
Abstract
Adoption of powder-in-tube method to fabricate superconducting wire can realize a large application of Nb3Al prepared by powder metallurgy. Powder metallurgy was used to synthesize Nb3Al under various heat-treatment conditions, annealing temperature was varied from 700 to 1,000 °C and heating time was varied from 10 to 50 h. X-ray diffraction patterns reveal that a reaction between Nb and Al took place and formed NbAl3 phase. Under current heat-treatment conditions (annealing temperature was varied from 700 to 1,000 °C and heating time was varied from 10 to 50 h), NbAl3 was so stable that it did not further react with the unreacted Nb and was not sensitive to the heat-treatment condition. By mechanical alloying, adoption of high-energy ball milling significantly decreases particle size and enhances surface free energy, which promotes the formation of Nb3Al phase. X-ray diffraction patterns indicate that relatively pure Nb3Al phase was obtained under the same heat-treatment condition. Energy-dispersive X-ray analysis measurement demonstrates that the obtained samples were close to the right stoichiometry of A15 structure Nb3Al.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
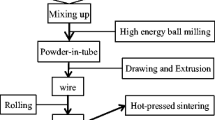
With development of modern transportation and pursuit of high speed in various vehicles, superconducting maglev is promising in taking an important role in the future transportation system. Selection of a proper superconducting wire is vital in fabrication of superconducting magnet. Nb3Al, due to its excellent superconducting properties, has drawn comprehensive attention since 1980s [1, 2]. A15 structure materials are famous for their superconductivities and Nb3Al has the higher critical temperature among all the A15 structure materials [3, 4]. Furthermore, high value of critical current density (Jc) under high applied field makes it a promising substitution material for the fabrication of high-field magnet. The current existing fabrication method, powder-in-tube (PIT), makes it possible for a large-scale application of Nb3Al prepared by powder metallurgy.
In International Thermonuclear Experimental Reactor (ITER) [5], compared with the well-developed Nb3Sn, Nb3Al possesses better stress/strain tolerance. This makes it an ideal choice for the fabrication of the toroidal field (TF) coil in terms of the large size of the D-shape TF [6, 7]. At the moment, the relatively successful methods to prepare Nb3Al wire are restricted to high-temperature methods, because of the difficulty of the phase formation. Therefore, in order to acquire Nb3Al in the right stoichiometry, high-temperature generation specialized instruments are needed, such as RHQT [8]. In this work, powder metallurgy was used to synthesize Nb3Al and the effect of mechanical alloying on the phase formation was investigated.
2 Methods
The experimental process includes into two parts. In the first part, normal hand grinding method was used to mill the Nb, Al powder. The mole ratio of Nb/Al = 3/1 was weighed, placed in an agate mortar and pestle, and mixed by gentle hand grinding for 0.5 h. The mixtures were pressed into round pellet with a diameter of 11.5 mm and a thickness of 1.5 mm using hardened steel die with uniaxial 12 MPa pressure. Then, the pellet was sealed into a vacuum-fused quartz tube with a vacuum degree of 5.5 × 10−3 Pa. Finally, the samples were heat treated in a tube furnace and argon was vented to avoid permeability or leakage.
In the second part, mechanical alloying was adopted and a SPEX [9] mixer 8000 high-energy mill was used. All other experimental procedures were the same.
The crystal structure was studied by powder X-ray diffraction (XRD) using an X’Pert MRD diffractometer with Cu Kα radiation. All observed reflections were indexed. Lattice constants were determined from LeBail refinements. Microstructure and composition of the sample were analyzed using a field emission scanning electron microscope (FESEM) equipped with an energy-dispersive X-ray analysis (EDX). DC magnetization was measured with a SQUID magnetometer (MPMS, Quantum Design) and resistivity measurements were performed with a physical property measurement system (PPMS, Quantum Design).
3 Results and discussion
Figure 1 shows the XRD patterns of Nb/Al reaction samples sintered at 800 °C for different times. It can be observed that the main phases can be indexed as NbAl3 and Nb. According to the phase diagram, Nb is inferred as the α-Nb which is the Nb-rich solid solution of aluminum in niobium. Figure 2 shows the XRD patterns of the samples sintered for 10 h at different sintering temperatures. Compared with the data of Fig. 1, it is obvious that both the changes of temperature and extension of heating duration make no difference to the resultant phase formation. Figure 2 shows the XRD patterns of the samples sintered for 10 h at different sintering temperatures. By comparison, it is apparent that either the change of temperature or extension of heating duration makes no difference to the resultant phase formation.

XRD patterns of samples sintered at 800 °C

XRD pattern of samples sintered at 10 h for different temperatures
Thus, it is concluded that the reaction between Nb and Al results in the formation of NbAl3 under the selected heat-treatment conditions. Furthermore, NbAl3 is the most thermodynamically stable of the Nb–Al intermediate phases and so the kinetics of conversion to Nb3Al by reaction with Nb can be expected to be slog. Consequently, it is concluded that, in the range of 800–1,000 °C, the temperature and duration of heat treatment are not the controlling factors of the formation of Nb3Al.
The SEM image of sample sintered at 800 °C for 50 h is displayed in Fig. 3. It can be seen from the picture that the sample is very porous and the size of the biggest grain in this field of view is more than 10 μm. The very coarse morphology of the sample would give the diffusion reaction a very long diffusion distance. Considering the very high formation enthalpy [9] of Nb3Al, the long diffusion distance between the two grains makes it impossible for the formation of Nb3Al using hand milling. The EDX data on grains (see Table 1) support the conclusion that the big grains are NbAl3.

SEM image for the sample sintered at 800 °C for 50 h
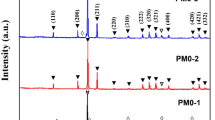
Figure 4 shows the XRD patterns of Nb3Al samples prepared for different spex milling and sintering times at 900 °C. The main phase can be indexed as the A15 structure Nb3Al. The high-purity Nb3Al sample was obtained when the spex milling time reached to 5 h, and spex milling for 10 h and sintering for 10 h gave the optimal sample. The sample that was spex milled for only 3 h contained a great quantity of Nb. This can be explained by short spex milling time; the Nb/Al powders lacked enough extra driving forces for diffusion reaction. Furthermore, it can be seen from all the four patterns that no NbAl3 phase was found, thus indicating that spex milling is effective in increasing the activity of the two powders by improving the mixing and reducing the diffusion distance.

XRD patterns of the samples prepared for different milling and sintering times at 900 °C
Figure 5 shows the temperature dependence of magnetization for the sample spex milled for 5 h and sintered for 20 h, and the critical temperature (Tconset) is 14.2 K which is 4 K lower than the optimal value. The impurity phases and the porous microstructure may give rise to the poor superconducting property, although little impurity phase was indexed from the XRD patterns. It should be noted that no superconducting transition of Nb was detected, which further confirms that the Nb has sufficiently reacted. However, it is important to realize that the Nb3Al single phase range is relatively wide according to the phase diagram. In addition, the heat-treatment temperature selected in this work can only give an Nb3Al sample with the stoichiometry of only 20 at.% Al. Therefore, the deviation from the right stoichiometric concentration of Aluminum may be another reason that accounts for the low Tc of the sample, though the sample is an almost-pure single phase as the XRD reflects.

The temperature dependence of magnetization for the Nb3Al sample, and inset shows the enlarged view of the superconducting transition
4 Conclusions
-
1.
The composition of Nb/Al powder used in the experiment is not in the Nb3Al solid solution homogeneity region in phase diagram of Nb–Al binary alloy, but the as-grown sample appears to be single phase.
-
2.
800 ºC is not adequate in terms of kinetics for the equilibration of Nb3Al phase formation.
-
3.
Spex milling is effective in increasing activity of the powders by improving the mixing of the powders, simultaneously reducing the diffusion distance. By adoption of spex milling and the conventional PIT method, fabrication of Nb3Al magnet under low temperature can be realized.
-
4.
The impurities and the deviation of the right stoichiometric concentration of aluminum in Nb3Al are probably responsible for the poor quality of superconducting transition.
-
5.
Combination of spex milling and the PIT method may be one of the solutions to prepare Nb3Al wire under low temperature in the future.
References
Yamada Y, Ayai N (1999) Development of Nb3Al superconductors for International Thermonuclear Experimental Reactor (ITER). Cryogenics 39:115–122
Koizumi N, Takeuchi T, Okuno K (2005) Development of advanced Nb3Al superconductors for a fusion demo plant. Nucl Fusion 45:431–438
Takeuchi T (2000) Nb3Al conductors for high-field applications. Supercond Sci Technol 13:R101–R119
Okuno K, Shikov A, Koizumi N (2004) Superconducting magnet system in a fusion reactor. J Nucl Mater 329–333:141–147
Seeber B (2007) Critical current of a Nb3Sn bronze route conductor under uniaxial tensile and transverse compressive stress. Supercond Sci Technol 20:S184–S188
Ando T (1996) Design consideration of the ITER-TF coil with a react-and-wind technique using Nb3Al conductor. IEEE Trans Magn 32:2324–2327
Fukuzaki T, Takeuchi T, Banno N (2002) Effect of rapid heating, quenching and transformation conditions on the superconducting properties and microstructure of Jelly-Roll processed Nb3Al superconductors. Supercond Sci Technol 15:1404–1409
Koizumi N, Ando T, Sugimoto M et al (1998) Development of a 13-T and 40-kA Nb3Al conductor for toroidal coils of fusion reactors. Fusion Eng Des 41:277–281
Calka A, Wexler D, Zhou J et al (1998) Mechano-synthesis of niobium–aluminum superconductors for the high field applications. Mater Sci Forum 269–272:1043–1048
Acknowledgments
This work was supported by the National Magnetic Confinement Fusion Science Program (Grant No. 2011GB112001), the Program of International S&T Cooperation (Grant No. 2013DFA51050), the National Natural Science Foundation of China (Grant Nos. 11104224, 11004162, 51377138, and 51302224), the Research Fund for the Doctoral Program of Higher Education of China (Grant No. 20110184120029), the Fundamental Research Funds for the Central Universities (Grant Nos. 2682013ZT16, SWJTU11ZT31, 2682013CX004, and SWJTU11BR063), and the Science Foundation of Sichuan Province (Grant Nos. 2011JY0031 and 2011JY0130).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under license to BioMed Central Ltd.Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Liu, Z., Chen, Y., Du, L. et al. Preparation of Nb3Al superconductor by powder metallurgy and effect of mechanical alloying on the phase formation. J. Mod. Transport. 22, 55–58 (2014). https://doi.org/10.1007/s40534-014-0036-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40534-014-0036-0