
Abstract
This paper is intended to study mechanical, corrosion and thermal properties of aluminium metal matrix composites with Multiwalled carbon nanotubes as reinforcements. In the present study, aluminium base alloy (LM 9) is reinforced with multi-walled carbon nanotubes (MWCNTs) in 1%, 2 and 3% using stir casting. Tests are conducted to evaluate for hardness, thermal behavior under varying temperature, and thermal conductivity to assess the influence of MWCNTs as reinforcements. The results indicate that Aluminium—MWCNTs composites possess improved mechanical properties. DSC thermographs indicate that there is no change in the thermal behavior of the composites under varying temperature conditions. Thermal conductivity measured using hot disc thermal analyzer showed a marginal reduction in the thermal conductivity due to increase in density of microstructure and resulting improved hardness.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composites (MMCs) are envisaged as replacements to conventional metals and alloys owing to their special properties. They find application in marine, aerospace and automobile sectors. Metal matrix composites are metallic alloys reinforced with other materials to give extra strength ductility, hardness [1, 2]. Among several materials, aluminium alloy is used in versatile applications [3] and focus of the researchers has been to develop cost effective and improvised aluminium composite that possess high tensile strength, good corrosion resistance, tribological properties etc. Several reinforcements [4] like Al2O3, TiC, SiC, SiO2, B4C, Al–N were the most common materials used by different authors [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26] for property enhancement of aluminium.
Marine components function under challenging environments due to their encounter with both salt and fresh water which are corrosive in nature which is the main reason for the degradation of marine components. The corrosion resistance of materials is required along with environmental sustainability and suitability to automotive and aerospace environments. The corrosion resistance of Aluminium metal matrix composites depends on several factors like the technique of processing; size, shape and percentage of the reinforcements [11]; and the environmental conditions. During production of MMCs, possible materialization of an inter-phase between the matrix and the reinforcements leads to creation of reaction products like Al4C3 can also effect corrosion. Yue et al. [17], reported that when the melting temperature is increased over 700 °C during preparation of Al–SiC composite, it would result in formation of Al4C3 leading to severe deterioration of corrosion resistance. The corrosion behavior of Aluminum alloy (AA6063) MMCs by changing the amount of snail-shell-ash and silicon carbide reinforcements was investigated and found that the overall material loss is controlled by and the composite with highest hardness showed improved corrosion resistance. Alaneme et al. [18] investigated the corrosion and wear behaviour of Aluminium– Magnesium–Silicon alloy hybrid composites reinforced with rice husk ash and silicon carbide particulates. They found inconsistent drift of corrosion current density with rise in thermal cycling. The hybrid composite with a higher rice husk ash content seemed to have showed a lesser inclination to corrode the surface compared to other specimen. Pradeep Kumar et al. [19] investigated corrosion characteristics of TiB2 particle reinforced cast and forged aluminium 6061 based composites and found that composites exhibit better corrosion resistance compared to base metal cast aluminium 6061. Zakaria [20] investigated the effect of volume fraction of reinforcements in aluminium on the corrosion properties. Aluminium MMCs were reinforced with SiC in numerous volume fractions up to 15% and with several silicon carbide particulate sizes. The results indicated that the Aluminium –Silicon carbide composite showed greater density compared to base aluminium. Corrosion tests conducted on Aluminium –Silicon carbide composites in 3.5 wt% NaCl aqueous solution at different temperatures showed the influence of temperature on corrosion of composites. The corrosion resistance of composites at room temperature is superior base matrix. Further, the reduction of silicon carbide particles size and/or increase of its volume fraction decreased the corrosion rate. On the contrary, the composites showed greater corrosion rates at 50 and 75 °C compared to base aluminium matrix. Kumar et al. [21] investigated the influence of purity and weight fraction of Multi-wall Carbon Nanotube (MWCNT) added to the Aluminium alloy on corrosion resistance. The results revealed that by reinforcing MWCNT in Aluminium alloy AA5083, the corrosion resistance had improved compared to base material.
Major previous studies focused on Aluminium based MMCs with the reinforcements of normal materials such as Al2O3, TiC, SiC, SiO2, B4C, Al–N. In recent years, carbon nanotubes (CNT’s) which are allotropes of carbon have been selected as a novel nano reinforcements to create low weight self-lubricating metal matrix nanocomposites owing to their lubricious nature. Due to their greater surface area, nano materials in smaller quantities can be used as reinforcements that produce noticeable improved results in the properties of the composites. Reinforcement of carbonaceous nano materials were proved to have also increased optical & di-electric properties. The mechanical properties of hardness and wear resistance also improved significantly. Considering the novelty in the selection of the nano scale MWCNTs, current studies were devoted to employ nano scale multiwalled carbon nanotubes (CNTs) to attain upgraded and enhance properties for the application of AA-MMNCs in automotive, aerospace and marine fields. Further, the corrosion resistance when used MWCNTs is found to be good indicating its suitability to aerospace and automotive environment. It was established that they possess improved mechanical and tribological properties during the design of automobile engine and piston. Besides they have also characteristic high electrical, mechanical, and thermal properties appropriate for many applications.
1.1 Present investigations on aluminium—multi walled carbon nanotube composites
The intention of this study is to explore the behavior Aluminium—Multi walled carbon nanotube composites in terms of mechanical and thermal properties. In the present study, the Aluminium—MWCNT composites were prepared by stir casting technique to obtain uniform and dense structure. The Multiwalled carbon nanotubes reinforcements are dispersed in the aluminium (LM9) material in 1, 2 and 3 wt%. Micro hardness is measured at different concentration of MWCNTs and the improvement of hardness on thermal conductivity is assessed. Thermal conductivity is assessed by hot disc method. The weight fraction is limited to 3%, since most of the studies mentioned earlier found that as the mass fraction increases beyond a limit it will lead to brittleness leading to degradation of mechanical properties.
2 Materials and methods
Multi-walled carbon nano tubes produced by CVD method were purchased from M/s Cheaptubes Inc., USA. The MWCNTs are of 30–50 nm diameter, 1 to 25 μm length and 97% purity. Light metal 9 grade Aluminium is selected as base materials for dispersion with nano materials.
2.1 Preparation of nano composites
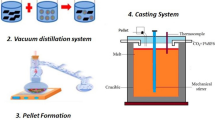
The composites were manufactured by reinforcing LM 9 grade aluminium with MWCNTs using stir casting technique. Aluminum bar (LM 9 grade) was put into the crucible melted to a temperature of 700 °C and MWCNTs was added to the molten metal and mixed carefully using a stirrer to confirm uniform distribution. The metal was removed after for 5 min of stirring and was cast into bars as specimen. The specimen is shown in Fig. 1.

The composite specimen manufactured by reinforcing LM 9 grade aluminium with MWCNTs using stir casting technique
2.2 Preparation of nano materials prior to dispersion in aluminium
As received multi-walled carbon nanotubes are highly agglomerated and require processing to separate individual tubes. Figure 2a, b show as received Multiwalled carbon nanotubes and disentangled MWCNTs using solvent respectively. Figure 1a show highly agglomerated MWCNTs which are unsuitable for dispersion as reinforcements. Multiwalled carbon nanotubes were sonicated in hexane to untangle the individual tubes prior to dispersion.

FESEM images of multi walled carbon nanotubes a pristine MWCNTs, b purified MWCNTs
This step ensures uniform dispersion of MWCNTs in the composite. It can be observed from Fig. 1b, the MWCNTs could be separated into individual tubes which when added to the produces uniformly distributed composite.
2.3 Electrochemical corrosion tests
An Electrochemical corrosion test assesses the resistance of aluminum alloys and composites in resisting corrosion [9]. The corrosion resistance is assessed in terms of electric corrosion potential measured during a potentio-dynamic polarization test conducted as per ASTM G 69. This study can also estimate the behavior of coated specimen during pitting corrosion. In this test, the electric corrosion potential of the material is measured by exposing the surface of material to an aqueous solution of 3.5% sodium chloride (NaCl) solution mixed with hydrogen peroxide which serves as cathodic reactant. Saturated calomel electrode (SCE) and carbon electrode were respectively used as reference and auxiliary electrodes. All the experiments were done in 3.5% NaCl solutions while adjusting the pH to 10. The potential scan was carried out at initial potential of –0.25 V (OC) SCE at a rate of 0.166 mV/s until pitting which is the final potential. Critical pitting potential (Epit) was reckoned as the potential at which current increases drastically. Test samples exhibiting comparatively more positive potential, (or less negative potentials) were reflected as those with improved pitting corrosion resistance.
2.4 Mechanical properties
Mechanical property improvement of the composites is determined in terms of their micro hardness. Micro hardness test (ASTM E 384) defines the hardness of a material to wear and tear. To measure micro hardness, 300 gf load is applied at 10 positions on the specimen and the average value is reported as hardness of the material.
2.5 Thermal analysis
Differential scanning calorimetry (DSC) is employed as a screening tool to follow the aging sequence of base aluminium and aluminium—MWCNT composites. DSC processes the change in the rate of heat flow of samples as a function of temperature or time. Through observations of the changes in flow rate of heat between the sample and its reference materials, DSC can detect the quantity of heat absorbed during these transitions. This technique can predict the thermal stability of metals and their estimated life time under thermal loading.
The thermal conductivity is measured by Hot Disk method which eliminates errors while measuring liquid thermal conductivity. Kapton sensor 7577 was selected for testing while keeping short measurement time to reduce convection. Three sets of experiments with different measurement times were conducted on the samples and the mean values are stated.
3 Results and discussion
3.1 Characterization of the structure of composites on HRSEM
To characterize the microstructure of the composite, the specimen of size 10 mm × 10 mm were etched and characterized using an FESEM. SEM micrographs portraying the surface of the composite are noted with ancillary electron image mode at 15 kV and 30 kV and are shown in Fig. 3.

FESEM micrographs of a LM 9 Aluminium, b Aluminium + 1% MWCNTs, c Aluminium + 2% MWCNTs, d Aluminium + 3% MWCNTs
Even dispersion of aluminium matrix with MWCNTs intensely determines the Mechanical properties. Figure 3 portrays the micro structure of base aluminium and aluminum reinforced with MWCNTs. From Fig. 3b, in case of aluminium dispersed with 1% MWCNTs, the nano tubes were established to be dispersed well alongside the periphery of the grain and detached from the original cluster. Figure 3c, d show the cases of 2% and 3% MWCNTs dispersed in aluminium and it may be perceived that the MWCNTs were uniformly scattered throughout the surface irrespective of the grain boundary. Further, as the percentage of MWCNTs increase, the density of the structure is found to have improved and this would effect in improved properties of composite.
3.2 Pitting corrosion resistance
The pit density is in accordance with the Epit values given in Table 1.
Pardo et al. [22], in their studies attributed the reduction in the pitting corrosion of the composites to the decrease in the Epit values which predicts the propensity to nucleation pitting in the materials. They suggested that the increase in the positive Epit value or decrease in the negative Epit value develops a large difference between the Epit and Ecorr values and consequently increases the material’s resistance to pitting corrosion resulting a gradual decrease in the pit density. It is evident from Table 2 that with the increase in the weight fraction of MWCNTs as reinforcements there is a decrease in the negative Epit value thereby augmenting the corrosion resistance of the aluminium alloy resulting in less nucleation pitting. In other words, the nucleation pitting has progressively decreased with increase in the percentage of MWCNTs as reinforcements. This can be ascribed to the fact that the MWCNTs uniformly distributed in the base alloy did not allow the aluminium matrix to form galvanic coupling with the eutectics formed at the grain boundary. Another reason for this phenomena is due to the formation of passivating film unlike aluminium base ssample. The intactness of the passivating film increases with the increase in the weight fraction of MWCNTs and hence composite with 3% MWCNTs will have higher intact of the passivating film due to presence of higher concentration of MWCNTs which could resist corrosion. It can be concluded that composite reinforced with 3% MWCNTs showing best performance in terms of pitting corrosion.
3.3 Hardness
Hardness of composite is a vital requirement for use in automotive parts. The micro hardness values of base metal and aluminium metal matrix composites at varying weight fractions of MWCNTs is tested and tabulated in Table 2.
A progressive upsurge in the micro hardness values with reinforcement of MWCNTs in aluminium. Due to improved reinforcements of MWCNTs in Aluminium due to preprocessing of MWCNTS and the micro hardness values are far better than normal values. The relative density also improved with reinforcement of MWCNTs thus improving the hardness of the composites.
3.4 Analysis on differential scanning calorimetry
Differential Scanning Calorimetry is an extensively used technique for the thermal analysis of lighter metals like Aluminum based metal matrix composites alloys. The DSC curve in Figs. 4 and 5. Shows heat flow as a function of temperature and time respectively. The figures depicts that Aluminium—MWCNTs composite is slightly more intense than that of base aluminium. Nevertheless, the outline of the both curves is superimposed suggesting mild influence of MWCNTs. Except for a difference in the crystallization temperature, the difference between the thermal performance of base aluminium and aluminium—MWCNTs composite is similar. Further, though the tests are being conducted at higher temperature ranges the curves are observed to be coinciding and intersecting at a temperature near to 90–100 °C and hence the graph shown in Fig. 4 is limited to the corresponding temperature for better visibility of the graph.

DSC curve depicting variation of heat flow with temperature

DSC curve depicting variation of heat flow with time
3.5 Thermal conductivity variation with MWCNTs as reinforcements
Figure 6 depicts the variation of thermal conductivity of Aluminium and Aluminium—MWCNTs composites for varying percentage of weight fraction of multi walled carbon nanotubes. It can be found that there is a lessening of thermal conductivity as the weight fraction increases. Furthermore, it can be established that the influence of weight fraction on the thermal conductivity improvement is also noteworthy. The results of improved relative density of composites would result in poor mobility of electrons and hence decrease in thermal conductivity. As MWCNTs are foreign particles in the aluminium metal matrix composite, they act as thermal barriers to the motion of heat and thus decreasing the thermal conductivity.

Thermal conductivity if base metal and aluminium composites
4 Conclusions
From the studies, the following conclusions arrive
-
1.
The aluminium—MWCNT metal matrix composites prepared with stir casting technique resulted in fine microstructure
-
2.
Pre-processing of MWCNTs could result in better distribution of MWCNTs in the aluminium.
-
3.
The increase in the weight fraction of MWCNTs as reinforcements resulted in a decrease in the negative Epit indicating less nucleation pitting.
-
4.
The composite reinforced with 3% MWCNTs performed best in terms of pitting corrosion.
-
5.
The strength of composites in terms of hardness has improved with reinforcement of MWCNTs and the influence of mass fraction of MWCNTs is found to be profound in the improvement.
-
6.
The thermal performance of aluminum—MWCNTs nanocomposites is similar to base aluminium with DSC curves getting super imposed.
-
7.
There is slight reduction in the thermal conductivity of the composites compared to base aluminium due to improvement in the density of the structure.
References
Moorthy CVKNSN, Srinivas V (2018) Discretization analysis of a composite GFRP cylinder. Int J Eng Technol (UAE) 7(4):277–279. https://doi.org/10.14419/ijet.v7i4.5.20088
Moorthy CHVKNSN, Srinivas V (2018) Stress analysis of domestic composite LPG cylinder using classical lamination theory (CLT). Int J Eng Technol (UAE) 7(4):68–70. https://doi.org/10.14419/ijet.v7i4.5.20013
Srinivas V, Pathem U, Venkataramana VSN, Chebattina KRR, Moorthy CVKNSN (2019) The investigations on aluminium substrates coated with micro-sized WC-CO/Cr3C2-nicr multi-layered hard coating. Int J Mech Prod Eng Res Dev 9(4):859–868. https://doi.org/10.24247/ijmperdaug201988
Moorthy CHVKNSN, Srinivas V, Ram Mohan Reddy KR (2019) Finite element method for the parametric exploration of domestic composite liquid petroleum gas cylinder with steel. Int J Innov Technol Explor Eng 8(12):3665–3669. https://doi.org/10.35940/ijitee.L3820.1081219
Chen Biao et al (2015) An approach for homogeneous carbon nanotube dispersion in Al matrix composites. Mater Des 72:1–8
Deng CF et al (2007) Processing and properties of carbon nanotubes reinforced aluminum composites. Mater Sci Eng A 444:138–145
Phuong DD et al (2014) Effects of carbon nanotube content and annealing temperature on the hardness of CNT reinforced aluminum nanocomposites processed by the high-pressure torsion technique. J Alloys Comp 613:68–73
Kumar KR, Kiran K, Sreebalaji VS (2017) Micro structural characteristics and mechanical behaviour of aluminium matrix composites reinforced with titanium carbide. J Alloys Comp 723:795–801
Jaffery HA, Sabri MFM, Said SM, Hasan SW, Sajid IH, Nordin NIM, Moorthy CV (2019) Electrochemical corrosion behavior of sn-0.7Cu solder alloy with the addition of bismuth and iron. J Alloys Comp. https://doi.org/10.1016/j.jallcom.2019.151925
Liang ZX, Ye B, Zhang L, Wang QG, Yang WY, Wang QD (2013) A new high-strength and corrosion-resistant Al–Si based casting alloy. Mater Lett 97:104–107
Ashok Kumar M, Deepak K, Moorthy CVKNSN, Subramanyam B (2018) Influence of fiber orientation on the properties of composites. Int J Mech Prod Eng Res Dev 8(1):487–494
Ma ZY et al (2014) Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminium composites fabricated by multi-pass friction stir process. Carbon 69:264–274
Deng CF, Ma YX, Zhang P, Zhang XX, Wang DZ (2008) Thermal expansion behaviors of aluminum composite reinforced with carbon nanotubes. Mater Lett 62:2301–2303
Kim WJ, Lee SH (2014) High-temperature deformation behavior of carbon nanotube (CNT)-reinforced aluminum composites. Compos A Appl Sci Manuf 67:308–315
Liu ZY, Xiao BL, Wang WG, Ma ZY (2012) Elevated temperature tensile properties and thermal expansion of CNT/2009Al composites. Compos Sci Technol 72:1826–1833
Suryanarayana C, Al-Aqeeli N (2013) Mechanically alloyed nanocomposites. Prog Mater Sci 58:383–502
Yue TM, Wu YX, Man HC (2000) On the role of CuAl2 precipitates in pitting corrosion of aluminum 2009/SiCW metal matrix composite. J Mater Sci Lett 19:1003
Alaneme KK, Adewale TM, Olubambi PA (2014) Corrosion and wear behaviour of Al–Mg–Si alloy matrix hybrid composites reinforced with rice husk ash and silicon carbide. J Mater Res Technol 3(1):9–16
Kumar GSP, Keshavamurthy R, Kumari P, Dubey C (2016) Corrosion behaviour of TiB2 reinforced aluminium based in situ metal matrix composites. Perspect Sci 8:172–175
Zakaria HM (2014) Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain Shams Eng J 5(3):831–838
Kumar PSSR, Smart DSR, Alexis SJ (2017) Corrosion behaviour of aluminium metal matrix reinforced with multi-wall carbon nanotube. J Asian Ceram Soc 5(1):71–75
Pardo A, Merino MC, Merino S, Viejo F, Carboneras M, Arrabal R (2005) Influence of reinforcement proportion and matrix composition on pitting corrosion behaviour of cast aluminium matrix composites. Corros Sci 47(7):1750–1764
Liu ZY, Xiao BL, Wang WG, Ma ZY (2013) Developing high-performance aluminum matrix composites with directionally aligned carbon nanotubes by combining friction stir processing and subsequent rolling. Carbon 62:35–42
Yoo SJ, Han SH, Kim WJ (2013) Strength and strain hardening of aluminum matrix composites with randomly dispersed nanometer-length fragmented carbon nanotubes. Scripta Mater 68:711–714
Wu Y, Kim G-Y (2011) Carbon nanotube reinforced aluminum composite fabricated by semi-solid powder processing. J Mater Process Technol 211:1341–1347
Bartolucci SF, Paras J, Rafiee MA, Rafiee J, Lee S, Kapoor D, Koratkar N (2011) Graphene–aluminum nanocomposites. Mater Sci Eng A 528:7933–7937
Acknowledgements
The authors deeply thank IIT Guwahati for their assistance in the characterization of nano composite samples. The authors thank the authorities of GITAM (Deemed to be university) India for their support extended for conducting research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jayaraj, A., Moorthy, C.V.K.N.S.N., Venkataramana, V.S.N. et al. Corrosion, mechanical and thermal properties of aluminium alloy metal matrix nano composites (AA-MMNCs) with multi-walled carbon nanotubes. SN Appl. Sci. 2, 1259 (2020). https://doi.org/10.1007/s42452-020-3081-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-3081-9