
Abstract
A NiTi shape memory alloy with the nominal composition Ni50.9Ti49.1 (at%) was processed by laser beam melting/laser powder bed fusion and the process parameters as well as the type of scanning strategy (point-like exposure) were optimized in a first step to obtain delicate lattice structures (strut diameters below 200 µm). In the second step, the lattice structures were analyzed by means of optical and electron microscopy as well as computer tomography to obtain the interrelation between the process parameters, strut diameter and the uniformity of the corresponding struts. The processing, especially the laser power and the type of point-like exposure, has a strong influence on the resulting strut diameter and, therefore, on the haptic stiffness of lattice structures and the mechanical properties (deformability, superelasticity). Unlike other approaches, our findings imply that filigree NiTi lattices with high uniformity can be manufactured on a standard industry laser powder bed fusion machine without modifying its hard- or software configuration.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
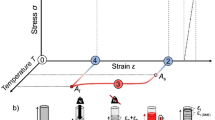
Often called “smart materials”, shape memory alloys (SMAs) are able to recover a shape change caused by plastic deformation on heating. This reversible shape recovery is known as shape memory effect (SME) [1, 2]. It is related to the transformation of a low-temperature phase (martensite, low symmetry) to a high-temperature phase (austenite, high symmetry) and vice versa, which can be stress induced or temperature induced [3, 4]. The four characteristic temperatures of this diffusionless phase transformation are As, Af, Ms and Mf. As represents the temperature at which austenite begins to form, and Af is the temperature at which all martensite has transformed to austenite. On the other hand, austenite starts to transform during cooling (Ms) until only martensite is left (Mf). These temperatures basically define the temperature regime in which SMAs can be employed [5].
This article concentrates on binary NiTi shape memory alloys, often also called NiTiNOL, since these alloys are the most utilized shape memory materials and many applications can be found in technological sectors such as biomedical, aerospace and automotive [6,7,8,9]. While NiTi alloys show the ability to recover their shape by simply regulating a thermo(mechanical) stimuli [2, 5, 10], it offers further attractive properties such as biocompatibility and good corrosion resistance. Above all, the biocompatible character in combination with its unique mechanical behavior (low stiffness, high deformability) is interesting in terms of medical applications (orthopaedics, guide wires, stents, bone anchors, implants [11]). Here, the most attractive properties constitute in the SME (detwinning of martensite by deformation → unloading → shape recovery by heating from martensite to austenite) and the mechanical-memory effect. For the mechanical-memory effect, martensite can be stress induced from austenite in a certain temperature range and consequently transforms back upon unloading [12, 13]. As a result, a high elastic response, often called pseudo- or superelasticity, is obtained.
The type of the aforementioned effect that is targeted for a specific application primarily depends on the transformation temperatures, which can be adjusted through the chemical composition (Ni/Ti-ratio) [3, 12, 14]. A slight increase in the Ni content of about 0.1 at% results in a decrease in transformation temperatures for approximately 10 K [14, 15]. Regarding chemical composition, monitoring of the manufacturing process (usually casting under vacuum by melting of highly pure raw elements [15, 16]) is from main importance. In general, almost all manufacturing parameters over the whole process chain can alter the microstructure (grain size, secondary phases or texture) and with it the materials’ properties. Especially machining of NiTi is by no means easy and results in high tool wear and pronounced imperfections for the workpiece (burr formation, adhesion, stress-induced martensitic transformation) [3, 16, 17]. Consequently, most of the NiTi devices exhibit a simple geometry that is typically based on the shape of a pre-processed semi-finished product (tube, wire, coil, bar) [8, 11, 18, 19].
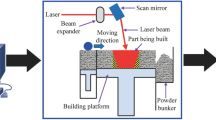
In contrast to conventional manufacturing steps, additive manufacturing (AM) technologies, viz. laser beam melting/selective laser melting/laser powder bed fusion (LBM/SLM/LPBF), provide the ability to fabricate highly complex NiTi parts in small quantities from CAD data by layer-based processing (applying layer thickness, recoating, powder consolidation) [20,21,22]. Thus, manufacturing difficulties of near-net-shaped devices for potential applications in the medical industry can be overcome [7, 9]. It is well known that powder metallurgy (PM) is also highly attractive for the processing of near-net-shaped NiTi parts or products. However, PM in contrast to AM has its drawbacks due to limited design freedom (lattice structures, stents, etc.) and the need for pre-processing at high temperatures [23]. This can result in higher contamination levels of the final product [16, 20, 23].
Lattice structures in contrast to its conventional bulk counterparts exhibit many individual areas with a low area-to-perimeter ratio in the cross-sectional plane perpendicular to the build direction [24]. Besides microstructural aspects of NiTi, the uniformity of the struts in a lattice or a complex part together with the surface quality has a pronounced effect on the mechanical properties [25]. Consequently, the type of scanning strategy that is used for manufacturing should be carefully selected especially in terms of lattices with small strut diameters [26]. For filigree lattices, point-exposure strategies are a cost-efficient and powerful tool to fabricate very complex geometries with precise strut diameters [27]. Unfortunately, most of the available LBM machines do not support the use of point-exposure [26, 28].
The main focus of this work is to use the LBM technique to process a Ni-rich NiTi shape memory alloy in combination with a self-developed scanning strategy approach (point-like exposure—pseudo-P [29]) that allows the fabrication of thin and delicate structures (e.g. Ti-6Al-4 V [26, 28, 29]) on a commercial LBM device. In this study, we specifically report on the optimization process of the LBM process parameters and the corresponding point-like exposure. The diameter and uniformity of struts of fabricated bcc-lattices are then correlated with the applied parameters (line energy input) and compared to the influence of the scanning strategy. The interrelations established in this work help to better understand how the various parameters can be systematically used for the manufacturing of superelastic NiTi structures (lattices, single struts) with small feature sizes and low imperfections (low residual powder particles, highly dense and uniform struts) without the need for changing the hard- or software configuration of the conventional LBM machine.
2 Experimental procedure
2.1 Materials and processing
Gas-atomized powder of Ni50.9Ti49.1 (at%) with particle sizes in the range of 10–45 µm (Fig. 1a) was processed in a LBM device using a building space reduction (90 × 90 × 120 mm3). The alloy was pre-fabricated as ingot using high-purity elements (Ingpuls GmbH) in an induction furnace under argon atmosphere. A M2 cusing system (Concept Laser GmbH), equipped with a 400 W CW-diode-pumped fiber laser (− 1070 nm, laser focus diameter = 100 µm), operating under argon atmosphere was used in the present work. The layer thickness was adjusted to 25 µm.

Particle size distribution of the NiTi powder in as-delivered and sieved condition (a). The inset shows a SEM-image of the as-delivered powder for comparison. Selected 2D-micrographs from the dynamic picture analysis showing particles (11 to 13 µm) with a b low, c high and d the highest measured symmetry
The lattice structures or single-strut geometries shown in this work were produced on NiTi baseplates using the pseudo-P scanning strategy (CAD-based workflow) [26, 28, 29]. In pseudo-P, the points are represented by short scan vectors as it can be seen in the insets in Fig. 2. Two configurations of single scan vectors were used, viz. line (oriented in the direction of the struts tilt direction) and cross pseudo-P (two crossed scan vectors) scanning. To establish the optimum parameters for the LBM process, NiTi lattice specimens, 8 × 8 × 8 mm3 in size with a bcc unit cell (edge length: 1 and 2 mm), were manufactured with different process parameters (laser power P, scanning speed v, see Eq. 1) and varying scan vectors (line and cross scanning, vector length (VL), VL = 0.01 and 0.1 mm). The strut diameter as well as the uniformity of the struts were evaluated and the best sets of parameters were used for the fabrication of single struts with varying vector lengths of 0.01 to 1 mm (inclination angle = 90°).

Overview of the sub-cell arrangement used for the optimization process. The varied parameters per sub-cell are indicated: red (laser power), orange (line energy input), blue (vector length) and black (type of pseudo-P scanning). For cross and line pseudo-P scanning, representative images are shown
2.2 Sample characterization
The chemical composition of the pre-alloy and powder material was analyzed by Fraunhofer IWKS (Analytics Department) using ICP-MS (inductively coupled plasma-mass spectrometry) and ICP–OES (inductively coupled plasma-optical emission spectroscopy). Furthermore, the oxygen(+ nitrogen), carbon and hydrogen contents were measured by means of hot extraction process.
For the analysis of the strut diameter and the strut quality (uniformity, surface quality), images of selected lattice specimens were taken. First, the lattice structures were analyzed in a secondary electron microscope (SEM) (Supra-25, ZEISS AG) equipped with an energy-dispersive X-ray spectroscopy detector (EDX) (INCAx-act, Oxford Instruments). For each sample, the diameter of four struts was measured (approximately 10 measurement values) manually using the software tool of the SEM. In a second step, images of the struts were recorded and compared to categorize the quality of the lattices. Furthermore, selected lattices and the corresponding strut diameters were analyzed by X-ray computer tomography (referred as CT) using a Macroscience CT350 tomograph, equipped with a beryllium target and operating at an acceleration voltage of 80 kV as well as a current of 100 µA. The resolution of the tomograph was adjusted to 5.7 µm. 1200 projections were recorded in total for the reconstruction of a single 3D-model. In addition to SEM and CT, NiTi lattices were also prepared for optical microscopy (OM) (mainly strut uniformity) and microstructural analysis (e.g. phase formation, imperfections) using a Nikon Eclipse ME600 microscope. The lattice samples were embedded in resin (Struers), ground with sandpaper (P400–P1200, Cloeren Technology GmbH) and finally polished with a mixture of MasterMet-2 (Buehler), hydrogen peroxide and nitric acid.
Final characterizations of laser beam-melted NiTi structures implied thermal analysis (differential scanning calorimetry (DSC)) and tensile tests. For thermal analysis, several struts were cut from a lattice structure and measured in a Mettler Toledo DSC-3 device (heat flow differential scanning calorimetry device). The heating/cooling rate was adjusted at 10 K/min. The samples were held for 5 min at − 110 °C, subsequently heated to 80 °C and cooled back to − 110 °C. For mechanical testing, single struts have been prepared and tested in tension in a self-developed micro-setup (Fraunhofer IWM). The strain rate was adjusted at 0.5 µm/s. The strain was recorded by digital image correlation (referred as DIC) using a telecentric SilverTL lens (Edmund Optics GmbH) in combination with a “Basler Kamera” (type: acA2040-180 km monochrom, Rauscher GmbH). The resolution was 2048 × 2048 (pixel size: 5.5 µm).
3 Results and discussion
The main focus of the present study is to manufacture delicate lattice structures of NiTi with improved uniformity. A key aspect for obtaining lattice structures with low imperfections (and also bulk specimens in general) is the suitability of the powder material for the LBM process [21, 30]. In other words, the powder has to be mostly spherical (high apparent density), free flowing (homogenous powder layers) and from low internal porosity. Thus, the size and shape of the gas-atomized powder have been characterized by means of dynamic picture analysis [31] using a Camsizer X2 and the most important values in as-delivered as well as sieved state are summarized in Table 1.
The PSD (particle size distribution, see Fig. 1) fits well with the pre-defined particle size range. A slightly increased but uncritical amount of particles below 10 µm (1.9%) and above 45 µm (1.1%) has been observed. Most particles have a very small size of around 20 to 30 µm what is typical for the Nanoval atomization process [32]. Due to the high amount of smaller particles, the powder flowability is limited. This is surprising, because most of the particles are spherical (inset in Fig. 1a) and show a high aspect ratio (width to length ration). At this point, we have further analyzed the shape of the particles and figured out that a minority of the particles are of very low symmetry, viz. showing forms of satellites or collided particles (see Fig. 1b). These findings can be responsible for the observed behavior.
To obtain a satisfying powder layer homogeneity, the powder batch has been additionally sieved. Interestingly, the PSD has not dramatically changed (Fig. 1 and Table 1). However, powder reuse can alter the material properties and permanent monitoring is of main importance.
3.1 Specimen geometry and optimization of process parameters
To determine a suitable process window for the fabrication of delicate NiTi structures by pseudo-P scanning, bcc-type lattice structures with an edge length of 1 and 2 mm are fabricated as shown in Fig. 2. A sub-cell section consists of 2 × 3 lattice specimens, each 8 × 8 × 8 mm3 in size. Three sub-cell sections have been combined in a row varying the line energy input EL [24, 33]:
from 0.15 to 0.2 J/mm by simply adjusting either the laser power (P, see column) or scanning speed (v, see row). In total, 3 × 3 sub-cells have been combined to form a matrix of the considered, modified parameters. Within the sub-cell section, a vector length of (left) 0.01 and (right) 0.1 mm has been kept constant. Furthermore, the type of pseudo-P exposure (see insets in Fig. 2) systematically changes from cross (bcc unit cells with 1 and 2 mm edge length) to line pseudo-P (2 mm edge length) scanning.
All manufactured lattices as shown in Fig. 2 are characterized by a more or less uniform appearance in scanning direction (top view). A closer look in building direction, however, indicated that not all lattices were fully melted or connected to the baseplate. Furthermore, it has been observed that cross pseudo-P scanning with a vector length of 0.1 mm is leading to distorted lattices. In general, line pseudo-P scanning shows advantages in terms of the strut uniformity and, therefore, will be favoured for upcoming studies. In a next step, the sub-cell arrangement has been separated from the baseplate by wire electrical discharge machining (wire EDM) and visually checked from all directions. Especially lattices processed with low laser powers (P:50 to 150 W) are not fulfilling in terms of proper melted lattice struts. The specimens that have been fabricated in this parameter range, irrespective of the applied scanning speed (v:167 to 666 mm/s), revealed breakouts or were damaged during wire EDM. Consequently, additional sub-cells have been processed with increased laser powers (150 to 200 W) and line energy inputs (0.1 to 0.3 J/mm).
3.2 Strut diameter and uniformity
The sub-cells manufactured by LBM were investigated in an SEM to obtain the interrelation between processing and strut diameter as well as the uniformity. For better statistics, selected parameters (P: 60 to 200 W, EL: 0.05 to 0.8 J/mm) have been used to manufacture an additional batch of non-connected lattices (8 × 8 × 8 mm3). Please note that due to the large number of fabricated samples, the uniformity of the lattices and its corresponding struts has been only visually controlled by comparing a selected number of specimens. NiTi lattices with fully melted, thin struts (130 to 170 µm) can be fabricated with a line energy input above 0.15 J/mm (see Fig. 3). These findings are consistent with the literature (Ti–6Al–4V: [26]) and in the range of filigree LBM NiTi stents that have been fabricated by time-consuming µSLM [9]. Below the aforementioned line energy input (EL < 0.15 J/mm), insufficient melting becomes dominant (compare insets in Fig. 3) and the lattices tend to collapse if external pressure is applied.

Influence of line energy input on strut diameter of NiTi lattice structures (8 × 8 × 8 mm3) produced with line pseudo-P scanning (0.01 mm). In addition, the influence of the vector length (VL) is highlighted for lattice structures produced with 200 W and 500 mm/s
Besides increasing the line energy input, the strut diameter can be further adjusted by enhancing the vector length (VL: 0.01 mm (diameter = 150 ± 9 µm) vs. VL: 0.1 mm (diameter = 222 ± 10 µm)) of the applied pseudo-P exposure. This is a very promising result, because the lattice geometry can be precisely tailored by adapting the scanning vectors in local areas without the need of changing the process parameters.
An optimized parameter setup for the processing of filigree lattice structure (see Fig. 4a) with high uniformity and low residual powder particles (compare with Fig. 5a) is 200 W and 500 mm/s (EL = 0.4 J/mm) in combination with line pseudo-P exposure (VL = 0.01 mm). This sample has been further analyzed by OM and a good comparability of the strut diameter (163 ± 7 µm) has been found. In addition, CT images of a 8 × 8 × 8 mm3 NiTi lattice manufactured with a similar line energy input (EL = 0.6 J/mm, strut diameter: 170 ± 10 µm) are shown in Fig. 4b. The reconstructed 3D model is clipped in the middle of the lattice in building direction to indicate the uniformity of the knot points and the smoothness from all sides. Furthermore, only negligible porosity was found (see inset, 2D CT-cut).

Image of a 20 × 20 × 30 mm3 lattice structure with bcc unit cell produced by line pseudo-P scanning (a). CT-image (3D-reconstruction) of a NiTi lattice (8 × 8 × 8 mm3) produced with 150 W and 250 mm/s (VL = 0.01 mm) (a). The inset (top view, see arrow) shows a cross section of single struts as 2D-cut

SEM image of the surface of a single strut corresponding to the lattice structure in Fig. 4a (a). Optical micrograph from a strut (lattice: 8 × 8 × 8 mm3) perpendicular to the building direction (b). The insets depict the precipitation of additional phases. Please note that the red arrows represent the laser scanning direction (BD building direction)
The microstructure of a selected strut in building direction is presented in Fig. 5b. Almost no pores are visible. The microstructure (mainly B2 austenite, X-ray diffraction not shown here) has been further etched to reveal the former melt pool boundaries as they can be clearly seen by following the laser scanning path (red arrow). Within the solidified areas, very fine grains can be found due to high cooling rates during processing [21, 34]. Moreover, secondary phases in the size of a few microns as well as obvious segregations have been formed in the matrix. A deeper investigation by SEM and EDX revealed that mainly TiC has been precipitated. However, additional phases such as Ti2N, even if a Ni-rich composition is used in this study, can be also present [14]. Thus, further investigations (XRD, EDX) will be conducted in the near future to fully understand the phase formation and the influence on the material properties.
3.3 Material properties of single struts
It is well known that the chemical composition determines the transformation temperatures of a NiTi alloy [14, 15]. In our study, the pre-alloy as well as the powder material did show only slight deviations in terms of the impurity contents (O < 200 ppm, H < 20 ppm, C < 1600 ppm). The Ni and Ti contents were found to be in the range of the accepted industrial standard ASTM 2063 (Ni = 56 m.%, Ti = 44 m.%). In the following, the transformation temperatures (TTs) of the pre-alloy, the powder material as well as a LBM bulk specimen (rod: 3 mm diameter, 8 mm height) have been measured. The LBM rod was chosen, because the strut samples did show no pronounced peaks during thermal analysis. While the chemical composition remains almost equal over the process chain (casting, atomization, LBM), the obtained TTs revealed pronounced differences. The lowest TTs have been observed for the pre-alloy (e.g. Af = −7 ± 1 °C), while the values for the powder (Af = 12 ± 1 °C) or the LBM sample (Af = 2 ± 1 °C) were increased. The discussion of the shift in TTs is beyond the scope of this work, however, it can be summarized that increased TTs for LBM specimens have been previously reported and are from microstructural nature [35, 36].
Filigree NiTi as-built samples, viz. single struts with a diameter/width of 160 to 1450 µm (VL: 0.01 to 1 mm, (see inset in Fig. 6), were prepared for tensile testing by simply cutting them from the pre-fabricated base frame. The stress–strain curve of a strut with approximately 235 µm diameter is presented in Fig. 6 and the corresponding engineering values are summarized and compared to conventionally processed material (NiTi wires) in Table 2. At testing temperature (25 °C), the sample was basically in the austenitic state due to the determined Af values as mentioned above. After the elastic region, a pronounced plateau arises, in which the stress is only slightly increasing with enhancing deformability. This behavior is typically known for stress-induced martensitic transformation (starting point: σA>M) [12]. Following the curve, another turning point sets in at about 1.4% of strain (650 MPa), which can be assumed as the initial point for elastic loading of the stress-induced detwinned martensite (σM,elastic). For this strut, the maximum strain applied should have been 2% followed by unloading to investigate if a pronounced pseudo-/superelasticity is present. Unfortunately, the strut fractured at 1.8% of strain without any signs of necking (see inset in Fig. 6). Further tests (struts, rods: as-built, heat treated [17], surface finished via electropolishing [37]) will be carried out to clarify the mechanism for the limited deformability (cf. Table 2) and to better understand if pronounced superelasticity can be directly achieved in as-built state as stated by other research groups [38, 39].

Stress–strain curve in tension for a selected single NiTi strut produced by line pseudo-P scanning (VL = 0.07 mm) as shown in the image inset. The struts for 0.01 and 0.02 mm have been already clipped from the base frame and are just indicated here. The test values are listed in Table 2
4 Conclusion
An adaptive scanning strategy approach that enables the use of point-like exposure on an industry-relevant laser powder bed fusion system has been successfully applied to the processing of a superelastic NiTi shape memory alloy. The interrelation between exposure (type of exposure, vector length), strut diameter and surface quality as well as of the line energy input (varying laser powers and scanning speeds) were investigated by keeping the laser focus and delay times constant. While the strut diameter can be varied in a broad range (100 to 170 µm) by changing the process parameters, an optimum line energy input (E = 0.15 to 0.8 J/mm) for lattices with completely melted struts (diameter: > 130 µm) should be favored. It is noteworthy, that the strut diameter is very sensitive to the applied vector length. With increasing vector length, it shifts towards much higher values than normally achieved by changing the line energy input.
We found that the manual measurement of the strut diameter by secondary electron microscopy can be used as a more or less quick evaluation technique without the need of using further characterization methods, viz. X-ray computer tomography or optical microscopy. Selected samples were analyzed by the three aforementioned methods and a good comparison of the measured strut diameters has been obtained. However, metallographic characterization or X-ray computer tomography should be still considered as necessary tools to provide an insight into the quality of the fabricated structures (e.g. residual porosity, microstructural segregations).
The investigations in this work prove that the used point-like exposure scanning strategy is a promising approach for the fabrication of delicate and superelastic NiTi shape memory parts. While the diameter of the struts in a lattice structure can be significantly reduced towards the applied laser focus diameter, full productivity using a standard layer thickness of around 30 µm as well as a powder material with particle sizes between 10 to 45 µm can be provided. As a next step, the obtained findings should be transferred to a material-dependent database in which the strut diameter and further requirements, viz. inclination angle, surface quality and/or uniformity, are assigned to optimized parameter sets. This would offer new possibilities for the design and manufacturing of complex NiTi shape memory components for utilization in the medical industry.
Change history
09 August 2021
A Correction to this paper has been published: https://doi.org/10.1007/s40964-021-00206-1
References
Elahinia M (ed) (2016) Shape memory alloy actuators. Wiley, Hoboken
Chowdhury P (2018) Frontiers of theoretical research on shape memory alloys: a general overview. Shap Mem Superelasticity 4:26–40
Meier H, Haberland C, Frenzel J (2012) Structural and functional properties of NiTi shape memory alloys produced by selective laser melting, Adv Res Virtual Rapid Prototyping 291–296
Turabi AS, Saedi S, Saghaian SM, Karaca HE, Elahinia M (2016) Experimental characterization of shape memory alloys. In: Elahinia M (ed) Shape memory alloy actuators. Wiley, Hoboken, pp 239–278
van Humbeeck J, Chandrasekaran M, Delaey L (1991) Shape memory alloys: materials in action, Endeavour (Pergamon-Elsevier Science Ltd) 148–154
Otsuka K, Wayman CM (eds) (1998) Shape memory materials. Cambridge University Press, Cambridge
Dadbakhsh S, Speirs M, van Humbeeck J, Kruth J-P (2016) Laser additive manufacturing of bulk and porous shape-memory NiTi alloys: from processes to potential biomedical applications. MRS Bull 41:765–774
Haberland C, Kadkhodaei M, Elahinia M (2016) Introduction. In: Elahinia M (ed) Shape memory alloy actuators. Wiley, Hoboken, pp 1–44
Masseling L, Hargedorn Y.-C, Wissenbach K (2016) Fabrication of micro structures with NiTi shape memory alloy via µSLM. Proc Fraunhofer Direct Digit Manuf Conf DDMC2016
Otsuka K, Ren X (2005) Physical metallurgy of Ti–Ni-based shape memory alloys. Prog Mater Sci 50:511–678
Jani JM, Leary M, Subic A, Gibson MA (2014) A review of shape memory alloy research, applications and opportunities. Mat Des 56:1078–1113
Saburi T (1998) Ti-Ni shape memory alloys. In: Otsuka K, Wayman CM (eds) Shape memory materials. Cambridge University Press, Cambridge, pp 49–96
Haberland C, Elahinia M, Walker JM, Meier H, Frenzel J (2014) On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing. Smart Mater Struct 23:104002
Frenzel J, George EP, Dlouhy A, Somsen C, Wagner MF-X, Eggeler G (2010) Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater 58:3444–3458
Frenzel J, Zhang Z, Neuking K, Eggeler G (2004) High quality vacuum induction melting of small quantities of NiTi shape memory alloys in graphite crucibles. J Alloy Compd 385:214–223
Elahinia MH, Hashemi M, Tabesh M, Bhaduri SB (2012) Manufacturing and processing of NiTi implants: a review. Prog Mater Sci 57:911–946
Haberland C, Elahinia M, Walker J, Meier J (2013) Visions, concepts and strategies for smart NiTiNOL actuators and complex NiTiNOL structures produced by additive manufacturing, Proc ASME 2013 Conf Smart Mat, Adapt Struct Intel Syst SMASIS2013
EUROFLEX GmbH, Company brochure (03/2017) High quality semi-finished products and components for the medical industry
Melton KN (1998) General applications of SMA´s and smart materials. In: Otsuka K, Wayman CM (eds) Shape memory materials. Cambridge University Press, Cambridge, pp 220–239
Elahinia M, Moghaddam NS, Andani MT, Amerinatanzi A, Bimber BA, Hamilton RF (2016) Fabrication of NiTi through additive manufacturing: a review. Prog Mater Sci 83:630–663
van Humbeeck J (2018) Additive manufacturing of shape memory alloys. Shap Mem Superelasticity 4:309–312
Li S, Hassanin H, Attallah MM, Adkins NJE, Essa K (2016) The development of TiNi-based negative Poisson's ratio structure using selective laser melting. Acta Mater 105:75–83
Haberland C, Elahinia M (2016) Fabricating NiTi SMA Components. In: Elahinia M (ed) Shape memory alloy actuators. Wiley, Hoboken, pp 191–238
Abele E, Stoffregen HA, Klimkeit K, Hoche H, Oechsner M (2015) Optimisation of process parameters for lattice structures. Rapid Prototyping Journal 21:117–127
Speirs M, van Hooreweder B, van Humbeeck J, Kruth J-P (2017) Fatigue behaviour of NiTi shape memory alloy scaffolds produced by SLM, a unit cell design comparison. J Mech Behav Biomed Mater 70:53–59
Korn H, Koch P, Kordaß R, Schöne C, Müller B, Stelzer R (2018) Influences of scan strategy and exposure parameters on diameter and surface quality of struts in lattice structures. Proc Fraunhofer Direct Digit Manuf Conf DDMC2018
Merkt SJ (2015) Qualifizierung von generativ gefertigten Gitterstrukturen für maßgeschneiderte Bauteilfunktionen, Rheinisch-Westfälische Technische Hochschule Aachen, Dissertationsschrift
Korn H, Koch P, Bittner F, Kordaß R, Holtzhausen S, Müller B, Schöne C, et al (2018) CAD-integrated slice data generation for fine lattice structures and determination of suitable manufacturing parameters for laser beam melting. Sci Artic Rapid Tech Conf (Forum AM Science) Rapid.Tech 2018
Koch P, Korn H, Kordaß R, Holtzhausen S, Schöne C, Müller B, Stelzer R (2018) A CAD-based workflow and mechanical characterization for additive manufacturing of tailored lattice structures. Pro Int Solid Freeform Fabr Symp SFF 2018:782–790
Vock S, Klöden B, Kirchner A, Weißgärber T, Kieback B (2019) Powders for powder bed fusion: a review. Prog Addit Manuf 67:544
Westermann J, Raatz G (2016) Improving quality control through effective particle characterisation of metal powders. Powder Metall Rev 5:95–99
Gerking C (2018) The finest art of atomizing metal melts: the crucible-free nanoval process. Proc Fraunhofer Direct Digit Manuf Conf DDMC2018
Gustmann T, Schwab H, Kühn U, Pauly S (2018) Selective laser remelting of an additively manufactured Cu-Al-Ni-Mn shape-memory alloy. Mater Des 153:129–138
Gustmann T, dos Santos JM, Gargarella P, Kühn U, van Humbeeck J, Pauly S (2017) Properties of Cu-based shape-memory alloys prepared by selective laser melting. Shap Mem Superelasticity 3:24–36
Bormann T, Müller B, Schinhammer M, Kessler A, Thalmann P, de Wild M (2014) Microstructure of selective laser melted nickel–titanium. Mater Charact 94:189–202
Saedi S, Turabi AS, Andani MT, Moghaddam NS, Elahinia M, Karaca HE (2017) Texture, aging, and superelasticity of selective laser melting fabricated Ni-rich NiTi alloys. Mater Sci Eng, A 686:1–10
Zeidler H, Boettger-Hiller F, Edelmann J, Schubert A (2016) Surface finish machining of medical parts using plasma electrolytic polishing. Procedia CIRP 49:83–87
Moghaddam NS, Saedi S, Amerinatanzi A, Hinojos A, Ramazani A, Kundin J, Mills MJ et al (2019) Achieving superelasticity in additively manufactured NiTi in compression without post-process heat treatment. Sci Rep 9:41
Sam J, Franco B, Ma J, Karaman I, Elwany A, Mabe JH (2018) Tensile actuation response of additively manufactured nickel-titanium shape memory alloys. Scripta Mater 146:164–168
Acknowledgements
The authors gratefully appreciate A. Kahnt, M. Wende, F. Köhler (Fraunhofer IWU), K. Kappe, R. Langkemper (Fraunhofer EMI) and A. Grünewald (Fraunhofer IWKS) for technical assistance. Furthermore, we thank J. Thielsch, K. Hoschke, H. Andrä and I. Dani for stimulating discussions. This research was carried out under financial support granted by Fraunhofer Cluster of Excellence Programmable Materials (FCPM) under the project title “Generativ gefertigte metallische Metamaterialien”.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised due to a retrospective Open Access order.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gustmann, T., Gutmann, F., Wenz, F. et al. Properties of a superelastic NiTi shape memory alloy using laser powder bed fusion and adaptive scanning strategies. Prog Addit Manuf 5, 11–18 (2020). https://doi.org/10.1007/s40964-020-00118-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-020-00118-6