
Abstract
The Ni-Fe alloy consumable that applies to the welding of 9% nickel steel for LNG storage tanks is highly susceptible to solidification cracks. To evaluate susceptibilities such as the brittleness temperature range (BTR), a Trans-Varestraint test is generally conducted. However, it is difficult to evaluate the minimum strain value for the BTR and the real temperature at both ends of a solidification crack in a conventional Trans-Varestraint test because these values are measured indirectly. In this study, we propose determining the temperature range by conducting in-situ observations during a Trans-Varestraint test using a high-speed camera and two-color pyrometry so that the temperature range can be measured directly from the temperatures at both ends of the crack. Furthermore, we measured the augmented strain from the time elapsed since the initiation of bending. This method allowed us to successfully measure the augmented strain and the temperature range in the Trans-Varestraint test and to determine the BTR more accurately.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Most LNG storage tanks are built using 9% nickel steel, which has a very high degree of strength and toughness. The welding consumable used for 9% nickel steel is generally a high-Ni alloy, such as Ni-Cr alloy, Ni-Mo alloy, or Ni-Fe alloy. These types of Ni alloys are extremely tough when welded. However, they are highly susceptible to solidification cracks, and a high deposition rate welding technique, such as submerged arc welding (SAW), is adopted for the tank’s fabrication. Therefore, evaluating solidification crack susceptibility is of great importance in the fabrication of LNG storage tanks.
One of the typical values that indicate susceptibility to solidification cracks is ductility at an elevated temperature. Some materials, especially Ni alloys, have a low-ductility temperature range as defined by the brittleness temperature range (BTR). Solidification cracks will occur if the strain curve increases during cooling to the point where it crosses the BTR [1, 2].
One method that can be used to evaluate a material’s BTR is a Trans-Varestraint test. In this test, solidification cracks are reproduced by forcibly bending and applying strain to the test material with the temperature distribution applied to the evaluation material by a TIG arc. The BTR is defined by the relationship between the length of the longest solidification crack and the cooling rate for TIG welding [3].
However, the Trans-Varestraint test has some limitations. Although the results of measuring the cooling rate for TIG welding by inserting thermocouples into the molten pool indicate the temperature gradient within the weld direction, some of the cracks reproduced by the Trans-Varestraint test may be extended at an angle to the weld direction. This may produce a margin of error. In addition, to determine the limiting strain for the occurrence of cracks, it is necessary to perform the test many times using different augmented strains. It is difficult to accurately determine the limiting strain for the occurrence of cracks if only a limited number of tests are conducted.
In recent years, Osuki et al. reported the strain measurement results obtained at crack initiation in a Trans-Varestraint test [4]. However, few studies have directly measured the temperature and/or the strain at crack initiation in a Trans-Varestraint test. Furthermore, Kadoi et al. reported the two-dimensional temperature distribution that they measured using a two-color pyrometry technique that was adopted for a laser Trans-Varestraint test [5, 6]. However, this technique was applied to a laser rather than a TIG arc, which is a general heat source for the Trans-Varestraint test, and its cooling rate is quite different to that of laser welding. It is difficult to measure the temperature distribution during TIG welding because the arc light and bright tungsten electrode may interfere with the measurements.
Therefore, the aim of this study is to determine the critical strain at crack initiation and the temperatures at both ends of the longest solidification crack in the Ni-Fe alloy by adopting a high-speed camera and a two-color pyrometry technique in a Trans-Varestraint test. First, a two-color pyrometry system was developed to measure the temperature distribution during TIG welding while avoiding the effects of the arc light and bright tungsten electrode. Next, the validity of the temperatures measured using the two-color pyrometry method was verified by measuring them at the solid-liquid interface of a pure Ni plate. Finally, a Trans-Varestraint test was carried out to determine the BTR by using a high-speed camera and a two-color pyrometry technique.
2 Materials and experimental procedure
2.1 Materials
Pure Ni plates were used to verify the validity of the temperatures measured using the two-color pyrometry method. The test pieces used in the Trans-Varestraint test were made of Ni-Fe weld metal that had been welded by conducting submerged arc welding with A5.14 ERNiMo-8 filler wire. A cross-sectional view of the weld metal is shown in Fig. 1. The dimensions were 150 mm × 50 mm × 10 mm (Fig. 2). The chemical compositions of these two materials are shown in Tables 1, 2, and 3.

Cross-sectional view of the weld joint and specimen position for the Trans-Varestraint test

Dimensions of the test pieces for the Trans-Varestraint test
2.2 Two-color pyrometry technique
2.2.1 Principles of the two-color pyrometry technique
As shown in Eq. (1) below, the brightness of the emitted light can be expressed as a function of the wavelength (λ), the temperature (T), and the emissivity (ε). However, since the emissivity varies depending on the object’s material and surface conditions (e.g., its roughness and/or its state), it is difficult to accurately measure its temperature from its brightness. However, by taking the luminance ratio (I1/I2) for the two wavelengths as shown in Eq. (2), it is possible to derive the temperature independently of the emissivity (ε). Since the two-color temperature measurement method utilizes this principle, it is necessary to acquire two images at different wavelengths for the measurement object [7].
2.2.2 Components of the two-color pyrometry system
In this study, an innovative optical system was developed and combined with a high-speed camera for two-color pyrometry. A schematic illustration of the system is shown in Fig. 3. With this optical system, the observed image was split into two images by a splitter. After that, they were passed through band-pass filters with a range of 850 and 950 nm. Finally, the two images were captured by one of the high-speed camera’s image sensors. The magnification used for this system was × 100.

Schematic illustration of the two-color pyrometry system
2.2.3 Calibration of the temperature
Although the brightness of the emitted light varied widely in accordance with the temperature of the target, the dynamic range of the high-speed camera was limited. Consequently, calibration must be performed to keep the brightness of the target’s temperature within the dynamic range of the high-speed camera. In this study, the measurable temperature range of the optical system for two-color pyrometry was adjusted from 1100 to 1400 °C using a blackbody furnace. The calibration results are shown in Fig. 4. These results indicate that the temperature measured using two-color pyrometry matches the temperature of the blackbody furnace. The error range between these temperatures was less than 5%.

Relationship between the temperature in the blackbody furnace and the temperature measured by two-color pyrometry
2.3 Verification of temperature results obtained by two-color pyrometry
The validity of the temperature results obtained by the two-color pyrometry method was verified by measuring them at the solid-liquid interface of a pure Ni plate. The Ni plate was melted by applying a TIG arc at a current of 200 A for 20 s. After the TIG arc had been extinguished, the vicinity of the molten pool was observed and the temperature distribution was measured. The observations were made at a frame rate of 2000 fps and a shutter speed of 1/2000 s.
2.4 BTR results obtained in a Trans-Varestraint test
2.4.1 Method using a high-speed camera and a two-color pyrometry technique
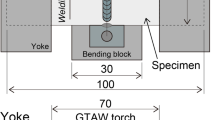
A Trans-Varestraint test was carried out to determine the BTR using a high-speed camera and a two-color pyrometry technique. The test conditions were as follows: TIG arc current = 200 A; voltage = 15 V; torch traveling speed = 1.6 mm/s; and maximum augmented strain = 5.88%. During the test, the vicinity of the molten pool was observed, and the temperature distribution was measured using a high-speed camera with a two-color optical system placed on the side opposite the weld direction. To prevent the arc light and the reflected light of the electrode from causing an error in the temperature for the two-color pyrometry method, a mechanical shutter was mounted on the TIG torch. The shutter covered the arc light and the electrode at the moment of the observation. A schematic illustration of the test equipment is shown in Fig. 5. The appearance of the mechanical shutter is shown in Fig. 6. The observation parameters were set to a frame rate of 2000 fps and a shutter speed for the high-speed camera of 1/2000 s. The strain at each point in time during the test was calculated based on the relationship between the elapsed time since the initiation of bending and the strain measured in advance using a strain gauge. The temperatures at both tips of the crack for each point in time were calculated based on the two images obtained using the two-color pyrometry technique.

Schematic illustration of the Trans-Varestraint test using a high-speed camera and two-color pyrometry

BTR measured by an innovative method using a high-speed camera and two-color pyrometry
2.4.2 Conventional method
For comparison, a Trans-Varestraint test was also conducted without a high-speed camera and the two-color pyrometry method. The heat source conditions were the same as those described above. The augmented strain values were 1.96, 3.23, 4.76, and 5.88%. After the test, the specimen was observed, and the BTR was estimated based on the measured crack length and the cooling rate.
3 Results
3.1 Validation of the temperature measurements using two-color pyrometry
The high-speed camera image and the temperature distribution measured by two-color pyrometry in the vicinity of the molten pool of the Ni plate are shown in Fig. 7. Temperatures over 1050 °C can be measured using the two-color pyrometry technique. Figure 8 shows the temperature distribution for the straight line from the molten pool to the base metal indicated by an arrow in Fig. 7. This distribution indicates that the temperature decreases continuously from the molten pool to the base metal. The temperature at the solid-liquid boundary is approximately 1440 °C. Since the liquidus temperature of this material as calculated using Thermo-Calc (database: SSOL4) is 1453 °C, the difference between the two values is 0.9% (13 °C).

High-speed camera image and temperature distribution generated by two-color pyrometry around the molten pool of the pure Ni plate

Temperature distribution for the line shown in Fig. 6
3.2 BTR results obtained in a Trans-Varestraint test using the two-color pyrometry method
3.2.1 Observation image and temperature distribution
Examples of the observation results for the Trans-Varestraint test are shown in Fig. 9a, b. Figure 9a is the high-speed camera image obtained through an 850-nm band-pass filter at a strain of 3.78%, while Fig. 9b is the image obtained through a 950-nm band-pass filter at the same time as Fig. 9a. It can be seen that two images at different wavelengths were acquired. The temperature distribution calculated from these two images using two-color pyrometry is shown in Fig. 9c. Figure 9d shows the appearance of the test pieces at the same position as that for Fig. 9a, b, c after the Trans-Varestraint test. As these figures demonstrate, cracks extending from the molten pool—especially the target crack, which is the longest crack in this test—can be identified by the high-speed camera image and the temperature distribution. However, since the micro fissures (i.e., the micro cracks shown in Fig. 9d) that occur far from the molten pool cannot be recognized on the high-speed camera images due to the low brightness under the viewing conditions, these cracks were excluded from the temperature calculations obtained from the two-color pyrometry technique used in this study.

Results of the Trans-Varestraint test. a Image from the high-speed camera (band-pass filter: 850 nm. (b) Image from the high-speed camera (band-pass filter, 950 nm). c Temperature distribution measured by two-color pyrometry. d Post-test appearance of the bead
3.2.2 Temperatures at the tips of the longest crack and time elapsed since crack initiation
In order to evaluate the material’s BTR, the temperatures at both tips of the target crack were measured at each specified point in time since the crack initiation. Figure 10 shows high-speed camera images that were passed through an 850-nm band-pass filter at crack initiation (strain, 0.35%), 0.003 s after crack initiation (strain, 0.47%), 0.012 s after crack initiation (strain, 1.63%), and 0.032 s after crack initiation (strain, 3.26%). These figures indicate that the cracks increase over time as the strain increases after crack initiation. The length of the target crack is determined by checking the fracture surface of the target crack observed using an SEM (Fig. 11). The temperature distributions at each point in time indicated in Fig. 10 are shown in Fig. 12. The temperature distribution can be measured over the crack’s entire length. Figure. 12 shows the results obtained by continuously calculating the temperatures at both tips of the target crack at each specified point in time since crack initiation. The liquidus temperature of the Ni-Fe alloy is 1427 °C according to Thermo-Calc (database: SSOL4). The temperature of the crack at the time of crack initiation was 1437 °C, and it can be seen that the cracks extend to the low temperature side as time passes. Cracking reached its maximum length during the test at 0.012 s after crack initiation. The corresponding temperature at both ends of the cracks (at this time) was 1422 °C on the high-temperature side and 1157 °C on the low-temperature side. Subsequently, the temperatures at both the upper end (high-temperature side) and the lower end (low-temperature side) of the crack did not change significantly until bending in the Trans-Varestraint test was finished.

High-speed camera images taken during the Trans-Varestraint test

Fracture surface of the target crack

Temperature distribution generated by two-color pyrometry during the Trans-Varestraint test
3.2.3 BTR results obtained by the two-color pyrometry method
Based on the relationship between the time elapsed since the initiation of bending and strain, the strain at each specified point in time since the crack initiation was calculated from the results shown in Fig. 13. The relationship between the temperature and the strain of the cracked area of the target crack is shown in Fig. 14. The strain at the time of crack initiation is 0.35%. The corresponding temperature in these test results is 1437 °C. Therefore, the ε minimum, which is the critical strain for solidification crack initiation, is 0.35%. From this point, the lower-end temperature of the solidification crack decreases to 1157 °C at a strain of 1.63% and remains nearly constant in the strain region beyond this point. As a result, the BTR that indicates the solidification crack temperature range seems to be approximately 280 °C (from 1157 to 1437 °C).

Relationship between the time elapsed since crack initiation and the temperature at the target crack tips

BTR measured by an innovative method using a high-speed camera and two-color pyrometry
3.3 BTR results obtained by a conventional method
Figure 15 shows the BTR determined from the Trans-Varestraint test (augmented strain 1.96, 3.23, 4.76, and 5.88%) conducted without using a high-speed camera and two-color pyrometry. The threshold strain for the crack that occurs is approximately 0.7%, and the BTR determined using this method is 330 °C (from 1427 to 1100 °C).

BTR measured by a conventional method
4 Relevance of BTR results obtained by a high-speed camera and two-color pyrometry
The BTR is generally characterized by the crack generation limiting strain, the ε minimum, and the upper-end temperature (high-temperature side) and lower-end temperature (low-temperature side) of the crack. The characteristics of the BTR determined based on the high-speed camera image and two-color pyrometry were compared with those of the BTR determined based on the results of the conventional Trans-Varestraint test in order to verify the effectiveness of the method proposed in this study.
4.1 Minimum strain for crack initiation
With the conventional method, the minimum strain for crack initiation in the Trans-Varestraint test is generally estimated by extrapolating data in high-strain levels since it is difficult to test using low-strain levels, which may be the threshold for crack initiation. In this study, the minimum strain for crack initiation was approximately 0.7% based on the results obtained with an augmented strain of 1.96% or more. However, with the method using a high-speed camera and a two-color pyrometry technique, the minimum strain was 0.35%, which was determined by the strain measured using a high-speed camera at the time of crack initiation. Since very few studies have been conducted on the minimum strain for crack initiation in this type of material, it is difficult to ascertain what the true value is. However, it has been reported that the value for another type of Ni base alloy is approximately 0.1 to 0.4% [8]. In addition, since it is not possible to measure the augmented strain using the conventional method, the method using a high-speed camera and two-color pyrometry is considered to be more accurate.
4.2 Upper-end temperature in BTR
The upper-end temperature of the BTR roughly corresponds to the nominal liquidus temperature. With the conventional method, the upper-end temperature of the BTR is often substituted with the liquidus temperature measured by performing thermodynamic calculations. In this case, the temperature for the Ni-Fe alloy used in this study was 1427 °C according to Thermo-Calc (database: SSOL4). However, the upper-end temperature measured using two-color pyrometry was 1437 °C at crack initiation. This value is almost the same as the liquidus temperature. Nevertheless, after crack initiation, the temperature was much higher than the liquidus temperature. One of the reasons for this is that the temperature measured using two-color pyrometry indicates the temperature of the molten pool that has flowed into the crack opening. The upper end of the crack has a large width, and the inside of the crack is filled with a molten pool, as shown in Fig. 12. Since the temperature of the molten pool is higher than that of the solid-liquid interface, the temperature measured using two-color pyrometry was a higher value. Generally, it is difficult to separate the melt inside the cracks from the crack end when using the two-color temperature measurement method, so it is preferable to substitute the nominal liquidus temperature for the upper-end temperature of the BTR regardless of the two-color temperature measurement method.
4.3 Lower-end temperature in BTR
The lower-end temperature of the BTR corresponds roughly to the solidification completion temperature. However, it did not coincide with the nominal solidus temperature, and it has been reported to correspond to the solidification temperature for the melting point of a liquid film because a liquid film with a low melting point tends to remain due to the solidification segregation of solute elements, such as C, P, S, and B [9]. Consequently, determining the lower-end temperature of the BTR to a high degree of accuracy in the Trans-Varestraint test is extremely important for understanding the solidification brittleness characteristics of the material. In this study, the lower-end temperature measured using the two-color pyrometry technique was approximately 1150 °C, which is almost 50 °C higher than the temperature of approximately 1100 °C that was measured using the conventional method.
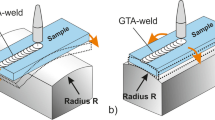
The reason for this difference is that the target crack was at an angle of approximately 37° with respect to the weld line. With the conventional method, the lower-end temperature is calculated based on the relationship between the crack length and the cooling rate for TIG arc welding. Since the cooling curve was obtained by inserting a thermocouple into the molten pool, the temperature history was recorded only in the weld line direction. If the temperature distribution around the molten pool is ideal, it can be assumed that the temperature remains the same regardless of the crack generation direction as long as the distances from the molten pool to the lower end of the crack are equal. In reality, however, the shape of the molten pool becomes irregular due to turbulence in the arc column and fluctuations in the molten pool, and it is conceivable that turbulence also occurs in the temperature distribution around the molten pool. With the conventional method, it is difficult to address this disturbance in the temperature distribution. With the two-color pyrometry technique, however, the temperature at each observed position can be calculated directly. If cracks with the same length as that of the target crack occur in the weld line direction, the lower-end temperature of the crack measured using the two-color pyrometry method is approximately 1090 °C. This value is almost the same as the temperature measured using the conventional method.
At least within the scope of this research, the conventional method was therefore found to include errors since the influence of temperature fluctuations caused by the crack generation direction was not taken into consideration. In contrast, it is possible to calculate the temperature at the crack generation position directly by using the two-color pyrometry technique. Consequently, the BTR results can be said to be more reliable. According to Kadoi et al. [10], the temperature gradient in laser welding in the direction of the angle with the weld line differs greatly from the temperature gradient in the weld direction. Therefore, the lower-end temperature of the BTR results obtained using the conventional method in a Trans-Varestraint test with laser welding, which has a higher cooling rate than arc welding, will tend to be unreliable, and the deviation from the results obtained using the two-color temperature measurement method will increase.
5 Conclusion
In this study, a Trans-Varestraint test was conducted using a high-speed camera that incorporates a two-color optical system to deliver greater accuracy in the measuring of the brittleness temperature range (BTR) for a material. With this test, the augmented strain at the time of solidification cracking initiation was calculated based on the time elapsed since the initiation of bending. In addition, the temperature range of the crack was directly measured using the two-color pyrometry technique. Using this technique, the minimum augmented strain for crack initiation and the temperatures at both the upper end (high temperature side) and lower end (low temperature side) of the cracks were measured.
As a result, the following conclusions were drawn.
The temperature measurement results obtained using the two-color pyrometry method at the solid-liquid boundary of the pure Ni plate melted using the TIG arc was approximately 1440 °C, which is very close to the liquidus temperature of 1453 °C. Therefore, the two-color temperature measurement method used in this study can be said to have obtained reasonable results in the high-temperature range.
We succeeded in directly measuring the upper-end temperature and the lower-end temperature of the crack at each point in time using the high-speed camera image and the two-color temperature measurement method in the Trans-Varestraint test. For the BTR calculated from the obtained data, the minimum strain for crack initiation was 0.35%, the upper-end temperature of the crack was 1437 °C, the lower-end temperature of the crack was 1157 °C, and the temperature range was 280 °C.
The BTR determined from the Trans-Varestraint test conducted without using a high-speed camera image and the two-color temperature measurement method was 330 °C. The upper-end temperature of the crack was 1428 °C, and the lower-end temperature was approximately 1100 °C. The lower-end crack temperature measured using the conventional method was approximately 50 °C lower than that measured using the two-color temperature measurement method. This is possibly because the cooling curve used in calculating the crack temperature did not take into account cracks being at a certain angle to the weld line direction. With the two-color pyrometry technique, the crack temperature can be measured directly regardless of the crack generation direction. Consequently, the lower-end temperature can be considered to be more precise than the result obtained using the conventional method.
References
DuPont JN, Lippold JC, Kiser SD (2009) Welding metallurgy and weldability of nickel-base alloys. Wiley, Hoboken
Senda T, Matsuda F, Takano G, Watanabe K, Kobayashi T, Matsuzaka T (1971) Fundamental investigations on solidification crack susceptibility for weld metals with Trans-Varestraint test. Trans Jpn Weld Soc 2(2):141–162
Shinozaki K (2002) Hot cracking in weld zone. J Jpn Weld Soc 71(6):455–459
Osuki T, Miyabe K, Hirata H, Ogawa K (2008) In-situ observation of solidification cracking during transverse varestraint test. Preprints of the National Meeting of J.W.S. in Japanese
Wang D, Kadoi K, Shinozaki K, Yamamoto M (2016) Evaluation of solidification cracking susceptibility for austenitic stainless steel during laser Trans-Varestraint test using two dimensional temperature measurement. ISIJ Int 56(11):2022–2028
Yamashita S, Yamamoto M, Shinozaki K, Kadoi K, Mitsui K, Usui H (2015) In-situ temperature measurement using a multi-sensor camera during laser welding. Q J Jpn Weld Soc 33(2):93–97
Ogawa Y (2011) High speed imaging technique part 1—high speed imaging of arc welding phenomena. Sci Technol Weld Join 16:33–43
Yushchenko K, Savchenko V, Chervyakov N, Zvyagintseva A, Guyot E (2011) Comparative hot cracking evaluation of welded joints of alloy 690 using filler metals Inconel® 52 and 52 Mss. Weld World 55:28–35
Saida K, Matsushita H, Nishimoto K, Kiuchi K, Nakayama J (2013) Quantitative influence of minor and impurity elements on hot cracking susceptibility of extra high-purity type 310 stainless steel. Yosetsu Gakkai Ronbunshu. Q J Jpn Weld Soc 31(1):56–65 (in Japanese)
Sakoda S, Wang D, Kadoi K, Shinozaki K, Yamamoto M (2014) Investigation of evaluation method for trans-varestraint test with laser welding—investigation of hot cracking susceptibility during laser welding (Part I). Preprints of the national meeting of J.W.S. in Japanese
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Abe, D., Matsuzaka, F., Murakami, Y. et al. Determining the BTR by conducting a Trans-Varestraint test using a high-speed camera and two-color pyrometry. Weld World 62, 1237–1246 (2018). https://doi.org/10.1007/s40194-018-0608-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0608-4