
Abstract
Earlier studies demonstrated the detrimental effect of entrained bifilm defects on aluminum cast alloys’ tensile and fatigue properties. It was suggested that hydrogen has a contributing role as it diffuses into the bifilms and swells them out to form hydrogen porosity. In this study, the effect of the runner height and hydrogen content on the properties of A356 alloy castings was investigated using a two-level full factorial design of experiments. Four responses, the Weibull modulus and position parameter of both the ultimate tensile strength (UTS) and % elongation, were assessed. The results suggested that decreasing the runner height and adopting procedures intended to decrease the hydrogen content of the casting caused a considerable enhancement of the Weibull moduli and position parameters of the UTS and % elongation. This was reasoned to the more quiescent practice during mold filling, eliminating the possibility of bifilm formation as well as the decreased hydrogen level that eliminated the amount of hydrogen diffused into the bifilms and accordingly decreased the size of the entrained defects. This, in turn, would allow the production of A356 cast alloys with better and more reproducible properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Recently, there has been an increased demand for aluminum alloys to produce efficient vehicles of lighter weights that are capable of reducing fuel consumption and harmful emissions. This necessitated the development of high performance aluminum alloys, particularly with regard to their mechanical properties.1,2 The mechanical properties of aluminum alloys were found to be highly dependent on the alloy’s inclusion content, and especially type occurrence of double oxide film defects, or bifilms.3,4,5
During casting, bifilm defects are generated due to surface disturbance of the molten Al throughout the transfer and/or pouring procedures. This would cause such an oxidized surface to fold (by the action of a breaking wave) and then be entrained into the melt as a double oxide film with an air layer captured between the two dry surfaces of the defect.6,7,8 Bifilm defects typically act as cracks in the solidified casting due to the lack of bonding among their inner (unwetted) surfaces, which was shown to adversely affect Al alloys’ tensile and fatigue properties.9,10,11,12,13 In addition, their stochastic spreading within the casting had been revealed detrimental to the reproducibility of the properties. It was also reported that oxide films could serve as initiation sites for pores and iron intermetallic.14,15,16
Based on theoretical, computational and experimental studies, a general agreement was grown among researchers that the bifilm entrainment taking place during mold filling could be explained through the identification of the critical ingate velocity. If the liquid metal enters the mold at a speed exceeds such critical value (about 0.5 m/s for most Al alloys), the liquid front would no longer be stable, and surface oxide entrainment is encountered.17,18,19 Results of these studies demonstrated the impossibility of top-pouring methods to produce reliable castings. They advocated that only bottom-pouring gating techniques can avoid melt quality retrogradation during mold filling if the design of the gating system would take place in such a way that satisfies critical ingate velocity requirements for sound castings.13,20,21,22,23,24,25,26,27
During solidification, the solubility of hydrogen in Al drops significantly, causing the former to be rejected by the growing dendrites. Concurrently, the entrained bifilms, initially being compacted due to bulk turbulence forces during pouring, start to unfurl, encouraged by the negative pressure arising from the shrinkage of the freezing metal. This would cause hydrogen to diffuse into the internal atmosphere of bifilms, inflating them into pores.28,29 These findings were recently supported by the results by El-Sayed and Griffiths that demonstrated a harmful influence of hydrogen on the mechanical properties of an Al casting30,31,–32.
Design of experiments (DoE) is a systematic approach used to plan, conduct and analyze tests to study the effect of different parameters of a given process on the response(s) of that process through performing the minimum number of experiments.33,34,35 A two-level full factorial design is one of the most widely used experimental designs in which each of the process parameters is set at two levels. These levels are called “high” and “low,” “Good” and “Bad” or “+1” and “− 1,” respectively. A factorial design denoted 2k design is a full factorial design of k parameters. Each has two levels, and the design will involve 2k runs.36
In the current research, the effect of the runner thickness and the hydrogen content of the casting on the amount and morphology of bifilm defects and subsequently the properties of A356 alloy castings were investigated. A two-factor two-level full factorial design (22 runs) was used for the modeling of the casting process. This might allow a better understanding of the factors dominating the quality and reproducibility of light metal cast alloys.
Experimental Procedure
In this study, castings from A356 alloy (Al-7wt%Si-0.3wt%Mg) were produced via gravity casting. Chemical composition of the alloy, certified by the supplier, is given in Table 1. The accuracy of the measurements was reported to be ≤0.005 wt%.
Two factors of the sand casting process were considered: the runner thickness and hydrogen content of the casting. In addition, four responses were determined: the Weibull modulus and position parameter of the UTS, and the Weibull modulus and position parameter of the % elongation. Each parameter was varied over two levels: “− 1” and “1.” The experiment, therefore, contained 4 combinations of significant factors and the full factorial experiment (design matrix) is shown in Table 2.
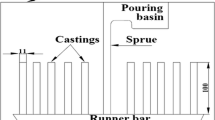
A two-level full factorial design was applied to explore the effects of the two selected parameters and their interaction using Design-Expert Software version 7.0.0 (Stat-Ease Inc., Minneapolis, USA). Figure 1 shows a sketch of the pattern used to produce the resin-bonded sand molds in this work. The gating ratio is defined as the ratio of the cross-sectional area of the sprue exit “As” to the cross-sectional area of the runner(s) “Ar” to the cross-sectional area of the ingate(s) “Ag” [As:Ar:Ag].37,38 In the current study, the sprue exit had a rectangular cross section of 13 × 10 mm2. The runner had also a rectangular cross section with a width of 20 mm and a thickness of either 10 or 25 mm. The ingate cross section was a cylinder with a diameter of 11 mm. Therefore,

Sketch of the pattern used in this experiment (dimensions in mm). Note that the pattern design with parallel sprue and zero radii between the sprue base and the runner was intended to introduce more turbulence and hence allow the creation of more bifilms.
As = 13 × 10 =130 mm2
Ar (10-mm-thick runner) = 10 × 20 × = 400 mm2 (two runners at the right and left of the sprue)
Ar (25-mm-thick runner) = 25 × 20 × 2 = 1000 mm2 (two runners at the right and left of the sprue)
Ag = π/4 × 112 × 10 = 951 mm2 (ten test bars)
In this way, the gating ratio was determined for the 10- and 25- mm-thick runners to be 1:3.08:7.32 and 1:7.69:7.32, respectively.
For the preparation of the molds, two types of resin were used as sand binders: polymer polyols (35–50%) in trimethylbenzene and diphenylmethane diisocyanate (60–80%) in high boiling aromatic solvent, each at a percentage of 0.6%. The mold consists of ten test bars of a length and diameter of 100 and 11 mm, respectively. Two molds (20 test bars) were cast for each of the four experiments listed in Table 2. In each experiment, six kilograms of charge of A356 alloy was melted in an induction furnace, and then, the melt was kept at a temperature of 800 °C under a partial vacuum of about 0.2 bar for 2 hours to promote the expansion of most oxide films (already existing in the charge) and their subsequent flotation to the surface of the melt. In this way, old oxide inclusions could be eliminated.39,40 The melt was then poured (at a temperature of about 700 °C) from a height of about 1 m into the sand molds. Therefore, the pouring speed could be estimated to be about 4.47 m/s. This was intended to cause the creation and entrainment of new double oxide film defects and their introduction into the melt. The time taken by the melt to completely fill the mold was determined to be about 7 seconds.
In order to evaluate the influence of the hydrogen content of the casting, the experiments were grouped into two categories: the first category (the low hydrogen content (experiments 1, 2)) and the second category (the high hydrogen content (experiments 3, 4)). For experiments 3 and 4, the molten metal was poured into sand molds that had been prepared one day before the experiment. However, for experiments 1 and 2, and to ensure obtaining castings with low hydrogen content, the melt was argon degassed using a lance and hydrogen content was verified using AlSCANTM device for 30 minutes before pouring.
In addition, and to eliminate the amount of hydrogen picked up by the melt from the mold walls in such experiments, the molds were kept under a reduced pressure of about 0.5 bar for 14 days before the experiment. This approach was proposed to allow for the removal of most of the solvent present in the resin bonding the furan sand molds.32 Finally, the runner heights were 10 mm (thin) for experiments 1 and 3, and 25 mm (thick) for experiments 2 and 4. The appropriate selection of the runner height would prevent the melt flowing through it from jetting into the air with the associated risk of the recreation of oxide bifilm defects. No metal treatment was carried out before, during or after the casting operation.
After solidification, and for each of the four experiments, a sample was cut from the runner bar and analyzed using LECOTM hydrogen analyzer for solid-state hydrogen measurement of the castings from different experiments. Tensile test bars were then machined from solidified castings, with a gauge length and diameter of 37 and 6.75 mm, respectively. Twenty test bars were produced from each experiment. Testing was performed with a WDW-100E universal testing machine with an extension rate of 1 mm.min-1. The UTS and %elongation results were assessed using a two-parameter Weibull distribution to evaluate the effect of different casting parameters on the scatter of the casting tensile properties. Finally, the fracture surfaces of test bars were examined using a Philips XL-30 scanning electron microscope (SEM) equipped with an energy-dispersive X-ray analyzer for the evidence of bifilm.
Results
In the current work, an A356 alloy melt was first held under vacuum to eliminate the effect of previously introduced oxides in the raw and ensure that the variability among the castings produced is mainly due to the changing casting conditions under which they were produced.31,41 These conditions (factors) involved the runner thickness and the amount of hydrogen in the solidified casting. The results of different experiments were interpreted to better understand the behavior of bifilms in Al alloy castings.
The results showed a significant effect of the degassing treatment as well as the holding of the sand mold under a reduced pressure, for a given time before pouring in, on the casting hydrogen content. The average hydrogen content of Leco samples cut from the solidified undegassed castings (experiments 3 and 4) and degassed castings (experiments 1 and 2) was 0.24 and 0.12 cm3/100g, respectively. The noticeable reduction in the hydrogen content in experiments 1 and 2 is reasoned to both the degassing treatment that would decrease the amount of hydrogen in the melt before pouring and the vacuum treatment of the mold before use that seemed to minimize the amount of hydrogen picked by the poured melt from mold walls.32,42
In an earlier study by Green and Campbell, it was shown that the Weibull distribution could better analyze the probability of failure of cast metals under a mechanical loading than a normal distribution.43,44 Two important terms are used to characterize this distribution: the position parameter and Weibull modulus. Position parameter is a characteristic value at which about 63% of the samples failed. The Weibull modulus is the slope of the line fitted to the log–log Weibull cumulative distribution data and is used to describe the variability of the property examined. A larger modulus reveals a lower spread of the property. As the casting has fewer defects, it would experience higher Weibull modulus and position parameters of its mechanical properties, which indicate higher and more reproducible properties. The current study employed the two-parameter Weibull distribution to quantify the variability of the UTS and %elongation of cast metals obtained by employing diverse casting parameters.
In the current study, the Weibull modulus and position parameter for the UTS and %elongation of the test bars from different experiments were determined and considered as responses of the experimental design. Table 3 lists the casting conditions of the experiments performed and the corresponding Weibull analysis results for different properties.
Figure 2a, b and c shows the effect of runner thickness, hydrogen level and the interaction between the two parameters, respectively, on the Weibull modulus of the UTS. Corresponding plots related to the % elongation are presented in Figure 3a, b and c, respectively.

Effect of (a) runner thickness, (b) hydrogen content and (c) the interaction between runner thickness and hydrogen content on the Weibull modulus of the UTS.

Effect of (a) runner thickness, (b) hydrogen content and (c) the interaction between runner thickness and hydrogen content on the Weibull modulus of the % elongation.
It was indicated that both moduli had increased consistently with reducing the runner thickness and/or hydrogen content. At a runner thickness and hydrogen content of 25 mm and 0.24 cm3/100g Al, respectively, the Weibull moduli of the UTS and % elongation were 4.2 and 2.7, respectively. Reducing the thickness to 10 mm raised the moduli to 6.7 and 4, respectively, while decreasing the hydrogen content to 0.12 cm3/100g Al elevated the moduli to 9.8 and 6.6, respectively.
However, adopting the thinner runner and the application of degassing and mold treatment (that resulted in the reduction in the hydrogen content to 0.12 cm3/100g Al) resulted in a significant improvement of the moduli to reach 19.2 for the UTS and 10.1 for the % elongation. Finally, the results suggest that the interaction between the runner thickness and hydrogen content is also significant for both moduli, as shown in Figures 2c and 3c. At lower hydrogen content, the converse effect of runner thickness on both moduli is more evident. Likewise, the impact of hydrogen content on the Weibull moduli is more evident at smaller runner thickness.
The influence of the runner thickness, hydrogen contents and interaction between the two casting parameters, respectively, on the UTS position parameter and % elongation position parameter, are shown in Figure 4a, b and c, respectively, and Figure 5a, b and c, respectively.

Influence of (a) runner thickness, (b) hydrogen content and (c) the interaction between runner thickness and hydrogen content on the position parameter of the UTS.

Graphs of (a) runner thickness, (b) hydrogen content and (c) the interaction between runner thickness and hydrogen content against the position parameter of the % elongation.
The change of position parameters of the UTS and % elongation exhibited comparable trends to those of the Weibull moduli of both properties. The position parameters were enhanced from 87 to 158 MPa for the UTS and from 4.4 to 7.6 for the % elongation upon reducing both the runner height and hydrogen content. Furthermore, the interaction between both factors was also revealed to remarkably impact the position parameters of both tensile properties. Decreasing the hydrogen content caused the relationship between the runner height and the position parameter of the UTS (Figure 4c) and % elongation (Figure 5c) to be sharper, and vice versa.
Generally, it was obvious that the use of thin runners as well as the application of casting procedures that tended to minimize the hydrogen content of the casting had a significant effect on the enhancement of the Weibull moduli and position parameters of both tensile properties. As shown in Figures 2, 3, 4 and 5, the properties of the castings produced in experiment 1, where low hydrogen content castings were produced using thin runners, were the highest among all castings. This indicates that the casting properties have been improved, and the variability among them has been reduced.
Using the experimental data, a factorial analysis using the analysis of variance (ANOVA) statistical approach was executed to determine the standardized effects of studied parameters (the runner thickness and hydrogen content of the casting) and their interaction on the Weibull modulus and position parameter of both the UTS and % elongation. Table 4 summarizes the list of factors and their interaction as well as the effect of each factor and/or interaction. The effect is the change in the response as the factor changes from the “− 1” level to the “+1” level. In other words, the effect of a given factor A is the difference between the mean values of the response at levels “+1” and “− 1” of A. A positive value of the effect denotes a lineal influence that favors optimization, whereas a negative sign signifies a converse effect of the parameter on the studied response45.
It is clearly seen that both the runner thickness and hydrogen content have antagonistic effects on the four outputs evaluated in this study, see Table 4, as indicated by the negative sign of all main effects of both factors for different responses. ANOVA results also demonstrated that the standardized effect of hydrogen content on the four responses was always higher than the effect of runner thickness by a factor ranging from 1.5 to 2.7. This is a clear indication of the more significant influence of the former on the reproducibility of aluminum castings.
Bifilm defects were detected at the specimens’ fracture surfaces from the four experiments carried out in this work. Typical examples of such defects from experiments 1 and 4 are shown in Figures 6a and 7a, respectively. Results of EDX examination of the suspected oxide films, given in Figures 6b and 7b, respectively, confirmed that spinel films were present at these surfaces. It was shown that the areas of oxide fragments detected at the fracture surface of specimens from experiment 1 were much smaller than those detected in experiment 4. This is suggested to be a result of the significantly lower hydrogen content of the former experiment due to the application of degassing as well as the use of thin runners that seemed to minimize the oxide film entrainment during mold filling.

(a) Electron microscopy fractograph of an oxide film in a tensile-tested bar from Experiment 1, (b) EDX spectrum at the position pointed with “X” in (a).

(a) Electron microscopy fractograph of an oxide film in a tensile-tested bar from Experiment 4, (b) EDX spectrum at the position pointed with “X” in (a).
Discussion
Former research works demonstrated that the use of the badly designed gating system, presented in Figure 1, with a runner of ≥ 25 mm height, was associated with the formation and entrainment of a substantial amount of bifilm defects.32 They have also advocated that due to the lack of bonding between the inner (dry) sides of a bifilm, the rejected hydrogen during solidification passes into the defect and easily expand it like a balloon, creating a hydrogen pore in the final casting.28,46,47 In the present work and in experiment 4, the poor mold design was deliberately used while casting practices were applied to produce a casting with high hydrogen content. This was anticipated to violate the critical ingate velocity and, accordingly, result in a copious entrainment of oxide films.
Also, the relatively high hydrogen content of the castings in this experiment (about 0.24 cm3/100g Al) was expected to increase the hydrogen ingress into the bifilms and increase their sizes. This could be readily recognized by comparing the areas covered with oxide layers on the fracture surfaces of test bars presented in Figures 6 and 7, corresponding to castings from experiments 1 and 4, respectively. This resulted in a substantial drop in the tensile properties of the casting produced in experiment 4 (a position parameter of UTS and % elongation of 87 MPa and 4.4%, respectively) and also widened their spread (a Weibull modulus of UTS and % elongation of 4.2 and 2.7, respectively). This could be easily inferred from the results shown in Figures 2, 3, 4 and 5 as well as Table 3, which showed that the castings from experiment 4 experienced the worst properties among all experiments.
The DoE results, presented in Table 4, indicated that increasing the runner thickness from 10 to 25 mm showed to have a negative effect on the Weibull modulus and position parameter of the UTS of about − 6 and − 19 MPa, respectively, and on the Weibull modulus and position parameter of the % elongation of about − 2.4 and − 1.2%, respectively. It might be argued that reducing the runner height would strengthen the ability of the advancing meniscus to remain coherent, and cause the splashing and disintegration of the metal front (during its passage through the runner) to be more difficult. This would permit a calmer and smoother flow behavior of the melt inside the mold, reduce the ingate velocity, minimize oxide film formation and in turn improve the tensile properties.
This corroborates the results obtained by Green and Campbell,44,48 who achieved a considerable improvement in the Weibull moduli of the tensile properties of Al-7Si-Mg castings, of about 350%, while applying a turbulent-free filling system designed to prevent oxide film entrainment.
Furthermore, the hydrogen level of the solidified casting was found to significantly affect the tensile properties. As indicated in Table 4, doubling the hydrogen content was associated with a negative effect on the Weibull modulus and position parameter of the UTS of about − 9 and − 52 MPa, respectively, and on the Weibull modulus and position parameter of the % elongation of about − 5 and − 2%, respectively. This would be a suggestion that the entrained bifilms have partially or completely opened because of inflation by the raised hydrogen levels, thereby facilitating crack propagation, with an overall deteriorating effect on the mechanical properties.
The combined effect of the two parameters could be demonstrated by comparing the fractographs of test bars from experiments 1 and 4, shown in Figures 6 and 7, respectively. The area covered with oxide layers detected on the fracture surface of a specimen from experiment 1 was considerably smaller than that in the casting from experiment 4. Accordingly, the castings from experiment 1 showed a remarkable enhancement of the Weibull moduli of the UTS and % elongation by about 360% and 270%, respectively, compared to those in experiment 4. Also, a less significant increase in the position parameters of about 80% and 70% for UTS and % elongation, respectively, had been obtained due to the reduced hydrogen content and the use of thin runner. See Table 3 and Figures 2, 3, 4 and 5.
It should be noted that the use of extra thin runners might have an adverse effect on the filling regime. The reduction in the runner cross-sectional area below a certain value might increase the ingate velocity and violate the critical velocity considerations. Another point is that for the thick runner another factor might have contributed to the formation of bifilms (rather than the violation of critical velocity), which was the increase in air entrainment during the flow of the melt through the relatively larger runner. This would require further investigation by carefully studying the effect of runner height (with values ranging from 5 to 25 mm for example) on the filling behavior and recording the ingate velocity corresponding to each runner height.
The connotation of the current findings would be that the careful adjustment of runner height could significantly reduce the production of bifilm defects. Moreover, the reduction in the casting hydrogen content would minimize the amount of the gas diffuses into the entrained bifilms, decreasing the size of the defects. Thus, appropriate treatment procedures for both the melt and the sand mold would benefit the production of castings with minimum hydrogen content. Also, the usage of a mold with a thin runner would encourage a more quiescent mold filling regime. These considerations would allow a casting producer to reduce both the number and the size of the bifilms in the melt and consequently obtain an Al cast alloy with improved mechanical properties.
Conclusions
-
1.
The detection of bifilms at fracture surfaces of the majority of tensile samples examined indicates the deleterious influence of these inclusions on the mechanical properties of Al cast alloys.
-
2.
Holding the sand molds under a partial vacuum for some time prior to pouring can cause the mold to lose most of its solvent (of the resin bonding the sand grains), and therefore minimize the amount of hydrogen picked up by the melt from the mold walls.
-
3.
With more careful and quiescent mold filling practice, the amount of entrained bifilm defects (and accordingly oxide-related hydrogen-containing porosity) would be significantly decreased in the final casting.
-
4.
Factorial analysis revealed that reducing the hydrogen level of A356 cast alloy had remarkable positive effects of about 9 and 5, respectively, on the UTS Weibull modulus and % elongation Weibull modulus, which was about double the corresponding effects of decreasing the runner thickness.
-
5.
DoE results also indicated that hydrogen level was more influential on the UTS and % elongation position parameters, with effects of 52 MPa and 2%, respectively, which was also higher than the corresponding effects of decreasing the runner thickness by factors of 1.7 and 0.6, respectively.
-
6.
The optimized casting conditions involving the implementation of 10-mm-thick runners and the reduced hydrogen content of 0.12 cm3/100g Al caused a considerable improvement of the Weibull moduli of the UTS and % elongation by about 360% and 73%, respectively.
References
WD Griffiths A Elsayed MA El-Sayed 2016 Whisker formation in porosity in Al alloys Metall. Mater. Trans. B. 47 6 3459 3468
MA El-Sayed 2015 Effect of welding conditions on the mechanical properties of friction stir welded 1050 aluminum alloy Int. Rev. Mech. Eng. 9 3 252 256
Y Youssef M El-Sayed 2016 Effect of reinforcement particle size and weight fraction on the mechanical properties of SiC particle reinforced Al metal matrix composites Int. Rev. Mech. Eng. 10 4 261
J Campbell 2006 Entrainment defects Mater. Sci. Technol. 22 2 127 145
H Ammar A Samuel F Samuel H Doty 2021 The concept of quality index and its application for Al–Si cast alloys Int. J. Metalcasting 15 4 1 16
W Griffiths N-W Lai 2007 Double oxide film defects in cast magnesium alloy Metall. Mater. Trans. A. 38 1 190 196
M.A.M El-Sayed, Double oxide film defects and mechanical properties in aluminium alloys. 2012, University of Birmingham.
MA El-Sayed HA Salem AY Kandeil W Griffiths 2014 Determination of the lifetime of a double-oxide film in al castings Metall. Mater. Trans. B. 45 4 1398 1406
M.A. El-Sayed, K. Essa, Effect of mould type and solidification time on bifilm defects and mechanical properties of Al–7si–0.3 mg alloy castings. Comput. Exp. Stud. 23 (2018)
M. El-Sayed, H.G. Salem, A.-R. Kandeil, and W.D. Griffiths. A study of the behaviour of double oxide films in Al alloy melts, in Materials Science Forum. Trans Tech Publications Ltd. 2013
M El-Sayed M Ghazy 2017 Entrained defects in light metal cast alloys J. South Afr. Inst. Min. Metall. 117 7 656 662
M El-Sayed 2018 An investigation of the behaviour of double oxide film defects in aluminium-magnesium cast alloys J. South Afr. Inst. Min. Metall. 118 11 1225 1231
FH Basuny M Ghazy A-RY Kandeil MA El-Sayed 2016 Effect of casting conditions on the fracture strength of Al-5 Mg alloy castings Adv. Mater. Sci. Eng. 2016 1 8
N. Lai, W. Griffiths, J. Campbell, Modelling of the potential for oxide film entrainment in light metal alloy castings. Modeling of Casting, Welding and Advanced Solidification Processes-X, 2003: p. 415-422.
W.D. Griffiths, A. Caden, M. El-Sayed. An investigation into double oxide film defects in aluminium alloys. in Materials Science Forum. Trans Tech Publications Ltd. 2014
W.Griffiths, A. Caden, M. El‐Sayed. The Behaviour of Entrainment Defects in Aluminium Alloy Castings. in Proceedings of the 2013 International Symposium on Liquid Metal Processing and Casting. 2014. John Wiley & Sons, Inc.
J Campbell 2003 Castings 2 Butterworth-Heinemann Oxford
J Campbell 2006 Entrainment defects Mater. Sci. Technol. 22 127 145 https://doi.org/10.1179/174328406x74248
F-Y Hsu C-L Li 2015 Runner systems containing ceramic foam filters quantified by “Area normalized” bifilm index map Int. J. Metalcast. 9 3 23 35
J Runyoro SMA Boutorabi J Campbell 1992 Critical gate velocities for film-forming casting alloys: a basic for process specification AFS Trans. 100 225 234
A Halvaee J Campbell 1997 Critical mold entry velocity for aluminum bronze castings AFS Trans. 105 35 46
F Bahreinian SMA Boutorabi J Campbell 2006 Critical gate velocity for magnesium casting alloy (ZK51A) Int. J. Cast Met. Res. 19 45 51 https://doi.org/10.1179/136404606225023264
M Cox M Wickins JP Kuang RA Harding J Campbell 2000 Effect of top and bottom filling on reliability of investment castings in Al, Fe, and Ni based alloys Mater. Sci. Technol. 16 1445 1452 https://doi.org/10.1179/026708300101507442
S. Jacob, Quality Index in Prediction of Properties of Aluminum Castings- A Review. in Transactions of the American Foundry Society and the One Hundred Fourth Annual Castings Congress. 2000.
M Riestra A Bjurenstedt T Bogdanoff E Ghassemali S Seifeddine 2018 Complexities in the assessment of melt quality Int. J. Metalcast. 12 3 441 448
G Sigworth 2011 Understanding quality in aluminum castings Int. J. Metalcast. 5 1 7 22
M Tiryakioğlu J Campbell 2014 Quality index for aluminum alloy castings Int. J. Metalcast. 8 3 39 42
D Dispinar J Campbell 2004 Critical assessment of reduced pressure test Part 1: porosity phenomena Int. J. Cast Metals Res. https://doi.org/10.1179/136404604225020696
M Uludağ R Cetin D Dişpinar M Tiryakioğlu 2018 On the interpretation of melt quality assessment of A356 aluminum alloy by the reduced pressure test: the Bifilm index and its physical meaning Int. J. Metalcast. 12 4 853 860
MA El-Sayed H Hassanin K Essa 2016 Bifilm defects and porosity in Al cast alloys Int. J. Adv. Manuf. Technol. 86 5 1173 1179 https://doi.org/10.1007/s00170-015-8240-6
M El-Sayed H Hassanin K Essa 2016 Effect of casting practice on the reliability of Al cast alloys Int. J. Cast Met. Res. 29 6 350 354
M El-Sayed W Griffiths 2014 Hydrogen, bifilms and mechanical properties of Al castings Int. J. Cast Met. Res. 27 5 282 287
MA El-Sayed 2016 The behaviour of bifilm defects in cast Al-7Si-Mg alloy PloS one 11 8 e0160633
H Hassanin Y Alkendi M Elsayed K Essa Y Zweiri 2020 Controlling the properties of additively manufactured cellular structures using machine learning approaches Adv. Eng. Mater. 22 3 1901338
MA El-Sayed K Essa M Ghazy H Hassanin 2020 Design optimization of additively manufactured titanium lattice structures for biomedical implants Int. J. Adv. Manuf. Technol. 110 9 1 12
C. Croarkin, P. Tobias, and C. Zey, Engineering statistics handbook. 2002: NIST iTL.
J-K Kuo P-H Huang H-Y Lai J-R Chen 2017 Optimal gating system design for investment casting of 17–4PH stainless steel enclosed impeller by numerical simulation and experimental verification Int. J. Adv. Manuf. Technol. 92 1 1093 1103
V Anjo R Khan 2013 Gating system design for casting thin aluminium alloy (Al-Si) plates Leonardo Electron. J. Pract. Technol. 12 23 51 62
MA El-Sayed HAG Salem AY Kandeil WD Griffiths 2011 Effect of holding time before solidification on double-oxide film defects and mechanical properties of aluminum alloys Metall. Mater. Trans. B. 42 6 1104 1109 https://doi.org/10.1007/s11663-011-9571-9
MA El-Sayed H Hassanin K Essa 2016 Effect of casting practice on the reliability of Al cast alloys Int. J. Cast Metals Res. https://doi.org/10.1080/13640461.2016.1145966
M El-Sayed H Hassanin K Essa 2016 Bifilm defects and porosity in Al cast alloys Int. J. Adv. Manuf. Technol. 86 5–8 1173 1179
L Winardi RD Griffin HE Littleton JA Griffin 2008 Variables affecting gas evolution rates and volumes from cores in contact with molten metal AFS Trans. 116 505 521
W Weibull 1951 A statistical distribution function of wide applicability J. Appl. Mech 13 293 297
NR Green J Campbell 1993 Statistical distributions of fracture strengths of cast Al-7Si-Mg alloy Mater. Sci. Eng., A 173 1–2 261 266 https://doi.org/10.1016/0921-5093(93)90226-5
AK Nayak D Pal K Santra 2014 Ispaghula mucilage-gellan mucoadhesive beads of metformin HCl: Development by response surface methodology Carbohydr. Polym. 107 Supplement C 41 50 https://doi.org/10.1016/j.carbpol.2014.02.022
R Raiszadeh WD Griffiths 2006 A method to study the history of a double oxide film defect in liquid aluminum alloys Metall. Mater. Trans. B. 37 6 865 871
M El-Sayed H Salem A Kandeil WD Griffiths 2011 Effect of holding time before solidification on double-oxide film defects and mechanical properties of aluminium alloys Shape Casting John Wiley & Sons, Inc. New Jersey 149 156
N Green J Campbell 1994 Influence of oxide film filling defects on the strength of Al-7Si-Mg alloy castings AFS Trans. 102 341 347
Funding
This work has not received any funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
El-Sayed, M.A., Essa, K. & Hassanin, H. Effect of Runner Thickness and Hydrogen Content on the Mechanical Properties of A356 Alloy Castings. Inter Metalcast 16, 2175–2186 (2022). https://doi.org/10.1007/s40962-021-00753-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-021-00753-x