
Abstract
Apart from mould and core remnants attached to metal objects from the Chalcolithic Southern Levant (ca. 4500–3800 BCE), production remains of early lost wax casting are seemingly invisible in the archaeological record. An experiment using reproduced casting moulds was performed to simulate the Chalcolithic processes to investigate whether the moulds might have deteriorated to an unrecognisable state after the casting process. Results from previous studies on mould remains attached to metal objects were complemented with ethnographical accounts for the experimental set-up. The moulds were prepared from local clays already in use during the Chalcolithic. Petrography, simple alteration tests, and general technological considerations reveal that preservation may be poor but is still visible to the naked eye. The preservation of multi-layered fragments is crucial, despite their friable or brittle state after casting. A further, previously unmentioned, clear indication of lost wax casting moulds may be the combination of vegetal temper with mineral/rock temper in their clay paste. This composition derives purely from technological considerations and is independent of depositional and post-depositional processes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The emergence of lost wax casting technology, also called investment casting, is probably one of the most enigmatic phenomena in the development of early metallurgy. This complex technology, which requires mastering the high-temperature behaviour of different materials, accompanied the earliest use of metal alloys and copper smelting in some regions.
The earliest known lost wax cast objects (Fig. 1), dating to the mid-fifth millennium BCE, were made of gold and found in the cemetery of Varna, Bulgaria (Leusch et al. 2015; Higham et al. 2018). Probably contemporaneously (4500 to 3600 BCE), unalloyed copper was exclusively used for lost wax casting in Baluchistan. Small amulets and seals cast in this technique were recovered at Mehrgarh (Mille 2017; Thoury et al. 2016). Similarly, at the end of the fifth and into the early fourth millennium BCE, polymetallic copper alloys rich in arsenic and antimony were nearly exclusively used for lost wax casting in the Chalcolithic Southern Levant (Shalev et al. 1992; Shalev and Northover 1993; Golden 2014a). Compared with objects from other regions and besides the “leopards weight”, the so-called crowns and standards found, e.g. in the Nahal Mishmar Hoard (Bar-Adon 1980), were by far the most elaborate objects cast by this technology at this time.

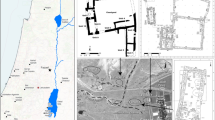
Location of the sites mentioned in the text. The rectangle in map A indicates the location of the subset shown in map B (imagery: Terrametrics, GoogleMaps, 2021)
To date, no early production sites are known, leaving the origins and development of this innovation and its technical details practically unknown. Potential first evidence for sites in the Southern Levant was recently discovered at Fazael in the Jordan Valley. Part of the metallurgical assemblage included fragments of lost wax cast objects and crucible fragments in close spatial proximity (Rosenberg et al. 2020). Apart from these finds, the earliest secure production remains of lost wax casting date to the end of the third millennium BCE. At Altyn Depe (Turkmenistan), sprues (inlet channels) were found in an area with abundant metallurgical debris (Salvatori et al. 2002). An unused mould was recovered in a metal workshop in Tell edh Dhiba’i (Southern Mesopotamia), dating to the first quarter of the second millennium BCE. The best-preserved remnants of a lost wax casting workshop were found in a tomb in Qubbet el-Hawa (Egypt), dating to the late sixth and early fifth century BCE. It featured an assemblage of moulds ready for de-waxing and casting, together with moulds with failed casts (Auenmüller et al. 2019). The latter two sites date much later than the Chalcolithic Southern Levant. However, they seem to be the only other sites in the broader region with clear evidence for layered lost wax casting moulds—indicating how elusive production remains of this technology seem to be in general. Moreover, the thorough analytical and experimental work on the moulds and the technological reasoning behind their design by Auenmüller et al. (2019) makes their study a critical reference point for this study.
The absence of production sites using investment casting during the Chalcolithic period might not be surprising given the general scarcity of such production sites throughout time and the small number of uncovered objects from the early metal cultures manufactured in the lost wax technique. However, in the Chalcolithic Southern Levant, hundreds of objects made in this technique were recovered from the Nahal Mishmar Hoard alone (Bar-Adon 1980), indicating an intensity in production comparable to the pure copper technique, for which production sites are known (Shugar 2000; Golden et al. 2001; Golden 2014b). In addition, mould remains can be found directly on metal objects (Goren 1995, 2008, 2014). Therefore, factors other than the general scarcity of such remains in the archaeological record might be the reason for the invisibility of the production sites.
Recognisability of early lost wax casting moulds
The lost wax casting technology has been the subject of several ethnographic studies (Smith and Kochhar 2003; Levy et al. 2008; e.g. Anfinset 2011), which allow, in conjunction with the mould remains from the Chalcolithic Southern Levant, the experimental reconstruction of the production process (Shalev 1999; Goren 2014).
In brief, lost wax casting consists of seven different steps: (1) making a ceramic core to create a base; (2) coating it with wax, a wax-resin mixture, or any other material with a low melting point that can be hand-shaped but is stable at ambient temperatures; (3) shaping the wax coat to the shape of the desired object, often adding “gates” to improve the metal flow, and sprues; (4) applying fine, then coarse layers of refractory materials (in prehistoric times usually clays with different mixtures of temper) on the wax model to create a mould and let it dry; (5) removing the wax by melting and pouring, or burning, thereby baking or firing the mould; (6) casting the metal into the so-produced cavity; and (7) breaking the mould to retrieve the cast object (Fig. 2). Because every object is a copy of the wax model and the mould is crushed, each of them becomes an individually produced, unique creation.

The reconstructed lost wax casting process of a Southern Levantine Chalcolithic mace head as implemented in the archaeological experiment. (1) Making the wax model: (a) shaping the ceramic core; (b) application of the wax-resin-mix and beeswax; (c) attachment of a casting sprue and air outlet. (2) Construction of the mould: applying (a) the defining layer; (b) the second layer with calcareous sand; (c) the third layer with quartz sand. (3) De-waxing. (4) Casting the object: (a) casting, (b) cooling of the mould. (5) Removing the mould: (a) crushing the mould, (b) removal of the casting sprue and reworking of surface (e.g. polishing). (6) Finished object
In contrast to casting in e.g. sand moulds, which would not leave any trace in the archaeological record (Ottaway 2003), lost wax casting moulds were made with a ceramic paste and at least baked, sometimes even fired. While it might be sufficient to heat the moulds to remove the wax, the interior parts inevitably are fired to some extent by the cast metal melt. Consequently, remains should survive in the archaeological record. Nevertheless, lost wax casting and especially the mould fragments might not be very indicative. Metallurgical remains from these times are rare in general. Additionally, similar moulds, crucibles, and furnaces might be employed for open casting and the lost wax casting technique. However, the (almost) exclusive use of a specific alloy for lost wax casting (Mille 2017; Shalev and Northover 1993), at least for the Chalcolithic Southern Levant and Baluchistan, should be in principle traceable by chemical analyses of the metal and slag remains on the crucible. Another explanation for the near absence of lost wax casting workshops in the archaeological record may be that they existed away from settlements to keep the technology secretive and exclusive, as Goren (2008) and Gošić and Gilead (2015) suggested for the Chalcolithic Southern Levant. Moreover, additional preservation bias is introduced as the workshops likely consist only of a few highly fired pits, especially if metal debris was collected for recycling, or the place was cleaned to disguise the secret of this technology. Under such circumstances, the production sites may be invisible, remote from habitation sites, devoid of production refuse, or any combination. Hence, they are potentially overlooked by archaeological surveys.
Archaeological data are inherently incomplete and often replete with a myriad of unknowns. Scientific research is further complicated by the excavation, recording, and post-excavation treatment of archaeological materials. Depending on the region of origin, they might have been excavated by field archaeologists or untrained workers, who are neither fully aware of the full range of scientific methods nor specified research questions concerning the materials, processes, and expected leftovers of past technologies. In our region of interest, soil exposed to elevated temperatures is often overlooked, ash and other sediments from the depositional immediate surroundings of the objects are dumped, and fine, contextual details are not recorded. Furthermore, relevant materials, such as ore and slag, are not always recognised and incorrectly attributed to other categories.
As a result, technological finds brought to the laboratory for analysis might be wrapped in unsuitable materials, “cleaned” for documentation, and coated in protective materials as a conservation measure before examination. For example, mould pieces stuck to the metal were either removed in antiquity or even “cleaned” in modern times by conservators, as in the case of some Chalcolithic objects from Israel (Goren 2008). Only in a minority of cases do field archaeologists focus specifically on the history of technology and direct their excavations with this goal in mind. This leads to a permanent loss of critical micro-archaeological records that are expected to accompany pyrotechnology, such as micro-artefacts and technological by-products. If recognised, they are predominantly studied as part of the post-excavation activity. This further emphasises the preservation and excavation bias, as research is led by the incidental nature of discovery.
Because the mould must be carefully crumbled to expose the metal object without damaging it (Auenmüller et al. 2019), lost wax casting moulds end up as small crumbs, and thus are not easily recognisable in the archaeological record. Moreover, due to post-depositional processes, larger mould fragments may further lose their shape and indicative features that can be identified by the naked eye. In such cases, micro-archaeological techniques are required. Among them, petrography is a cost-efficient and quick method to gain information about the fabric, structure, estimated heating temperature, and mineralogical composition of the mould remains. In some of studies of the Chalcolithic Southern Levant, remnants of moulds preserved on lost wax cast items dating to the earliest phase of this technology were identified by petrographic analyses (Goren 1995, 2008, 2014). The same clays were used for moulds and pottery (Goren 1995, 2008), strongly limiting methods for a chemical distinction between the two. Generally, moulds were multi-layered with an inner layer made of calcareous clay with calcareous sand and a high amount of fine vegetal temper. If the outer layer was preserved, it was made either from ferruginous clay with quartz sand and vegetal temper, or plaster. The use of dung in the plaster is indicated by abundant spherulites (Goren 2008). The results allow the deduction of three characteristic features of lost wax casting moulds: multi-layered design, high content of vegetal matter, and the use of plaster as an outer layer.
In the Chalcolithic Southern Levant, the use of plaster was minimal and seems to be restricted to mural paintings from Teleilat Ghassul, with additional small fragments from Abu Hamid (Ilan and Rowan 2011) and the Chalcolithic shrine at Ein Gedi (Ussishkin 1980). Hence, even a small fragment of plaster, especially if it is far away from buildings, can be regarded as a strong indicator of a lost wax casting mould. The use of vegetal matter in turn is not indicative of lost wax casting moulds but of metallurgical ceramics in general. It is absent in pottery of the Late Chalcolithic Southern Levant, which preferred wadi sand as temper material (Gilead and Goren 1989; Goren 1995, 2006; Shugar 2000; Burton et al. 2019). Multi-layered ceramics again can be regarded as being indicative of lost wax casting moulds in the Chalcolithic Southern Levant because no other appearances of such a designed ceramic are known. In principle, these characteristics often apply to bivalve moulds as well. However, there is no evidence for the use of bivalve moulds in the Chalcolithic Southern Levant with one exception: a disc-shaped mace head made of pure copper (Segal and Kamenski 2002), a very uncommon type of mace head by shape and chemical composition for the Chalcolithic Southern Levant. As a result, fragments of lost wax casting moulds in the Chalcolithic Southern Levant, if preserved, can be positively identified as such by a combination of at least two of these features.
Aim of the study
The experiment aimed to test how recognisable mould fragments are if they are not attached to a metal object. Lost wax cast objects in the Chalcolithic Southern Levant were often found in protected places like caves (e.g. Bar-Adon 1980; Gopher and Tsuk 1996; Namdar et al. 2004; Shalem et al. 2013; Yahalom-Mack et al. 2015), in pits as caches, or in subterranean rooms (Perrot 1955; Eldar and Baumgarten 1985). Since no other region with early lost wax casting (i.e. Southeastern Europe/Varna and Baluchistan) has reported remnants except for the finished objects, the Southern Levant will be used as a reference region.
An archaeological experiment was conducted to create comparable moulds and to use them for the casting of polymetallic copper alloys. The archaeological material offers little knowledge about the different steps involved in creating the mould (Tadmor et al. 1995; Goren 2008, 2014). Therefore, observations from previous experiments tackling this technology (Shalev 1999; Goren 2014), other finds and experiments (Davey 1983; Martinón-Torres and Uribe-Villegas 2015; Auenmüller et al. 2019), and ethnographical studies (Smith and Kochhar 2003; Levy et al. 2008; Anfinset 2011) were combined to reconstruct the process as close to what is known from archaeological remains as possible. All steps in the experiment were guided by the principle of simplicity as defined by Auenmüller et al. (2019, p. 153): “This principle of reproduction serves to create a model-artefact from a process comprised of steps as simple and as efficient as possible using only tools attested in archaeological contexts.”
Some aspects purposely deviate from the archaeological record to enhance the information gained from the experiment and they will be discussed in the respective parts of the experimental set-up. Most importantly, the same clay was used for all layers. Telling apart different ceramic pastes or even a ceramic paste from plaster is comparatively easy. Therefore, the experiments were taken as an opportunity to investigate how well different ceramic pastes made from the same clay can be distinguished.
After the archaeological experiment, the moulds were cut and sampled for petrography to gain information about their structure and alterations. For comparison, the unfired raw materials were examined, too. Additionally, a selection of raw materials, mould fragments, and other fired ceramics (e.g. furnace walls, tuyères) were subjected to simple alteration experiments to analyse their mechanical and water resistivity (cf. Orfanou et al. 2022 for a similar approach).
Experiment
Materials
The most abundant core/mould material found on lost wax cast objects from the Chalcolithic Southern Levant is a ceramic paste made of calcareous Moza clay mixed with a high proportion of chopped grass and sand-sized rounded grains, mainly limestone and quartz (Material A1 in Goren 2008). Hence, this mixture was chosen as a standard for the moulds’ ceramic pastes in the experiment.
The Moza clay was collected from the type locality of the Moza Formation (Taitel-Goldman et al. 1995). Vegetal matter was removed by hand before the clay was crushed to a grain size of < 5 mm. Depending on the layer of the mould, fractions with smaller grain sizes were produced by further crushing and sifting. Small animal bedding was used to prepare the vegetal temper by sorting out straw and stalks before chopping it. Sediment from Wadi Fazael (Lower Jordan Valley) was used to extract the calcareous sand by elutriation. Sifting of the obtained fraction indicated an almost perfect separation of the sand fraction (grain size > 62 µm) from silt and clay (grain size < 62 µm).
Dung temper was purposefully not used in the ceramic pastes, although it is regularly reported in ethnographical studies (Levy et al. 2008; Anfinset 2011). It had been used in previous experiments (Shalev 1999; Goren 2014), but Goren (2008) reports spherulites only for the lime plaster and no other indicators for the use of dung temper in the mould materials. Admittedly, due to the high-temperature environment, reaching temperatures above 800 °C near the melted metal, dung temper might be invisible in ceramic pastes (Amicone et al. 2021). However, the reconstructed function of dung temper in lost wax casting moulds (cf. Auenmüller et al. 2019) was achieved differently (see below).
For the wax model, a mixture of equal quantities of tree resin and wax was prepared. Such a mixture is attested by finds in similar climatic conditions (Auenmüller et al. 2019) as well as ethnographical studies (Levy et al. 2008; Anfinset 2011). Its use is necessary because the high ambient temperatures of tropical and subtropical climates can easily soften thicker layers of pure beeswax to the extent that the wax model loses its shape before the mould is made (Levy et al. 2008; Anfinset 2011). The details of the wax model were made with pure beeswax.
The furnace walls and tuyères were made of Negev loess mixed with chaff in a roughly 1:1 volume ratio (Rose et al. 2021). Such a mixture was used for the furnaces and crucibles in the local pure copper smelting process contemporaneous with the lost wax casting process (Golden 2014a). The furnaces and crucibles of the pure copper process were used as template because they are yet to be found for the lost wax casting and the metallurgical processing of polymetallic copper alloys. Negev loess is the local soil of the Northern Negev. It is a calcareous clay with abundant silt-sized inclusions, majorly quartz (for a detailed description see e.g. the group “Loess-calcareous sand/quartzitic sand” in Goren 1995).
Preparing the mould
In total, six moulds were prepared. The template object was a mace head with a ceramic core. It is the most abundant object type made by lost wax casting in the Chalcolithic Southern Levant (cf. Bar-Adon 1980). Furthermore, the simple shape and comparatively small size allow us to gain practical knowledge of the process with limited expenditure on the materials.
To model the ceramic cores, 60 vol.% Moza clay and 40 vol.% calcareous sand were mixed and water was added until the paste was not sticking to the fingers anymore. All subsequent ceramic pastes were prepared similarly. Vegetal matter was not incorporated into the experimental cores to eliminate the risk of fracturing or even explosion of the core due to the release of water and carbon dioxide when unburnt vegetal matter is charred during casting. The diameter of the dry cores ranged from 46.7 to 48.5 mm, and their height from 38.7 to 42.6 mm. The diameter of their shaft hole ranged from 17.6 to 18.7 mm. Considering the metal shell enclosing the ceramic cores after casting, the mace heads would be a bit larger than the average size but well within the dimensions of the mace heads found in the Nahal Mishmar Hoard (Bar-Adon 1980).
The ceramic paste was shaped around a stick with a smooth surface and a suitable diameter for the shaft hole. The stick was removed after shaping the core around it. In the still wet paste, two small wooden sticks were inserted into the shaft hole to connect the core with the mould later. The cores were dried for several weeks (Fig. 3a).

Production of the mould: (a) the ceramic core; (b) the finished wax model with sprue; (c) the dried defining layer; (d) the applied second layer (with calcareous sand); (e) the applied third layer (with quartz sand)
The dry cores were repeatedly dipped in the liquid wax-resin mixture (heated to 80 to 85 °C) until a 3 to 5 mm thick layer had accumulated around the core. To shape the contours of the top and bottom, they were partially dipped in beeswax. Subsequently, the cores were submerged to coat them with a thin continuous wax layer, and the core’s number was applied onto it with a string of wax. Last, the wax was removed from the wooden sticks with a thin spatula, and the separately modelled sprues (diameters between 13 and 21 mm) and negatives for the air outlets were applied (Fig. 3b). Tadmor et al. (1995) report that the sprues were located at the base of the objects, while Shalev (1999) reconstructed the location of the sprue on the side. In our experiments, we followed the reconstruction by Shalev (1999) because the sprue position does not seem to have a significant influence on the mould material, and it seems easier to remove it from a flatter area. However, this was only possible because we applied a separate outlet for the air. Well-trained founders do not necessarily need an air outlet (cf. Auenmüller et al. 2019) but then, the position of the sprue on the base (or top) of the core is required to achieve a high-quality cast (Garbacz-Klempka et al. 2017).
Afterwards, the “defining layer” (sample Raw-M0, Table 1) was applied. It defines the shape of the cast object and must perfectly cover the details of the wax model. Remaining air bubbles will result in casting errors, as they will be filled with melted metal. To create a suitably fine paste, a portion of Moza clay with a grain size of < 62 µm was prepared and mixed with water to slurry. As was shown above, a good separation at 62 µm can be achieved without sieves by elutriation. As reported by Auenmüller et al. (2019), it indeed attached poorly to the wax. However, the slurry bonded perfectly on areas with remains of dry fine clay. Hence, instead of degreasing the wax as suggested by Auenmüller et al. (2019), a very thin layer of dry fine clay was applied to the wax models and any non-attaching material was blown away. After this preparation, the slurry was applied without any problem. The dry layer was about 0.2 mm thick. Drying cracks only developed in areas with considerably increased layer thickness (especially around the numbers, Fig. 3c). This may be mitigated in future experiments by drying the slurry after each dip or increasing its fluidity. As a result, the use of dung temper, at least for this clay type, is dispensable to achieve sufficient plasticity and cohesion of the clay (cf. Auenmüller et al. 2019).
For the second layer, ceramic pastes were made from Moza clay crumbs of < 1 mm grain size, grass chopped to < 2 cm (mainly < 1 cm), and calcareous sand. Ceramic pastes with different quantities of each were mixed with water to form a non-sticking paste and applied on the wax models (samples Raw-M1 and Raw-M2, Table 1). Care was taken to closely cover the inner layer. The paste was thoroughly squeezed into the shaft hole to prevent the inclusion of air bubbles, as the thermal expansion of air trapped in them might break the moulds during heating. The moulds were dried for several days, the last day under direct sun (Fig. 3d). The minimal thickness of the dried second layer varied from 5.3 to 8.6 mm, depending on the mould.
The outermost layer (Raw-M5, Table 1) was applied to ensure that the mould was thick enough to withstand the heat and pressure of the melted metal. According to Goren (2008), this layer is always made from another material. As highlighted previously, multi-layered ceramics can serve as clear indicator for mould remains of the lost wax casting technology. In order to test how easily layers of the same material could be distinguished, Moza clay was used again. To provide sufficient stability to the mould, the Moza clay was tempered with large amounts of quartz sand (comparable to the mineral temper of material B in Goren (2008) but with an overall larger grain size: 0.5 to 1 mm) and coarser chopped grass (up to 5 cm length, Table 3). The composition further emphasises the difference of this layer from the second one. The moulds were dried for over a week, first inside the laboratory for some days, later in an open shaded area, before exposing them for several days to the bare sun (Fig. 3e). The minimal thickness of the finished moulds varied between 9.7 and 18.9 mm.
Firing and casting
The casting experiments were carried out in late August 2020 on the banks of Nahal Beer Sheva, several kilometres east of Beer Sheva. Two furnaces were constructed (Fig. 4). To melt the metal in a crucible, a furnace was made according to the reconstructions of contemporaneous furnaces found in Abu Matar and Shiqmim on the riverbanks of the Nahal Beer Sheva (Shugar 2000; Golden et al. 2001; Golden 2014b). As there is no information about how the moulds were de-waxed, a small separate furnace was prepared for de-waxing and firing the mould. Each furnace was heated with a bag bellow made of cow leather. Citrus charcoal was used as fuel. Different mixtures of copper filings, antimony shot, and lead granulate were used to simulate the polymetallic copper alloys used for lost wax casting in the Chalcolithic Southern Levant (arsenic was omitted for health reasons). Temperatures were recorded intermittently with an infrared pyrometer. Pyrometer operators could not reliably recognise the focal spot of the pyrometer, resulting in measurements that often underestimated the real temperature. Therefore, it was decided to report only the maximum temperatures.

The furnaces used in the experiment to fire the moulds: (a) the furnace to melt the metal in a crucible before kindling the fire; the later position of bellow 2 is indicated. (b) The furnace for de-waxing. (c) The location of the moulds from experiments 1 to 3 in the furnace for wax removal. (d) The crucible furnace with the mould from experiment 4 placed between the tuyères. The tuyères are located under the cobblestones
Initially, it was intended to pour the liquid wax from the mould and then fire it at high temperatures. However, when starting the experiments, it seemed more appropriate to let the wax burn off. Due to the unanticipated general high temperature of the glowing charcoal, even without bellowing, it could not be excluded that the wax flowing out of the mould would uncontrollably catch fire when the mould is placed with the pouring cup on the side/bottom. Hence, the moulds were placed with the pouring cups upwards and the wax was burned off under controlled conditions. Although removing the wax by pouring is more widespread, burning it off is known from ethnographical studies (Capers 1989; Smith and Kochhar 2003).
In three of the four experiments (Table 2), the mould was placed in the de-waxing furnace in the hot zone of the tuyère (Fig. 4c)—the only area where glowing charcoal was observed—to ensure that the mould and also the ceramic core in it is sufficiently heated to char the chaff and to remove any water. The arrangement in the crucible furnace was changed for the last experiment, and the mould set between the two bellows, i.e. outside the hot zones of their tuyères (Fig. 4d). While bellows were operated in the first two experiments to keep the charcoal glowing, the mould was intentionally extensively heated in the third experiment to test the behaviour of the ceramic paste at high temperatures. In the fourth experiment, heating was comparatively gentle (Table 2).
The experimental part concerned with the heating and melting of the metal is described in detail by Rose et al. (2021). It is not related to the fate of the moulds, and it might suffice here to say that due to several circumstances we did not succeed in melting large amounts of copper. Consequently, no proper casting could be done. Only during the third experiment was a small amount of copper (based on its colour) melted. However, the casting process was impeded by small pieces of charcoal falling off the crucible and blocking the pouring cup before the melt reached the mould (Fig. 5a). In the fourth experiment, metal mixed with a high proportion of antimony was used, and it was possible to cast the melted antimony (Fig. 5b). Judging by the whitish colour of the cast metal and the remaining crucible batch, the copper remained almost unmelted.

The melted metal from (a) experiment 3 and (b) experiment 4. In experiment 3, the metal ran down outside of the mould
Post-experiment examination
Petrography
Selected cores and mould fragments were sampled for microscopical analysis. All samples were embedded in epoxy resin under vacuum conditions to allow proper penetration of the resin into the voids. Petrographic thin sections were prepared according to standard procedures and analysed under a petrographic microscope with plane (PPL) and cross-polarised light (XPL).
Alteration experiments
To analyse the durability of the mould remains and other metallurgical materials (tuyères, furnace wall), selected samples underwent simple alteration experiments. The experiment aimed to acquire a (rough) qualitative estimate on how easily the materials could be turned into a state that makes them invisible in the archaeological record (cf. Orfanou et al. 2022 for a similar approach). It focussed on accidental events because intentional destruction would have resulted in sufficient efforts to achieve this goal. To check for mechanical resistance, a person with ~ 80 kg body weight and sneakers stepped on the materials with a defined number of steps to simulate accidental trampling. Resistivity against water was tested by submerging the samples in water and stirring them after specified time intervals. Admittedly, this cannot properly simulate e.g. the impact of flash floods, but it provides an estimate on whether the materials can dissolve in rain like unfired clay. The degradation of the samples was recorded after each interval (Tables 3, 4). Although this contribution focusses on the moulds, the other materials are included for comparison.
Results
Macroscopical examination
Different aspects of the mould fragments’ appearance after the experiments are summarised in Table 2. In the first three experiments, the moulds became very friable and could be easily crumbled between fingers. The calcareous sand grains were powdery. The mould of experiment 1 accidentally broke in the field (Fig. 6). At this point, the core did not show any fractures and the second and third mould layers had partly separated. At the end of the experiment, the ceramic core was fractured without any additional mechanical influence, and large parts of the mould crumbled away during the transport to the laboratory. Likewise, the moulds of experiments 2 and 3 became significantly more friable after the end of the experiments. New cracks and propagation of existing ones were observed after they arrived in the lab, even though they were carefully packed for transport (Fig. 7). Moreover, the friability seemingly increased during storage in closed zip-lock bags during the 10 days that followed the experiments, while no condensed water was observed in the bags.

The mould of experiment 1 after it was accidentally broken in the field. The separation of layers 2 and 3 is apparent in the larger fragments

The mould of experiment 2 (a) immediately after the experiments and (b) 10 days later in the laboratory with new or considerably enlarged cracks
Some moulds revealed abundant thin cracks on the inside. However, it is unclear whether they arose from impact or firing. The surface and ceramic body of the mould, as well as the surface of the ceramic core, exhibited different shades of grey (Fig. 8). After experiment 1, the ceramic paste was beige, like the unfired clay, or pale grey. The grey colour of some areas in the other two experiments indicates that the carbon from the vegetal matter was not fully combusted. This stands in line with previous experiments (London 1981), indicating the resistivity of grassy material within fired clay to relatively high temperatures. Additionally, all moulds became superficially vitrified in the area closest to the tuyère. While this was somewhat intended in the third experiment (see above), it was not for the first and second. To successfully cast a small object like a mace head, the reached temperatures (Table 2) were much higher than necessary. However, it cannot be excluded that moulds for the large (up to 77 cm) lost wax cast items found in the Nahal Mishmar Hoard, cast in a single run (Bar-Adon 1980), were (partially) heated to higher temperatures to keep the metal long enough liquid to fill the entire mould.

Mould fragments from (a) experiment 1, (b) experiment 2, (c) experiment 4, and (d) experiment 3
The two outer mould layers of experiments 1 to 3 cracked and separated at the pouring cup. The two layers of the previously broken mould of experiment 1 easily separated in some areas. The ceramic pastes of the moulds obtained in experiments 2 and 3 behaved similarly when the moulds were cut. Separation of the layers occurred especially during the extraction of samples for petrography, although this was not the case for large fragments. In all three experiments, the layers could be partially distinguished by their different colours (Fig. 8).
The mould of experiment 4 behaved differently. It neither crumbled nor did it reveal significant cracks. Nonetheless, it became brittle and required care during jigsaw cutting to prevent breakage instead of cutting. The colour of the ceramic paste is primarily black to grey, except for two small opposing patches on the outside, which are orange and beige (Fig. 8). Only the inner surface of the mould close to the pouring spout is beige, in contrast to the other parts of the mould and the ceramic core, which are grey to black and sometimes covered with a thin layer of soot. The small amount of melted metal flowed to the bottom of the mould and was easily detached from the mould and the ceramic core.
In all the experiments, the shaft hole paste filling exhibited the darkest shade. The wooden sticks to keep the ceramic core in place were burnt, but charred remains were observed in the ceramic cores of experiments 2 and 4.
Petrography
Photomicrographs of all the ceramic pastes used in the study are provided in Fig. 9. The clay is identical to Material A described by Goren (2008). The calcareous sand fits the description provided, although it includes a larger amount of coarse sand than the archaeological mould material.

Photomicrographs of the unfired ceramic pastes in plane-polarised light, (a) Raw-M0; (b) Raw-M1; (c) Raw-M5; (d) Raw-M2. Please note the different scale in (a)
Thin sections of the fired moulds were prepared, predominantly of the moulds from experiments 3 and 4. Only they allowed the extraction of cross-sections through the entire mould without significant crumbling (Fig. 10). Additionally, the ceramic cores of experiments 2 and 4 were sampled. The colour of the matrix corresponds to the macroscopic observations: sections from grey- and black-coloured areas show matrices in the same range of colours under PPL, often masking the petrographic properties of the matrix in XPL. Where it could be observed, the clay exhibited some optical activity except for the very outside of the mould in section Exp3-M1. The heat affected all the carbonate grains, with less impact on the calcareous sand in the ceramic cores and even less in the shaft hole filling. The vegetal matter was burnt in all sections but charred remains were always present.

Cross-sections through (a) the complete mould of experiment 3 (Exp3-M3); (b) the mould of experiment 4 with the outer layer detached during sampling and the outer part of this layer missing (Exp4-M3). The approximate locations of the interfaces between the layers are indicated, composite images
In all thin sections, the different layers of the mould could not be readily distinguished by their matrix or structural features. Their most obvious differences are their different tempers (no temper, calcareous sand, quartz sand). Occasionally, fractures align with the interface of two layers (Fig. 10) but more often they are slightly shifted into the interface derived from the temper. The “defining” layer can be recognised as a band of temper-less paste, sometimes with aligned temper and pores on top of it (Fig. 10).
Alteration experiments
The mechanical resistivity tests revealed that all sampled materials except for the ceramic cores (Exp2-C1 and Exp4-C1), and a tuyère (T1-2) became powdery after a maximum of five steps (Table 3). The mould sample from experiment 2 (Exp2-M1) was excluded from this test because it was already crumbling when touched. The same result was achieved for T1-2 after 15 steps. After ten steps, Exp2-C1 was crushed to pieces sizing ~ 20 mm and the edges showed significant rounding (Fig. 11a). For Exp4-C1, 20 steps were necessary to achieve the same result (Fig. 11b).

The fragments of the ceramic cores of (a) experiment 2 and (b) experiment 4 after 20 steps
Submersion tests were carried out on parts of the same samples. As expected, the unfired and very low-fired ceramics (Planum0-Rest-2, Raw-Cr-F, Raw-Cr–N, T1-1, T1-2, T2-S) fully disintegrated after 5 to 25 min (Table 4). The furnace wall samples and T1-S were not or only slightly affected by the water. Ceramic cores Exp2-C1 and Exp4-C1 were not visibly affected by the water at all, while Exp2-M1 started to crumble before it broke into several pieces after 75 min. The samples were submerged in water for a total of 405 min, but no changes were observed after 75 min.
Discussion
Suitability of the experimental moulds
Because no sufficient amount of metal melt for casting was produced, comparing the experimental moulds with archaeological casting remains requires further discussion. Although the crucibles became hot enough to melt copper, the melted crucible walls indicate that the hottest zone was not suitably placed to efficiently heat the copper to the melting point (Rose et al. 2021). In experiment 3, a small volume of copper was melted but the voids between the copper filings may have created an internal layer of air, which isolated most of the charge from the heat (Heeb 2009).
Copper alloys rich in arsenic and antimony can be fully melted at temperatures as low as 600 °C (Massalski 1986; Northover 1998). In previous experiments, Cu-As-Sb alloys were cast at 800 to 900 °C and the moulds were fired at 600 to 700 °C (Shalev 1999). This is comparable to the firing temperatures of the moulds in experiments 1 to 3. For simple undecorated objects such as mace heads, moulds can be heated to significantly lower temperatures while ensuring a high casting quality. In this case, the temperature difference between the liquidus of the melt and the mould is large enough, allowing the melt to fill the entire cavity before it solidifies. This was observed in experiment 4, where the melt reached the bottom of the mould, despite being too cold to melt copper (Fig. 5b).
Another aspect is the missing interaction between the mould and the melted metal and the resulting absence of strongly reducing conditions at the metal–mould interface. The significance of such an interaction must be questioned for the Chalcolithic Southern Levant because Goren (2008) does not report any traces of a high-temperature impact. On the contrary, the clay matrices of his samples exhibited birefringence, indicating that the calcareous clay did not reach high enough temperatures for a sufficient length of time to completely decalcinate and to sinter. In addition, plant material was not combusted but charred. This suggests rapid cooling due to the slim thickness of the moulds on these parts (especially within the shafts of the objects, from where most of these samples were taken). It certainly does not exclude the existence of such areas. Even if they occurred and stuck to the metal object, it seems most likely that they were removed by grinding to protect the cast’s surface. These small crumbs (Goren 2008) are barely recognisable in the archaeological record.
The ceramic pastes are sufficiently comparable with Chalcolithic materials. In general, it is virtually unachievable to perfectly reconstruct a paste recipe based on petrography or analytical data alone. Solely, relative amounts of the different components can be estimated as a percentage of area or volume. A direct application to the raw materials is impossible as factors such as the volume of pore space of unconsolidated materials cannot be reconstructed with the methods employed. To reduce the risk of drying cracks, estimates for the temper (sands and chopped grass) leaned towards higher quantities, resulting in higher proportions than observed in the archaeological pastes. Generally, the raw materials are comparable and all experiment steps could be performed in the Chalcolithic. From the observations discussed below, it can be inferred that a higher proportion of calcareous sand will increase the friability of the mould at sufficiently high temperatures. In contrast, a higher proportion of vegetal matter will increase its pore volume and hence its brittleness.
In combination, all three aspects confirm that the fired but unused moulds are sufficiently comparable to the archaeological ones. General trends inferred from the experiment will help to identify the preservation potential of mould remains in the archaeological record, their probable appearance when not protected by their metal objects and from taphonomic depositional changes occurring for nearly six millennia on archaeological sites.
Identification of mould remains
Three features are characteristic of lost wax casting mould remains in the Chalcolithic Southern Levant: layers of different materials, among them plaster, and the use of vegetal matter as temper. Studies of vast numbers of Ghassulian Chalcolithic vessels from most of the important sites of the Southern Levant (e.g. Boness et al. 2016, with references therein) have clearly evidenced that this culture prefers sand temper for pottery production. Hence, it may be categorically deducted that vegetal temper was solely restricted to metallurgical ceramics for technical reasons and, therefore, is a reliable indicator for metallurgical ceramics (Perrot 1955; Goren 1995; Shugar 2000). The same is true for plaster fragments, which are a strong indicator of a mould (see above). However, not all observed mould remains had a layer of plaster (Goren 2008). This might be related to sampling, as the mould fragments surviving on metal objects only represented the inner parts of moulds. Both features can be easily identified in thin sections and sometimes even with the naked eye; hence, they do not require a detailed discussion. Identifying layers of different (ceramic) pastes within one fragment is more complex because they easily separate after firing. This aspect, as well as some more general ones, necessitates a detailed discussion on the stability of mould remains.
Identifying a mould fragment during excavation can be difficult. It must be large enough to be recognised as an artefact and can easily remain unnoticed by an untrained eye. Preservation of multi-layered structures requires even larger fragments depending on the occurring breakage during the removal from the cast, not withstanding the effects of post-depositional processes. Furthermore, the different layers may not be distinguishable on the surface anymore but only in a fresh cross-section or petrographic thin section. Consequently, the layering may not be recognised if the mould fragment was broken parallel to the orientation of the layers rather than across them.
Besides these considerations, how may a mould fragment have looked like after the mould was broken? A mould material that easily crumbles away from the cast, or is very fragile after cooling, is highly desirable. It minimises the force necessary for removing the mould from the metal, hence minimising the risk of damage to the final product (Auenmüller et al. 2019). Such crumbly material will most likely be poorly preserved by design. Experiments 1 to 3 attained such highly friable material, most likely due to the calcareous sand. Micritic limestone, like chalk, is the main constituent of the used sand. It starts decalcinating above 600 °C. The same process occurs in sparitic (coarsely crystalline) limestone heated to 650 °C and above. With pure calcite, the process begins at a somewhat higher temperature (Shoval et al. 1993). Therefore, it is not surprising that most of the calcium carbonates in the mould (and partially also in the core) reacted to calcium oxide in the experiments. Calcium oxide is very reactive, and often reacts with the clay body surrounding it when it is found as inclusions in pottery. As soon as cooling starts, calcium oxide will react with water and water vapour in the air to calcium hydroxide, gaining a much larger volume (Shoval et al. 1993). This, in turn, will result in fractures around the former calcite grains. The reaction and its temporal extent due to the restricted access to water would also explain the increase of the mould’s friability over time. Due to the comparatively low firing temperatures of the mould in experiment 4, this reaction did not occur and the mould remained more stable.
Another parameter that influences the stability of the mould material is the materials’ breakability. This parameter was studied using experiment 4 as well as other low-fired materials (furnace walls, tuyères, and their supports). The correlation between the volume of vegetal temper in a clay body and its breakability after firing is obvious: burnt disintegrated organic matter creates pores, resulting in a reduced resistance against impact but an increased stability to thermal shock (Bronitsky and Hamer 1986). This was observed during the trampling experiments (Table 3). Only materials with a low proportion of vegetal matter were resistant to breakage after trampling. Increased porosity of the mould material is beneficial for the lost wax casting process because the pores prevent the propagation of cracks during heating. Furthermore, they allow gases to escape even if the mould does not have a designated air outlet (cf. Auenmüller et al. 2019). The porous and brittle material can easily be reduced to crumbs by limited mechanical forces. Therefore, ancient casters desiring to keep their technology secret could have easily trampled or crushed the moulds and ceramic by-products. If the destruction was unintentional, e.g. caused by simply leaving the material on site and walking over it or by post-depositional processes, it is highly likely that fragments can be recovered from the archaeological record.
The final investigated characteristic was the visibility of the different layers. Our experiments indicate that different layers, even of the same clay type, can easily separate after cooling. The detached surfaces were sufficiently clean with no implication of any former additional layers. Similar features can be seen on the (unused) lost wax casting mould from Tell edh Dhiba’i (Davey 1983, Plate II). It may be that small pores were entrapped along the interface (Fig. 10, inner layer), or that the temper was aligned in a preferred orientation parallel to the surface whilst it was smoothed to minimise the risk of entrapping air in larger pores before applying the next layer (Fig. 10a, second layer). This enriches the contact between different materials on the interface. Additionally, the underlying layer must be dried completely before applying the next one. Otherwise, the remaining moisture may crack the mould during firing (Levy et al. 2008; Anfinset 2011). In the experiment, wet ceramic pastes could seldom stick to a previous dried layer, even if they were of the same clay type. This was overcome by applying a sufficiently large lump of clay to enclose the previous layer. Another option was to slightly moisten the dry surface. If done carefully, the water evaporated completely when the new layer dried.
However, the experiments highlighted that this procedure did not guarantee strong cohesion of the layers during firing and cooling. The layer interfaces become structurally weak regions in the mould. During heating, the differences in the physical properties of the layers, such as their thermal expansion, may result in different behaviours. This induces mechanical stress on the layers’ interface (e.g. the inner layer pressing against the outer one due to a higher thermal expansion). Likewise, gases in a porous inner layer could generate pressure on a less porous outer layer. In any case, cracks will evolve at the interface to release mechanical stress. Continuous increase in stress, e.g. due to further heating, will most likely propagate these cracks. Crack propagation always follows the weakest structural points in a material, in this case the interface of the layers with its enrichment in pores and temper. This process continues even after the mould is discarded (e.g. the moulds from experiments 2 and 3) as daily changes in ambient temperature or differences in humidity can accumulate stress in the material over time, and consequently create or propagate fractures.
Goren (2008) and Goren (2014) outlined that larger mould fragments generally consisted of two different materials. However, it remains unknown how many production sites and mould manufacturing techniques existed. Therefore, this mould design might not be a general trait and mould types with layers made from the same clay may exist as production debris in other archaeological sites. The experiments indicated that such mould material would be very difficult to identify. In our experiment, identification was possible due to prior knowledge of the distinctive features of the experimental moulds and later based on structural features such as the alignment of pores and temper. Especially without a sufficiently large fragment or a section through the interface of both layers, it seems more likely that such differences might be assigned to a heterogeneous paste instead of two different pastes based on the same clay. This problem might be even more pronounced when less well-separated clays are used and non-plastic inclusions in the paste came directly with the clay instead of being deliberately added as temper.
In conclusion, it seems that a good portion of luck is necessary to find and identify a mould fragment during an archaeological excavation, especially because the perfect mould material would be one that crumbles away after the cast metal solidified. Moreover, due to the low melting point of the polymetallic copper alloys used in the Chalcolithic Southern Levant, baking of the mould rather than firing could have been sufficient and such material often deteriorates easily back into clay afterwards. Nevertheless, it is not impossible in well-preserved archaeological contexts in arid environments with a low impact of post-depositional movement/mechanical stress.
The recognition of relevant fragments is much more problematic. The soot remains indicate that organic residues of the wax/resin model could be preserved in lost wax casting mould fragments. The use of beeswax as sealant for pottery mandates that this feature is combined with other features to reliably identify a fragment as part of a lost wax casting mould. In addition, it was noted that conditions for the preservation of such organic residues are very difficult in the Southern Levant (Chasan et al. 2021). Therefore, a focus on the characteristics of the clay pastes and their petrographic features seems to be more promising. Except for plaster, no typical feature of mould materials is likely to be preserved on the macro-scale to a degree that will be easily visible to the untrained naked eye. However, it might be possible to identify mould remains made of ceramic pastes based on features not hitherto discussed in the literature. Regarding the Chalcolithic of the Southern Levant, this is especially the combination of vegetal and non-vegetal temper. In contrast to mould remains, metallurgical ceramics, i.e. crucibles and furnace walls, were exclusively fashioned with vegetal matter as temper (Shugar 2000), while only non-vegetal temper was found in pottery (Boness et al. 2016; Burton et al. 2019, and references therein). This criterion is easily recognisable and independent of any other aspect discussed above.
From a technological perspective, the differentiation is straightforward. Crucibles are heated from the top/inside, therefore being exposed to much lower temperatures on the outside. Crucible walls are often considerably thinner (usually < 1.2 cm, Shugar 2000) than lost wax casting moulds, which may have been dug into the ground for heat insulation and stability between the heating and the casting steps. The thin crucible wall efficiently cools the ceramic paste and contains most of the heat within the crucible filling. A high proportion of vegetal temper, resulting in high porosity, increases the insulating properties while reducing the propagation of heat cracks. At the same time, the crucible must withstand rapid temperature changes (e.g. when taken from the furnace to cast the melted metal). Consequently, the absence of non-vegetal inclusions or a paste entirely made from clay and vegetal matter would be ideal for this task.
In contrast, moulds for lost wax casting are comparatively thick and must be heated from the outside. Therefore, the use of vegetal temper is similarly necessary and additionally facilitates air evacuation during casting (cf. Auenmüller et al. 2019). The comparatively thick walls and outside heating require the inclusion of non-vegetal temper. It provides the necessary stability of the clay paste when modelled, and reduces the risk of drying fractures. During heating, it acts as a scaffold and keeps the shape of the mould when the clay minerals become soft.
In pottery production, the use of vegetal matter is not necessary and was not practised in the Late Chalcolithic. Firing conditions are more or less homogeneous and the non-vegetal matter provides the necessary stability of the shape during firing. Additionally, a low porosity enhances the mechanical resistance of the vessel.
The use of clays with large amounts of (natural) non-plastic inclusions might obscure the differences between clay and deliberately added non-vegetal temper. Therefore, the applicability of the suggested criterion might be not easily transferable to archaeological remains. Petrographic analyses of crucibles indicate that non-vegetal inclusions are not common (Shugar 2000). However, all these objects were made from Negev loess and our own petrographic analyses on e.g. the tuyères indicate that this sediment contains by nature only a very small amount of larger non-plastic inclusions. This implies that no removal of larger non-plastic inclusions was involved in the preparation of the clay. Since metallurgical remains are currently confined to the Nahal Beer Sheva (Golden 2014a) but the mould remains indicate a production site at En Gedi or in the Jordan Valley (Goren 2008), the investigations cannot be regarded as representative for the entire metallurgy of the Chalcolithic Southern Levant. Further studies are necessary and the recently reported crucible fragments from Fazael in the Jordan Valley (Rosenberg et al. 2020) might pose such an opportunity.
Conclusions
In the Chalcolithic Southern Levant, metal objects and mould remains adhering to them are the only surviving remnants of early lost wax casting technology. Consequently, production sites are unknown. Because e.g. crucibles can also be used for other casting techniques, mould remains might be the only clear evidence for lost wax casting at a site. To investigate how they could be identified in the archaeological record, an archaeological experiment was conducted based on the reconstruction of the lost wax process in the region. Although not enough metal could be melted for casting, it is shown that the fired but unused moulds are sufficiently comparable to the archaeological material to allow further discussion. The obtained mould materials were petrographically examined and underwent simple alteration tests. The results were combined with general technological considerations.
The alteration experiment indicated that the preservation of mould fragments might only be possible in sites with a very low impact of depositional and post-depositional processes and if the moulds were not only baked but fired. Even then were the mould fragments so brittle or friable that they effortlessly turned into crumbs under little mechanical stress. This is particularly relevant for multi-layered materials because they are the most striking characteristic of lost wax casting moulds in the Chalcolithic Southern Levant. Different physical properties of the layers’ pastes seem to favour their separation and detachment, either during cooling, crushing of the mould, or in post-depositional processes, therefore reducing the recognisability of this feature in the archaeological record.
Widely unnoticed in previous studies, the combination of vegetal- and non-vegetal matter seems to be a specific and characteristic feature of the lost wax casting moulds of the Chalcolithic Southern Levant. General technological considerations highlight the excellent suitability of the mixture for this specific purpose. However, validity of this feature must be examined in further studies. Currently, comparative material, e.g. of other metallurgical ceramics like crucibles, is only available from the Nahal Beer Sheva valley. Since only very pure loess was used at these sites, no inferences about clays naturally rich in non-vegetal inclusions can be drawn.
The findings in this study should only be considered indicative for the Chalcolithic Southern Levant as no production remnants are known from other regions with early lost wax cast items. Refinement of the applied methodology ‒ other than a successful casting operation ‒ will only be possible when the seemingly ephemeral fragments that could have been moulds are found in other unprotected contexts, collected, and analysed. Only then can the reconstruction of the lost wax process in the Chalcolithic Southern Levant become more complete. It seems that only a combination of intricate fieldwork and scientific methods will allow the identification of mould remains for what they are. The characteristic feature of the lost wax mould fragments suggested here provides a simple method for the latter step.
Data availability
All data generated or analysed during this study are included in this published article.
References
Amicone S, Morandi LF, Gur-Arieh S (2021) “Seeing shit”: assessing the visibility of dung tempering in ancient pottery using an experimental approach. Environ Archaeol 26:423–438. https://doi.org/10.1080/14614103.2020.1852758
Anfinset N (2011) Social and technological aspects of mining, smelting and casting copper: an ethnoarchaeological study from Nepal. Deutsches Bergbau-Museum Bochum, Bochum
Auenmüller J, Verly G, Rademakers FW (2019) Bronze casting artefacts from the Qubbet el-Hawa: moulds, materials, and experimental methods. In: Verly G, Rademakers FW, Téreygeol F (eds) Studies in experimental archaeometallurgy. Mergoil, Drémil Lafage, pp 141–164
Bar-Adon P (1980) The cave of the treasure. The Israel Exploration Society, Jerusalem
Boness D, Scheftelowitz N, Fabian P et al (2016) Petrographic study of the pottery assemblages from Ḥorvat Qarqar South, a Ghassulian Chalcolithic Cemetery in the Southern Levant. Bull Am Sch Orient Res 375:185–213. https://doi.org/10.5615/bullamerschoorie.375.0185
Bronitsky G, Hamer R (1986) Experiments in ceramic technology: the effects of various tempering materials on impact and thermal-shock resistance. Am Antiq 51:89–101. https://doi.org/10.2307/280396
Burton MM, Quinn PS, Tamberino A, Levy TE (2019) Ceramic composition at Chalcolithic Shiqmim, northern Negev desert, Israel: investigating technology and provenance using thin section petrography, instrumental geochemistry and calcareous nannofossils. Levant 50:237–257. https://doi.org/10.1080/00758914.2019.1625656
Capers DJ (1989) Dhokra: the lost wax process in India: Video (26 min)
Chasan R, Rosenberg D, Klimscha F, et al (2021) Bee products in the prehistoric Southern Levant: evidence from the lipid organic record. Royal Society Open Science 8:210950. https://doi.org/10.1098/rsos.210950
Davey CJ (1983) The metalworkers’ tools from Tell Edh Dhiba’i. Bulletin of the Institute of Archaeology University of London 20:169–185
Eldar I, Baumgarten Y (1985) Neve Noy: a Chalcolithic site of the Beer-sheba culture. The Biblical Archaeologist 48:134–139. https://doi.org/10.2307/3209928
Garbacz-Klempka A, Kwak Z, Żak PL et al (2017) Reconstruction of the casting technology in the Bronze Age on the basis of investigations and visualisation of casting moulds. Arch Foundry Eng 17:184–190. https://doi.org/10.1515/afe-2017-0113
Gilead I, Goren Y (1989) Petrographic analyses of fourth millennium B. C. pottery and stone vessels from the Northern Negev, Israel. Bull Am Sch Orient Res 275:5–14. https://doi.org/10.2307/1356874
Golden JM (2014a) Who dunnit? New clues concerning the development of Chalcolithic metal technology in the Southern Levant. In: Roberts BW, Thornton CP (eds) Archaeometallurgy in Global Perspective. Springer, New York, NY, pp 559–578
Golden JM (2014b) Dawn of the Metal Age: technology and society during the Levantine Chalcolithic. Routledge, New York
Golden JM, Levy TE, Hauptmann A (2001) Recent discoveries concerning Chalcolithic metallurgy at Shiqmim, Israel. J Archaeol Sci 28:951–963. https://doi.org/10.1006/jasc.2000.0626
Gopher A, Tsuk T (1996) The Chalcolithic assemblages. In: Gopher A, Tsuk T (eds) The Naḥal Qanah cave. Institute of Archaeology of Tel Aviv University Publications Section, Tel Aviv, pp 91–138
Goren Y (2008) The location of specialized copper production by the lost wax technique in the Chalcolithic Southern Levant. Geoarchaeology 23:374–397. https://doi.org/10.1002/gea.20221
Goren Y (2006) The technology of the Gilat pottery assemblage: a reassessment. In: Levy TE (ed) Archaeology, anthropology and cult. Equinox, London, pp 369–395
Goren Y (1995) Shrines and ceramics in Chalcolithic Israel: the view through the petrographic microscope. Archaeometry 37:287–305. https://doi.org/10.1111/j.1475-4754.1995.tb00744.x
Goren Y (2014) Gods, caves, and scholars: Chalcolithic cult and metallurgy in the Judean Desert. Near Eastern Archaeology 77:260–266. https://doi.org/10.5615/neareastarch.77.4.0260
Gošić M, Gilead I (2015) Casting the sacred: Chalcolithic metallurgy and ritual in the southern Levant. In: Laneri N (ed) Defining the sacred. Oxbow Books, Oxford, pp 161–175
Heeb J (2009) Thinking through technology - an experimental approach to the copper axes from Southeastern Europe. In: Kienlin TL, Roberts BW (eds) Metals and societies. Habelt, Bonn, pp 415–420
Higham T, Slavchev V, Gaydarska B, Chapman J (2018) AMS dating of the late copper age Varna cemetery, Bulgaria. Radiocarbon 60:493–516. https://doi.org/10.1017/RDC.2018.9
Ilan D, Rowan YM (2011) Deconstructing and recomposing the narrative of spiritual life in the Chalcolithic of the Southern Levant (4500–3600 B.C.E.). Archeological Papers of the American Anthropological Association 21:89–113. https://doi.org/10.1111/j.1551-8248.2012.01039.x
Leusch V, Armbruster BR, Pernicka E, Slavčev V (2015) On the invention of gold metallurgy: the gold objects from the Varna I Cemetery (Bulgaria)—technological consequence and inventive creativity. Camb Archaeol J 25:353–376. https://doi.org/10.1017/S0959774314001140
Levy TE, Levy AM, Sthapathy DR, et al (2008) Masters of fire: hereditary bronze casters of South India. Deutsches Bergbau-Museum Bochum, Bochum
London G (1981) Dung-tempered clay. J Field Archaeol 8:189–195. https://doi.org/10.1179/009346981791505049
Martinón-Torres M, Uribe-Villegas MA (2015) Technology and culture in the invention of lost-wax casting in South America: an archaeometric and ethnoarchaeological perspective. Camb Archaeol J 25:377–390. https://doi.org/10.1017/S0959774314001164
Massalski TB (ed) (1986) Binary alloy phase diagrams, 2nd edn. ASM International, Materials Park, Ohio
Mille B (2017) D’une amulette en cuivre aux grandes statues de bronze: Évolution des techniques de fonte à la cire perdue, de l’Indus à la Méditerranée, du 5e millénaire au 5e siècle av. J.-C. PhD thesis, Université Paris-Nanterre
Namdar D, Segal I, Goren Y, Shalev S (2004) Chalcolithic copper artefacts. Salvage Excavat Rep 1:70–83
Northover JP (1998) Analysis of copper alloy metalwork from Arbedo TI. In: Schindler MP (ed) Der Depotfund von Arbedo TI und die Bronzedepotfunde des Alpenraums vom 6. bis zum Beginn des 4. Jh. v. Chr. Verlag Schweizerische Gesellschaft für Ur- und Frühgeschichte, Basel, pp 289–315
Orfanou V, Amicone S, Sava V et al (2022) Forging a New World Order? Interdisciplinary perspectives on the management of metalworking and ideological change in the Late Bronze Age Carpathian Basin. J Archaeol Method Theory 3:179. https://doi.org/10.1007/s10816-022-09566-6
Ottaway BS (2003) Experimental archaeometallurgy. In: Stöllner T, Körlin G, Steffens G, Cierny J (eds) Man and mining – Mensch und Bergbau. Deutsches Bergbau-Museum Bochum, Bochum, pp 341–348
Perrot J (1955) The excavations at Tell Abu Matar, near Beersheba. Israel Exploration Journal 5:73–84
Rose T, Fabian P, Goren Y (2021) Shedding new light on the pure copper metallurgy of the Chalcolithic Southern Levant through an archaeological experiment. EXARC Journal 2021:1–11
Rosenberg D, Buchman E, Shalev S, Bar S (2020) A large copper artefacts assemblage of Fazael, Jordan Valley: new evidence of Late Chalcolithic copper metallurgy in the southern Levant. Documenta Praehistorica 47:246–261. https://doi.org/10.4312/dp.47.14
Salvatori S, Vidale M, Guida G, Gigante G (2002) A glimpse on copper and lead metalworking at Altyn-Depe (Turkmenistan) in the 3rd millenium BCE. Ancient Civilizations from Scythia to Siberia 8:69–106. https://doi.org/10.1163/157005702320376598
Segal I, Kamenski A (2002) Chalcolithic copper objects from Cave VIII/28. ’Atiqot 41:157–162
Shalem D, Gal Z, Smithline H (eds) (2013) Peqi’in: a late Chalcolithic burial site Upper Galilee, Israel. Ostracon, Kinneret
Shalev S (1999) Recasting the Nahal Mishmar hoard: experimental archaeology and metallurgy. In: Hauptmann A (ed) The beginnings of metallurgy: Proceedings of the International Conference ’The Beginnings of Metallurgy’, Bochum 1995. Deutsches Bergbau-Museum Bochum, Bochum, pp 295–299
Shalev S, Goren Y, Levy TE, Northover JP (1992) A Chalcolithic mace head from the Negev, technological aspects and cultural implications. Archaeometry 34:63–71. https://doi.org/10.1111/j.1475-4754.1992.tb00478.x
Shalev S, Northover JP (1993) The metallurgy of the Nahal Mishmar hoard reconsidered. Archaeometry 35:35–47. https://doi.org/10.1111/j.1475-4754.1993.tb01022.x
Shoval S, Gaft M, Beck P, Kirsh Y (1993) Thermal behaviour of limestone and monocrystalline calcite tempers during firing and their use in ancient vessels. J Therm Anal 40:263–273. https://doi.org/10.1007/BF02546577
Shugar AN (2000) Archaeometallurgical investigation of the Chalcolithic site of Abu Matar, Israel: a re-assessment of technology and its implications for the Ghassulian culture. PhD thesis, University of London; Institute of Archaeology
Smith D, Kochhar R (2003) The Dhokra artisans of Bankura and Dariapur, West Bengal: a case study and knowledge archive of technological change in progress. In: Brandt D (ed) Navigating innovations. India Research Press, New Delhi, pp 105–132
Tadmor M, Kedem D, Begemann F, et al (1995) The Naḥal Mishmar Hoard from the Judean Desert: technology, composition, and provenance. ’Atiqot 27:95–148
Taitel-Goldman N, Heller-Kallai L, Sass E (1995) Clay minerals and feldspars in argillaceous strata of the Judea Group in the Jerusalem Hills. Israel J Earth Sci 44:71–79
Thoury M, Mille B, Séverin-Fabiani T et al (2016) High spatial dynamics-photoluminescence imaging reveals the metallurgy of the earliest lost-wax cast object. Nat Commun 7:1–8. https://doi.org/10.1038/ncomms13356
Ussishkin D (1980) The Ghassulian Shrine at En-gedi. Tel Aviv 7:1–44. https://doi.org/10.1179/033443580788441071
Yahalom-Mack N, Langgut D, Dvir O, et al (2015) The earliest lead object in the Levant. PLoS ONE 10:e0142948. https://doi.org/10.1371/journal.pone.0142948
Acknowledgements
The presented research is part of a PhD project carried out by TR and supervised by YG, PF, and Francesca Balossi Restelli (Sapienza ‒ Università di Roma). The experiments would have been impossible without the substantial efforts of Cécile Fossé, Yarden Pagelson, Manuel J. H. Peters and Cohava Peterman-Lipschutz. The comments of the anonymous reviewer considerably improved this article.
Funding
Open Access funding enabled and organized by Projekt DEAL. This project has received funding from the European Union’s Horizon 2020 research and innovation programme under the Marie Skłodowska-Curie grant agreement No 766311. This research was supported by the Israel Science Foundation (grant No. 457/21).
Author information
Authors and Affiliations
Contributions
TR: conceptualization, formal analysis, investigation, visualisation, writing – original draft, writing – review and editing.
PF: conceptualization, supervision, writing – review and editing.
YG: conceptualization, investigation, funding acquisition, project administration, supervision, writing – review and editing.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rose, T., Fabian, P. & Goren, Y. The (in)visibility of lost wax casting moulds in the archaeological record: observations from an archaeological experiment. Archaeol Anthropol Sci 15, 31 (2023). https://doi.org/10.1007/s12520-023-01731-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12520-023-01731-6