
Abstract
Modeling Fluid Catalytic Cracking (FCC) riser reactors is of significance to FCC unit control, optimization and failure detection, as well as the development and design of new riser reactors. Under the guidance of catalytic reaction mechanisms and the demands for commercial production, a ten-lump kinetic model was developed for the TMP process in this study. The feedstock and products were divided into ten lumps by reasonably simplifying the reaction network, including heavy oil, diesel oil, gasoline olefins, gasoline aromatics, gasoline saturates, (butane + propane), butylene, propylene, dry gas and coke. Thirty-five sets of model parameters were estimated with the combined simulated annealing method and the damped least square method. The findings indicated that the model could predict the riser key products and their compositions quite well; thereby it could be useful to the production practice for the TMP process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Fluid Catalytic Cracking (FCC) serves as a key process in refining industry for converting heavy oil to valuable vehicle fuel such as gasoline and diesel. In recent decades, the role FCC plays in most refineries has been changing into converting low-value heavy oil into not only vehicle fuels but also more valuable light olefins to meet the increasing demand of ethylene and propylene worldwide. Related new technologies include ARGG process [1], FDFCC process [2], DCC process [3], MIP-CGP process [4], etc. High operation severity and/or multi-reaction zones are the common characteristics shared by these processes. However, high temperature and long residence time give rise to more dry gas produced and diesel hardly obtained [5]. Furthermore, it is quite difficult and uneconomical for a refinery to separate ethylene from dry gas. Thus, promoting propylene production without producing large amounts of dry gas by the FCC process is promising and challengeable. To this end, the two-stage riser catalytic cracking for maximizing propylene yield (TMP) process [5, 6] was developed at the China University of Petroleum under the support of the CNPC (China National Petroleum Corporation). TMP technology can significantly improve propylene yield and lower dry gas by featuring the following operations: relative lower temperature with larger ratio of catalyst-to-oil (RCO), stratified injections of various feedstocks, and proper contact time between catalyst and oil vapor. Indeed, these characteristics can enhance catalytic cracking and minimize thermal cracking [5]. Until now, TMP technology has been applied in four commercial FCC units.
Modeling description of riser reactors is of significance to maintaining the long period run, fault monitoring and operation optimization of FCC units [7, 8]. In mathematical models for riser reactors, lumped kinetic models play an essential role [9, 10]. However, investigations on kinetic models for the TMP process are scarce. Xu [11] developed a seven-lump kinetic model for heavy oil catalytic cracking based on microreactor experimental data, while Liu [12] proposed an eight-lump kinetic model for gasoline catalytic cracking according to microreactor experimental data. However, as for the TMP technology, catalytic reactions of both heavy oil and light hydrocarbons should be taken into consideration. Moreover, model parameters obtained based on microreactor experimental data should be modified with unit factors when the model is applied to industrial plants, which would weaken the theoretical property of the kinetic model. Although Guo [13] developed an eleven-lump kinetic model for the TMP process, only cracking reactions were considered in their model and a great many of important secondary reactions were neglected. What is more, using Guo’s model, the propylene yield increases all the time when the conversion of heavy oil increases. Undoubtedly, it is not the case in real production, and it disobeys the cracking/pyrolysis mechanisms of hydrocarbons. For the purpose of solving these problems, a novel ten-lump kinetic model with veracity and practicality for the TMP process was developed in this investigation.
Ten-lump kinetic model
Lumps and reaction network
The TMP process is based on the two-stage riser FCC (TSRFCC) technology [6, 14]. The first stage of the riser deals with atmospheric residue and C4 mixture gas, whereas the second stage is fed with recycle oil and light gasoline, both coming from the first stage. The preferred reaction conditions for C4 mixture gas or light gasoline is high reaction temperature, high RCO, and suitable residence time. However, for heavy oil, reaction temperature should be kept at low values to avoid excess reaction. In this technology, propylene, gasoline, and diesel are the desired products and the yield of the saturated LPG components should be minimized. Moreover, the gasoline should contain less olefins and more aromatics so as to present a high octane number. For the purpose of meeting the demand of prediction and analysis on the TMP process, the feedstock and products were divided into ten lumps during model development, including heavy oil, diesel, gasoline(olefins, aromatics and saturates), LPG (butane + propane, butylene and propylene), dry gas and coke according to their distillation ranges (see Table 1).
Generally, two kinds of reactions exist in the TMP process. The first one is the ideal reactions for producing goal products, including the cracking reactions in the carbonium ion mechanism, hydrogen transfer reactions, aromatization reactions and isomerization reactions. Another is the non-ideal reactions which produce by-products (dry gas and coke). The non-ideal reactions include thermal cracking reactions in the free radical mechanism, alkylation and dimerization reactions, condensation reactions, dehydrogenation reactions and coke-make reactions. Neglecting small quantities of non-hydrocarbon compounds such as oxygen, sulfur or nitrogen, the reaction schemes between the ten lumps are shown in Fig. 1.

Reaction network of the ten-lump kinetic model
Many researchers have reported that the reaction order of distillates with wide boiling range is better be deemed as two since there is a large difference, in terms of the cracking ability, between different components in the distillate [9, 12]. Therefore, reactions of converting heavy oil and diesel into light products were assumed to be second-order irreversible reactions in the model, and the order of the rest reaction paths, except for reactions of butylene and propylene, was regarded as unit. As for the catalytic reactions of butylene and propylene, they follow the dimerization–cracking mechanism [15]. Therefore, second-order was set for catalytic reactions of butylene and propylene.
Mathematical model and parameter estimation
To develop a mathematical model for this system, the following assumptions were introduced:
-
1.
One-dimensional isothermal ideal plug flow reactor prevailed in the riser without radial and axial dispersion;
-
2.
The density and heat capacities of all gaseous components were constant, the effects of the inert material were neglected;
-
3.
Instantaneous vaporization occurred at the entrance of riser, and all cracking reactions were considered to take place in the riser reactor.
According to the reaction schemes shown in Fig. 1, the reaction rate (R) of each lump involved in the reaction network was written, in the form of matrix, as:
where the reaction rate constants matrix K is,
The first character in the subscript of each element in the matrix \(K\) is the reactant, and the second character represents the product.
Y is the vector of the weight fraction of each lump in the oil vapor:
The decay of the catalyst activity (\(a\)) is represented by a function which depends on the amount of coke deposited on the catalysts [13]:
where the values of deactivation constants N and A h are 0.10 and 22.64, respectively (data from Daqing atmospheric residue), and C c is the coke concentration on the catalysts (C c = y 10/RCO).
In the mathematical model, differential equations were solved with forth-order Runge–Kutta method. The combined simulation annealing and Levenberg–Marquardt algorithm was employed for the optimization of the objective functions (\(\sum\limits_{i = 1}^{12} {\sum\limits_{j = 1}^{10} {\left( {y_{{j,\;{\text{cal}}}} - y_{j,\;\exp } } \right)^{2} } }\), \(y_{{j,\;{\text{cal}}}}\) and \(y_{j,\exp }\) are the calculated and experimental values of the yield of each lump, respectively). The coupled algorithm not only overcomes shortcomings of the Levenberg–Marquardt algorithm, which cannot jump out of local optimal solution and highly qualitative setting initial value, but also improves simulated annealing algorithm, where the searching efficiency gradually reduces.
Materials and analysis of feeds and products
The sample of atmospheric residue which was taken from an industrial TMP unit was used as feedstock; its properties are given in Table 2. The catalyst, called LTB-2, was used for maximizing propylene in the experiments. Its main physical properties are listed in Table 3.
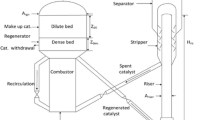
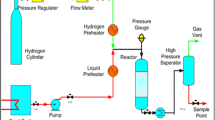
In this study, all experiments were carried out in the XTL-5 typed riser unit [16]. The unit, similar to the commercial ones, includes a riser with stratified injections, a disengager, and a regenerator. The effluent from the top of the disengager goes into the condensing system, and the gas and liquid products were collected and measured, respectively. The resulting cracking gas was analyzed by a Varian 3800 gas chromatograph (GC). The liquid was fractionated to gasoline, diesel, and heavy oil by the true boiling point distillation. The mass percentage of gasoline, diesel, and heavy oil was analyzed and quantified with the Agilent 6890 N GC. The flue gas was measured during the reaction and then analyzed by the Varian GC3800 to determine the coke yield. More detailed information about the experimental setup and operation procedures can be found in Ref. [16]. Twelve sets of experimental results data, including the operation conditions and product yield distributions, are given in Table 4.
Results and discussion
Model parameters estimation and analysis
Based on the twelve sets of experimental data, model parameters, including pre-exponential factors, activation energies and reaction rate constants under the temperature of 580 °C, were estimated and calculated. The values of all these parameters are listed in Table 5.
The value of the activation energy reflects not only the degree of difficulty the reaction takes place in the riser reactor; it also embodies the sensitivity of the reaction to the reaction temperature [9]. According to Table 5, several conclusions can be deduced: (1) the activation energies of cracking heavy oil, diesel, gasoline and LPG increase sequentially, which indicates that the longer the carbon chain of the hydrocarbon is, the more readily it cracks. This agrees well with the carbonium ion mechanism in FCC processes; (2) the activation energy of producing low-carbon olefin from cracking gasoline olefins is a little smaller than that of producing low-carbon alkanes, and the energy barrier that needs to be crossed in reactions of cracking gasoline olefins is much higher than that in reactions of cracking gasoline saturates. The phenomena indicate that an improved yield of propylene would be obtained when gasoline which is rich in the olefins is fed into the riser. Indeed, Li [5] showed that light gasoline with a relative high content of olefins gives rise to a higher propylene yield than heavy oil and full-cut gasoline. This is consistent with the target of decreasing the content of olefins in gasoline and improving the yield of propylene with the second-stage riser reactor in the TMP process.
As shown in column 5 in Table 5, the reaction rate constants of propylene formation at 580 °C from cracking heavy oil, diesel, gasoline olefins, gasoline saturates and butylene decrease in turn. On one hand, this is in accordance with the catalytic reaction rules; on the other hand, it makes it clear that in the TMP technology, the C4 mixing gas and light gasoline should be fed into the riser reactor from the lower entrance, where the reaction condition is relatively rigorous and the conversions of short-chain light hydrocarbons would be enhanced.
Verification of model parameters
The ten-lump kinetic model and its kinetic parameters estimated by the coupled method are verified by the experimental data. Figure 2 shows the comparison between experimental and predicted yields of the ten lumps at various operation conditions using the kinetic model proposed in this work. As observed in Fig. 2, the model predictions agree well with the experimental data, which indicates that the kinetic model is quite reasonable in a statistical test view.

The residual error between calculated and experimental value of ten-lump
Figure 3 shows the concentration profiles along the reaction time under the temperature of 580 °C in a single riser reactor. It can be observed from the Fig. 3 that the ten-lump kinetic model predicts sufficiently well the experimental data and the variation tendency of product yields at different residence time.

Comparison between experimental yields and calculated yields at 580 °C for a single riser
Figure 4 shows the comparison between experimental yields [16] and calculated yields for two-stage riser. The solid line in Fig. 4 depicts the concentration profiles along the residence time in the first-stage riser, while the dot line represents the comprehensive predicted results for the two-stage riser. The operational temperature in the first-stage riser is 580 °C, the reaction time is 1.27 s, and the RCO is 11.0. In the second-stage riser, the operational temperature is 600 °C, the residence time is 1.48 s, and the RCO is 13.0 or so. In the TMP technology, the cracking products from the first-stage riser enter a fractionator and are separated. The products of gas and diesel leave the reaction system, while the heavy cycle oil (HCO) and gasoline enter the second-stage riser and proceeds cracking reactions over regenerated catalysts. The two-stage riser results were obtained by the simulated calculation of two-time independent riser simulations. As can be observed, the model predictions show a quite convincing agreement with both the first-stage riser experimental data and the comprehensive two-stage riser data.

Comparison between experimental yields and calculated yields for two-stage riser
Figure 5 shows the comparison of the propylene yields at 580 °C predicted by Guo’s 11-lump kinetic model [13] and the developed 10-lump kinetic model. It can be seen in Fig. 5 that the yields of propylene from both model predictions increase with the increase in conversion of heavy oil. However, when the conversion is greater than 98.5 %, the yield of propylene predicted by Guo’s model continues increasing dramatically. Obviously, the tendency is not consistent with the catalytic reaction theories. According to the catalytic theory, propylene would be converted into dry gas and coke when the conversion approximates 100 %. As a result, the yield of propylene should decrease dramatically. The shift was exactly predicted using the proposed ten-lump model. Thereby, the reasonability of the ten-lump kinetic model was further verified.

Comparison of the propylene yields predicted by Guo’s model and the proposed model
Conclusions
A novel ten-lump kinetic model for the TMP process has been proposed. According to the catalytic reaction mechanisms, the reaction system was divided into ten lumps by reasonably simplifying the reaction network, including heavy oil, diesel oil, gasoline olefins, gasoline aromatics, gasoline saturates, (butane + propane), butylene, propylene, dry gas and coke. Thirty-five sets of model parameters were estimated based on twelve sets of experimental data with the coupled SA-LM (Simulated Annealing and Levenberg–Marquardt) method. The findings indicate that the model could predict the riser key products and their compositions quite well; thereby it presents the possibility of being applied to the production practice for the TMP process.
References
Zhong L, Huo Y, Wang J (1996) ARGG process for maximum gas plus gasoline production from atmospheric residue. Pet Process Petrochem 26(6):15–19
Wang L, Yang B, Wang G et al (2003) New FCC process minimizes gasoline olefin, increases propylene. Oil Gas J 101(6):52–58
Xie C (1997) Commercial application of deep catalytic cracking catalysts for production of light olefins. Petrochem Technol 26(12):825
Han W, Huang R, Gong J (2006) Commercial application of new FCC process-MIP-CGP. Pet Refin Eng 36(9):1
Li C, Yang C, Shan H (2007) Maximizing propylene yield by two-stage riser catalytic cracking of heavy oil. Ind Eng Chem Res 46(14):4914–4920
Yang C, Chen X, Zhang J et al (2014) Advances of two-stage riser catalytic cracking of heavy oil for maximizing propylene yield (TMP) process. Appl Petrochem Res 4(4):435–439
Pinheiro CI, Fernandes JL, Domingues L et al (2011) Fluid catalytic cracking (FCC) process modeling, simulation, and control. Ind Eng Chem Res 51(1):1–29
Du YP, Yang Q, Zhao H et al (2014) An integrated methodology for the modeling of Fluid Catalytic Cracking (FCC) riser reactor. Appl Petrochem Res 4(4):423–433
Wu F, Weng H, Luo S (2008) Kinetic model for heavy oil catalytic cracking in riser of FDFCC process. Acta Pet Sinica (Pet Process Sect) 24(5):540–547
Guo X, Long J, Hou S et al (2005) FCC reaction mechanism and kinetic modelling based on molecular description. Pet Process Petrochem 35(11):74–78
Xu Z (2008) Maximizing yield of propylene by two-stage riser catalytic pyrolysis technology. Tianjin University, Tianjin China
Liu Y (2008) Study on catalytic pyrolysis of FCC gasoline and kinetic model for the two-stage riser fluid catalytic cracking. China university of Petroleum (East China), Shandong China
Guo J (2008) Primary study on the lumped kinetic model for heavy oil cracking into propylene by two-stage-riser technology. China university of Petroleum (East China), Shandong China
Shan H, Dong H, Zhang J et al (2001) Experimental study of two-stage riser FCC reactions. Fuel 80(8):1179–1185
Klepel O, Loubentsov A, Böhlmann W et al (2003) Oligomerization as an important step and side reaction for skeletal isomerization of linear butenes on H-ZSM-5. Appl Catal A 255(2):349–354
Liang Z (2008) Primary study on Two-stage riser catalytic pyrolysis of gas oil. China university of Petroleum (East China), Shandong China
Acknowledgments
The authors are grateful to the National 973 Program of China (No. 2012CB215006) for the financial support.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Du, Y., Yang, Q., Zhang, C. et al. Ten-lump kinetic model for the two-stage riser catalytic cracking for maximizing propylene yield (TMP) process. Appl Petrochem Res 5, 297–303 (2015). https://doi.org/10.1007/s13203-015-0114-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13203-015-0114-1