
Abstract
Circulating fluidized bed combustion (CFBC) ash can be potentially used as supplementary cementitious materials for concrete production due to its desirable pozzolanic activity. The adsorption properties of CFBC ash–cement pastes were studied, and ordinary pulverized coal combustion (PCC) fly ash–cement pastes were used as control. The water-adsorption and superplasticizer (SP)-adsorption properties of the pastes were evaluated by water demand and UV-visible absorption spectroscopy respectively. The results show that CFBC ash–cement system has greater compressive strength as compared with PCC fly ash–cement system at a given curing age, although the water demand of the former is significantly higher than that of the latter. CFBC ash–cement pastes possess higher adsorption ability of aliphatic SP than PCC fly ash–cement pastes and the adsorption amount increases with an increase in ash replacement ratio. CFBC ash–cement pastes exhibit lower workability with higher slump loss. It is concluded that CFBC ash can be potentially used as supplementary cementitious material in concrete production, but the mix design of CFBC ash concrete needs to be appropriately adjusted. It is suggested that CFBC ash is used for the production of the concrete needing low flowability.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Circulating fluidized bed combustion (CFBC) ash is produced from the combustion of coal with injection of limestone for desulphurization (Gunka and Pyshyev 2014; Ni et al. 2014; Tao et al. 2014). CFBC ash is classified into two categories, the fly ash and the bottom ash collected from the flue and the hearth, respectively. With an annual production of 20 million tons of CFBC ash in China, it is urgent to identify potential utilization of otherwise landfilled materials. With rich content of active SiO2 and Al2O3, CFBC ash has been reported to exhibit good pozzolanic activity (Zheng et al. 2009; Chindaprasirt and Rattanasak 2010; Li et al. 2012) and recognized as a potential supplementary cementitious material to partially replace cement for concrete production (Wang and Song 2013).
CFBC ash is produced at a much lower temperature (850–900 °C) than ordinary pulverized coal combustion (PCC) fly ash (1200–1400 °C), a widely used supplementary cementitious material in concrete. The physical properties as well as the chemical compositions of CFBC ash are thus distinct from those of PCC fly ash. For example, the content of unburnt carbon of CFBC ash is commonly greater than that of PCC fly ash and the shape of CFBC particles is irregular with loose and porous surface structure (Qian et al. 2008; Wang and Song 2013). The unburnt carbon and porous surface of CFBC ash can potentially adsorb water and water-reducer in theory, and therefore lowering the flowability when CFBC ash is used as supplementary cementitious material for concrete production.
There have been a few literatures related to the adsorption properties of PCC fly ash–cement pastes (Singh et al. 1992; Baltrus and Lacount 2001; Termkhajornkit and Nawa 2004; Burgos-Montes et al. 2012) which mainly deal with the competitive adsorption between PCC fly ash and cement particles. However, the results related to the adsorption properties of PCC fly ash–cement pastes should not be applied randomly to CFBC fly ash–cement pastes due to the significant differences of physico-chemical properties between the two kinds of coal ashes. However, few study reports the adsorption properties of CFBC ash–cement pastes. This may be partly attributed to the later emergence of CFBC ash as compared with PCC fly ash.
This work aims to investigate the adsorption properties of CFBC ash–cement pastes, and give the adsorption properties differences between PCC fly ash–cement pastes and CFBC ash–cement pastes. To provide practical references for the utilization of CFBC ash as supplementary cementitious material for concrete applications, the study focuses on the water-adsorption and superplasticizer (SP)-adsorption properties.
2 Experimental
2.1 Materials
Table 1 summarizes the chemical composition of CFBC fly/bottom ashes, PCC fly ash and Portland cement clinker. The fly ashes were tested as-received, and the bottom ash was milled until the bottom ash residue on 80 μm sieve is no more than 3 %. It has been reported that the differences between the properties of CFBC ash and those of PCC fly ash are mainly attributed to the combustion temperature and desulfurization (Qian et al. 2008). CFBC ashes thus have general characters, so the CFBC ashes used in this work are representative.
The cement clinker was ground to ensure 97.5 % of the clinker particles pass through 80 μm sieve. The cement clinker was blended with 5 percent (by mass) of dihydrate gypsum to control the setting time. The initial and final settings of the resulting cement were determined to be 135 and 252 min, respectively. SP used in this study is aliphatic-based, with a solid content of 27.39 %.
As shown in Table 1, loss on ignition (LOI) of the CFBC fly/bottom ashes is significantly higher than that of the PCC fly ash and the cement clinker. The higher LOI is mainly a result of high amount of unburnt carbon in the CFBC ashes.
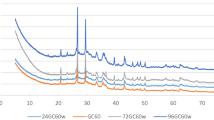
Figure 1 provides the X-ray diffraction (XRD) patterns of the coal ashes. The results show that the main crystallized minerals in the CFBC fly/bottom ashes include quartz, anhydrite and hematite, while the main crystallized minerals in the PCC fly ash are quartz, mullite and hematite. Anhydrite is formed from the desulfurization process, while mullite is generated from the clay minerals when the temperature exceeds 1000 °C. This is consistent with the findings reported in the literatures (Sheng et al. 2012; Song et al. 2015).

XRD patterns of the coal ashes
Figure 2 shows the SEM images of the CFBC ashes (as-received) and the PCC fly ash. The CFBC ashes particles are irregular with a loose surface structure which is significantly different from that of the PCC fly ash. This is mainly attributed to the difference in the combustion temperature between CFBC boiler and PCC boiler. At 1200–1400 °C, clay minerals, quartz and feldspar in PCC boiler turn into molten state. Upon cooling, the molten minerals contract and form small spheres with dense surface structure (Fig. 2c) due to surface tension and rapid temperature drop. For the CFBC process, however, minerals cannot reach their molten state at the combustion temperature of 850–900 °C resulting in the irregular and loose surface structure (Fig. 2a, b) of the CFBC ashes (Zheng et al. 2009).

SEM images of the coal ashes. a CFBC fly ash. b CFBC bottom ash. c PCC fly ash
Table 2 gives the grain size of the CFBC fly ash, the ground CFBC bottom ash and the PCC fly ash. The particles size of the CFBC fly ash is comparative to that of the PCC fly ash, while the ground CFBC bottom ash has larger particles size with lower specific surface area.
2.2 Methods
2.2.1 Water requirement of normal consistency
Determination of the water requirement of normal consistency of the neat coal ashes or the mixture of coal ash and cement (mass ratio of 3:7) follows the Chinese standard GB/T1346–2011 on test method for water requirement of normal consistency, setting time and soundness of the Portland cement.
2.2.2 Mortar strength
Mortar strength tests follow the Chinese standard GB/T17671–1999 on method of testing cements-determination of strength. The mix proportion of the mortars was 0.3: 0.7: 3 (ash: cement: medium sand), and the mortars were prepared at the water requirement of normal consistency. The specimens were cured constantly in (20 ± 2) °C saturated moist atmosphere after casting and demoulding.
2.2.3 Adsorption kinetics of aliphatic SP in the coal ash–cement pastes
The model TU-1810 of UV-visible spectrophotometer was applied to determine the concentrations of the aliphatic SP in solutions. The mix proportion of the pastes was 70: 30: 70: 1.2 (cement: ash: water: SP). Cement and ash were first dry-mixed for 5 min. Water and SP were then added into the powder and mixed continuously for another 150 min. Samplings of the pastes were done at 20, 45, 90, 120 and 150 min, respectively. Each paste sample was then processed by the low speed tabletop centrifuge to separate free un-adsorbed SP solids suspended in the paste. The supernatant was collected and the residual concentration of SP was measured by the UV-visible spectrophotometer.
The adsorption of SP in ash–cement pastes can be calculated based on the following equation.
where Γ is the adsorption amount, mg/g; C 0 is the initial concentration of SP, mg/L; C is the residual concentration of SP, mg/L; ν is the volume of SP solution, mL; W is the quality of the mix of coal ashes and cement, g.
2.2.4 Effect of ash-to-cement ratio on the adsorption of aliphatic SP in the coal ash–cement pastes
The ash-to-cement ratio investigated ranges from 1-to-9 to 4-to-6 and the mix proportion follows 100: 70: 1.2 (binder: water: SP). The binder was dry-mixed for 5 min prior to the addition of water and SP. The fresh paste was then mixed for another 150 min, followed by filtration of the paste in order to get the supernatant. The residual concentration of SP in the supernatant was determined by the UV-visible spectrophotometry and the adsorption of SP in each ash–cement paste was calculated based on Eq. (1).
2.2.5 Workability of the coal ash–cement pastes
The mix proportion of the pastes was 70: 30: 35: 1.2 (cement: ash: water: SP). The cement and ash powder were first mixed for 5 min followed by the addition of water and SP and mixed for another 3 min. Mini slump flow test was performed at different time interval up to 90 min to evaluate the loss of slump flow of each mix. The test follows the Chinese standard GB/T8077–2000 on method for testing uniformity of concrete admixture.
3 Results and discussion
3.1 Water-adsorption property
Considering the application of CFBC ash in concrete production, water requirement of normal consistency is used to evaluate its water-adsorption property. Figure 3 shows the water requirement of normal consistency of the neat coal ashes and the mixture of coal ash and cement at the mass ratio of 3:7. The cement was tested as the control, and its water demand is counted as 100 %. The water demand of the neat CFBC fly/bottom ashes is nearly twice that of the neat PCC fly ash, and the water demand of CFBC ash–cement pastes is significantly greater than that of PCC fly ash–cement pastes.

Water requirement of normal consistency of the pastes containing coal ashes
This may be mainly attributed to the differences of unburnt carbon content and grain surface structure between the two kinds of coal ashes. CFBC ashes have higher unburnt carbon content and more porous surface morphology as compared with PCC fly ash (Table 1; Fig. 2). The unburnt carbon in coal ashes is generated from the imperfect combustion of coal, and it generally exists in amorphous state. It has been well known that amorphous carbon exhibits strong adsorption ability due to its loose and porous structure. CFBC ashes particles have loose and porous surface morphology which may enable the penetration of water into the inner surface of the particles. As a result, the water-adsorption property of CFBC ash is greater than that of PCC fly ash.
As stated earlier, CFBC ash has high water-adsorption property. It is well known that compressive strength is commonly inversely proportional to water/binder ratio, so it is necessary to make clear whether CFBC ash cementitious system has sufficient compressive strength for concrete production. Figure 4 shows the compressive strength of the coal ash–cement mortars by ages. The compressive strength of the coal ash–cement mortars increases gradually with the curing age, but no significant change was observed from 90 to 180 days. Moreover, the compressive strength of the CFBC ash–cement mortars is considerably higher than that of the PCC fly ash–cement mortars at a given curing age. This may be attributed to the greater pozzolanic activity of CFBC ash as compared with PCC fly ash. The results of Fig. 4 indicate that CFBC ash cementitious system has desirable strength despite the high water demand.

Compressive strength of coal ash–cement mortars by age
3.2 SP-adsorption property
3.2.1 Adsorption kinetics of aliphatic SP in the coal ash–cement pastes
Figure 5 shows the adsorption amount of aliphatic SP in coal ash–cement pastes as a function of time t. It can be seen the adsorption of aliphatic SP in the CFBC ash–cement pastes is greater than that in the PCC fly ash–cement pastes. The surface characteristics of CFBC ash along with the high unburnt carbon content in the CFBC ash may contribute to high adsorption of aliphatic SP in the CFBC ash–cement pastes system.

Adsorption of aliphatic SP versus time in coal ash–cement pastes
The general trend shows the adsorption amount increases with time. The adsorption rate (i.e. the slope of the curve), however, reduces with time. No significant change was observed from 120 to 150 min. This may be attributed to the initial setting of the pastes which reduces the mobility of SP. It is concluded the adsorption of aliphatic SP in coal ash–cement pastes can be reasonably captured and described within the first 150 min.
3.2.2 Effect of ash-to-cement ratio on the adsorption of aliphatic SP
Figure 6 shows the effect of ash-to-cement ratio on the adsorption of aliphatic SP. The adsorption of aliphatic SP in coal ash–cement pastes increases with ash-to-cement ratio. This may be attributed to the higher amount of unburnt carbon in coal ashes as compared with that in cement. With increase of ash-to-cement ratio, more unburnt carbon is available in the paste which adsorbs water-reducing agents. For a given ash-to-cement ratio, the CFBC ash–cement pastes has higher adsorption of the aliphatic SP than the PCC fly ash–cement pastes.

Effect of ash-to-cement ratio on the adsorption of aliphatic SP
3.3 Workability of the coal ash–cement pastes with aliphatic SP
The measured slump flow of the ash–cement pastes at the pre-determined time interval up to 90 min was plotted against time as shown in Fig. 7. The slump flow of PCC fly ash–cement pastes is higher than that of the CFBC ash–cement pastes. The loss of slump flow is greater in the CFBC ash–cement as compared with that in the PCC fly ash–cement pastes.

Loss of slump flow in ash–cement pastes
This may be partly attributed to the high water demand of CFBC ash as shown in Fig. 3, which reduces the free water in paste. Next, high amount of unburnt carbon in CFBC ash can adsorb and trap aliphatic SP, which diminishes the efficiency of water-reducer.
From the aforementioned results, CFBC ash and PCC fly ash have completely different effect on the flowability of cement pastes. It is thus necessary to make clear the forming conditions of the coal ash to be used. CFBC fly ash and PCC fly ash commonly have similar appearance, so it is very possible to mistake CFBC fly ash for PCC fly ash. From the results of Figs. 1, 2, the simplest identification methods are to test the XRD pattern or SEM photograph of one coal ash.
In many cases, the common supplementary cementitious materials including PCC fly ash and blast furnace slag are not available for concrete production. The potential loss on workability and the high water demand of CFBC ash have a negative effect on its utilization; however, CFBC ash–cement pastes have a great advantage, namely, desirable compressive strength.
Coal ash is commonly used as supplementary material in concrete production. PCC fly ash has been widely used for this purpose and the correlative standards have been established. Both CFBC ash and PCC fly ash are generated from the combustion of coal. As a result, they have general characters although there are some differences. This work confirms that CFBC ash can be potentially used as supplementary cementitious material in concrete production, but the mix design of CFBC ash concrete needs to be adjusted such as increasing the dosage of water-reducer. It seems that it is suitable for CFBC ash to be used for the production of the concrete needing low flowability including road basement material and roller compacted concrete.
4 Conclusions
-
(1)
The water-adsorption property of CFBC ash–cement pastes is significantly greater than that of PCC fly ash–cement pastes. In addition, CFBC ash–cement pastes possess higher adsorption ability of aliphatic SP than PCC fly ash–cement pastes and the adsorption increases with the increase of ash replacement ratio.
-
(2)
CFBC ash–cement pastes show lower slump flow and higher loss of slump flow as compared with PCC fly ash–cement pastes.
-
(3)
CFBC ash can be potentially used as supplementary cementitious material in concrete production, but the mix design of CFBC ash concrete needs to be appropriately adjusted.
References
Baltrus JP, Lacount RB (2001) Measurement of adsorption of air-entraining admixture on fly ash in concrete and cement. Cem Concr Res 31(5):819–824
Burgos-Montes O, Palacios M, Rivilla P, Puertas F (2012) Compatibility between superplasticizer admixtures and cements with mineral additions. Constr Build Mater 31(6):300–309
Chindaprasirt P, Rattanasak U (2010) Utilization of blended fluidized bed combustion (FBC) ash and pulverized coal combustion (PCC) fly ash in geopolymer. Waste Manag 30(4):667–672
Gunka V, Pyshyev S (2014) Lignite oxidative desulphurization. Int J Coal Sci Technol 1(1):62–69
Li XG, Chen QB, Huang KZ (2012) Cementitious properties and hydration mechanism of circulating fluidized bed combustion (CFBC) desulfurization ashes. Constr Build Mater 36:182–187
Ni MJ, Li C, Fang MX, Wang QH, Luo ZY, Cen KF (2014) Research on coal staged conversion poly-generation system based on fluidized bed. Int J Coal Sci Technol 1(1):39–45
Qian JS, Zheng HW, Song YM, Wang Z, Ji XK (2008) Special properties of fly ash and slag of fluidized bed coal combustion. J Chin Ceram Soc 36(10):1396–1400
Sheng GH, Li Q, Zhai JP (2012) Investigation on the hydration of CFBC fly ash. Fuel 98:61–66
Singh NB, Dwivedi MP, Singh NP (1992) Effect of superplasticizer on the hydration of a mixture of white Portland cement and fly ash. Cem Concr Res 22(1):121–128
Song YM, Guo CC, Qian JS, Wang ZJ, Wang Z (2015) Effect of autoclave curing on hydration of anhydrite in CFBC fly ash. Mag Concr Res 66(1):1–8
Tao XX, Xu N, Xie MH, Tang LF (2014) Progress of the technique of coal microwave desulfurization. Int J Coal Sci Technol 1(1):113–128
Termkhajornkit P, Nawa T (2004) The fluidity of fly ash–cement paste containing naphthalene sulfonate superplasticizer. Cem Concr Res 34(6):1017–1024
Wang B, Song YM (2013) Methods for the control of volume stability of sulfur-rich CFBC ash cementitious system. Mag Concr Res 65(1):1–5
Zheng HW, Wang ZJ, Qian JS, Song YM, Wang Z (2009) Pozzolanic reaction kinetics of coal ashes. J Wuhan Univ Technol-Mater Sci Ed 24(3):488–493
Acknowledgments
The authors gratefully acknowledge and greatly appreciate the support of the National Nature Science Foundation of China (51272222).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Wang, Z., Song, Y. Adsorption properties of CFBC ash–cement pastes as compared with PCC fly ash–cement pastes. Int J Coal Sci Technol 3, 62–67 (2016). https://doi.org/10.1007/s40789-016-0103-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40789-016-0103-8