
Abstract
Over the last few decades, innovative wood composite products and processes have created markets for new and existing products. Inorganic bonded fibre composites have been developed for high performance applications using conventional cement and concrete. The demands for wood based composites along with increasing economic and environmental concerns on conventional wood products necessitate moving beyond the traditional processing methods to more cost-effective and environmentally friendly approaches. In the wake of the twenty-first century, a fast-setting phosphate binder with a low carbon footprint was developed, which can alternatively be utilized in wood composite development. This paper reviews the recent progress in phosphate bonded composite products, based on published literature from the last two decades. A brief background on Portland cement based natural fibre composites is presented. In addition, the mechanism of the formulation of phosphate binders, the effect of aggregates in the materials and the environmental benefits accruable to such materials are discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Natural fibre composites
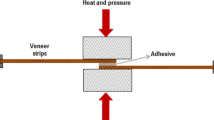
The improvements and innovations in both raw materials and processing standards have opened new channels for the development of value-added natural fibre composite products with improved properties and aesthetic appeal. Despite the innovations in products and design, the global wood composite products market has been steady over time. Traditionally, the term wood composite is used to describe any wood-based material that is bonded with an adhesive, although binderless particleboards have also been developed [1, 2]. Wood-based composites can be classified into veneer-based materials, such as plywood and laminated veneer, laminates, composites, such as fibreboard, particleboard, flake board, wafer board, oriented strand board and components, such as beams and stress skin panels and wood-non wood composites, such as wood plastics and inorganic bonded composites [1,2,3]. Wood and fibre based composites have been extensively developed, and novel green polymer biocomposites is increasingly becoming popular [4, 5]. The scope of this review is on a new kind of inorganic composites. Inorganic bonded fibre composites consists of a discontinuous phase or reinforcing agent bonded with a continuous phase or matrix binder [6]. Improved properties of inorganic bonded composites are obtained when the fibres are completely encased and the matrix is a continuous phase. Basically, the properties of inorganic bonded fibre composites are significantly influenced by the amount and type of the inorganic binder, the fibre element, as well as the target density of the composites [2]. The traditional inorganic bonded composites include gypsum bonded composites, Portland cement bonded composites and magnesia cement bonded composites [3]. A new class of inorganic bonded composites has been developed, which consists of a non-sintered ceramic inorganic binder formed by an acid–base aqueous reaction between a divalent or trivalent oxide and an acid phosphate or phosphoric acid [7]. The reaction slurry hardens quickly and can be used as inorganic binder to manufacture fibre composites that can be referred to as phosphate bonded composites.
Phosphate bonded wood and fibre composites show a high potential to compete with cement bonded composites and meet the minimum requirements for cement bonded composites [8]. Magnesia and Portland cement composites are the most common cement bonded composites. However, gypsum and magnesia cement are sensitive to moisture and their use is restricted to interior applications. Detailed descriptions of magnesia cement and gypsum bonded composites can be found in Youngquist [1] and Stark et al. [2]. On the other hand, Portland cement bonded composites are more durable and are used in both interior and exterior applications. This review focuses on the development of phosphate bonded composites that are durable and can be applied in both interior and exterior applications, like that of cement composites. A brief background on existing Portland cement bonded composites is presented in the next section.
2 Portland cement bonded composites
Portland cement is the most widely used material in wood-cement composites. Commercially available Portland cement composites consist of low density panels made with excelsior and high density panels made with particles or fibres [2]. Low density panels are generally used for interior applications [9], while high density panels are used as floorings, load bearing walls and cement forms [1]. The most developed high density panels are those made with de-lignified wood fibres. Fibre cement composites have been manufactured for high performance applications [10, 11] and improved acoustic insulation [12]. In housing construction, fibre cement composite products are used for non-structural components, including siding and roofing materials [13]. They offer good dimensional stability, high decay and fire resistance properties and impart additional energy absorbing capacity to the composite material [14]. As a result, fibre cement composites show improved ductility, flexibility and crack resistance when compared to neat cement concrete [13]. The addition of fibres to Portland cement improves the fracture toughness of the composite by blocking crack propagation. This delayed multiple cracking reduces deformation at all stress levels and impacts a well-defined post-yield behaviour of the composite material [15].
The use of cement in wood composites is faced with many limitations. A major drawback is the vulnerability of natural fibres to decompose in the alkaline environment of cement. In addition, sugars, hemicelluloses and lignin present in wood affect the hydration characteristics of the cement matrix [16]. Impermeable hydrates are formed around un-hydrated cement grains, which delay the setting of the cement [17] and affect the ultimate strength of the composites [2]. These limitations have been addressed by several techniques, for example, hot water extraction and leaching in cold water have been effective in removing the detrimental components [18, 19] and chemical extractions have also shown positive effects [17, 20, 21]. The use of cement curing accelerators like CaCl2, MgCl2 and CaCO3 has been helpful in eliminating the need to pre-soak the wood particles [1, 22, 23]. Other methods that have been used to improve compatibility between wood and cement are fungal treatment of wood [24]; application of blocking layers around wood particles [25]; CO2 treatment [26, 27]; and the addition of pozzolans, such as volcanic ash, fly ash, rice husk ash and condensed silica fume [18, 28]. The total amount of water available for bonding also affects the hydration of the cement paste, as too little or too much water in the paste affects the ultimate strength of the composites [17]. Fast setting cement options are promising alternatives, as this reduces the time for wood extractives to dissolve in the cement slurry [17]. In this regard, the phosphate binder seems to be the best choice.
3 Phosphate binder for wood and fibre composites
As stated above, phosphate cement is a fast setting binder formulated from an aqueous reaction between an acid phosphate and an alkali oxide or hydroxide. The alkali suitable for this kind of reaction is usually an oxide or carbonate of divalent or transition metals, while the acidic phosphate is usually a salt of phosphoric acid or a metallic phosphate [29, 30]. Different alkali metals have been used in the formulation of phosphate binders, such as calcium oxide CaO, magnesium oxide MgO, Aluminium oxide Al2O3, and Iron oxide Fe2O3. However, MgO has been found to be more effective, because it has moderate solubility in acid phosphate medium, when compared with CaO and Fe2O3 [30]. Depending on the choice of components and the processing conditions, the reaction between the acid and the alkali can be highly exothermic and the resulting viscous fluid can bond to any earth metal [31]. The fluid is thixotropic i.e. the viscous property is time-dependent and sets within minutes when left undisturbed into a highly crystalline and rigid product called chemically bonded phosphate ceramic (CBPC). Details of the formulation processes carried out in this study are discussed in the next section. Full details on the thermodynamics and stoichiometry of the acid–base reactions can be found in Wagh [30, 32]. CBPC is a potential inorganic binder for developing wood composite products. It can also be used to develop other value-added products by recycling high volume industrial waste, such as wastepaper and pulp mill residues [33]. Phosphate binder may be used in several ways, either as adhesive, cement or surface material to manufacture wood and fibre based composites. An interesting advantage with the use of this binder is that it is not affected by the sugars and hemicelluloses in wood, thus providing a wider stream of utilization of wood species [33].
Phosphates are naturally occurring rocks or ores containing phosphate ions and largely deposited in the United States, Russia Western Sahara, and Morocco [30, 34]. Phosphates consist of minerals of calcium and aluminium phosphates mined to obtain phosphorus for agricultural and industrial use. A significant advantage of phosphate mining is the low level energy consumption owing to the surface mining of phosphate rocks and the low temperature extraction of the Ortho-phosphoric acid (H3PO4) from the ore [30]. Phosphate chemicals are used in large scale manufacturing of phosphate fertilizers and food ingredients. It is important to know that since the phosphate fertilizer will be used in product development, debris from disposed products may enrich soil nutrients.
A major theoretical problem faced with phosphate is the declining state of supply. A peak phosphate theory has been proposed, where a catastrophic decline in production of phosphate fertilizer would result in a progressive crash down in human population [34]. According to Dolan [35], what is likely is a period of continued rising phosphate prices, which will trigger three reactions: firstly an economical processing of lower grades of phosphate rocks, secondly, change in farm management and development of improved crop varieties and thirdly, incentives for improved recycling of phosphorus from waste streams.
4 Formulation of chemically bonded phosphate ceramic (CBPC)
Chemically bonded phosphate ceramics (CBPCs) are formed by acid–base reactions between an acid phosphate (such as that of potassium, ammonium, or aluminium) and a metal oxide (such as that of magnesium, calcium, or zinc) [36]. Formulation of any given CBPC requires an in-depth understanding of solution chemistry. In this kind of ceramic product, the acid component is an acid phosphate, while the alkaline component is a sparsely soluble oxide or an oxide mineral. When these compounds are mixed in an aqueous solution, the acid phosphate releases phosphate anions upon dissolution, which decreases the pH of the solution. This low pH increases the solubility of the alkaline component, which dissolves slowly in the solvent and releases cations in the acidic solution [30]. The reaction of the alkaline cation and the phosphate anion results in the precipitation of a crystalline salt, otherwise called a neutral phosphate [31, 37].
According to Wagh [30], CBPC is formed as a result of three steps;
-
1.
Dissolution of the acid phosphates in water, releasing phosphate anions and forming an acid-phosphate solution of low pH.
-
2.
Gradual dissolution of the oxides in the low pH solution releasing cations.
-
3.
Reaction between the phosphate anions and the cations forming CBPC.
In conclusion, three parameters are important to determining the correct oxide or oxide mineral to be used in producing CBPC, and the physical conditions that can influence their formation. Wagh [31] explained the cement chemistry notation using Eq. (1)
where M2k is a metal of valency 2 k, O is oxygen, Am is alkali or a divalent metal of valency m, P is PO4, and H is H2O.
This review discusses the formulation of two phosphate based cement binders that can be used in wood and fibre composite production. These are magnesium phosphate and calcium hydro-phosphate.
4.1 Magnesium phosphate
CBPCs are mainly magnesium and iron-phosphate ceramics, although specialty formulations have been developed for biomaterials applications using calcium-phosphate based ceramics [30, 38]. Magnesium oxide is the most common and widely used because of its moderate solubility in an acid-phosphate solution, when compared to calcium and iron oxides. To reduce the solubility of magnesium oxide in any acid-phosphate solution, it is calcined at 1300 °C so that its grains are well crystallized and micropores from the grains are removed [36]. Reaction between hard burned magnesium oxide and phosphoric acid is highly exothermic, resulting in difficulty of producing magnesium phosphate ceramics on a large scale [30].
In the reaction of magnesium oxide (MgO) and potassium dihydrogen phosphate (KH2PO4), Wagh [31] described the reaction process using Eqs. (2–6);
The release of anions in the solution is given by the reaction
The release of hydrogen ions (H+) facilitates the dissociation of the MgO. Thus, small parts of it dissociate in the solution as follows
The cations and anions in the solution neutralize to form the neutral phosphate and water.
The complete equation that forms this product is given by
This product is called magnesium potassium phosphate binder. The product has an orthorhombic colourless structure and is known as K-struvite in mineralogical literature [31]. According to Wagh and Jeong [29], the reaction products form crystals that can grow into insoluble solids, which form the CBPC. This makes the product highly crystalline when compared to Portland cement. Products that utilize the binding system in equation [6] are called Ceramicrete® and are common in civil and architectural engineering [39, 40]. Magnesium phosphates are applied in stabilization of hazardous and radioactive wastes, structural materials including road repair and architectural products [30, 32, 36].
4.2 Calcium hydro-phosphate
The phosphate chemistry of calcium is quite complicated because of difficulties in identifying the reaction products using the X-ray diffractometry (XRD). Calcium forms a range of phosphate salts and these salts are often difficult to identify [32].
Amiandamhen et al. [38] described the reaction of calcium silicate (CaSiO3), calcium oxide (CaO) and KH2PO4. The alkaline mineral dissociates as shown in Eqs. (7) and (8) while Eq. (9) applies for the dissociation of the acid phosphate
The resulting equation of reactions between the anions and cations are given by
The overall reaction is summarised as
In this reaction, two products are formed, namely, calcium hydro-phosphate (CaHPO4·3H2O) and potassium silicate (K2SiO3). The K2SiO3 produces a glassy phase that fills the voids between particles of the bulk compound and produces a dense solidified non-porous ceramic product. It is believed that this alkali metal–glass binds particles together within the product and increases the compression and flexural strength of the ceramic product [41]. Amiandamhen et al. [38] reported that the reaction of CaSiO3 and KH2PO4 in an aqueous solution did not produce a precipitate. However, the addition of unslaked lime (CaO) to the solution initiated the reaction and increased the rate of precipitation. Similarly, Wagh et al. [41] reported that silicates and silicas, i.e. sand, are stable materials, and do not dissolve in acidic solutions, or react in an aqueous environment. In a US patent (No 6, 518, 212), amorphous silica released from wollastonite (CaSiO3) in an aqueous solution chemically reacted with phosphate anion from Ceramicrete ® binder to produce a glassy phase within the structure of the ceramic [41]. Colorado et al. [42] fabricated a wollastonite-based CBPC (wo-CBPC) with wollastonite powder and a phosphoric acid formulation. The authors reported that when the phosphoric acid formulation and the wollastonite powder mixture are stirred, the sparsely alkaline oxide dissolves and an acid–base reaction is initiated. This hardens into a ceramic product because of gelation by salt formation and the dissociation of the calcium cations from the calcium silicate. The molecules form an ordered structure, which grows into crystals to form CBPC [42].
Several equations for the reaction of calcium silicate with phosphoric acid for molar ratios, r, of the acid to the alkali between 0.39 and 1.66, were proposed by Mosselmans et al. [43]. As reported by Colorado et al. [42], brushite, monetite and calcium dihydrogen phosphate monohydrate respectively can be formed depending on the molar ratio according to the equations below
4.3 Aggregates used in CBPC
Aggregates are inert granular materials that are essential ingredients in concrete. They are used as fillers in inorganic matrices, such as Portland cement, to improve the properties of the base material. In CBPCs, aggregates can also be added to reduce the amount of the phosphate binder, thus reducing product cost. According to Donahue and Aro [44], fly ash is the most beneficial filler in CBPC, due to its spherical cenospheres (Fig. 1a, republished from matrixxco.net), which fill the voids of the CBPC paste and increase the compressive strength of the product. The increase in compressive strength is also thought to be a result of additional reactions between the acidic phosphates and amorphous silica from the ash, leading to the generation of more binder in the mix, which produces a stronger product [31, 32]. Other studies reported a decrease in mechanical properties when fly ash was used as aggregate in CBPC. Ding et al. [45] observed that the tensile strength of fibre sheets in magnesium phosphate cement (MPC) decreased by 15% when the ratio of fly ash to dead burnt magnesia increased from 0.4 to 1.0. However, the flexural and compressive strength of the paste increased with increasing fly ash content up to 80% by weight of magnesia, and then decreased afterwards [45]. The authors also found that the fly ash content has no significant effect on the pull out strength in a larger fly ash/magnesia ratio range, which was probably due to the good fluidity of the paste attached to the mix proportion. Amiandamhen et al. [8] observed a decrease in flexural properties when fly ash was used in partial replacement of phosphate binder in wood composites. This decrease may be attributed to the increase in fly ash and a corresponding decrease in the binder, which reduces the surface area for bonding and impregnation of the matrix.

Sources: (a) Matrixx; (b) Elmin
Scanning electron micrographs of CBPC aggregates showing a spherical cenospheres of fly ash, b acicular structure of wollastonite
The presence of fly ash increases the heat capacity of the mixture which lowers the temperature rise of the product during its formation and slows down the setting process [31]. In addition, there is evidence that Mg ions diffuse into the fly ash particle surface, while silicon and aluminium in fly ash disperse into the MgKPO4·6H2O mineral and a non-crystalline layer is formed around the fly ash particles. This layer creates a strong bond between the fly ash particles and MgKPO4·6H2O mineral [46]. Generally, the incorporation of fly ash into CBPC has multi-benefit objectives. For a given volume, the amount of binder used is smaller and less heat is generated, thereby reducing product cost, extending the working time and improving the properties of the product [31]. Other aggregates can also be incorporated into CBPC to improve the properties of the product. Sand can be used to increase toughness [44]. The elongated (acicular structure) grains of wollastonite (CaSiO3) serves as an advantage in enhancing the flexural strength of the product when the mineral is used as filler (Fig. 1b, republished from elminas.com). Also, whiskers of chopped glass fibres at a loading of 1–3% were shown to increase the flexural strength of CBPC ash composite from 900 psi to double its value [31]. Finally, hammer milled flakes of aspen oriented strand board (OSB) resulted in increased bending strength of CBPC samples [44].
5 Recent progress in CBPC and utilization in wood composite products
In the 1st decade of its invention, the technology of CBPC was used to stabilize inorganic waste streams containing radioactive and chemically hazardous contaminants. The phosphate treatment of this waste stream results in chemical immobilization by converting them to insoluble compounds, thereby preventing leaching and nuclear contamination [31, 47, 48]. Following years of research in CBPC, this principle was adopted in the product development by incorporating large volume industrial inorganic waste in the Ceramicrete® technology [49, 50]. According to Wagh [30], any inorganic material can be added to CBPCs provided it has a low loss on ignition (LOI) value. High values of LOI (> 8 wt%) result in the evolution of gases, such as CO2 during the acid–base reaction. This however increases the porosity of the resultant material, which invariably reduces the strength and integrity of the product. Originally developed to encapsulate low-level nuclear waste, CBPC has been used extensively as a shielding material against nuclear radiation, such as alpha, beta, gamma rays and neutrons [31]. In civil and structural engineering, the technology of CBPC has gained increasing acceptance because of its superior properties over Portland cement and polymer products (Table 1). They are applied in road and concrete repairs, roof tiles and floor surfacing products. Their low water permeability and ability to bond to all earth materials including stones and concrete make them a twenty-first century material with diverse applications [32].
The interest in fibre reinforced CBPC products is increasing. As a result of the neutrality of the CBPC matrix and the low temperature processes involving the acid–base reactions, natural fibres or polymer fibres may be added in the product [32, 51]. Jeong and Wagh [7] incorporated chopped glass fibres with a length of 0.25 and 0.5 inch in ash-containing Ceramicrete®. They found that the fibres increased the flexural strength and fracture toughness of the product and the increase was higher for the longer fibres. One advantage of glass fibre reinforcement in Ceramicrete® matrix is that corrosion of fibres does not occur, because Ceramicrete® is neutral, unlike the highly alkaline cement matrix [29]. Ding et al. [45] embedded carbon fibre sheets in a magnesium phosphate cement matrix to form fibre reinforced inorganic polymer composites. They reported that the improved fibre reinforced composite is a promising alternative for the strengthening of concrete structures. Colorado et al. [42] evaluated the mechanical properties of wollastonite-based (wo-based) CBPC. The authors reported that high performance composites were realized when glass and carbon fibres were used to reinforce CBPC. Wagh et al. [41] studied the water permeability and mechanical properties of Mg-based CBPC with wollastonite and other fillers and reported an increased compressive and flexural strength, fracture toughness and low porosity and permeability to water, when wollastonite is used as reinforcement. The acicular (needle-like) crystals of wollastonite act like whiskers, which aid in increasing the flexural strength and fracture toughness of CBPCs [30].
SEM studies of these fibre reinforced composites showed that the CBPC matrix covered the fibres, which can be pulled out clean. This indicates that there is no good adhesion between synthetic or polymer fibres and CBPC. However, CBPCs are dominated by ionic and covalent bonds, although van der Waals bonding is also present [37]. According to Wagh [30], a bond should form between natural fibre surfaces and the CBPC matrix, unlike the case of polymer fibres. The formed bond should be able to produce superior fibre reinforced composites. A primary constituent of natural fibres is cellulose. Cellobiose, a repeating unit of cellulose contains six hydroxyl groups (–OH), bonded by large number of intra and inter hydrogen bonds within a chain and between chains. It is well known that organic adhesives react with the hydroxyl groups of cellulose producing ethers, esters and new hydrogen bonds. These bonds form a polymeric network that interconnects micro porous wood surfaces. It is therefore thought that similar bonds may be formed between wood and CBPC matrix. Chi and Englund [52] investigated the interfacial bonding properties between CBPC and sugar maple (Acer saccharum). The authors used a mixture design analysis to evaluate the magnesium phosphate ceramic (MPC)/maple interfacial shear properties with different aggregate levels. Portland cement, wollastonite and vitrified calcium alumina-silicate (VCAS) were used as aggregates within the system. Binder level was the most influential determinant of the interfacial property, while cement was found to decrease the bond strength. However, wollastonite and VCAS mutually improved the interfacial properties. Based on fracture surface analysis, MPC block split failure and MPC/maple interfacial bond failure were identified and were correlated with the binder level and interfacial strength [52]. At the Forest Products Laboratory (FPL), pine planer shavings and sawdust were used as raw materials in a CBPC matrix for a set of baseline experiments [33]. The authors reported flexural stiffness and bending strength values comparable to existing cement bonded products. Subsequently, the National Resources Research Institute (NRRI) and the FPL conducted a preliminary study on the feasibility of producing composite building products utilizing waste pulp and paper mill residues and Ceramicrete®. They demonstrated that the residues can be incorporated in the CBPC binder to develop durable building materials and determined that the products have the potential to meet industry performance standards [44].
In a world that is gradually evolving, the exploitation of natural fibres in composite development has been a subject of intensive research. However, the application of natural fibres in CBPC technology is still at the infantile stage. Following earlier protocols conducted by the Argonne National Laboratory (ANL) and the NRRI on the suitability of paper mill sludge in Ceramicrete®, little literature is available on natural-fibre based CBPCs. Amiandamhen et al. [8] demonstrated the feasibility of producing low and medium density composite panels utilizing agricultural and wood processing industrial residues. The authors investigated the effect of binder ratio, fibre content and fly ash as partial replacement of the phosphate binder. They reported that several strength properties are negatively affected when the proportion of fly ash exceeds a critical maximum. They showed the relationship between these variables on the panel properties using a response surface methodology. In another study, forest waste from the alien invasive tree species was used as baseline and the effect of bark on the properties of phosphate bonded wood products was investigated [21, 53]. Most of the work on CBPC reported in the literature and discussed in this section utilized the Ceramicrete® technology, which is based on magnesium oxide. Due to the rapid exothermic reactivity of calcium oxide in the acid phosphate solution, it is practically impossible to produce calcium-based CBPC products on a large scale. As a result, calcium-based CBPC-natural fibre products are rarely mentioned in literature. Wagh et al. [41] demonstrated that calcium silicate with Ceramicrete® can be used to produce phospho-silicate ceramic, which has the potential to benefit the biomaterial industries. Recently, Amiandamhen et al. [21, 38] produced composite panels bonded with calcium silicate, unslaked lime and fly ash. They observed that the fundamental properties of the composite products depend on the binder ratio and fibre content, and not the ratio of the alkaline minerals.
These investigations present a new dimension of interest for industrial partners and product developers in natural fibre composites. A preliminary market assessment showed that there is potential for CBPC-waste pulp composite products to be utilized as interior door cores and stiles and rail material [44]. Phosphate bonded composite panels can be used in light weight construction, such as applications with OSB, which provides the rigid envelope that ties other elements of wood framed buildings together [54]. Phosphate bonded panels can be engineered for high strength, stiffness and moisture resistant applications [32]. With a high binder level, the panels can be used in flooring systems and as underlayment. Like fibre cement boards, phosphate bonded panels can be applied in false ceilings and partitions, or in roof tiles, prefabricated and under-decking structures. Phosphate bonded wood and fibre products are light, durable and environmentally friendly. They can be designed to meet moisture resistant requirements with high flexural and compressive strength properties. Table 1 presents the properties of Ceramicrete® compared to Portland cement and polymer resin.
6 Environmental benefits of CBPCs
It has been argued that CBPCs are low carbon content inorganic minerals that are environmentally friendly alternatives to conventional inorganic cement binders, such as Portland cement and gypsum. Although the main environmental concerns about the use of the material remains to be greenhouse gas emissions and fugitive particulates released in the atmosphere [31]. The emission of greenhouse gases from inorganic phosphate ores is inevitable, however careful process optimization would ensure that emissions are kept at a minimum level. The second source of greenhouse gas emission in the manufacturing of phosphate minerals is in the total energy consumed from ‘cradle to the gate’. While the CO2 generated during the different phases of processing may be reduced, the total amount of greenhouse gases, which usually escapes during extraction and mining, cannot be controlled. However, the fugitive particulates released into the atmosphere can be controlled with good work practices.
Wagh [31] calculated the direct emissions of greenhouse gas from phosphate ore to Ceramicrete® manufacture as 40% less than in cement manufacture. The author further explained that the difference is due to the presence of fly ash, a coal-fired industrial plant by-product, which makes up about 60% of Ceramicrete®. When all possible sources of emissions are added for Ceramicrete® and Portland cement, Ceramicrete® emits 20% less greenhouse gases compared to Portland cement [31]. The production of Ceramicrete® consumes only about 41% of the total energy used in cement production and requires only a fraction of the total energy used in traditional wood composite binders, such as polymeric resins (Fig. 2).

Source: NRRI [55]
Energy benefits of CBPCs
Another environmental consideration on the use of CBPCs is the leaching of nutrients and minerals from disposed products into soil and water streams. Since these materials contain active fertilizer ingredients, like potassium and phosphorus, their presence in aquatic streams can be a problem. Excessive leaching of nutrients from the products may result in unwanted algae growth. The proliferation of algae on soil and water streams may choke aquatic life and plant growth [31]. However, product consistency leaching tests showed that CBPC products release phosphates extremely slowly into ground water [31, 47]. Therefore, when phosphate binder is used as adhesive, cement or coatings in manufactured products, the disposal of the products should not be a problem to the environment. The slow release of phosphates from disposed products may even be beneficial to plants and aquatic life. Further information on the environmental impact factors of CBPC and polymeric coatings can be found in Wagh [31].
7 Summary
Wood based composites encompass an array of products ranging from interior panels and furniture to exterior panels used for both structural and non-structural applications. Wood composites consist of conventional wood based composite panels, structural composite lumber and wood-matrix composites. Inorganic bonded composites have been designed to adapt to end of the cost and technology spectrum, facilitated by the low energy production profile of the composites. This adaptability makes inorganic bonded composites suited to many lignocellulosic materials. However, exceptions exist due to the inherent incompatibility between natural fibres and the inorganic matrix, although this limitation can be avoided by a careful design approach and fibre modifications. A new class of inorganic phosphate binders have been developed that can bond to all earth materials. This makes the phosphate binder a robust material of the twenty-first century with diverse applications.
In wood and fibre composites, the phosphate binder is ideally suited because it is not affected by the sugars and hemicelluloses in natural fibres. Due to this versatility, it is possible to incorporate lignocellulosic residues into the phosphate binder stream to produce value-added composites. The development of such products promises to improve national economic potentials and environmental benefits. With a small capital investment, satisfactory phosphate bonded composite products can be produced on a small scale using mostly unskilled labour. However, technology can be introduced to increase the manufacturing output if the market for such composite materials increases.
The current challenge in developing novel phosphate based biomaterial composites lies on the economic feasibility and high cost of materials. Although scaling up can be achieved, which has been demonstrated by prototype development and testing, the major consideration lies on the cost of the proposed product. The new product manufacturing could utilize existing cement board facilities, hence installations of new production lines is not necessary. However, the cost of the phosphate material is high on the global market, which would have a direct effect on the cost of the product. This would imply that only value-added products could be acceptable at a significantly higher price compared to traditional inorganic composite products. To reduce the overall cost of the proposed products, there will be a need to explore other potential sources of phosphates and processing of lower grades or recycling of phosphates from waste streams. Similarly, the cost of the phosphate binder could be reduced by the addition of suitable aggregates in the matrix.
References
Youngquist JA (1999) Wood-based composites and panel products. In: Wood handbook: wood as an engineering material. General technical report FPL; GTR-113. USDA Forest Service, Forest Products Laboratory, Madison, WI, pp 10.1–10.31
Stark NM, Cai Z, Carll C (2010) Wood-based composite materials: panel products, glued-laminated timber, structural composite lumber, and woodnonwood composite materials. Wood handbook: wood as an engineering material: Chapter 11. In: Centennial (ed) General technical report FPL; GTR-190. USDA Forest Service, Forest Products Laboratory, Madison, WI, pp 11.1–11.28
Irle M, Barbu MC, Reh R, Bergland L, Rowell RM (2013) Chapter 10: Wood composites. In: Rowel RM (ed) Handbook of wood chemistry and wood composites, 2nd edn. CRC Press, London, pp 321–411
Singha AS, Priya B, Pathania D (2015) Cornstarch/poly(vinyl alcohol) biocomposite blend films: mechanical properties, thermal behavior, fire retardancy, and antibacterial activity. Int J Polym Anal Charact 20(4):357–366
Singha AS, Thakur VK (2009) Fabrication and characterization of H. sabdariffa fiber-reinforced green polymer composites. Polym Plast Technol Eng 48(4):482–487
Bledzki AK, Gassan J (1999) Composites reinforced with cellulose based fibres. Prog Polym Sci 24(2):221–274
Jeong SY, Wagh AS (2003) Cementing the gap between ceramics, cements, and polymers. Mater Technol 18(3):162–168
Amiandamhen SO, Meincken M, Tyhoda L (2016) Magnesium based phosphate cement binder for composite panels: a response surface methodology for optimisation of processing variables in boards produced from agricultural and wood processing industrial residues. Ind Crops Prod 94:746–754
Tittelein P, Cloutier A, Bissonnette B (2012) Design of a low-density wood-cement particleboard for interior wall finish. Cem Concr Compos 34(2):218–222
Parra-Montesinos GJ (2005) High-performance fiber-reinforced cement composites: an alternative for seismic design of structures. ACI Struct J 102(5):668–675
Kuder KG, Shah SP (2010) Processing of high-performance fiber-reinforced cement-based composites. Constr Build Mater 24(2):181–186
Neithalath N, Weiss J, Olek J (2004) Acoustic performance and damping behavior of cellulose-cement composites. Cem Concr Compos 26(4):359–370
Mohr BJ, El-Ashkar NH, Kurtis KE (2004) Fiber-cement composites for housing construction: state-of-the-art review. In: Proc. NSF Hous. Res. Agenda Work, p 17
Moslemi AA (1999) Emerging technologies in mineral-bonded wood and fiber composites. Adv Perform Mater 6(2):161–179
Wolfe RW, Gjinolli A (1997) Cement-bonded wood composites as an engineering material. In: The use of recycled wood and paper in building applications, pp 84–91
Karade SR, Irle M, Maher K (2003) Assessment of wood-cement compatibility: a new approach. Holzforschung 57:672–680
Frybort S, Mauritz R, Teischinger A, Müller U (2008) Cement bonded composites—a mechanical review. BioResources 3(2):602–626
Okino EYA, De Souza MR, Santana MAE, Alves MVDS, De Sousa ME, Teixeira DE (2005) Physico-mechanical properties and decay resistance of Cupressus spp. cement-bonded particleboards. Cem Concr Compos 27(3):333–338
Pelaez-Samaniego MR, Yadama V, Garcia-Perez T, Lowell E, Amidon T (2014) Effect of hot water extracted hardwood and softwood chips on particleboard properties. Holzforschung 68(7):807–815
Alberto MM, Mougel E, Zoulalian A (2000) Compatibility of some tropical hardwoods species with portland cement using isothermal calorimetry. For Prod J 50:83–88
Amiandamhen SO, Meincken M, Tyhoda L (2018) The effect of chemical treatments of natural fibres on the properties of phosphate-bonded composite products. Wood Sci Technol 52(3):653–675
Semple KE, Cunningham RB, Evans PD (2002) The suitability of five Western Australian mallee eucalypt species for wood-cement composites. Ind Crops Prod 16(2):89–100
Amiandamhen SO, Izekor DN (2013) Effect of wood particle geometry and pre-treatments on the strength and sorption properties of cement-bonded particle boards. J Appl Nat Sci 5(2):318–322
Thygesen A, Daniel G, Lilholt H, Thomsen AB (2006) Hemp fiber microstructure and use of fungal defibration to obtain fibers for composite materials. J Nat Fibers 2(4):19–37
Jorge FC, Pereira C, Ferreira JMF (2004) Wood-cement composites: a review. Holz als Roh—und Werkstoff 62(5):370–377
Qi H, Cooper PA, Wan H (2006) Effect of carbon dioxide injection on production of wood cement composites from waste medium density fiberboard (MDF). Waste Manag 26(5):509–515
Soroushian P, Won JP, Hassan M (2013) Durability and microstructure analysis of CO2-cured cement-bonded wood particleboard. Cem Concr Compos 41:34–44
Bezerra EM, Joaquim AP, Savastano H, John VM, Agopyan V (2006) The effect of different mineral additions and synthetic fiber contents on properties of cement based composites. Cem Concr Compos 28(6):555–563
Wagh AS, Jeong SY (2003) Chemically bonded phosphate ceramics: I, a dissolution model of formation. J Am Ceram Soc 86(11):1838–1844
Wagh AS (2004) Chemically bonded phosphate ceramics, 1s edn. Elsevier, Amsterdam
Wagh AS (2013) Recent progress in chemically bonded phosphate ceramics. ISRN Ceram 2013:1–20
Wagh AS (2016) Chemically bonded phosphate ceramics. Elsevier, Second edi
Laufenberg TL, Aro M (2004) Phosphate-bonded ceramic—wood composites : R & D project overview and invitation to participate. In Proc. of 9th intern. conf. on inorganic—bonded composite materials, pp 84–91
Pearce F (2011) Phosphate: a critical resource misused and now running low. Yale Environment 360, Yale School of Forestry and Environmental Studies. www.e360.yale.edu
Dolan E (2013) Doomsday: Will peak phosphate get us before global warming?. www.dolanecon.blogspot.com
Jeong SY, Wagh AS (2002) Chemically bonded phosphate ceramics: cementing the gap between ceramics and cements. Technol Rev Stud, pp 1–19. http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.551.6325&rep=rep1&type=pdf
Colorado HA, Hiel C, Hahn HT (2011) Processing structure property relations of chemically bonded phosphate ceramic composites. Bull Mater Sci 34(4):785–792
Amiandamhen SO, Meincken M, Tyhoda L (2017) Calcium phosphate bonded wood and fiber composite panels: production and optimization of panel properties. Holzforschung 71(9):725–732
Zhang X, Li G, Niu M, Song Z (2018) Effect of calcium aluminate cement on water resistance and high-temperature resistance of magnesium-potassium phosphate cement. Constr Build Mater 175:768–776
Ma H, Li Y (2018) Discussion of the paper ‘Characterisation of magnesium potassium phosphate cement blended with fly ash and ground granulated blast furnace slag’ by L.J. Gardner et al. Cement Concr Res 103:245–248
Wagh AS, Jeong SY, Lohan D, Elizabeth A (2003) Chemically bonded phospho-silicate ceramics. 6, 518, 212
Colorado HA, Hiel C, Hahn T, Yang JM (2011) Wollastonite based chemically bonded phosphate ceramics composites. In: Cuppoletti J (ed) Metal, ceramic and polymeric composites for various uses. In Tech, London, pp 265–282
Mosselmans G, Biesemans M, Willem R, Wastiels J, Leermakers M, Rahier H, Brughmans S, Van Mele B (2007) Thermal hardening and structure of a phosphorus containing cementitious model material: phosphoric acid-wollastonite. J Therm Anal Calorim 88(3):723–729
Donahue PK, Aro MD (2010) Durable phosphate-bonded natural fiber composite products. Constr Build Mater 24(2):215–219
Ding Z, Dong B, Xing F, Han N, Li Z (2014) Cementing mechanism of potassium phosphate based magnesium phosphate cement. Ceram Int 38(8):6281–6288
Ding Z, Li Z (2005) High-early-strength magnesium phosphate cement with fly ash. ACI Mater J 102(6):375–381
Singh D, Wagh AS, Jeong SY, Dorf M (1996) Leaching behavior of phosphate-bonded ceramic waste forms. Environmental issues and waste management technologies in the ceramic and nuclear industries II. Ceram Trans 72:279–289
Wagh AS, Singh D, Jeong SY (2001) Chemically bonded phosphate ceramics for stabilization and solidification of mixed waste. Handb Mixed Waste Manag Technol. https://doi.org/10.1016/b978-008044505-2/50015-6
Formosa J, Lacasta AM, Navarro A, Del Valle-Zermeño R, Niubó M, Rosell JR, Chimenos JM (2015) Magnesium phosphate cements formulated with a low-grade MgO by-product: physico-mechanical and durability aspects. Constr Build Mater 91:150–157
Gardner LJ, Bernal SA, Walling SA, Corkhill CL, Provis JL, Hyatt NC (2015) Cement and concrete research characterisation of magnesium potassium phosphate cements blended with fl y ash and ground granulated blast furnace slag. Cem Concr Res 74:78–87
Amiandamhen SO (2017) Phosphate bonded wood and fibre composites. Stellenbosch University, Stellenbosch
Chi H, Englund KR (2014) Interfacial properties of magnesium phosphate ceramics and sugar maple (Acer saccharum). Holzforschung 68(5):575–582
Amiandamhen SO, Montecuccoli Z, Meincken M, Barbu MC, Tyhoda L (2018) Phosphate bonded wood composite products from invasive Acacia trees occurring on the Cape Coastal plains of South Africa. Eur J Wood Wood Prod 76(2):437–444
Leland O (2007) Wood adhesives—a market opportunity study. United Soilbean Board, Michigan. https://doi.org/10.1007/s00253-004-1767-3
NRRI (2008) Fiber and waste residual composites for applied commercialization. In: Beneficial use of industrial materials summit, Colorado, pp 1–38
Acknowledgements
Open access funding provided by Linnaeus University. The authors would like to thank the National Research Foundation, South Africa for financial support (Grant number: 88598).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest. This article is part of the Ph.D. Thesis “Phosphate Bonded Wood and Fibre Composites” submitted to Stellenbosch University. The Thesis can be accessed in SUNScholar repository via the following persistent URL: http://hdl.handle.net/10019.1/100912.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Amiandamhen, S.O., Meincken, M. & Tyhoda, L. Phosphate bonded natural fibre composites: a state of the art assessment. SN Appl. Sci. 1, 910 (2019). https://doi.org/10.1007/s42452-019-0910-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0910-9