
Abstract
The dry-wear behavior of hybrid composites comprising of multi-walled carbon nanotubes (MWCNTs) and wood flour (oil palm kernel shell powder) within an unsaturated polyester matrix was investigated in this paper. The results revealed that the incorporation of wood flour -even at little as 10 wt% filler content- significantly improved the tribological behavior of the composite. This improvement in tribological behavior was attributed to the transfer of a soft layer of wood flour on the worn area during the wear process, which acted as a self-lubricating material. Investigation of the effect of filler size revealed that composites containing smaller filler sizes exhibited higher values of friction coefficient (µ) and specific wear rate (Ws). This reduction attributed to the creation of a surface with a lower surface roughness (Ra) at the worn area which resulted in a larger number of contacts between counterpart surfaces. In addition, increasing in the normal load resulted in a considerable increment in the values of µ and Ws. Filler treatment with hot alkali solution (1 to 9 wt% concentration) showed that both µ and Ws reached their minimum values at 5 wt% alkali concentration due to improved interfacial bonding between the filler and matrix. Finally, a relatively small amount (0.2 wt%) of well-dispersed MWCNTs within the wood flour polyester composite was found to be capable of improving the tribological behavior of such hybrid composites.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The development of high-performance tribo-materials has become of great interest for the modern bearing industry [22] with a major focus being the development of bio-tribo-materials in order to achieve energy conservation in combination with a reduced environmental impact [2, 12]. Polymer composites have shown the potential to exhibit superior mechanical and tribological performance and thus be utilized as anti-wear and friction materials [13]. However, evaluation of the tribological behavior of polymers and polymer composites is known to be relatively difficult due to their complex multiphase structures [4] and attributed to the fact that friction and wear for polymers are not necessarily proportional to one another. Therefore, it is essential to evaluate the tribological behavior of these materials and the surface contact prior to proposing them for real-life applications.
Adhesion, ploughing and asperity deformation are considered as the main three friction mechanisms in polymers and their associated composites. The individual contributions of these three mechanisms depend on the type of materials, operating conditions, and the contact surface topography [7]. Besides, the dominant wear mechanisms in polymers and composites are known to be adhesive, abrasive, and fatigue wear. Adhesive wear occurs when the mating surfaces are smooth, whereas abrasive wear occurs when the sliding of polymers occurs against a rough surface. However, fatigue wear occurs when the sliding of harder polymers (such as thermosetting plastics) takes place against a smooth surface [9], and the polymer undergoes repeated stressing during rolling and sliding motion [1]. It is notable to mention that, the cutting and ploughing of a harder surface into a weaker surface can be considered as the main mechanism of abrasive wear for polymers and composite materials [13]. In addition, the tribological behavior of polymers and their associated composites can be described mostly in terms of their viscoelastic and temperature related properties. In this regards, the adhesive wear resistance of these materials depends upon the quantity of heat generated at asperities as a result of sliding contact between two materials, the method of heat dissipation and the ability of the materials to keep their integrity at the resultant elevated temperatures [10].
The tribological performance of a material depends on a number of parameters coming under the category of materials and surface contacts [11]. Tribological characteristics of materials related to surface contacts can be investigated through the surface hardness, roughness, and transfer of elements between the surfaces with the deformation of asperities being the main factor behind the resulting surface roughness. Meanwhile, the influence of surface hardness can be explained via either the presence of wear product (debris) remaining at the harder counter surface as adhesive wear or else released to the environment as abrasive wear [18]. Material related factors that may influence tribological performance can include the type of polymer blend, the addition of fillers, interfacial adhesion, chemical processing and manufacturing techniques [11]. For example, depending on the shape and type of filler, the inclusion of graphite/carbon may significantly improve wear resistance by a factor of 10 to 500 times [21].
Carbon (in its various forms such as graphite and graphene) and also activated carbon exhibit enormous potential in the field of tribology due to their ability to reduce both friction and wear [13]. It has been stated that carbon nanotubes can be easily deformed on the rubbing interface due to their small radius and high aspect ratio [22]. A study on the effect of adding carbon nanotubes on the sliding wear behavior of epoxy and E-glass epoxy composites revealed that the specific wear rate and coefficient of friction for both composites, i.e., epoxy/MWCNT and epoxy/E-glass/MWCNT, could be reduced through the addition of MWCNTs and that these parameters decreased with increasing MWCNT content [3]. Green materials based on polymer composites have also become increasingly popular due to growing environmental concerns and the depletion of petrochemical resources [15]. In this regard, natural fiber composites (NFCs) and wood plastic composites (WPCs) can be considered as appropriate candidates for the development of bio-tribo-materials which require limited or no external lubrication or else with self-lubricating abilities. Research in this direction may potentially solve several environmental issues including that of lubricant thinning from synthetic sources, which is a non-degradable waste [2]. This paper has therefore aimed to investigate the tribological performance of hybrid composites comprising of wood flour from agricultural waste (palm oil kernel shell) and carbon nanotubes within an unsaturated polyester matrix. In this regard, the effect of size, percentage, and treatment of the natural filler on the coefficient of friction, specific wear rate, and surface roughness will be studied. Eventually, the influence of loading MWCNTs in various concentrations with the hybrid composite will be investigated.
1.1 Experimental procedure
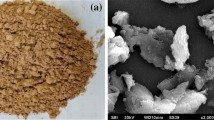
Wood plastic composites comprising of unsaturated polyester and powdered palm oil kernel shell (as the wood flour or natural filler) were prepared using the casting method with 1.5 wt% of methyl ethyl ketone peroxide (MEKP) being used as the crosslinking agent for the polyester. In order to study the effect of filler size on the wear properties of WPCs, composites containing 15 wt% of filler were prepared as a function of filler size range (600–300, 300–150, 150–75, 75–50 µm and less than 50 µm) according to a method previously used by the authors [14]. To study the effect of filler treatment, the wood flour was treated by hot alkali treatment under 1, 3, 5, 7 and 9 wt% of alkali concentration with WPC specimens containing 15 wt% of treated wood flour being fabricated as explained by [16]. In addition to these factors, the effect of filler percentage was investigated for WPCs containing 10, 20, 30 and 40 wt% of treated (7 wt% alkali) palm oil kernel shell—this being the optimum surface treatment concentration noted in previous work [15].
Hybrid composites containing wood flour and pristine MWCNTs were also prepared using 15 wt% of treated palm oil kernel shell powder together with 0.2, 0.4 or 0.6 wt% of MWCNTs. In order to fabricate well dispersed MWCNTs within the hybrid composite, a solvent mixing method was used. The MWCNTs were first mixed into styrene via high shear mixing in combination with ultrasoncation. The resulting mixture was then added to the polyester resin and heated to evaporate and remove the styrene with this process leading to excellent dispersion of the MWCNTs within the polyester. Wood flour (15 wt%) treated under 7 wt% alkali solution was then added to the polyester and MWCNTs mixture and followed by high shear mixing prior to being poured into molds. The mixture was found to have solidified after 45 min with the cured specimens then being post cured at 80 °C for 1 h prior to being removed from the molds. The fabrication of similar hybrid composites was explained in detail in previous work by the authors [17]. The resulting specimens were finally cut to dimensions of 10 mm × 10 mm × 4 mm and their surfaces polished for the wear test with three samples being used for each test in this study to present the results as mean values and their standard deviations.
A linear reciprocatory tribometer (model DUCOM TR-285-M8) was used in this study to measure the friction and wear properties of samples as shown in Fig. 1a. The tests were conducted according to ASTM G133 Standard test method for linearly reciprocating ball-on-flat sliding wear with an uncoated cemented carbide ball (94 wt% WC and 6 wt% Co; grade ISO 513 K10) with hardness of 1600 HV and diameter of 6 mm being used as the counterpart to slide on the composite specimens. All tests were conducted at ambient temperature (23 °C) under dry sliding conditions at 1.2 m/min for a distance of 12 m. Initially, the samples containing different filler percentages were tested under loads of 40, 60, 80 and 100 N in order to investigate the effect of load on the wear properties. Following this, all other wear tests were conducted under a load of 80 N.

Schematic illustration of the test procedure and examples of resulting data obtained during the study: a schematic of the sample under the linear reciprocating tribometer, b coefficient of friction versus time for the composite containing 20 wt% of filler, c surface roughness of the worn area and d surface profile and cross-section of the worn area
The coefficient of friction, µ, of samples was continuously calculated from the ratio of measured tangential frictional force, Fs, and applied normal force, F, during test with an example curve being plotted vs time as shown in Fig. 1b and the value after 10 min being reported for future study. The surface roughness, Ra, and surface profile of the worn region were measured using a Surfcom 1400D Tokyo Seimitsu as shown in Fig. 1c and d, respectively. The volume of the worn area was calculated by measuring the surface contour profile and cross-section of the worn area with the specific sliding wear rate base on weight (g/Nm) being calculated according to the following formula:
where ΔV is the sample volume loss of the specimen, ρ is the sample density, F is the applied normal load and L is the overall travel distance. Investigation of the wear mechanisms of the worn surface specimens was carried out using scanning electron microscopy (SEM; Hitachi S-3400 N).
2 Result and discussion
2.1 Effect of filler content
A typical curve illustrating the coefficient of friction as a function of sliding duration has been presented in Fig. 1b for the composite with 20 wt% filler with it being noted that μ initially increased rapidly and then become steady after a short period of time. The surface roughness profile for the surface contour of the worn area has also been presented in Fig. 1c and d. Similar trends for µ and the surface contour as noted in Fig. 1 were also observed for other specimens with or without filler under different normal loads. The effect of filler percentage on the wear properties has been presented in Fig. 2 with SEM micrographs of the worn area being presented in Fig. 2a–c. It is observed from Fig. 2a and b that the loading of natural filler reduced fragmentation of particles in the worn area with the sample containing 40 wt% filler exhibiting a smoother surface when compared to the sample without filler (neat resin). However, increasing the load from 40 N (Fig. 2b) to 80 N (Fig. 2c) resulted in the generation of surface cracks in the worn region. This was due to higher stress acting on the worn surface.

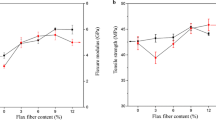
Effect filler percentage on the wear properties: a–c SEM images of the worn area—a neat polyester resin (0 wt%) under 80 N load, b composite with 40 wt% filler under 40 N load and c composite with 40 wt% filler at 80 N load; d effect of filler percentage and load on specific sliding wear rate (Ws) based on weight reduction, e effect of filler percentage and load on coefficient of friction (µ), and f effect of filler percentage and load on surface roughness (Ra)
The influence of filler percentage on the specific sliding wear rate based on specimen weight reduction (Ws), µ and Ra at different normal loads have been presented in Fig. 2d–f, respectively. It is clear from the figures that Ws, µ and Ra increased with increasing normal load. This consistent variation of Ws, µ and Ra with the applied normal load was attributed to the distribution of load on a large number of asperities at the worn area with the increase in µ being explained due to deeper penetration of each asperity into the surface of the sample at the worn area which subsequently resulted in higher values for Ws and Ra. Whilst similar results have been reported by other researchers [5] for the Ws of chopped jute fiber-reinforced polypropylene composites under a normal load of 1 to 7 N, the results were in contradict with other findings [8] which noted that increasing the applied load from 20 N to 80 N significantly reduced Ws and µ for polyester composites containing silane treated sisal fiber. The inconsistency in findings may be attributed to difference in the nature of the sisal fiber and palm oil shell powder or else to the effect of surface treatment.
Figure 2d and e clearly showed that increasing the amount of natural filler resulted in a reduction of Ws and µ, respectively. In other words, the incorporation of lignocellulosic filler improved the wear resistance of polymer composites containing palm oil kernel shell powder. Although considerable improvement has been observed in the tribological behavior of composite under different applied loads when compared to the neat resin, the addition of filler (from 10 to 40 wt%) doesn’t result in any significant change in this behavior. It should be noted that the samples without filler, i.e., neat resin, exhibited brittle behavior at the higher normal loads tested (80 and 100 N) with the presence of cracks or else failure of the specimens during the test. However, the specimens reinforced with wood flour did not exhibit any brittle behavior during test, even for the lowest filler content under these higher loads.
Improvements in the wear performance of composites containing wood flour (when compared to the neat resin) may be due to the transfer of a soft layer of wood flour (compared to the polymer matrix which exhibits brittle behavior) on the worn area as a result of the depletion of thin wood flour from the wear process. It has been reported [12] that the presence of a layer of softer material transferred during the wear process is beneficial to creating protective shielding which can maintain low friction and thus reduce the wear rate. As the polyester exhibits brittle behavior, the presence of wood flour within the composite specimens leads to the formation of a continuous and coherent transfer film resulting in improved wear performance. This finding is in good agreement with previous research [6, 20] for epoxy composites containing sisal and bamboo fibers where the presence of natural fibers inhibited the removal of debris (and thus improved wear performance) due to the requirement for additional energy in order to detach the fibers from the matrix.
The soft layer from the wood flour can be due to the presence of lignin part in the lignocellulosic filler. It has been shown in our previous report [16] that a wood flour such as palm oil kernel shell contains 38 wt% cellulose 23 wt% hemicellulose and the rest (39 wt%) can be referred to lignin, wax, and oils molecules. During the wear test, the lignin, wax and oily molecules can act as a lubricant, and cover the surface contact in the worn area which results in less friction. Consequently, lower values have been observed in both Ws and µ values.
2.2 Effect of filler size
The effect of wood flour particle size on tribological behavior has been presented in Fig. 3 with Fig. 3d illustrating that Ws increased slightly from 3.35 × 10−6 (g/Nm) for the composite containing filler of size less than 50 µm to 3.44 x 10−6 (g/Nm) for the sample with filler size of 50-75 µm. Upon increasing the filler size to 150-300 µm the value of Ws decreased by 20% to 2.76 x 10−6 g/Nm with a similar value for the composite containing the largest filler size (300-600 µm). In contrast to this, Fig. 3e illustrates that the coefficient of friction decreased from 0.845 for the smallest filler size to a minimum of 0.785 for the 150-300 µm filler size and then increased slightly to reach 0.80 for the largest filler size (300-600 µm).

Effect of filler size on the wear properties: a–c SEM images of worn areas—a composite with 50–75 µm filler size, b and c composite with 150–300 µm filler size at different magnifications, and d–f Effect of filler size on—d specific sliding wear rate based on weight reduction (Ws), e coefficient of friction (µ) and f surface roughness (Ra)
The trends in these results were explained in terms of the lower surface roughness for composites containing smaller filler size which consequently provided a better surface contact during the sliding wear test. This can be confirmed by the results given in Fig. 3f where a significant increase in Ra was observed from a minimum of 3.66 µm (75-150 µm) to a maximum of 7.49 µm (300-600 µm). On the other hands, an increased number of asperities would have been generated from wood flour at the surface of the composites containing filler with a larger size acting as a self-lubricating material during the test. Therefore, lower values for Ws and µ were obtained as the filler size increased with these results being in good agreement with SEM images (Fig. 3a–c) which indicated the presence of cracks in the composites containing smaller filler sizes and the presence of wood flour asperities in the composites with the largest filler sizes.
2.3 Effect of filler treatment
SEM images illustrating the worn regions for composites containing untreated and alkali treated wood flour have been presented in Fig. 4a–f with it being immediately noticeable from Fig. 4a and d that the composite containing untreated wood flour possessed a rougher surface when compared to the treated sample which exhibited a smoother surface and smaller surface roughness. In contrast to this, Fig. 4c and f indicate debris from the worn regions of these composites with the presence of smaller debris sizes (24 x 33 µm) in the treated composite compared to the untreated composite (46 x 67 µm).

Effect filler treatment on the wear properties: a–f SEM images showing—a, b worn area of untreated composite at different magnifications, c debris from the untreated composite after the wear test, d, e worn areas of the treated composite at different magnifications, f debris from the treated composite after the wear test, and effect of filler size on: g specific sliding wear rate based on weight reduction (Ws), h coefficient of friction (µ) and i surface roughness (Ra)
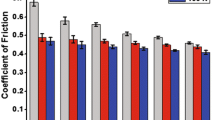
The variation of specific wear rate and coefficient of friction for different alkali concentrations has been presented in Fig. 4g and h, respectively. Initially, a significant reduction was observed for both Ws and µ with the values for Ws and µ decreasing from 3.94 x 10−6 g/Nm and 0.885, respectively, for untreated filler to 2.45 x 10−6 g/Nm and 0.74, respectively, for 1 wt% alkali concentration with the values remaining almost constant for the higher alkali concentration (3, 5, 7 and 9 wt%).
These trends can be explained in terms of enhanced interfacial adhesion between the natural filler and matrix through the implementation of the surface treatment for the palm oil kernel powder surface as shown in Fig. 4b and e. In addition, use of an alkali treatment resulted in improved mechanical properties for the WPCs due to the removal of surface impurities which simultaneously cleaned the filler and increased its roughness [16]. Such results are in good agreement with findings by other researchers where chemical treatment (alkali, silane and bleaching) of coir fiber was found to reduce the wear rate of polyester composites [19]. It is therefore evident from the results presented above that wood plastic composites with improved mechanical performance [16] can also exhibit superior tribological behavior as a result of enhanced interfacial adhesion between the surface treated filler and polyester matrix.
2.4 Effect of adding MWCNTs
Figure 5d–f shows the influence of MWCNT addition on Ws, µ and Ra for the polyester hybrid composite containing natural filler (palm oil kernel shell). The specific wear rate of the hybrid composite reduced by 18% from 2.78 x 10−6 g/Nm for the composite without MWCNTs (Fig. 5d) to a minimum of 2.29 × 10−6 g/Nm for the hybrid composite containing 0.2 wt% of MWCNTs and then followed by a notable increase in Ws to remain stable at 3.2 × 10−6 g/Nm for further increases in MWCNT content. A similar trend was observed for the coefficient of friction (Fig. 5e) which reduced from 0.84 for the composite without MWCNTs to a minimum of 0.74 for the hybrid composite containing 0.2 wt% MWCNTs. Figure 5a–c illustrate SEM micrographs of the worn areas for the hybrid composites containing 0.0, 0.2 and 0.6 wt% MWCNTs, respectively. The figures show that the addition of MWCNTs improves the resistance of the composite to crack generation at the worn area for the hybrid composite containing 0.2 wt% MWCNTs and, consequently, results in lower values for the specific wear rate and friction coefficient for this hybrid composite results in improved wear resistance.

Effect of MWCNT amount on wear properties: a–c SEM image of the worn area—a composite with 0% MWCNTs, b hybrid composite containing 0.2 wt% MWCNTs, c hybrid composite containing 0.6 wt% MWCNTs and effect of MWCNT content on: d specific sliding wear rate based on weight reduction (Ws), e coefficient of friction (µ) and f surface roughness (Ra)
Such a phenomenon may be attributed to the improved mechanical properties of the hybrid composite containing 0.2 wt% MWCNTs as a consequence of better interfacial bonding between the fiber and matrix. This finding is in consistent with previous work by the authors [17] which showed slight improvements for the tensile strength and modulus of polyester composites containing palm oil kernel shell following the addition of MWCNTs. In that article, we explained how the excellent dispersion of MWCNTs in the polyester matrix can be achieved by 0.2wt% of MWCNT and results in a better interfacial bonding. The improvement was attributed to the presence of MWCNTs hindering the motion of polymer chain segments in the polymer matrix which led to higher mechanical properties for the resulting hybrid composite. However, further additions of MWCNTs above this optimum amount (0.2 wt%) led to the formation of air bubbles trapped in the matrix due to the increased viscosity of the mixture. The creation of such voids for hybrid composites containing greater than 0.2 wt% MWCNTs resulted in cracking and increased surface roughness at the worn area as shown in Fig. 5c and f, respectively. As a result of this, poor tribological behavior was observed during the wear test for these composites.
3 Conclusions
A comparative analysis has been conducted for the tribological behavior of hybrid composites containing wood flour as a lignocellulosic filler and carbon nanotubes under different normal loads and various concentrations of surface treatment, filler size and filler percentage and different amounts of MWCNTs. The following conclusions can be drawn from the current study:
-
Adding lignocellulosic filler to unsaturated polyester improved the tribological behavior of the resulting WPCs up to a critical value of filler content (10 wt%) above which there was no significant further improvement.
-
Increasing the normal load resulted in higher values of Ws, µ, and Ra.
-
Composites containing larger filler sizes possessed bigger surface roughness and exhibited improved tribological behavior (as evidenced by reductions in µ and Ws) due to the smaller number of contact surfaces between counterparts and the creation of additional asperities from the wood flour which acted as a self-lubricating material.
-
Surface treatment (alkali treatment) of the natural filler improved the tribological behavior of the WPCs and this was attributed to improved interfacial bonding between the filler and matrix.
-
Whilst the addition of 0.2 wt% of well-dispersed MWCNTs reduced the values of Ws and µ for the hybrid composite, further additions of MWCNTs (0.4 and 0.6 wt%) had a negative effect on tribological performance due to the generation of voids as a consequence of increased viscosity in the manufacturing process of the hybrid composites.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Abdelbary A (2014) 1: polymer tribology. In: Abdelbary A (ed) Wear of polymers and composites. Woodhead Publishing, Oxford
Akpan EI, Wetzel B, Friedrich K (2018) A fully biobased tribology material based on acrylic resin and short wood fibres. Tribol Int 120:381–390
Bobbili R, Madhu V (2016) Sliding wear behavior of E-glass-epoxy/MWCNT composites: an experimental assessment. Eng Sci Technol Int J 19:8–14
Brostow W, Kovacevic V, Vrsaljko D (2010) Tribology of polymers and polymer-based composites. J Mater Edu 32:273–290
Chand N, Dwivedi UK (2006) Effect of coupling agent on abrasive wear behaviour of chopped jute fibre-reinforced polypropylene composites. Wear 261:1057–1063
Chand N, Dwivedi UK (2007) Influence of fiber orientation on high stress wear behavior of sisal fiber-reinforced epoxy composites. Polym Compos 28(4):437–441
Chand N, Fahim M (2008) Introduction to tribology of polymer composites. Woodhead publishing limited, Cambridge
Chand N, Fahim M (2008) Sisal reinforced polymer composites. Tribology of natural fiber polymer composites. CRC Press, Boca Raton
Choudhury Y, Gupta P (2017) Wear behavior of composites and nanocomposites: a new approach. In: Khan ZH (ed) Recent trends in nanomaterials: synthesis and properties. Springer, Singapore
Goyal RK, Yadav M (2013) The wear and friction behavior of novel polytetrafluoroethylene/expanded graphite nanocomposites for tribology application. J Tribol 136:021601–021601–021601–021605
Karthikeyan S, Rajini N, Jawaid M, Winowlin Jappes JT, Thariq MTH, Siengchin S, Sukumaran J (2017) A review on tribological properties of natural fiber based sustainable hybrid composite. Proc Inst Mech Eng Part J J Eng Tribol 231:1616–1634
Li H, Yin Z, Jiang D, Jin L, Cui Y (2015) A study of the tribological behavior of transfer films of PTFE composites formed under different loads, speeds and morphologies of the counterface. Wear 328–329:17–27
Mat Tahir N, Abdollah MFB, Tamaldin N, Amiruddin H, Mohamad Zin MR (2017) A brief review on the wear mechanisms and interfaces of carbon based materials. Compos Interfaces 25(5–7):491–513
Nabinejad O, Sujan D, Rahman ME, Davies IJ (2015) Effect of oil palm shell powder on the mechanical performance and thermal stability of polyester composites. Mater Des 1980–2015(65):823–830
Nabinejad O, Sujan D, Rahman ME, Davies IJ (2017) Effect of filler load on the curing behavior and mechanical and thermal performance of wood flour filled thermoset composites. J Clean Prod 164:1145–1156
Nabinejad O, Sujan D, Rahman ME, Liew Willey YH, Davies IJ (2018) Mechanical and thermal characterization of polyester composite containing treated wood flour from Palm oil biomass. Polym Compos 39:1200–1211
Nabinejad O, Sujan D, Rahman ME, Liew WYH, Davies IJ (2017) Hybrid composite using natural filler and multi-walled carbon nanotubes (MWCNTs). Applied Composite Materials 25(6):1323–1337
Nosonovsky M, Bhushan B (2012) Green tribology: biomimetics, energy conservation and sustainability. Springer, New York
Omrani E, Menezes PL, Rohatgi PK (2016) State of the art on tribological behavior of polymer matrix composites reinforced with natural fibers in the green materials world. Eng Sci Technol Int J 19:717–736
Prabhu R, Frazer Akshay, Joel C, Denzil Ovin, Bhat T (2017) Development and characterization of low cost bamboo fibre reinforced polymer composites. Am J Mater Sci 7:130–134
Stanković M, Vencl A, Marinković A (2013) A review of the tribological properties of PTFE composites filled with glass, graphite, carbon or bronze reinforcement. In: 13th International conference on tribology. Kragujevac. Serbian Tribology Society, Serbia
Zhang L, Zhang G, Chang L, Wetzel B, Jim B, Wang Q (2016) Distinct tribological mechanisms of silica nanoparticles in epoxy composites reinforced with carbon nanotubes, carbon fibers and glass fibers. Tribol Int 104:225–236
Acknowledgements
This work was financially supported by Curtin University Malaysia. The corresponding author also would like to thank Assoc. Prof. Willey Y. H. Liew for providing additional financial and conducting the tests in his laboratory located in Universiti Malaysia Sabah.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Nabinejad, O., Liew, W.Y.H., Debnath, S. et al. Tribological behavior of unsaturated polyester hybrid composites containing wood flour and carbon nanotubes. SN Appl. Sci. 1, 777 (2019). https://doi.org/10.1007/s42452-019-0792-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0792-x