
Abstract
Usually, in make-to-order environments which work only in response to the customer’s orders, manufacturers for maximizing the profits should offer the best price and delivery time for an order considering the existing capacity and the customer’s sensitivity to both the factors. In this paper, an integrated approach for pricing, delivery time setting and scheduling of new arrival orders are proposed based on the existing capacity and accepted orders in system. In the problem, the acquired market demands dependent on the price and delivery time of both the manufacturer and its competitors. A mixed-integer non-linear programming model is presented for the problem. After converting to a pure non-linear model, it is validated through a case study. The efficiency of proposed model is confirmed by comparing it to both the literature and the current practice. Finally, sensitivity analysis for the key parameters is carried out.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Frequently market structure changes and advances in technology have created new competitive environments. In such modern markets, continuous changes in the customers’ expectations and demands as well as reduced product life cycle cause a wide range of customers’ orders which should constantly be delivered at the reasonable prices. Accordingly, make-to-stock (MTS) systems have become as inefficient and unreliable solutions especially when the production capacity is limited. Hence, more attention has been paid to make-to-order (MTO) systems; currently, manufacturing and service industries are shifting towards such a product positioning strategy (Chaharsooghi et al. 2011).
MTO systems are approached when the product demands are not predictable beforehand; therefore, the manufacturer naturally starts to produce when a customer’s order is received. This leads to the lower inventory costs as well as the higher production flexibility, but longer delivery times (Dellaert and Melo 1996; Holweg and Pil 2001). In fact, the price of increased flexibility and decreased inventory costs in MTO systems may be the increased response times and/or a need for maintaining the higher production capacity to accommodate the demand shifts (Hopp and Spearman 2011). Accordingly, to be able to deliver products in the competitive and reliable price and delivery times, the manufacturers usually face the challenge of how to prioritize the multiple diverse customers’ orders and to allocate the limited production capacity to satisfy the accepted orders.
It is worth noting that MTO manufacturers, when making decisions on the arriving orders, need to; (1) consider the effects of their offered price and delivery time on the acquired quota of the demand and (2) simultaneously optimize the pricing, delivery time setting, and order scheduling to escape from the suboptimal or even infeasible decisions.
Majority of currently developed production planning models in MTO systems assume that the demand, as a non-controllable factor, is dictated to the model in the form of an exogenous parameter. However, there is no necessary to meet all the demands in the competitive markets; so, manufacturers need some mechanisms to control the demand share and thus, their production volume. Several factors affect the demands in MTO systems, the most important two out of them are price and delivery time. When the other features of similar products are as fixed, the price distinctions may induce the highly different demand levels. In addition to price, the delivery time is also an important dimension affecting the customer’s ordering decision. In fact, price and delivery time are the two main criteria based on which an order may be rejected or accepted.
Most studies assumed that the increased delivery time reduces the quantity or probability of demands. In the MTO environments, delivery time affects the customers’ satisfaction and acts as a mean to attract the market demands (Xiao et al. 2009). A customer’s order is affected not only by the delivery time; but also, by the offered price (Liu et al. 2007; Xiao et al. 2011; Huang et al. 2013). To the best of our knowledge, a few works have focused on both needs of the MTO manufacturers mentioned above. In below, we try to review the most relevant and supportive body of the literature.
Easton and Moodie (1999) introduced a technique that simultaneously optimized pricing and lead-time decisions under the contingent orders. Ashayeri and Selen (2001), with the aim of maximizing the profits in a combined MTS/MTO environment, proposed a methodology to improve the cooperation between marketing and production sectors in selection of the optimal orders. Using M/M/1 queue, Pekgun et al. (2007) formulated a production planning and pricing model where the demands as a function of price and delivery time were entered and met with the rates of λ and μ.
Ebadian et al. (2008) proposed a five-stage decision-making structure in an MTO environment to prioritize orders with the aim of maximizing the profits and market share. At the first two stages, some inappropriate orders are rejected and in the next stages, a mathematical model optimizes each order’s delivery time and costs. Afterward, the price is determined based on a markup method. The main shortcoming was that the customer’s orders (demands) were not related to the price and delivery time in their model. Chaharsooghi et al. (2011), using a dynamic production planning, determined the prices and delivery times in the MTO environments with limited capacity and different classes of customers. The probabilistic demands, in their research, were considered to be as a function of the price, delivery time, and order placement time. Teimoury et al. (2011) considered a service/make-to-order firm with heterogeneous price and delivery time-sensitive customers in different market segments as an M/M/1 queuing system. The objective of this profit-maximizing firm was to determine optimal price, delivery time, and capacity for different market segments.
Li et al. (2012) formulated a semi-Markov decision model and developed a reinforcement learning based on Q-learning algorithm for the problem of an MTO firm. To maximize the expected profits in an infinite planning horizon with stochastic demands, the firm needs to make decisions on which orders to accept or reject, the trade-off between price and lead-time, and the potential for increased demand against capacity constraints. Fattahi and Khodadad (2015) proposed a hierarchical production planning for the combined MTS/MTO environments as an extension to that of Ebadian et al. (2008), but they did not consider the prices and delivery times of competitors as well as the amount of demands attracted from the market. Feng and Zhang (2017) studied the optimal dynamic offering of lead-time and price for an MTO manufacturer which knows the probability distribution of customers’ sensitivity on the offered lead-time and price as well as the individual sensitivity of each customer.
In this study, the model proposed by Ebadian et al. (2008) is extended and a mixed-integer non-linear programming model is proposed to determine the price and delivery time as well as to schedule the orders in MTO systems. The demands in the proposed model, unlike the model by Ebadian et al. (2008), depends upon the price and delivery time; In fact, the manufacturer maximizes the profits by optimizing the price and delivery time, and scheduling of orders in an integrated manner based on the competitors’ prices and delivery times. Also, the delivery time and price are optimized assuming the accepted orders and available capacity in the system. Finally, the earliness and tardiness are considered for both the available and new orders, and another objective function is added to control the shop floor idle time.
The rest of the paper is organized as follows: In the next section, the problem formulation and solution are presented. Then, the numerical results in Mohabbat Kar Company (a manufacturer of home appliances) are analyzed. Finally, the concluding remarks are drawn.
Problem formulation
To avoid the unnecessary complexity, two MTO manufacturers are taken into account and the market demand is assumed to be supplied only by them; however, the model can simply be generalized. Production environment is job shop; i.e., placed orders move through the different operation sequences and consume the different materials and components. At the beginning of each period, customers place the orders and two manufacturers determine and offer their own prices and delivery times. Notably, each order in the MTO environments needs different route, operations, facilities, and consuming materials. Normally, when price and delivery time are set by the manufacturers, the customers’ order might be accepted and allocated to the order winner. Hence, out of the total available demand, the acquired market share depends on the price and delivery time offered by the competing manufacturers.
Generally, the proposed prices and delivery times are determined based on the status of system, available accepted orders, and company’s available resources at the time. Therefore, in each time, the orders may be divided into three categories:
-
1.
Available orders: Those for which the price and delivery time have already been set; i.e., the related demand volumes are known; however, they are still preserving in the order pool, waiting to be produced. If such orders are not delivered to the customers on the due dates, a penalty is incurred based on the number of days they will be delivered earlier or later.
-
2.
New orders: Those just placed and their price and delivery time must be offered; the demand volume of such orders depends mainly on the price and delivery time which will be offered.
-
3.
Working orders: Those which are producing in the shop for which the production capacity is utilized during the scheduling period (Fig. 1).
Fig. 1 
Order category

Notation
Parameters:
i | Orders; i = 1,…,I (new orders), i = I+1,…,K (available orders) |
r | Production resources (r = 1,…,R) |
t | Time periods (t = 1,…,T) |
D i | Potential demand volume of order i |
α i | Price sensitivity for order i |
β i | Delivery time sensitivity for order i |
\(\alpha_{i}^{{\prime }}\) | Price sensitivity of rival manufacturer for order i |
\(\beta_{i}^{{\prime }}\) | Delivery time sensitivity of rival manufacturer for order i |
\(L_{i}^{{\prime }}\) | Delivery time offered by rival manufacturer for order i |
\(P_{i}^{{\prime }}\) | Price offered by rival manufacturer for order i |
CR irt | Regular-time production cost of order i on resource r at period t |
CO irt | Over-time production cost of order i on resource r at period t |
CS irt | Subcontracting costs of order i related to resource r at period t |
CM i | Component/material costs for order i |
LP i | Per period lateness penalty for order i |
EP i | Per period earliness reward for order i |
ξ rt | Per unit idle time cost of resource r in period t |
CPR rt | Regular-time capacity of resource r at period t (machine-hours) |
CPO rt | Over-time capacity of resource r at period t (machine-hours) |
CPS rt | Subcontracting capacity related to resource r at period t (machine-hours) |
ROT rt | Required capacity of resource r at period t for working orders |
PR ir | Per unit required capacity of order i on resource r |
M | Very large number |
Decision variables: | |
L i | Delivery time offered for order i |
P i | Price offered for order i |
Q i | Acquired demand of order i |
Y irt | Capacity of resource r assigned to order i at period t including regular-time, over-time and subcontracting (machine-hours) |
CT i | Completion time period of order i |
O irt | Over-time capacity of resource r assigned to order i at period t (machine-hours) |
S irt | Subcontracting capacity related to resource r assigned to order i at period t (machine-hours) |
X irt | Binary variable indicating if order i is processed on resource r at period t |
CDP i | Lateness in delivery of order i |
DDN i | Earliness in delivery of order i |
Note worthily, the data (including the price and delivery time sensitivities, and the offered price and delivery time) of the rival manufacturer are predicted based on the historical data of the same orders.
The market demand acquired from the new orders is denoted as a linear demand function according to constraint (6) as proposed by Huang et al. (2013).
Mathematical model (MINLP)
Objective function (1) maximizes the total profits as the income (ψ 1) minus the total costs \(\left( {\psi_{2} + \cdots + \psi_{5} } \right)\). ψ 2 includes the operational costs of available/new orders at regular-time, over-time, and subcontracting; ψ 3 denotes the component/material costs for the available/new orders; ψ 4 is the total idle time costs of resources; ψ 5 is the lateness/earliness costs of the available/new orders.
Constraint (2) considers the maximum regular-time capacity according to the required capacity of working orders. Constraints (3–4) represent the maximum over-time and subcontracting capacity, respectively, for all the orders. Constraint (5) ensures that sum of the over-time and subcontracting is less than the total required time for processing the orders. Constraint (6) denotes the acquired market demand. Constraint (7) ensures that the sufficient capacity is dedicated to the available/new orders. Constraints (8–9) consider the completion time of orders. The offered price for each new order is needed to be less than its total costs via the constraint (10). Constraint (11) ensures that the offered delivery time of each new order does not exceed the end of time horizon. Constraint (12) is used to compute the lateness and earliness penalties in the objective function. Constraint (13) is related to non-negative, integer, and binary variables.
Converting to pure NLP
Because of the difficulty of solving the proposed MINLP model due to the presence of binary variables and non-linear equations, we employ a simple method, also used by Almehdawe and Mantin (2010), to convert it to a pure non-linear program. This could be done by applying the penalty term \(M.X_{irt} .(1 - X_{irt} )\) in the objective function and relaxing \(X_{irt}\) as a continuous variable. Then, a much simpler and pure NLP is resulted where all variables are continuous and the term \(\psi_{6} = \sum\nolimits_{i = 1}^{K} {\sum\nolimits_{r = 1}^{R} {\sum\nolimits_{t = 1}^{T} {M.X_{irt} .(1 - X_{irt} )} } }\) is subtracted from the objective function. All the constraints remain unchanged unless X irt is a non-negative continuous variable in (13). Notably, as a result of penalty term ψ 6, X irt will only be binary.
Case study
Mohabbat Kar is a manufacturer of home appliances in Iran under Davoodi brand. It started at 1974 and continued by manufacturing water dispenser and industrial refrigerators and freezers in 2011 by employing skillful employees. The water dispenser and fridge lines completely work for the MTO market. Features such as dimensions, number of taps, and type of steel are specified by the customer. Another custom-built product is showcase fridge; the customers have the option to determine components, number of shelves, color, dimensions, number of fans, and number of operators. Manufacturing process is performed at a job shop during the regular-time and over-time; if necessary, subcontracting is also allowable. These two MTO products are manufactured by two companies in Najafabad County which compete to fulfill a more acquired market demand.
Mohabbat Kar has to deal with a wide range of prices based on the experience and the factors such as cost estimates and long-term relation to the customers. Different features such as price, delivery time, quality, and alike may be negotiated. Currently, this company by the experience employs the pre-determined price and delivery time options depending on the customer’s type and available capacity. We implement the proposed mathematical model for this company to determine the optimum price and delivery time and compare its performance with that of Ebadian et al. (2008) and the current practice.
The model was implemented for the case study in a given weekly time horizon partitioned into daily periods. Figure 2 shows a schematic representation of the order entry and scheduling procedure. The time periods corresponding to pricing and delivery time decisions are marked with DM1 and DM2. Notably, the bid price and delivery time to be offered for the received orders must be determined at the first and fourth periods.

Order entry and scheduling procedure
Table 1 lists all the orders in the two decision points. For example, at DM1, there are 12 orders: (1) 7 available orders whose prices and delivery times have already been specified and thus a penalty is incurred if not produced on time; (2) working orders in the course of production; and (3) new orders whose prices and delivery times must be determined. Notably, due to the dynamic nature of the problem and the possibility of violating the decisions, a short-term weekly time horizon is considered, therefore, only a limited number of orders will be assessed in each decision point. For the sake of compression, we only provide the results regarding DM1. The costs and required quantity of components/materials, process times and required resources to fulfill each order are inherently determined according to the order type. Table 2 shows the required resources to fulfill the available orders at DM1 (in hours). Tables 3 and 4 give the above-mentioned time for the working and new orders. The maximum regular-time, over-time and subcontracting capacities are given in Table 5. Restrictions pertaining to the machinery used in company limit the maximum subcontracting capacity. Manufacturing capacity of both competing manufacturers is assumed to be equal. The manufacturing cost consists of labor costs plus the average cost of water, electricity, gas, and taxes. Table 6 presents the raw material required for two new orders, as a sample. Table 7 denotes the hourly cost of production in regular-time, over-time and subcontracting. Over-time cost equals the regular-time cost multiplied by 1.4. Subcontracting is restricted to high volume orders as it costs twice as much as the regular-time. Manufacturing costs over the different periods are considered to be constant. Table 8 gives the market’s potential demand for the new orders at DM1. Parameters describing the customers’ sensitivity to price, delivery time, and delay penalty are introduced as uniform distribution in Table 9. The available orders should be fulfilled in the time determined in the previous periods, or the company must pay a delay penalty. Table 10 shows the parameters of the available orders at DM1.
The non-linear model was solved in GAMS 23.7 optimization software using MINOS solver. The profits for the new orders at DM1 are 1,705,000 and the other decision variables are listed in Tables 11 and 12. Table 11 shows the acquired demand, the offered price and delivery time, lateness and earliness penalties of the new orders. For example, the delivery of four-tap water cooler is 2 days late; although this offer will acquire more demands and the resulting profits will be more than the penalty incurred by delay. Notably, this type of policy is very well-known among the order-based businesses.
Price and delivery time of orders remaining from prior periods were also determined. Table 12 shows the schedule, tardiness and earliness of these orders.
In Figs. 3 and 4, the offered price and delivery time of the proposed model is compared to those of Ebadian et al. (2008) and Mohabbat Kar’s current practice. Additionally, Fig. 5 shows that the manufacturer, using the proposed model, can gain the more profits through the improved offered price and delivery time. Notably the company’s profits by the proposed model is 2.4% (1,665,000 tomans) and 4.9% (1,625,000 tomans) more than those of Ebadian et al. (2008) and the current practice, respectively.

Comparing the offered prices

Comparing the offered delivery times

Comparing the acquired demands
Sensitivity analysis
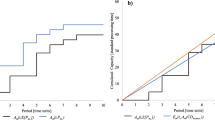
To analyze sensitivity of the results to the price and delivery time of the rival manufacturer, the problem was solved for the different values of price and delivery time offered by the rival manufacturer. The outputs are presented in Figs. 6 and 7. Notably, increase in the price and delivery time of the rival manufacturer leads to increase in the company’s profits. This seems reasonable as the price and delivery time are inversely related to the received demands. Increase in the rival’s price and delivery time increases the acquired demand of manufacturer and vice versa. Therefore, in addition to the internal condition, a special attention must be paid to the rival’s strategies. Also, the profits are optimized for the different values of customers’ sensitivity. As shown in Fig. 8, with the increase in the customers’ sensitivity to the offered price and delivery time, the profits are decreased.

Profit sensitivity analysis to the price of rival manufacturer

Profit sensitivity analysis to the delivery time of rival manufacturer

Profit versus the customer’s sensitivity to price and delivery time
Conclusion
After placement of an order in the MTO systems, its price and delivery time must be determined. In fact, the acquired demand for each order depends mainly upon the price and delivery time offered by the company and its rivals. Also, the demands induced by each order might be supplied by more than one manufacturer. In this paper, a mixed-integer non-linear model was proposed to determine price, delivery time, and scheduling of all placed orders based on the available orders and capacity at the time of making the order. The demand was a function of the prices and delivery times offered by the company and the rivals. The efficiency of proposed model was confirmed by comparing its results, regarding the offered prices and delivery times, acquired demands and profits, to those of both the Ebadian et al. (2008) and the current practice of company. Sensitivity analysis was carried out regarding the rival’s delivery time and price as well as the customers’ sensitivity to price and delivery time. Future work may focus on the combined MTS/MTO environment. The other factors influencing the demand such as reputation and quality can also be investigated.
References
Almehdawe E, Mantin B (2010) Vendor managed inventory with a capacitated manufacturer and multiple retailers: retailer versus manufacturer leadership. Int J Prod Econ 128(1):292–302
Ashayeri J, Selen WJ (2001) Order selection optimization in hybrid make-to-order and make-to-stock markets. J Oper Res Soc 52(10):1098–1106
Chaharsooghi SK, Honarvar M, Modarres M, Kamalabadi IN (2011) Developing a two stage stochastic programming model of the price and lead-time decision problem in the multi-class make-to-order firm. Comput Ind Eng 61(4):1086–1097
Dellaert NP, Melo MT (1996) Production strategies for a stochastic lot-sizing problem with constant capacity. Eur J Oper Res 92(2):281–301
Easton FF, Moodie DR (1999) Pricing and lead time decisions for make-to-order firms with contingent orders. Eur J Oper Res 116(2):305–318
Ebadian M, Rabbani M, Jolai F, Torabi SA, Tavakkoli-Moghaddam R (2008) A new decision-making structure for the order entry stage in make-to-order environments. Int J Prod Econ 111(2):351–367
Fattahi E, Khodadad M (2015) Hierarchical production planning in make to order system based on work load control method. Univers J Ind Bus Manag 3(1):1–20
Feng J, Zhang M (2017) Dynamic quotation of leadtime and price for a make-to-order system with multiple customer classes and perfect information on customer preferences. Eur J Oper Res 258(1):334–342
Holweg M, Pil FK (2001) Start with the customer. MIT Sloan Manag Rev 43(1):74–83
Hopp WJ, Spearman ML (2011) Factory physics. Waveland Press
Huang J, Leng M, Parlar M (2013) Demand functions in decision modeling: a comprehensive survey and research directions. Dec Sci 44(3):557–609
Li X, Wang J, Sawhney R (2012) Reinforcement learning for joint pricing, lead-time and scheduling decisions in make-to-order systems. Eur J Oper Res 221(1):99–109
Liu L, Parlar M, Zhu SX (2007) Pricing and lead time decisions in decentralized supply chains. Manag Sci 53(5):713–725
Pekgun P, Paul MG, Keskinocak P (2007) Coordination of marketing and production for price and lead-time decisions. Georgia Institute of Technology, Atlanta
Teimoury E, Modarres M, Kazeruni Monfared A, Fathi M (2011) Price, delivery time, and capacity decisions in an M/M/1 make-to-order/service system with segmented market. Int J Adv Manuf Technol 57(1):235–244
Xiao T, Cai X, Jin J (2009) Pricing and effort investment decisions of a supply chain considering customer satisfaction. Int J Appl Manag Sci 2(1):1–19
Xiao T, Yang D, Shen H (2011) Coordinating a supply chain with a quality assurance policy via a revenue-sharing contract. Int J Prod Res 49(1):99–120
Acknowledgements
The authors would thank the Editor-in-Chief and the anonymous referees for their valuable comments to greatly improve the quality of this presentation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Garmdare, H.S., Lotfi, M.M. & Honarvar, M. Integrated model for pricing, delivery time setting, and scheduling in make-to-order environments. J Ind Eng Int 14, 55–64 (2018). https://doi.org/10.1007/s40092-017-0205-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40092-017-0205-y