. [26], majority of oil absorption occurs after frying which is encouraged by adhesion of oil unto the surfaces as well as through capillary action. Hence, a much thicker samples tends to have more adhesion sites for oil resulting in high oil content. Also, at higher temperature, there is tendency for faster development of solid crust which enhances oil absorption particularly during cooling. For this type of product, application of batter and breading can also modify the permeability of the surfaces thereby controlling mass transfer as earlier reported by Ngadi et al. [27]. Thus, contributing to higher product oil content.
According to Sobukola and Bouchon [28], moisture content of fried foods is an important parameter which apart from influencing textural properties, it also determines its microbial stability. The minimum and maximum values of moisture content varied between 35.7% (run 11) and 61.58% (run 8) as shown in Table 1. Separation of means analysis indicated that chicken nuggets fried at higher temperature, longer duration with smaller sample thickness have significantly (p < 0.05) lower moisture content when compared with those fried at lower temperature, shorter duration and higher thickness. As with other experiments, moisture content decreased significantly (p < 0.05) as frying temperature and time increases irrespective of the sample thickness used. However, the rate of moisture removal with respect to sample thickness increases in this order: 2.5 cm < 1.5 cm < 0.5 cm. This observation can be attributed to increasing larger surface area as sample thickness decrease. Also, as frying proceeds, the rate of moisture removal decreases due to the increase in the thickness of the crust surface which decreases heat and vapour transfer rate from the sample. Similar observation has been reported by Teruel et al. [29].
Most fried foods point of attraction to consumers is the colour and usually determined using the CIELab parameters. Redness have a minimum and maximum values of 15.28 and 34.84, for samples fried at 155 °C for 3 min using 1.5 cm thickness and 175 °C for 7 min using 1.5 sample thickness, respectively. Redness values as shown in Table 1, increased significantly (p < 0.05) with increase in frying temperature resulting in darker chicken nuggets, an evidence of induced Maillard reaction. Ngadi et al. [18] also reported similar behavior in their study. Yellowness mean values ranged between 28.66 and 54.11 as shown in Table 1. It decreases as frying time increases using frying temperature of 155 and 165 °C but the reverse was the case at higher temperature of 175 °C. This implies that higher frying temperature > 165 °C, have more significant (p < 0.05) effect on yellowness of fried chicken nuggets more than frying time. Teruel et al. [29] reported similar effect on vacuum fried chicken nuggets. From the mean separation result for redness and yellowness (Table 1), samples fried at higher temperature, longer period using lower sample thickness has significantly higher values when compared with those fried at lower temperature, shorter period and higher sample thickness. There was a significant decrease in lightness of fried chicken nuggets from 69.05 (run 16) to 31.22 (run 11) as frying temperature and frying time increases. Similar changes have been reported for many fried food materials either from plant or animal sources [18, 30, 31]. Lower values of lightness mean a darker product a consequence of higher frying temperature and duration. In fact, results showed a strong interaction between frying temperature and time affect lightness of chicken nuggets. From Table 1, separation of means also revealed that chicken nuggets processed at higher temperature using smaller thickness for a longer period has significantly lower lightness values when compared with those fried at lower temperature using higher thickness for a longer period.
3.2 Effect of processing conditions on textural attributes
Hardness, adhesiveness, chewiness, cohesiveness and springiness were used to profile the textural attributes of fried chicken nuggets. The minimum and maximum mean values of hardness, adhesiveness and chewiness are 6.71 and 19.28 N, 2.77 and 23.2 N.s. and 0.91 and 9.34 N, respectively. Similarly, the lowest and highest mean values for cohesiveness and springiness were 0.21 and 0.66, and 0.2 and 0.79, respectively. A careful observation of the ANOVA result for the experimental runs, reveals significant differences among the runs even for samples with very similar experimental processing conditions. For hardness and cohesiveness, similar patterns were obtained for the mean separation as shown in Table 1. Processed samples at lower temperature, longer period using higher thickness have higher values for the two parameters when compared with those prepared at higher temperature, shorter duration at lower sample thickness. Likewise, chewiness and springiness behaved similarly as observed in Table 1. Values obtained were significantly higher when using high temperature and time with smaller sample thickness when compared with those processed with lower temperature and time at higher for higher thickness. Although the textural attributes behave in a similar pattern, the factors responsible are quite different. For instance, the changes observed for hardness are attributed to the linear form of frying time and quadratic terms of frying time and sample thickness while only linear form of frying temperature was responsible for the significant changes in adhesiveness and cohesiveness. However, a combination of frying temperature and sample thickness significantly dictated the observed changes in cohesiveness while frying time and sample thickness significantly affected springiness.
For breaded products as investigated in this work, the coating materials (batter) have been reported to undergo some physical and chemical changes which ultimately modify the textural attributes of such products. Some of these notable changes include moisture removal, denaturation of protein and gelatinization starches. Some of these changes takes place within the temperature range used in this work as earlier reported by Teruel et. al. [29].
3.3 Regression modeling of deep fat frying conditions
The second order response surface based on the structure of balanced in-complete block designs was fitted using Box-Behnken design (BBD). Regarding this experimental design, frying temperature (X1), frying time (X2) and sample thickness (X3) which affected the deep fat frying process of chicken nuggets were used as the independent variables. These processing conditions were arrived at by considering the results obtained from preliminary experiment with each processing variables such as frying temperature (155–175 °C), frying time (3–7 min) and sample thickness (0.5–2.5 cm). The dependent variables were oil and moisture contents, colour parameters (redness, yellowness and lightness) and textural properties (hardness, adhesiveness, chewiness, cohesiveness and springiness). The experiments composed of twelve different combinations of the independent variables and five center points based on the BBD applied. Each experimental run was conducted in duplicates. With respect to regression modelling/analysis, mathematical relationship between the processing variables and responses were identified using mean values. Design expert version 12 was used to carry out RSM. The significance of the terms in each polynomial regression was evaluated statistically at 5% level. The polynomial equation below shows the responses (dependent variables-Yn), the independent variables (Xn) and bn (the fixed constant and regression coefficients of the equation).
The p values for each term in the polynomial regression equation are presented in Table 2. These values indicate the significance of the terms to the model for each response. For oil content, the linear terms of frying temperature and sample thickness were significant at p value s of 0.026 and 0.0026, respectively. However, those that were not significant have p value s ranging between 0.1149 and 0.5139 as shown in Table 2. The coefficient of determination (R2) which is an indication of the validity and accuracy of the regression equation (Table 3) was 0.844 with a significant regression relationship (p value = 0.036). The first order term for frying temperature in the regression equation was the only significant term that affected moisture content during deep fat frying of chicken nuggets at p value of 0.0228 (Table 2). From the regression table as shown in Table 3, the coefficient of determination of the equation is 0.826 while the significant model p value is 0.0497.
As shown in Table 2 for redness and yellowness parameters, the significant linear terms are frying temperature (p value = 0.0003) and time (p value = 0.0309); as well as frying temperature (p value = 0.029), respectively. Also, the R2 and p values of the regression equations for redness and yellowness are 0.939 and 0.002; and 0.727 and 0.1753 (Table 3), respectively. However, it was observed that the R2 and model p value was highest and lowest, respectively for redness while the model p value for yellowness was not significant. Lightness of fried chicken nuggets was significantly (p < 0.05) affected by first order terms of frying temperature (p value of 0.0002), frying time (p value of 0.0362) and interaction of frying temperature and frying time (p value of 0.0428). From Table 2, the p value of frying temperature is very close to zero i.e. 0.0002 which indicates a great importance to lightness of chicken nuggets. The accuracy of the regression equation for lightness measured by R2 was 0.907 while the model p value is 0.007 (Table 3), an indication of good significant relationship.
The p value s of all the terms in the regression equation for the textural attributes investigated in this work are also presented in Table 2. Hardness (N) usually presented as breaking force is significantly affected by the quadratic terms of both frying time (p value of 0.0472) and sample thickness (p value of 0.0074) while the R2 of the regression equation and p value of the significant model terms are 0.841 and 0.0381 (Table 3), respectively. For adhesiveness (N.s), the first term of frying temperature (p value of 0.0089) was significant. Although the R2 of the regression equation is 0.74 (Table 3), the model term was not significant (p value of 0.154). With respect to chewiness (N) parameter as shown in Table 2, the first and quadratic terms of frying temperature with p value of 0.0027 and 0.0275, respectively are significant. The regression model for chewiness was also significant with a p value of 0.0293 while the R2 was 0.854 (Table 3). Cohesiveness of fried chicken nuggets was significantly (p < 0.05) affected by the interaction term of frying temperature and sample thickness with a p value of 0.0248 and a coefficient of determination of 0.758 although with a non-significant model term (p value of 0.127). Table 2 also show that the first order terms of frying time and sample thickness with p value of 0.0169 and 0.0285, respectively were the only significant terms in the regression equation for springiness whose coefficient of determination is 0.781 (Table 3) with a non-significant model (p value of 0.0958).
3.4 Optimal processing conditions using RSM
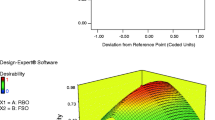
The polynomial regression equation using Design expert version 12 was used to determine the optimal frying temperature, frying time and sample thickness. Figures 1, 2, 3, 4, 5, 6, 7, 8, 9 and 10 show typical optimum values and interactions between the variables which were analyzed and shown as a three-dimensional surface response plot. In order to achieve an optimal condition for deep fat frying of chicken nuggets, all responses except yellowness and chewiness were set at minimum. Hence, a frying temperature, frying time and sample thickness of 175 °C, 3 min and 3.32 cm, respectively was obtained with a desirability value of 0.62.

Typical response surface plot showing effect of frying time (min) and sample thickness (cm) at constant frying temperature on oil content (%) of fried chicken nuggets

Typical response surface plot showing effect of frying temperature (°C) and sample thickness (cm) at constant frying time (min) on moisture content (%) of fried chicken nuggets

Typical response surface plot showing effect of frying time (min) and frying temperature (°C) at constant sample thickness (cm) on redness of fried chicken nuggets

Typical response surface plot showing effect of frying time (min) and frying temperature (°C) at constant sample thickness (cm) on yellowness of fried chicken nuggets

Typical response surface plot showing effect of sample thickness (cm) and frying temperature (°C) at constant sample thickness (cm) on Lightness of fried chicken nuggets

Typical response surface plot showing effect of sample thickness (cm) and frying time (min) at constant frying temperature (°C) on Hardness (N) of fried chicken nuggets

Typical response surface plot showing effect of sample thickness (cm) and frying temperature (°C) at constant frying time (min) on Adhesiveness (N) of fried chicken nuggets

Typical response surface plot showing effect of frying time (min) and frying temperature (°C) at constant frying time (min) on Chewiness of fried chicken nuggets

Typical response surface plot showing effect of frying time (min) and frying temperature (°C) at constant sample thickness (cm) on Cohesiveness of fried chicken nuggets

Typical response surface plot showing effect of frying time (min) and sample thickness (cm) at constant frying temperature (°C) on Springiness of fried chicken nuggets
3.5 Validation of optimized values with experimental results
In order to validate the optimized values of the responses as presented in Table 4, another set of experiment was conducted at the determined optimum deep fat frying conditions of the independent variables (frying temperature − 175 °C; frying time—3 min; sample thickness—2.32 cm) to find out the dependent output variables. The mean values of the duplicates obtained are also presented in Table 4. The relative error between the predicted responses obtained by optimization procedure and the experimental responses varied between 1.08 and 5.48%. Apart from the values for chewiness (5.48%), the low values of relative error for the responses were below 5% indicating a higher accuracy of the optimization procedure.
References
Soorgi M, Mohebbi M, Mousavi SM, Shahidi F (2012) The effect of methylcellulose, temperature, and microwave pretreatment on kinetic of mass transfer during deep fat frying of chicken nuggets. Food Bio Technol 5(5):1521–1530
Lukman I, Huda N, Ismail N (2009) Physicochemical and sensory quality of duck nuggets containing different type of flour. Paper presented at 11th ASEAN food conference, 21–23 October 2009, Brunei Darussalam
Alimi BA, Shittu TA, Sanni LO (2014) Effect of hydrocolloids and egg content on sensory quality of coated fried yam chips. J Culin Sci Technol 12(2):168–180
Dehghannya J, Abedpour L (2018) Influence of a three-stage hybrid ultrasound–osmotic–frying process on production of low-fat fried potato strips. J Sci Food Agric 98(4):1485–1491
Nerín C, Aznar M, Carrizo D (2016) Food contamination during food process. Trends Food Sci Technol 48:63–68
Lalam S, Sandhu JS, Takhar PS, Thompson LD, Alvarado C (2013) Experimental study on transport mechanisms during deep fat frying of chicken nuggets. LWT Food Sci Technol 50(1):110–119
Altunakar B, Sahin S, Sumnu G (2006) Effects of hydrocolloids on apparent viscosity of batters and quality of chicken nuggets. Chem Eng Commun 193:675–682
Kurek M, Ščetar M, Galić K (2017) Edible coatings minimize fat uptake in deep fat fried products: a review. Food Hydrocoll 71:225–235
Yolmeh M, Jafari SM (2017) Application of response surface methodology in the food industry processes. Food Bio Technol 10:413–433
Cha J, Kim CT, Cho YJ (2020) Optimizing extraction conditions for functional compounds from ginger (Zingiber officinale Roscoe) using response surface methodology. Food Sci Biotechnol 29(3):379–385
Ghorbannezhad P, Bay A, Yolmeh M, Yadollahi R, Moghadam JY (2016) Optimization of coagulation–flocculation process for medium density fiberboard (MDF) wastewater through response surface methodology. Desalin Water Treat 57(56):26916–26931
Kaushik N, Rao PS, Mishra HN (2016) Process optimization for thermal-assisted high-pressure processing of mango (Mangifera indica L.) pulp using response surface methodology. LWT Food Sci Technol 69:372–381
Jakobsen M, Bertelsen G (2000) Colour stability and lipid oxidation of fresh beef. Development of a response surface model for predicting the effects of temperature, storage time, and modified atmosphere composition. Meat Sci 54(1):49–57
Møller JK, Jakobsen M, Weber CJ, Martinussen T, Skibsted LH, Bertelsen G (2003) Optimisation of colour stability of cured ham during packaging and retail display by a multifactorial design. Meat Sci 63(2):169–175
Zainal S, Nadzirah KZ, Noriham A, Normah I (2013) Optimisation of beef tenderisation treated with bromelain using response surface methodology (RSM). Agric Sci 4(05):65
Rincón F, Martínez B, Pérez-Olmos R, Berzosa A (2008) The roles of pH extraction and colloidal protein solubility in the optimization of spectrophotometric nitrite determination in meat products via response surface methodology. Meat Sci 80(3):744–752
Hassan HF, Ramaswamy HS (2011) Measurement and targeting of thermophysical properties of carrot and meat-based alginate particles for thermal processing applications. J Food Eng 107(1):117–126
Ngadi M, Li Y, Oluka S (2007) Quality changes in chicken nuggets fried in oils with different degrees of hydrogenation. LWT Food Sci Technol 40(10):1784–1791
Lynch SA, Álvarez C, O’Neill EE, Keenan DF, Mullen AM (2018) Optimization of protein recovery from bovine lung by pH shift process using response surface methodology. J Sci Food Agric 98(5):1951–1960
Bustillo-Lecompte C, Mehrvar M, Quiñones-Bolaños E (2016) Slaughterhouse wastewater characterization and treatment: An Economic and Public Health Necessity of the Meat Processing Industry in Ontario, Canada. J Geosci Environ Prot 4:175–186
Adebambo OA, Ray PD, Shea D, Fry RC (2015) Toxicological responses of environmental mixtures: Environmental metal mixtures display synergistic induction of metal-responsive and oxidative stress genes in placental cells. Toxic Appl Pharm 289(3):534–541
Sobukola OP, Awonorin SO, Sanni LO, Bamiro FO (2008) Deep fat frying of yam slices: optimization of processing conditions using response surface methodology. J Food Proc Pres 32(3):343–360
AOAC (2004) Official methods of analysisof the AOAC Intl, 15th edn. Association of Official Analytical Chemists, Arlington
Jackson V, Schilling MW, Falkenberg SM, Schmidt TB, Coggins PC, Martin JM (2009) Quality characteristics and storage stability of baked and fried chicken nuggets formulated with wheat and rice flour. J Food Qual 32:760–774
Qiao J, Wang N, Ngadi MO, Kazemi S (2007) Predicting mechanical properties of fried chicken nuggets using image processing and neural network techniques. J Food Eng 79(3):1065–1070
Sahasrabudhe SN, Staton JA, Farkas BE (2019) Effect of frying oil degradation on surface tension and wettability. LWT-Food Sci Technol 99:519–524
Ngadi MO, Wang Y, Adedeji AA, Raghavan GSV (2009) Effect of microwave pretreatment on mass transfer during deep fat frying of chicken nugget. LWT Food Sci Technol 42(1):438–440
Sobukola OP, Bouchon P (2014) Mass transfer kinetics during deep fat frying of wheat starch and gluten-based snacks. Heat Mass Transf 50:795–801
Teruel MR, García-Segovia P, Martínez-Monzó J, Linares MB, Garrido MD (2014) Use of vacuum-frying in chicken nugget processing. Innov Food Sci Emerg Technol 26:482–489
Baik OD, Mittal GS (2003) Kinetics of tofu color changes during deep fat frying. LWT-Food Sci Technol 36(1):43–48
Sosa-Morales ME, Orzuna-Espíritu R, Vélez-Ruiz JF (2006) Mass, thermal and quality aspects of deep fat frying of pork meat. J Food Eng 77(3):731–738
Acknowledgements
This research did not receive any funding
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The author declare that they have no Conflicts interests.
Consent for publication
All authors consented to submission of the manuscript for peer review.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Faloye, O.R., Sobukola, O.P., Shittu, T.A. et al. Influence of frying parameters and optimization of deep fat frying conditions on the physicochemical and textural properties of chicken nuggets from FUNAAB-Alpha broilers. SN Appl. Sci. 3, 241 (2021). https://doi.org/10.1007/s42452-021-04249-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04249-5