
Abstract
In this paper, a novel filling material was developed that consisted of a coal gangue and fly ash mixture as the main material and a ground slag, quicklime and plaster mixture as the cementing material. Moreover, an auxiliary agent was added as an activator. The test results showed that the optimum composition of the filling material included coal gangue and fly ash at a 2:1 ratio, accounting for 85% of the total mass, ground slag (G), quicklime (Q) and plaster (P) at a 5:3:2 ratio, accounting for 15% of the total mass, an expansive agent content of 0.01%, and a modifier additive content of 1.0%. A large-volume sample (1 m × 1 m × 1 m) was evaulated with this optimized material composition. The experimental temperature, mechanical performance, regeneration strength, and failure characteristics were determined. The results showed that the temperature of the middle part of the filling body was the highest and peaked at 40.2 °C. The filling material had a high compressive strength and exhibited ideal plastic deformation characteristics. The strength could be restored after damage had occurred and the fracture surface was destroyed along a certain angle.
Article highlights
(1) A new type of filling material with high strength and large deformation, mainly comprising waste materials such as coal gangue and slag, was developed; (2) large-volume samples (1 m × 1 m × 1 m) were used to determine the temperature, mechanical performance, regeneration strength, and failure characteristics of the filling material; and (3) the temperature field of the mass filling material was systematically studied.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Filling mining is one of the most effective methods for protecting the ecological environment and improving the coal extraction rate in the coal mining process. To reduce the loss of groundwater resources caused by coal mining and the destruction of the surface ecological environment, etc., several methods for refilling or backfilling have been widely used in coal mines, such as hydraulic backfilling, solid filling and cemented paste backfilling. Hydraulic backfilling uses water as the medium to transport hydraulic backfill materials (Morteza 2015; Yao et al. 2012). There are two kinds of hydraulic backfilling methods, namely, cemented and noncemented. Noncemented hydraulic backfilling is one of the most economical methods when small-sized waste particles are available (Potvin et al. 2005; Gao et al. 2008; Dinesh et al. 2016; Zuo et al. 2018). The effect of cemented filling is better than that of noncemented filling, but the filling material cost is high, and the resources are limited. The solid filling method is based on coal gangue as the filling material. As coal gangue is directly used on the ground, this reduces environmental pollution problems, and solid waste is also fully utilized (Bentz 2008; Benzaazoua et al. 2004; Zuo et al. 2009; Zuo et al. 2017). However, the solid filling method attains a low filling rate and poor connection effects. Moreover, the ore dilution rate tends to be high, and the cumulative utilization rate of industrial waste is less than 50%, which further emphasizes the low utilization rate issue of the solid filling method.
Green mining (Qian et al. 2003) has been proven to be an effective filling method. Therefore, scholars have proposed the cementing paste backfilling (CPB) method, which employs a heterogeneous material made by mixing waste tailings, water and cement (Fall et al. 2005; Coussy et al. 2011). This is one of the new fast-growing waste management and backfilling technologies currently utilized in the mining industry (Yao et al. 2012; Miao et al. 2010; Zhang et al. 2009). However, the raw materials are expensive, the bleeding rate is high, and the filling rate and compressive strength are poor. Moreover, the use of gangue suffers certain drawbacks, such as poor top connections and high dilution rates (Brackebusch 1994; Belem and Benzaazoua 2008; Belem and Fourie 2010).
Many previous studies have mainly focused on coal gangue and cement (Yin et al. 2012; Yılmaz et al. 2014). The results have shown that their use leads to a poor filling effect and even causes coal mine disasters, which affects the production and safety of coal mining. To address the disadvantages and meet the requirements of resource recovery, raw filling materials are required with the characteristics of convenient sources, low prices and favourable filling properties. In this paper, both underground coal gangue and local fly ash were used to develop a novel filling material. The properties and behaviours of the filling material were thoroughly studied. Through laboratory experiments, the optimal proportions of the filling material components were determined, and a large-scale experiment (1 m × 1 m × 1 m) was then designed to further simulate the field conditions. The relationship between the temperature and strength was examined using the large-volume model test. The regeneration compressive strength and the surface subsidence effect were also analysed. Through the above analysis, a systematic understanding and guidance for the application of novel filling materials were provided.
2 Materials and methods
2.1 Materials
In this study, the filling material consisted of a main filling material, cementing material and auxiliary additives. The main material was composed of coal gangue and fly ash, while the cementing material was a mixture of plaster, quicklime and ground slag. The coal gangue mainly comes from JinMei Group, the fly ash comes from Zhengzhou fly ash Processing plant, the quicklime is mainly purchased from Jiaozuo Ma Cun lime processing plant, and the ground slag is provided by JinMei Group. The XRD patterns of coal gangue and fly ash are shown in Fig. 1. The initial setting time of plaster is more than 3 min, the final setting time is generally less than 30 min, and the 2-h compressive strength is more than 2.0 MPa. Quicklime mainly provides CaO, which forms calcium silicate hydrate (C–S–H) and calcium aluminate hydrate (C–A–H) by interacting with raw materials containing SiO2 and Al2O3 under hydrothermal conditions. The activity of ground slag arises from the glassy substances not crystallized during quenching. Melted ground slag exhibits an unstable structure and high chemical activity. The specific surface area and density of the ground slag used in the test were 429 m2/kg and 2.56 g/cm3, respectively. The main components are SiO2, Al2O3, CaO, and MgO, and the actual chemical composition is listed in Table 1. Two compound additives, namely, carboxymethyl cellulose and an expansion agent, were also used. Carboxymethyl cellulose (CMC) is called modifier M. It is a white fibrous powder with a density of 0.5–0.7 g/cm3. CMC is nontoxic, tasteless and hygroscopic. For pH > 10 or pH < 5, the viscosity of the slurry decreases significantly, and pH = 7 is the ideal condition. CMC exhibits bonding, thickening, strengthening and suspending properties, and it can reduce the bleeding characteristics of materials.

XRD patterns of the raw materials
2.2 Methods
The compressive strength of the specimens was tested by using an RTR-1000 rapid triaxial rock testing system. This testing system provides an axial load capacity of 1500 kN and a frame stiffness of 10 GN/m. The loading rate was set to 0.02%/min by controlling the axial strain. The bleeding rate and expansion rate were tested by the measuring cylinder method. The slump bucket was placed on a flat glass plate, and the slurry was placed into a collapse tube, filled with water and vertically lifted. The slurry diffused in all directions under the action of gravity, and the slurry height decreased. The collapsed height of the slurry is called the slump, and the diameter of the diffused slurry is the spreading diameter. X-ray diffraction (XRD) patterns of the samples were collected by a Bruker D8 Advance diffractometer.
A large-volume experiment was performed with the new filling material. The method details are as follows: first, a pit measuring 1 m × 1 m × 1 m was excavated. Then, water and filling material were added into a pneumatic agitating tank at the optimum experimental ratios. The water and filling materials were stirred in the mixing bucket. The rotating speed of the mixing bucket was 54 r/min, and the mixing time was set as 20 min. When the pit was largely filled, the consolidation process of the slurry produced heat, which could possibly affect the strength of the filling body. Therefore, to study the relationship between the hydration heat and the strength, prior to the filling of the slurry, the centre of the filling body was chosen as the coordinate origin, and temperature sensors were installed at various positions. The installation positions were located in the upper (0, 0, − 250 mm), middle (0, 0, − 500 mm), and lower (0, 0, − 900 mm) parts of the filling body. The experimental conditions were set to the above optimum proportions. After curing to the designed duration, drill cores were obtained and processed into 50 × 100 mm standard cylindrical specimens.
3 Results and discussion
3.1 Analysis of the main filling material
The mechanical properties of the material, such as the compressive strength, play an important role in its performance. Based on the different proportions of coal gangue and fly ash, the mixture of coal gangue and fly ash (CF) was divided into four ratio groups (3:1, 2:1, 1:1 and 1:2), accounting for 85% of the total proportion. The compressive strength properties are provided in Table 2. Then, to further determine the optimal proportions of coal gangue and fly ash (CF), the relationship between the stress-elastic modulus and stress‒strain was analysed. The compressive deformation characteristics and the elastic modulus of the filling materials were also studied.
As shown in Table 2, when the coal gangue and fly ash ratio was 2:1, the 28-d uniaxial compressive strength reached the highest value of 4.46 MPa. In addition, the slump and diffusion diameter were the lowest, with values of 68 mm and 115 mm, respectively. However, considering the engineering requirements on the conveying capacity of filling materials, the performance also meets the filling requirements. The mechanical properties of the filling material are shown in Figs. 2 and 3. During the course of compression, when the CF proportion was varied from 2:1 to 3:1, the maximum strain ranged from 0.12 to 0.20. When the stress was less than 2 MPa, the strain increased. The filling body became rapidly deformed, with a deformation rate of more than 45%. When the stress was higher than 5 MPa, the strain varied at a lower rate. When the ratio of coal gangue to fly ash was 2:1, the lowest strain was observed. It was also found that the compressive deformation was the largest at this ratio. Therefore, it can be concluded that when the stress was large, the elastic modulus was also high. When the stress was more than 2 MPa, the elastic modulus and stress change displayed an approximately linear relationship, which indicates that the material has a high compressive strength. When the coal gangue and fly ash ratios were 2:1 and 1:1, the modulus of elasticity significantly changed, which indicated that the compressive deformations were relatively large. Therefore, the optimum ratio of the filling aggregate was determined as 2:1.

Stress‒strain curve with the different proportions (CF is coal gangue and fly ash)

Stress elastic modulus curve with the different proportions (CF is coal gangue and fly ash)
3.2 Analysis of the cementing filling material
The cementing filling material should be able to consolidate the main filling material as well as provide the required strength. However, when conventional cement is used as the filling material, it provides both low strength and filling body shrinkage levels (Stone 1993). Therefore, to achieve better results, a combination of ground slag, quicklime, and plaster was studied. The ratio of coal gangue and fly ash was kept at 2:1, and the mass concentration of the filling material was 72%. The fluidity of the slurry was determined by the slump, diffusion diameter, and bleeding rate.
As indicated in Table 3, the change in the ratio of ground slag-quicklime imposed little effect on the slump. The 28-d compressive strength showed a trend of first increasing and then decreasing with increasing amount of quicklime. When the quicklime content was increased from 2.5 to 4.5%, the 28-d uniaxial compressive strength was increased by 70%. Additionally, when the quicklime content reached 4.5%, the compressive strength was the highest. The main reasons for these results are that hydration reactions occurred when the quicklime content was increased. Consequently, the hydration product ettringite forms an interlocking and network-like structure (Liu et al. 2019; Gao et al. 2021), and the compressive strength was improved.
When the slurry bleeding rate is more than 6%, slurry separation and precipitation can easily occur in the pipeline transportation process, resulting in pipe plugging. However, some of the cementing material is lost due to bleeding, and the filling body is not effectively connected to the top during the filling of abandoned roadways. As a result, the control effects of the coal gab area on the overlying strata decline. Therefore, to reduce the bleeding performance of the material, a further experimental study is needed.
The effect of adding modifier M on the performance of the material was examined. Three groups of samples were tested, including a control group and two sample groups with modifier M contents of 0.5% and 1.0%. As shown in Fig. 4, after adding 0.5% and 1% of the modifier, the slurry bleeding process lasted for 20.5 h and 12.5 h, respectively. The bleeding times were decreased by approximately 2.32 and 3.86 times, respectively, relative with the control group. When the control group was placed for 5 h, the bleeding rate reached the maximum value of 8.22%. When the content of modifier M was set to 0.5% and 1.0%, the peak bleeding rate was reached in 1 h, with peak values of 3.44% and 2.87%, respectively. Therefore, the bleeding performance was improved by adding the modifier.

Effects of the modifier content on the bleeding rates of the slurry
According to several previous theoretical and experimental studies (Wang et al. 2011), the bleeding rate can be determined as follows:
where the bleeding rate is given by C (%); the thickness of the lubrication layer is \(\delta\)(m); the tube radius is \(d\)(mm); the water specific gravity is γv (g/cm3); the paste mass fraction is w, and the backfill material proportion is γs (g/cm3).
According to lubrication layer theory, the thickness of the lubricating layer is three times the wall roughness. The wall roughness in this study varied between 35 and 100 µm. Therefore, the thickness of the lubrication layer varied between 95 and 300 µm; d varied between 65 and 80 mm; w ranged from 72 to 78%, and γv ranged from 2.55 to 2.82 g/cm3. Then, by using Eq. 1, the bleeding rate ranged from 1.17% to 2.85%. Therefore, the optimum modifier content was determined as 1.0%.
3.3 Analysis of the compressive strength
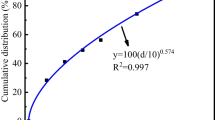
3.3.1 Analysis of the particle size of coal gangue
The paste filling material mainly consists of fly ash, gangue, cementing material, admixture, and water. The strength of the filling material is an important parameter of the overall performance (Liu 2014). Therefore, the particle grades of coal gangue, cementing material, and expansive agent were specifically analysed. Sun et al. (2018). studied the compressive strength of filling materials, that is, the uniaxial compressive strength of 1d is 0.4 MPa, the uniaxial compressive strength of 3d is 0.62 MPa, the uniaxial compressive strength of 28d is 0.8 MPa. The uniaxial compressive strength is low, it can not meet the needs of coal mine filling materials.
Four size ranges of coal gangue were selected for the experiment, including A: 2.36–4.75 mm (100%); B: 1.18–2.36 mm (40%) and 2.36–4.7 mm (60%); C: 1.18–2.36 mm (100%); and D: fully graded (100%). The ratio of coal gangue to fly ash was 2:1, accounting for 85% of the total mass. The concentration was 72%, and the contents of ground slag and quicklime were 7.5% and 4.5%, respectively. The plaster content was 3%, the expansive agent content was 0.01%, and the modifier additive content was 1.0%. The results of the material properties are listed in Table 4.
As shown in Table 4, the uniaxial compressive strength of the fully graded sample (D) was greater than that of the other samples during all experimental periods. The slump and diffusion diameter of the fully graded sample were also greater. On the one hand, under fully graded conditions, the internal particle sizes of the slurry were evenly distributed. Additionally, the porosity was low, and the compressive strength was high (Shao et al. 2021; Wang et al. 2016). When one or two of the particle sizes were extracted, an insufficient slurry distribution occurred inside the filling slurry. In addition, the porosity increased, and the compressive strength decreased. On the other hand, in the fully graded coal gangue, there were particles with sizes smaller than 0.03 mm, which allowed the gangue particles to be filled with coal ash. Consequently, the porosity of the sample was reduced, and the compressive strength was increased.
3.3.2 Cementitious materials test
The cementing material exerts a notable influence on the filling body strength. Previous related experiments mainly examined ordinary silicate cement (P.O.32.5), along with ground slag-quicklime-plaster as the cementitious material. Here, the compressive strength of the G–Q–P specimen was compared to that of the silicate cement specimen. The ratio of coal gangue to fly ash was 2:1, accounting for 85% of the total mass. The mass concentration was 72%, and the ground slag (G)-quicklime (Q)-plaster (P) ratio was 5:3:2, accounting for 15% of the total mass. Additionally, the expansive agent content was 0.01%, and the modifier additive content was 1.0%.
As shown in Fig. 5, the cementitious material imposed a major influence on the uniaxial compressive strength. The strength of the ground slag (G)-quicklime (Q)-plaster (P) specimen was greater than that of the silicate cement specimen. The strength observed during the 28-d period increased by 68.9%, which demonstrated that the hydration reaction of the ground slag (G)-quicklime (Q)-plaster (P) material was superior due to the promotion of the formation of hydration products.

Effects of the different cementing materials on the compressive strength
3.3.3 Analysis of the mass concentration
The effect of the mass concentration is similar to that of the water-cement ratio. The water-cement ratio determines the porosity of the filling material in the hydration process. It is considered that the higher the water-cement ratio, the more pores are left by water after hydration. Therefore, when the porosity increases, the strength of the filling body decreases. Moreover, the slump is affected by the mass concentration. Therefore, to analyse the influence of the mass concentration on the strength and slump, a comparative experiment was performed. As shown in Fig. 6, the mass concentrations were set to 65%, 68%, 70%, 72%, and 75%, and the rest of the parameters were the same as above.

Effects of the mass concentration on the compressive strength
As shown in Fig. 6, when the mass concentration was increased, the uniaxial compressive strength also increased. The mass concentration exerted a major influence on the early strength, and the strength during the 14-d experimental period was much higher than that during the 7-d period. When the mass concentration was 65%, the smallest change was observed in the strength, which was 153.3%. However, the mass concentration slightly affected the later changes in the strength rate (after 14 d). When the mass concentration was lower than 72%, the compressive strength rapidly increased, and then the strength continued to slowly increase. When the mass concentration was greater than 70%, the slump showed a linear downward trend. Therefore, considering the compressive strength and collapse, the mass concentration was set to 72%.
From the above analysis, it can be concluded that the optimum composition was the following: coal gangue and fly ash at a ratio of 2:1, accounting for 85% of the total mass; ground slag (G)-quicklime (Q)-plaster (P) at a ratio of 5:3:2, accounting for 15% of the total mass; an expansive agent content of 0.01%; a modifier content of 1.0%; and a mass concentration of 72%. After the optimal ratios were determined, the results showed that the bleeding rate was 3.44%, and the bleeding time was shortened to 24 h. The expansion rate reached 7.2%, which met the requirements of roof-contacted filling. The uniaxial compressive strength after 90 d was 6.25 MPa, which also met the field requirements.
3.3.4 Effect of the temperature test
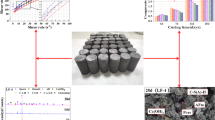
Wang (Wang 2014) studied the causes of high temperature in coal mine backfill, it obtained that a large amount of hydration heat was released in the hydration process of CHCT filling materials, which had a safety impact on the site. The author mainly uses theoretical analysis and numerical simulation, without laboratory test. The effect of temperature on the properties of the material was examined with the above optimal ratios. The main product of the hydration reaction of the paste filling material is ettringite (Sun et al. 2019; Li et al. 2021; Zhao et al. 2022). The influence of temperature on the strength is due to the formation of ettringite. It is considered that the temperature required for the formation of ettringite varies between 40 and 50 °C, during which nucleation intensifies at a high rate. The formation of ettringite is unfavourable above or below this temperature range (Qian et al. 2012; Diao et al. 2004). The results of the temperature test showed that the 1-d and 3-d compressive strengths were greatly improved at higher curing temperatures. When the curing temperatures were 40 °C and 60 °C, the 3-d and 7-d compressive strengths decreased (Fig. 7). The reason was possibly the accelerated and increased formation of ettringite, which led to an improvement in the compressive strength. Therefore, increasing the hydration temperature caused the crystallization of ettringite and faster consumption of \({\text{SO}}_{4}^{2 - }\). Additionally, the tri-sulfur salts were converted into mono-sulfur salts. It was observed that even during the transformation of the hydrated aluminates, the strength was lower.

Effect of the temperature on the compressive strength
3.3.5 Expansion ratio test
The bleeding performance causes the filling body to shrink, which in turn impacts the roof-contacted filling effects. To solve the problem of poor top filling caused by an uneven roof, an expansion agent was used to automatically expand the filling into the gab. The contents of the expansion agent were 0%, 0.005%, 0.01%, and 0.015%.
Table 5 clearly reveals that the changes in the content of the expansive agent slightly influenced the 7-d uniaxial compression strength. However, the content of expansive agent displayed a major influence on the 28-d and 90-d uniaxial compression strengths. When the content of expansion agent was increased from 0 to 0.015%, the expansion rate was found to increase from − 0.63 to 10.4%. When the content of expansion agent was 0.015%, a large number of bubbles were generated in the sample, and the porosity increased. This resulted in a sharp decrease in the uniaxial compressive strength. When the content of expansion agent was 0.015%, the uniaxial compression strength was 47.5% lower than that at a content of 0.01%. However, when the content of expansion agent was 0.005%, the expansion ratio was low and could not meet the requirements of roof-contacted filling. Furthermore, the compressive strength was only slightly higher (0.005%) than that with an expansion agent content of 0.01%. Therefore, based on the compression strength, the content of expansion agent was set to 0.01%.
3.4 Results and discussion of the large-volume experiment
To better simulate the field conditions, the results of a large-volume consolidation test were examined. Additionally, core drilling was used for the determination of mechanical properties.
3.4.1 Experimental temperature analysis
The following conclusions could be drawn from the temperature curve of the large-volume consolidation test, as shown in Fig. 8: first, when the temperature of the consolidated backfill was measured (Fan et al. 2007), it was determined that the upper temperature of the filling body reached a maximum value of 32.3 °C after 44 h and began to gradually decrease after remaining constant for 236 min. The middle temperature of the filling body was observed to peak at 40.2 °C after 34 h and then began to gradually decrease after remaining constant for 345 min. The lower temperature of the filling body reached the maximum value of 35 °C after 34 h and then began to gradually decrease after 345 min. The middle temperature was observed to be higher than the upper and lower temperatures, and its peak value was attained relatively quickly. Due to heat transfer in the pit and surrounding area, the upper and lower temperatures were lower. This provided the basis for studying the strength of the large-volume body at different depths.

Temperature curve of the large-volume consolidation test
3.4.2 Uniaxial mechanical performance test
To further analyse the mechanical performance of the large-volume filling body, a number of mechanical experiments were performed. The results are shown in Fig. 9.

Full stress–strain curves of the consolidation test
Figure 9a shows the 28-d uniaxial compression stress‒strain curve at different sampling depths. Figure 9a shows that the maximum uniaxial compression strengths of the upper, middle and lower parts of the filling body were 3.60 MPa, 5.50 MPa, and 3.03 MPa, respectively. These results indicated that the middle part of the sample attained the highest strength. Since the reaction heat accumulated in the middle of the filling body, the centre of the sample provided a thermal reaction environment. This promoted the hydration reaction and accelerated the production of ettringite (Yu et al. 2019; Li et al. 2018), thus improving the compressive strength. As shown in Fig. 9b, when the axial strain increased, the compressive strength of the 90-d sample was found to be higher than that of the 28-d sample, with an observed increase of 44%. The higher strength imposed a greater effect on the surrounding rock and could better control the deformation of the surrounding rock in the roof area. Moreover, the stress‒strain curve (Fig. 9) revealed that the middle part of the sample had both high temperature and high strength values. It was also confirmed that the reaction heat of the filling material was moderate, and the formation of the reaction product was promoted.
3.4.3 Analysis of the regeneration strength and failure characteristics
When the stress reaches the yield point, curing will occur if not damaged. After a certain period, the strength will be restored and then continue to grow, which is referred to as the regeneration strength.
Table 6 indicates that prior to the failure of the paste filling body, the shorter curing age resulted in rapid recovery of the strength with higher late strength levels. This occurred because the curing age was short, and the hydration reaction was at its initial stage. Additionally, the formation of the hydration product was reduced. Therefore, the strength could be restored after damage had occurred. However, when the curing age was long, the hydration reaction proceeded to completion. Therefore, the hydration products could not continue to form, resulting in unrestored strength levels.
Figure 10 shows the damage to the sample upon loading. It can be observed that a longitudinal crack began to expand under the action of the axial load. When the pressure reached yield failure conditions, the main failure crack was formed at a certain angle, and microcracks formed at the ends. When the sample occurred in the damaged state, the compressive strength decreased as the strain gradually increased. The expansion of the main crack masked very small cracks (Xiong et al. 2017). Consequently, the specimen mainly exhibited shear failure as well as smaller tensile failure. Due to the coal gangue particles, the particle bonding strength decreased, and the sample experienced shear failure.

Failure modes of the specimens under uniaxial compression
3.4.4 Triaxial mechanical performance
To analyse the triaxial mechanical performance, three confining pressures were used, i.e., 0.5 MPa, 1.5 MPa, and 2.0 MPa. As shown in Fig. 11 (Xiong et al. 2017), the deformation properties of the filling material were affected by the lateral confining pressure. After the sample reached its peak, the stress slowly decreased at low confining pressures and tended to stabilize within the larger deformation range. No obvious strain softening phenomenon was observed. However, a transformation into plastic deformation occurred, and the continuous deformation increased. When the confining pressure continued to increase to 2.0 MPa, the stress‒strain curve no longer appeared to reach a peak. The stress‒strain significantly increased, and the sample exhibited obvious strain-hardening properties. The compressive deformation characteristics of the paste filling material were improved. On the basis of field conditions, corresponding test results were achieved.

Full stress‒strain curve of 90 d consolidation testing
4 Conclusions
-
(1)
The tests showed that the optimum composition of the filling material included coal gangue and fly ash at a 2:1 ratio, accounting for 85% of the total mass, ground slag (G)-quicklime (Q)-plaster (P) at a 5:3:2 ratio, accounting for 15% of the total mass, an expansive agent content of 0.01%, a modifier additive content of 1.0%, and a mass concentration of 72%.
-
(2)
The results of the large-scale experiment verified the optimum composition of the filling material. The mechanical properties of the specimens tested under uniaxial and triaxial compression conditions showed that the fracture surface was destroyed along a certain angle. The filling material provided high compression strength and exhibited ideal plastic deformation characteristics. The axial strain was high, and effective compression behaviour was observed.
-
(3)
The results showed that the temperature of the middle part of the filling body was the highest and peaked at 40.2 °C. The filling material had high compressive strength and exhibited ideal plastic deformation characteristics.
-
(4)
The field survey results showed that the uniaxial compressive strength of the 28- and 90-day samples reached 4.31 MPa and 6.14 MPa, respectively. The field test mechanical performance levels were observed to be very similar to the laboratory test results following filling sampling.
Data availability
All authors make sure that all data and materials as well as software application or custom code support their published claims and comply with field standards.
References
Belem T, Benzaazoua M (2008) Design and application of underground mine paste backfill technology. Geotech Geol Eng 26(2):147–174
Belem T, Fourie AB, Fahey M (2010) Time dependent failure criterion for cemented paste backfills. Mine Waste Australian Centre for Geomechanics Australia
Bentz DP (2008) A review of early-age properties of cement-based materials. Cemment Concr Res 38(2):196–204
Benzaazoua M, Fall M, Belem T (2004) A contribution to understanding the hardening process of cemented pastefill. Miner Eng 17(2):141–152
Brackebusch FW (1994) Basics of paste backfill systems. Min Eng 46(10):1175–1178
Coussy S, Benzaazoua M, Blancb D et al (2011) Arsenicstability in arsenopyrite-rich cemented paste backfills: a leaching test-based assessment. J Hazard Mater 185(2–3):1467–1475
Diao N, Li Q, Fang Z (2004) Heat transfer in ground heat exchangers with groundwater advection. Int J Therm 43:1203–1211
Dinesh K, Upendra KS, Gauri SPS (2016) Laboratory characterization of cemented rock fill for underhand cut and fill method of mining. J Inst Eng Eng (india) Ser D 97(2):103–203
Fall M, Benzaazoua M, Ouellet S (2005) Experimental characterization of theinfluence of tailings fineness and density on the quality of cemented pastebackfill. Miner Eng 18(1):41–44
Fan R, Jiang Y, Yao Y et al (2007) A study on the performance of a geothermal heat exchanger under coupled heat conduction and groundwater advection. Energy 32:2199–2209
Gao F, Zhou KP, Dong WJ et al (2008) Similar material simulation of time series system for induced caving of roof in continuous mining under backfill. J Cent South Univ Technol 15(3):356–360
Gao YL, Meng H, Leng Z, et al (2021). Properties and microstructure of backfilling material activated by carbide slag and desulfurized gypsum. J Civil Environ Eng, https://kns.cnki.net/kcms/detail/50.1218.TU.20210809.1047.004.html
Li H, Guan X, Zhang P et al (2018) Influence of superfine ettringite on the properties of sulphoaluminate cement-based grouting materials. Constr Build Mater 166:723–731
Li HB, Zhang HB, Yan PF et al (2021) Mechanical properties of furnace slag and coal gangue mixtures stabilized by cement and fly ash. Materials 14(22):7103
Liu Z (2014) Compaction properties of gangue and its application in backfilling coalmining. China University of Mining and Technology
Liu CJ, Deng XW, Liu J et al (2019) Mechanical properties and microstructures of hypergolic and calcined coal gangue based geopolymer recycled concrete. Constr Build Mater 221:691–708
Miao XX, Zhang JX, Guo GL (2010) Study on waste-filling method and technology in fully-mechanized coal mining. J China Univ Min Technol 35:1–5
Morteza SA (2015) review of underground mine backfilling methods with emphasis on cemented paste backfill. Electron J Geotech Eng 20:5182–5208
Potvin Y, Thomas E (2005) Handbook on mine fill. Australian Centre for Geomechanics Crawley Australia
Qian MG, Xu JL, Miao XX (2003) Green coal mining technology. J China Univ Min Technol 32(4):343–348
Qian XD, Li Z, Li ZX (2012) Experimental study on data center heat pipe air conditioning system. J Eng Thermophys 33(7):1217–1220
Shao XP, Sun WL, Li X et al (2021) Experimental study on the mechanical properties and failure characteristics of layered aeolian sand paste-like backfill-a case study from Shanghe coal mine. Minerals 11:577
Stone DMR (1993) The optimization of mix designs for cemented rockfill. In: Proceedings of the 5th international symposium on mining with backfill SAIMM Johannesburg South Africa, pp 249–253
Sun YP (2018) Study on the ratio of super high-water material and its engineering application in thin seam filling mining in Tian Zhuang coal mine. Henan Polytechnic University
Sun Q, Tian S, Sun QW et al (2019) Preparation and microstructure of fly ash geopolymer paste backfill material. J Clean Prod 225:376–390
Wang XQ (2014) Fissure mechanism induced by high temperature and cooling approaches of concrete filling walls with large scale. China University of Mining and Technology
Wang HJ, Wang Y, Wu AX et al (2011) Research of paste new definition from the viewpoint of saturation ratio and bleeding rate. Wuhan Ligong Daxue Xuebao (J Wuhan Univ Technol) 33(6):85–88
Wang YS, Xu S, Zhang YX (2016) Preparation and properties of a novel expansion filling material using hydrogen peroxide for mining applications. J Balkan Tribol Assoc 211:224–241
Xiong Z, Jiang T, Donghua LI et al (2017) Proportion and mechanical properties of paste-like filling material in gushuyuan coal mine. Saf Coal Mines 48(12):67–69
Yao Y, Cui Z, Wu R (2012) Development and challenges on mining backfill technology. J Mater 1:73–78
Yılmaz T, Ercikdi B, Karaman K et al (2014) Assessment of strength properties of cemented paste backfill by ultrasonic pulse velocity test. Ultrasonics 54(5):1386–1394
Yin S, Wu A, Hu K et al (2012) The effect of solid components on therheological and mechanical properties of cemented paste backfill. Miner Eng 35:61–65
Yu JC, Qian JS, Tang JY et al (2019) Effect of ettringite seed crystals on the properties of calcium sulphoaluminate cement. Constr Build Mater 207:249–257
Zhang JX, Miao XX, Guo GL (2009) Development status of backfilling technology using raw waste in coal mining. J Min Saf Eng 26:395–400
Zhao XY, Yang K, He X et al (2022) Study on proportioning experiment and performance of solid waste for underground backfilling. Mater Today Commun 32:103863
Zuo JP, Peng SP, Li YJ (2009) Investigation of karst collapse based on 3-D seismic technique and DDA method at Xieqiao coal mine, China. Int J Coal Geol 78:276–286
Zuo JP, Sun YJ, Li YC (2017) Rock strata movement and subsidence based on MDDA, an improved discontinuous deformation analysis method in mining engineering. Arab J Geosci 10:395
Zuo JP, Hong ZJ, Xiong ZQ et al (2018) Influence of different W/C on the performances and hydration progress of dual liquid high water backfilling material. Constr Build Mater 190:910–917
Acknowledgements
This study was supported by the opening project of Henan Key Laboratory of Underground Engineering and Disaster Prevention (Henan Polytechnic University), Civil Engineering School of young teachers Research ability Enhancement Fund, Henan Polytechnic University; Doctoral Fund of Henan Polytechnic University (B2022-25), and the National Natural Science Foundation of China (52174073). The authors are grateful to the editor and reviewer for discerning comments on this paper.
Funding
This study was supported by the Science and Technology Project of Henan Province (222102320004), Central Plains Talent Program—Central Plains Young Top Talent (Central Plains Young Postdoctoral Innovative talent), State and Local Joint Engineering Laboratory for Gas Drainage & Ground Control of Deep Mines (SJF2209).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by ZH, ZL, FD, LX and CZ. The first draft of the manuscript was written by ZH and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest or personal relationships that could have influenced the work reported in this paper.
Ethics approval
Not applicable.
Consent to publish
All authors agreed to publish the paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hong, Zj., Li, Zh., Du, F. et al. Experimental investigation of the mechanical properties and large-volume laboratory test of a novel filling material in mining engineering. Geomech. Geophys. Geo-energ. Geo-resour. 9, 46 (2023). https://doi.org/10.1007/s40948-023-00582-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40948-023-00582-8