
Abstract
Carburized steel grades are widely used in applications where high surface near hardness is required in combination with good core toughness as well as high strength and fatigue resistance. The process of carburizing lower to medium carbon containing steel can generally provide this combination of properties and has been practiced for several decades. Such steel is essential in the vehicle power-train, machines and power generation equipment. However, the increasing performance demands by such applications as well as economical considerations forced steel producers to develop better alloys and fabricators to design more efficient manufacturing processes. The present paper describes recent concepts for alloy design optimization of carburizing steel and demonstrates the forthcoming beneficial consequences with regard to manufacturing processes and final properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Motivation for optimizing carburizing steel
Case carburizing steels (alternatively known as case hardening steels) are widely used in applications where high surface-near hardness is required in combination with good core toughness as well as high strength and fatigue resistance. These steels have been the material of choice for several decades to manufacture components like gears, shafts or bearings. Depending on the application and the component size the following alloy systems have been established:
-
(i)
Chromium steels for smaller components when only low hardenability is required.
-
(ii)
Manganese-chromium steels with medium hardenability for passenger vehicle components.
-
(iii)
Chromium-molybdenum steels with medium/high hardenability for passenger and commercial vehicle components.
-
(iv)
Chromium-nickel-molybdenum steels with high hardenability for severely loaded machinery and commercial vehicle components.
-
(v)
Nickel-chromium steels with high hardenability for components with extraordinary toughness requirements.
Within these alloy systems, standardized steel grades are available in different major markets offering a guaranteed spectrum of mechanical properties. Case hardening steels have reached a high degree of technical maturity, which is due to the materials specification as well as a high standard in processing [1]. The manufacturing of a component involves a complex sequence of individual forming, machining and heat treatment operations including the actual case hardening treatment (see Fig. 1). During case carburizing the component is heated to a temperature in the austenite range in presence of a carbon containing gas atmosphere. Most of the established industrial processes limit this temperature to 950 °C. During extended holding under these conditions carbon diffuses into the surface-near layer. With the holding time increased, the diffusion depth increases. At the end of the diffusion time a concentration profile of carbon above that of the pre-existing carbon in the steel is established with the highest carbon level close to the surface. Subsequent quenching from austenite results in the formation of a hard surface layer with martensitic microstructure, especially in the carburized layer. Deeper inside the material bainitic or ferritic-pearlitic microstructure develops due to the lower carbon content as well as the reduced cooling rate. With regard to the carburizing treatment surface hardness, case depth and core hardness are characteristic criteria that are typically specified. After carburizing and quenching, annealing at moderate temperatures can be optionally applied facilitating hard machining such as grinding.

Typical processing sequences for manufacturing of case carburized components
In recent years increasing application related demands towards case carburized components indicated some shortcomings of existing alloys [2]. For instance, large gear in high-power windmills regularly showed unexpected and early failure due to gear tooth breakage or pitting damage on gear flanges [3, 4]. Such catastrophic failure requires a complete exchange of the gearbox involving high replacement cost as well as loss of operational income due to downtime of the facility.
In the vehicle industry, several new challenges have arisen all with the aim of reducing fuel consumption and lowering emissions. Light weighting of passenger car bodies has a high priority in that respect but also weight reduction of powertrain components is increasingly being addressed. However, when a gearbox could be designed to smaller size, thus achieving lower weight, the specific operational load on the individual components will increase. Another fuel reducing trend is downsizing of the engine, which typically goes along with turbo charging. However, the characteristic of a turbo-charged engine is an instantly much higher torque applying over the entire window of operation as compared to a naturally aspirated engine that is building up torque more gradually. Consequently the specific load on gearbox components increases significantly with turbo-charged engines.
Gearboxes of commercial vehicles are standardly being exposed to high specific loads caused by input torque of up to 3 500 N·m. The competitive advantage of guaranteeing a longer lifetime of the gearbox has become a driving force for material improvement. Transmission producers have raised the lifetime guarantee in some cases to over \( 1.0 \times 10^{6} \) km. In addition, truck gearboxes can experience severely increased operational temperatures for short time periods when driving under high load with insufficient cooling [1]. The increased temperature can become high enough to cause softening of case carburized steel due to tempering effects. This softening lowers the load bearing capability of the gear and likely negatively alters the friction and wear properties at the surface. This same problem has been also observed as a cause of gearbox failure in windmills.
Any possible technical improvement, however, will always be judged against its cost. Considering the typical cost structure of an automotive gear unit (see Fig. 2), it is obvious that material and heat treatment has the largest impact. Besides those, machining also significantly contributes to the cost structure.

Typical cost structure for manufacturing of a gear unit
With regard to the material cost, the contribution of alloying elements is the most relevant. While manganese and chromium are relatively cheap, molybdenum and chromium are more costly. In general, the price of these alloying elements is not stable but subjected to volatility depending on the global supply-demand situation. There have been attempts to lower alloy cost of carburizing steels by replacing more expensive Cr-Mo or Cr-Mo-Ni steels by lower cost Cr-Mn steels. In some cases microalloying with boron has been applied to boost hardenability at comparably low cost. However, such alloy substitution always has to be checked against the service performance. It makes no sense saving alloy cost in first place when the result is a lower performance during service and forthcoming high repair and downtime cost exceeding the initial saving.
Considerable efficiency gains are possible by optimizing the carburizing heat treatment. When raising the carburizing temperature above the established upper limit of 950 °C, the diffusion speed of carbon increases and thus the treatment time to achieve the specified case depth decreases [5, 6]. Since carburizing is a batch process, more batches can be moved through a given furnace system per time unit, which ultimately can reduce the total number of heat treatment units required, and thus save capital investment. Table 1 indicates the efficiency gain for the carburizing treatment as well as the total heat treatment cycle in a vacuum carburization system. By raising the carburizing temperature from 930 °C to 1 030 °C, the diffusion time is reduced by 65% and the total cycle time is still 40% shorter [7]. It must be noted, however, that for raising the carburizing temperature to such higher level dedicated furnace equipment is needed. Furthermore, the steel subjected to the elevated temperature must resist excessive grain coarsening.
Another important cost-related aspect is due to quench distortion after carburizing. Such distortions need to be corrected by hard machining. This straightening operation requires additional processing time, rather expensive tooling and also removes part of the hard case.
2 Objectives for alloy improvement
According to the challenges outlined above, the present paper will indicate some recently achieved improvements of case carburizing steel alloys focusing on the following targets:
-
(i)
Development of an innovative alloy providing a better service performance than that of the European premium grade 18CrNiMo7-6;
-
(ii)
Development of a cost reduced alloy providing a similar service performance like that of the European premium grade 18CrNiMo7-6;
-
(iii)
Development of alloy concepts allowing high temperature carburization;
-
(iv)
Reduction of distortion after quenching;
-
(v)
Possibility of additional plasma nitriding after case carburizing.
This approach involves detailed knowledge of metallurgical effects of the individual alloying elements always to be considered in relation to the processing conditions during manufacturing. Some principal aspects of alloying concepts will be summarized in the following.
3 Alloy concepts for high hardenability and tempering resistance
Hardenability of a case carburizing steel has a decisive influence on the properties related to manufacturing and machining of transmission components. High hardenability of the case carburizing steels results in more favorable shrinking behavior, leading again to a more uniform distortion during case hardening. This makes manufacturing more predictable and reproducible. Properties such as tooth root fatigue strength and tooth flank load capacity are determined by the surface hardness, case hardening depth, and core strength. Particularly the core strength of transmission components is directly related to hardenability, which again is controlled by the alloy concept.
Carbon is the most effective element with regard to hardenability (see Fig. 3). The increased carbon content in the carburized layer by itself provides good hardenability. However, the carbon level in the base steel is limited to allow for good impact toughness. Thus other alloying elements must be added for obtaining high core hardness (strength). Molybdenum, chromium and manganese are very powerful in providing increased hardenability. Manganese is used for less demanding applications due to its comparably low cost. Additions of chromium and molybdenum to carbon-manganese base steel offer the best hardenability and are used for more demanding applications. Nickel alloying provides moderate increase in hardenability, yet the main reason for its addition is improving toughness. Higher additions of nickel can cause stabilization of retained austenite, especially in the carbon-enriched surface-near area, resulting in reduced strength and wear resistance.

Influence of single alloying elements on the increase of the hardenable diameter using Grange’s technique [8]
For cost reduction reasons alloys using higher manganese and chromium additions, eventually combined with boron microalloying have been favored for many gear applications. However, such cost reduced alloy concepts, although providing good hardenability, have limitation in terms of toughness and tempering resistance. Besides, the prevention of intergranular oxidation requires Mn, Cr and also Si levels to be reduced. In the other extreme alloy producers have developed richly alloyed steels for those applications where transmission failure causes high replacement and outage costs. An example is 15NiMoCr10-4 (C:0.15%, Si:1.1%, Cr:1%, Mo:2% and Ni:2.5%), which is used in high-end applications, e.g., in aerospace or formula-1 gear. However, such steel requires special melting technology and is not widely available. Comparing this steel to another high-Ni steel (14NiCrMo13-4) the increase of the molybdenum content from 0.25% to 2.0% brings about a significant improvement of hardenability, surface hardness and also tempering resistance (see Fig. 4).

Hardness loss of the carburized case after exposure (2 h) to elevated temperature in low-molybdenum and high-molybdenum alloyed steels [9]
When the as-quenched microstructure after carburizing is exposed to elevated temperature, be it during service or during an additional heat treatment, the original hardness is rapidly reduced due to tempering effects (see Fig. 4). This loss of hardness is acceptable only within strict limits, as it will reduce fatigue endurance during service otherwise. Therefore the temperature window for tempering treatments in industrial manufacturing is typically set to 160–170 °C for a time period of approximately 2 h. When the temperature reaches higher values, for instance under uncontrolled service conditions, the surface hardness can drop to an unacceptably low level. In such cases steel with increased tempering resistance is required. Particularly higher molybdenum content results in a significant increase of tempering resistance and, thus, a significantly reduced hardness loss.
4 Alloy concepts for grain size control and high temperature carburizing
The carburizing treatment exposes steel to high temperature for long time. At carburizing temperature steel is in the austenitic phase allowing efficient in-diffusion of carbon from the surrounding atmosphere. However, with increasing time and temperature, austenite grains tend to grow in size. This grain growth has negative consequences with regard to the properties of the steel after quenching. Although quenching leads to phase transformation into martensite or bainite, the prior austenite grain size (PAGS) is still reflected in the transformed microstructure. Coarser PAGS results in lower yield strength, lower toughness, increased ductile-to-brittle transition temperature and larger residual stresses. Secondary negative consequences are reduced fatigue resistance and shape distortion after quenching requiring additional hard machining efforts. Particularly detrimental in this respect is a bi-modal grain size distribution comprising smaller and larger grains together. Current industry standards therefore impose restrictions to the size and volume share of large prior austenite grains.
The metallurgical approach to avoiding excessive austenite grain coarsening during carburizing treatments is to restrict austenite grain boundary motion by dispersing small particles in the steel matrix [10–16]. These particles have the potential of pinning the austenite grain boundary. The size of the particles should be below 100 nm to have grain boundary pinning potential. Furthermore, the particles should not easily dissolve at carburizing temperature. In traditional carburizing steel, aluminum nitride (AlN) particles take this function. Aluminum and nitrogen are standardly present in steel as a result of steel making practices. The best grain coarsening resistance is achieved when both elements are present in the stoichiometric ratio of AlN, i.e., an Al:N weight ratio of 2:1. With this Al:N ratio and a sufficiently fine dispersion of these particles, which depends also on the processing history prior to carburizing, grain coarsening is obstructed up to 980 °C. For longer carburizing time this limit temperature is rather lower. The appropriate addition of stronger nitride and carbide forming elements such as titanium and niobium was found to raise the grain coarsening temperature considerably. With the addition of 0.025% Ti and preferably sub-stochiometric to nitrogen (Ti:N <3.4) the onset of grain coarsening occurs above 1 100 °C (see Fig. 5). However, targeting the titanium addition to the optimum range (maximum grain coarsening resistance) is difficult in day-to-day steelmaking practice. A similar effect is observed for an addition of 0.05% Nb. Much more stable high temperature resistance is yet obtained with a combined addition of Nb and Ti, which can raise the grain coarsening temperature to over 1 200 °C. As such long carburizing duration at a limit temperature of 1 050 °C offered by modern equipment becomes feasible. Co-addition of molybdenum is considered to further improve the dispersion of grain growth inhibiting nano-sized particles. Besides, larger atoms such as molybdenum and niobium when in solid solution segregate to the austenite grain boundary and exert strong solute drag. Hence Nb and Ti microalloyed carburizing steel allows taking advantage of the possibility of high temperature carburization and the forthcoming reduction of treatment cycle time (see Table 1). The cost savings, which can be realized by the shorter treatment cycle, clearly outweigh the alloy cost for Nb and Ti.

Effect of microalloy additions on the temperature of initial grain coarsening in case carburizing steel grade 16MnCr105 [10]
5 Design of carburizing steel alloy variants for optimized properties and advanced processing
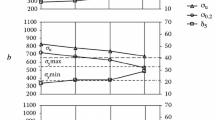
Based on the individual and synergetic effects of alloying elements described before, the intended processing route and the desired property profile, two modified alloy concepts have been designed (see Table 2) for a full scale production trial including gear running tests [17, 18]. One developed alloy design (variant \( V_{1} \)) is aiming for higher performance than that of 18CrNiMo7-6 at similar alloy cost. The content of carbon is increased for higher maximum hardness. The higher molybdenum content provides additional hardenability and tempering resistance. The nickel content is reduced for avoiding retained austenite formation and to reduce cost. The other developed alloy design (variant \( V_{2} \)) has a lower total alloy cost than 18CrNiMo7-6, yet aiming for similar performance. In both concepts niobium microalloying is applied for austenite grain size control. The achieved mechanical properties of both developed case-carburizing steels obtained after heat treatment indeed correspond to the postulated expectations (see Fig. 6 and Table 3). The hardenability behavior of variant \( V_{1} \) is superior to that of 18CrNiMo17-6, whereas that of variant \( V_{2} \) is within the hardenability range of the reference. After an austenitizing treatment at 880 °C for 2 h followed by quenching in oil and holding at 180° for 2 h, variant \( V_{1} \) shows clearly better tensile and fatigue strength while variant \( V_{2} \) nearly exactly matches the strength of the reference grade. The toughness of both developed steels is, as expected, lower than that of 18CrNiMo7-6 in the first place due to the reduced nickel alloy content, yet remains still on a good level. The higher carbon content in variant \( V_{1} \) leads to a further toughness reduction. Grain refinement by Nb microalloying on the contrary has the potential of improving toughness [19].

Blind hardening behavior by Jominy method for the two modified steel grades in comparison to the standard high hardenability grade 18CrNiMo7-6
6 Suitability of alloy variants for advanced manufacturing processes
With regard to advanced manufacturing processes such as high temperature carburizing as well as additional plasma nitriding of the carburized steel, the austenite grain coarsening resistance and the anti softening resistance have been investigated. In several carburizing treatments, temperatures were varied up to 1 050 °C and treatment time up to 25 h was applied. The steels were FP treated before carburizing. The efficiency of the microalloying concept against grain coarsening becomes evident for an exemplary treatment condition of 1 030 °C and 25 h (see Fig. 7). Under this demanding condition the standard 18CrNiMo7-6 develops a bimodal grain size distribution with a fraction of very coarse grains below ASTM3, which is not permissible according to standards. On the contrary, the microalloyed variant exhibits no grains coarser than ASTM5 and an in general much finer average grain size as well as narrower grain size scatter. Thus the microalloyed variant is suitable for high temperature carburizing.

Prior austenite grain size distribution in standard 18CrNiMo7-6 steel and a microalloyed variant after carburizing treatment at 1 030 °C for 25 h
This suitability is also demonstrated by the cumulative frequency of prior austenite grain sizes in a microalloyed variant treated at temperature up to 1 050 °C (see Fig. 8). There is virtually no difference in the size distribution between standard conditions (950 °C) and high temperature carburizing. The grain size being in the range of ASTM 7–9 can be considered as particularly fine and the scattering range is small. A small grain size scattering range also results in more limited quench distortion and hence reduced straightening effort [20].

Prior austenite grain size distribution in a microalloyed variant of 18CrNiMo7-6 steel after different carburizing conditions
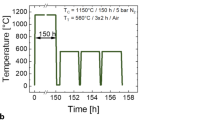
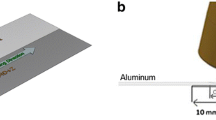
In pulsed plasma nitriding the sputtering of nitrogen atoms into the surface-near area leads to an additional hardness boost and introduces compressive stresses. The processing temperature for plasma nitriding can range between 350 °C and 570 °C depending on the material. The duration of the process ranges from 10 min to 70 h. The typical layer thicknesses are between 0.1 mm and 0.7 mm. Applying this technology to already carburized steel requires that the softening under the conditions of plasma nitriding remains limited. On the current variants \( V_{1} \) and \( V_{2} \) the possibility of plasma nitriding was tested at treatment temperatures of 400 °C and 440 °C for the duration of 10 h (see Table 4). The steels were carburized at 1 030 °C before plasma nitriding. Variant \( V_{1} \) was cooled at \( - 70 \) °C for 2 h after quenching (180 °C/oil) to convert retained austenite into martensite. Both steel variants were tempered at 200 °C for 2 h. The surface hardness after quenching is similar in the two variants. However, the core hardness is considerably higher in variant \( V_{1} \). Tempering results in a loss of surface hardness in both variants as expected. The core hardness of variant \( V_{1} \) is also reduced while that of variant \( V_{2} \) is slightly increased, which can be explained by a bake-hardening effect that occurs in steels with carbon content up to around 0.2%. The plasma nitriding treatment results in a very high surface hardness in variant \( V_{1} \) for both nitriding temperatures reaching around 1000HV1. However, a significant hardness drop is observed in the high-carbon layer immediately below the nitride zone due to tempering effects (see Fig. 9). Towards the core, hardness difference between the two treatments becomes smaller. The depth at which the hardness drops below 550HV1 is reduced by around 50% after nitriding at 400 °C and becomes definitely too small after treatment at 440 °C. Thus, it can be concluded that variant \( V_{1} \) is suitable for combined carburizing and plasma nitriding process with a temperature limit of 400 °C. A further increased addition of molybdenum above the current level of 0.5% would certainly increase the suitability for the combined carburizing and plasma nitriding process of this alloy. In variant \( V_{2} \) surface hardness is increased only slightly after nitriding at 400 °C and even drastically reduced after performing the treatment at 440 °C. This alloy is hence clearly not suitable for the combined carburizing and plasma nitriding process.

Hardness depth scans of steel variant \( V_{1} \) after the standard carburizing treatment and after additional plasma nitriding treatment (microstructure of the plasma nitriding sample)
7 Performance of alloy variants under operating conditions
Operational performance of the developed steel variants \( V_{1} \) and \( V_{2} \) was tested and benchmarked at FZG TU Munich, Germany using a standard method as described in Refs. [21, 22]. The tooth root load-carrying capacity was tested in a pulsator rig. Investigations on the flank load carrying capacity were performed by running tests on a back-to-back gear test rig according to DIN ISO 14635-1. The test gears for these investigations were case hardened at 1 030 °C after gear milling. Subsequent to case carburizing, the test gears were mechanically cleaned by shot blasting. The flanks as well as the tooth roots of the test gears for the investigations on the tooth root bending strength were not ground. For the running tests, gear wheels with a module of 5 mm and a gear ratio of 17/18 were used. This test gear is typical for the examination of the pitting load capacity. The tooth root load-carrying capacity is one of the determining factors in gear design. Besides the strength of the material itself, the existing state of stress (load induced stresses and residual stresses) significantly influences the tooth root load-carrying capacity. The mechanical cleaning procedure by shot blasting as used in this test program introduces compressive stresses in the sub-surface zone and is beneficial to fatigue resistance [21].
A performance benchmark of both developed concepts against the established case carburizing alloys is shown in Fig. 10. In this graphy the grey shaded area indicates the typical performance range of state-of-the-art carburizing grades [23]. Alloy variant \( V_{1} \) ranks on top (quality level ME) of the property field of established alloys according to DIN3990 [5] and is performing better than many higher alloyed steel grades including the reference grade 18CrNiMo7-6. Alloy variant \( V_{2} \) compares well with the state-of-the-art alloys, achieving quality level MQ.

Benchmarking of gear tooth root fatigue strength (\( \sigma_{{{\text{F}},{ \lim }}} \)) of developed case-carburizing steel variants versus established alloys (DIN3990)
The performed gear running tests allowed determining the flank pitting load capacity limits for the two developed steel variants. A benchmark comparison of these data against established case carburizing grades is done in Fig. 11. Alloy variant \( V_{1} \) exhibits a very high pitting endurance limit and clearly outperforms even the best currently available alloys of quality level ME. The pitting endurance limit of alloy variant \( V_{2} \) is situated in the upper region of the established contact stress field for case hardened steels, reaching quality level ME.

Benchmarking of gear tooth flank micropitting strength (\( \sigma_{{{\text{H}},{ \lim }}} \)) of developed case-carburizing steel variants versus established alloys (DIN3990)
The current results suggest that alloy variant \( V_{1} \) has the potential of providing an economically viable solution for highly loaded gear in heavy machinery and vehicles. Its use in vehicle transmission could enable downsizing of components, leading to the reduction of weight. In larger transmissions such as those used in trucks and heavy machinery, its use can help avoiding unexpected failure and extending warranty periods. The results of alloy variant \( V_{2} \) indeed position it as a cost attractive alternative to the established premium grade 18CrNiMo7-6.
8 Enhanced manufacturing opportunities
The fact that high temperature carburizing is possible with such optimized alloy variants not only implicates timesaving for the carburizing process as such but also allows far-going reorganization of the entire manufacturing philosophy. For instance, car producer Volkswagen qualified case hardening of gear components on a production basis at 1 050 °C for 2.5 h instead of at 980 °C for 4 h using case hardening steel VW 4521 (20NiMoCr6-5) with successful completion after 21 months [24]. The steel, which was modified by the addition of 0.03%Nb, proved to have good fine grain stability and was superior to standard steel. In production, the furnace throughput could be increased by about 50%, reducing capital investment into equipment for treating the required production volume. Measurements indicated that dimensional variations and distortion were significantly reduced, resulting in less rework efforts. Experience at transmission producer ZF indicated that increasing the carburization temperature in mass production requires an in-depth approval of processing and application properties of transmission components [25]. For carburizing at 1 050 °C, Nb and Ti microalloyed steels are necessary to prevent grain growth. Gears and shafts require extreme consistency and minimum scatter in dimensional and shape changes. Thus, the distortion characteristics of components and possible consequences for soft and hard machining have to be considered. Furthermore, a fine-grained microstructure of case-hardened parts has to be ensured for good fatigue strength. An even greater economic potential lies in the complete reorganization of the production philosophy as outlined by Heuer et al. [26]. Traditional gear production separates soft machining, heat treatment and hard machining into dedicated areas without continuous material flow. The individual processing operations occur in batches, requiring intermediate buffer zones for storage and transport. An advanced production philosophy relies on the continuous flow of individual gear pieces and grouping the processing steps into an integrated production cell. However, this approach requires the synchronization between the rather different processing times with carburizing being the bottleneck. The carburizing cycle can be accelerated drastically by application of the innovative “high-temperature low-pressure carburizing” process including high pressure gas quenching using advanced multi-zone furnace equipment. For a given case depth of 0.65 mm, the cycle time is reduced from 180 min to 40 min when the temperature is raised from 960 °C to 1 050 °C. By this process time reduction, it becomes possible to integrate the heat treatment operation into the gear manufacturing line and to synchronize heat treatment with gear machining allowing individual part cycle time of 10–30 s.
Plasma nitriding has been indicated as an alternative process to case carburizing for producing highly loaded gear components. Especially the extremely high surface hardness and compressive residual stress in the layer promise a high resistance against micropitting. In comparative gear running tests (the same as those in this study) various standardized heat treatment methods (DIN 3990-5) were compared to the pulsed plasma nitriding process [27]. The results shown in Fig. 12 indicate that the gear tooth flank micropitting strength could reach values above level ME (see Fig. 11). However, the gear tooth flank micropitting strength of steel variant \( V_{1} \) after case carburizing performs already better than plasma nitriding steel. Therefore, plasma nitriding would be rather interesting as an additional treatment after case carburizing for gear operating under extreme conditions. As demonstrated by the current study, the steel needs high tempering resistance for providing sufficient core hardness and hardening depth (550HV). Metallurgical measures to achieve this are an increased molybdenum content (>0.5%), secondary precipitation hardening by vanadium microalloying and increased silicon alloying obstructing cementite formation. These measures can apply individually or in combination.

Comparison of established surface hardening processes versus novel plasma nitriding process with regard to achievable gear tooth flank micropitting strength (\( \sigma_{{{\text{H}},{ \lim }}} \))
9 Conclusions
Incremental optimization of processing as well as alloy design has been enabling successive improvements in the cost, quality and performance of case carburized gear components. However, quantum leaps in this respect are possible when alloy design and processing are optimized in a synergistic way. This approach implies a sound knowledge of underlying metallurgical effects particularly with respect to the processing conditions along the manufacturing chain.
The current study has clearly demonstrated that by this approach great improvement with regard to performance under gear running conditions could be achieved without significant alloy cost increase. Dedicated alloying with molybdenum and niobium plays a key role in this approach.
References
Hock S, Mallener H, Sauter J et al (1994) Leistungsfähigkeit von Einsatzstählen und ihre Beeinflussung durch Anlassen. Härterei Technische Mitteilungen HTM 49(2):130–133
Dehner E, Weber F (2007, July) Experience with large, high speed load gears. Gear Technology, July, pp 42–52
Musial W, Butterfield S, McNiff B (2007) Improving wind turbine gearbox reliability. In: Proceeding of European wind energy annual conference, EWEA 2007, 7–10 May, Milan
Hau E (2006) Wind turbines, technologies, application, economics, 2nd edn. Springer, Berlin, pp 305–383
Löser K (2005) Innovative heat treating technologies in the automotive industry. In: Proceedings of steel in cars and trucks 2005. Verlag Stahleisen, Berlin, pp 237–244
Hock S, Kleff J, Kellermann I (2005) Temperature—the key to optimize cost and result in carburizing vehicle driveline parts. In: Proceedings of steel in cars and trucks 2005. Verlag Stahleisen, Berlin, pp 245–255
Hiller G (2014) Advantages of low pressure carburising and high pressure gas quenching technology in manufacturing. Int Heat Treat Surf Eng 8(1):35–41
Grange RA (1973) Estimating the hardenability of carbon steels. Metall Trans 4(10):2231–2244
Gay G (2009) Special steels for new energy sources. European conference on heat treatment, Strasbourg (France)
Huchtemann B, Schüler V (1993) Influencing the austenite grain size of special engineering steels. Thyssen Technische Berichte Heft 1(93):97
Kubota M, Ochi T (2007) Development of anti-coarsening steel for carburizing. Mater Sci Forum 539–543:4855
Leap MJ, Brown EL (2002) Effects of composition and processing on development of grain coarsening resistance in cold forged and carburized steel. Mater Sci Technol 18:945
Kimura T, Kurebayashi Y (2001) Niobium in microalloyed engineering steels, wire rods and case carburized products. In: Proceedings of the international symposium niobium TMS, p 801
Hippenstiel F (2007) Tailored solutions in microalloyed engineering steels for the power transmission industry. Mater Sci Forum 539–543:4131
Alogab KA, Matlock DK, Speer JG et al (2007) The influence of niobium microalloying on austenite grain coarsening behavior of Ti-modified SAE 8620 steel. ISIJ Int 47(2):307
Alogab KA, Matlock DK, Speer JG et al (2007) The effects of heating rate on austenite graingrowth in a Ti-modified SAE 8620 steel with controlled niobium additions. ISIJ Int 47(7):1034
Hippenstiel F, Mohrbacher H (2011) Optimization of molybdenum alloyed carburizing steels by Nb microalloying for large gear applications. In: Proceedings of materials science and technology (MS&T), pp 446–453
Mohrbacher H (2015) Improved gear performance by niobium microalloying of molybdenum-based carburizing steels. In: International conference on advances in metallurgy of long and forged products, pp 59–69
Wang CF, Wang MQ, Shi J et al (2007) Effect of microstructure refinement on the strength and toughness of low alloy martensitic steel. J Mater Sci Technol 23(5):659–664
Randak A, Eberbach R (1969) Einfluß der Austenitkorngrösse auf einige Eigenschaften des Stahles 16MnCr5. HTM Härterei-Technische Mitteilungen 24(3):201
Bretl N, Schurer S, Tobie T et al (2014) Investigations on tooth root bending strength of case hardened gears in the range of high cycle fatigue. Thermal Processing for Gear Solutions, Fall/Winter, p 52
Höhn BR, Stahl K, Schudy J et al (2012) FZG rig-based testing of flank load-carrying capacity internal gears. Gear Technology, June/July, pp 60–69
McVittie D (1999) ISO 6336-5: strength and quality of materials. Gear Technology, January/February, pp 20–23
Klenke K, Kohlmann R, Reinhold P et al (2008) Grain growth behaviour of the case hardening steel 20NiMoCr6-5 + Nb (VW 4521 + Nb) for gear components during high temperature carburization. HTM J Heat Treat Mater 63(5):265–275
Kleff J, Hock S, Kellermann I et al (2005) High temperature carburization-influences on distortion behavior of heavy-duty transmission components. In: Proceedings of the 1st international conference on distortion engineering, Germany, pp 227–234
Heuer V, Löser K, Schmitt G et al (2011) Integration of case hardening into the manufacturing-line: one piece flow. American Gear Manufacturers Association Technical Paper, 11FTM24, October 2011, pp 1–12. ISBN: 978-1-61481-023-0
Strobl V, Gebeshuber A, Müller T et al (2010) New advances and applications in pulsed-plasma nitriding of gear and power train systems. Elektrowärme International 3:221–226
Acknowledgement
The experimental benchmarking tests on both alloy variants were financially supported by the International Molybdenum Association, London (www.imoa.info). The Gear Research Centre (FZG) of the Technical University of Munich is gratefully acknowledged for executing the experimental tests. Dr. Frank Hippenstiel of BGH Siegen kindly provided the tested steel materials.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Mohrbacher, H. Metallurgical concepts for optimized processing and properties of carburizing steel. Adv. Manuf. 4, 105–114 (2016). https://doi.org/10.1007/s40436-016-0142-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-016-0142-9