
Abstract
Condition monitoring of induction motors (IM) among with the predictive maintenance concept are currently among the most promising research topics of manufacturing industry. Production efficiency is an important parameter of every manufacturing plant since it directly influences the final price of products. This research article presents a comprehensive overview of conditional monitoring techniques, along with classification techniques and advanced signal processing techniques. Compared methods are either based on measurement of electrical quantities or nonelectrical quantities that are processed by advanced signal processing techniques. This article briefly compares individual techniques and summarize results achieved by different research teams. Our own testbed is briefly introduced in the discussion section along with plans for future dataset creation. According to the comparison, Wavelet Transform (WT) along with Empirical Mode Decomposition (EMD), Principal Component Analysis (PCA) and Park’s Vector Approach (PVA) provides the most interesting results for real deployment and could be used for future experiments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Fault diagnosis and predictive maintenance of Induction Motors (IM) has been a frequently addressed topic of many research teams around the world [14, 79]. IM are crucial part of production processes of today’s industry. They are used mainly due to their robust construction, low price, versatility and suitable dimensions. IM in industrial areas are mainly influenced by environmental phenomena (high ambient temperature, humidity), electrical influences or mechanical influences [113]. These effects, together with variable production quali, have a negative effect on the lifespan of the IM and can directly lead to their failure. Subsequent IM failures can lead to high financial losses not only due to pricier repairs, but also due to downtime of the engines. It is therefore very important to ensure reliable monitoring and protection to prevent any damage to the motors. Early fault diagnosis leads to scheduler engine maintenance and short-term downtime compared to a situation with major damage. An appropriate predictive IM maintenance procedure is based on the necessary measurement directly on the engine and appropriate diagnosis of early failure detections [44, 65, 79].
The main problem of large motors in comparison to smaller ones is that their shaft is smaller due to the size of the motor and they also tend to be less durable. Larger motors generally have a longer rise time with a high input current, which leads into thermal and electrical stress on the stator winding as well as on the rotor itself. These problems most often cause a stator failure which leads into a breaking or short circuiting of the phase winding, a sudden failures of the rotor cage, appearance of irregular air gaps and/or a failure or bearings or gearboxes [44, 65, 113].
Although the IM stator windows are equipped with more advanced insulation and often with temperature sensors as well, faults on stators are still most often caused by thermal and electrical stresses. The rotors of large IMs are in additional exposed to mechanical stress, which makes them very vulnerable (especially compared to small IMs). Large motors usually use bearings with bushings instead of bearings with rolling elements, so their failure rate is much lower [44, 65, 113].

Block diagram of various mechanical and electrical faults of IMs
IMs are symmetrical electrical machines—any induced failure leads to introduction of asymmetrical properties. It is possible to monitor the characteristic fault frequencies caused by various types of faults. Non-invasive monitoring can be achieved by measuring electrical and mechanical quantities (current, voltage, magnetic flux, torque and speed). The main problem with predictive maintenance is that there is no single ideal diagnostic procedure to identify any IM failures [14].
Early fault detection is crucial for a proper engine maintenance. It is difficult to optimally plan downtime and maintenance windows without important engine condition information. Many teams are therefore focusing on implementing effective methods of measured signals processing, which can then be used for IM conditions monitoring. Appropriately chosen signal processing methods can detect a malfunction or irregularity of the machine’s functionality already in the initial phase of the problem. In practice, the most important thing is the correct, and especially early, diagnosis of a rotor failure, as it can have a direct effect on many secondary faults, which can lead into serious engine damage. However, determining the rotor failure is a very difficult task, so the selection of a suitable signal processing method has its limitations [24, 44, 65, 79]. Nowadays, the industrial companies that make extensive use of IM strive to minimize operating and maintenance costs. Great emphasis is therefore placed on predictive maintenance. Early detection of faults, which is highly dependent on the measured quantities and their processing is directly related to this effort [24, 44, 65, 79].
Predictive maintenance and precise fault detection are a major topic of Industrial Internet of Things (IIoT). Manufacturing plants require a centralized solution, that will monitor a wide array of machines, logging their current status and potential alarms triggered by slowly failing parts. Precise estimation of parts state can be either estimated on site (directly on machine) or at centralized center, which analyze information gathered by sensors. Certain methods can be very computationaly demanding and require specialized hardware or powerful industrial PC. The ideal solution must balance both precision and hardware requirements, so that the data for monitoring are either minimal or processable by on site PC. The backbone networks in manufacturing plants also have a certain capacity that must be shared across machinery. On-site sensors that are powered by batteries have estimated lifetime that is highly dependent on the frequency of transmitted data. The centralized node that gathers data can be both passive (only receiving data) or active (forcing sensors to send required data). Active mode or higher number of transmissions in shorter time windows will influence the battery life of IIoT sensors, which must be accounted for.
The presented publication focusses on description of individual defects, predictive maintenance techniques and various methods for early detection of faults. These methods are described, and the estimated computational requirements are briefly mentioned. Many predictive methods are nowadays used to minimize the number of unplanned IM outages. The most common fault detection techniques include vibration and acoustic analysis, speed changes, transient response, analysis of electrical quantities or IM frequency tracks and similar. In addition, the number of built-in devices dedicated to the issue of predictive maintenance is slowly rising. IM manufacturers even offer their own solutions for their engines [60]. These methods have different advantages/disadvantages, and some might not be ideal for centralized IIoT deployment, due to their strict requirements.
This article provides a general overview of current scientific knowledge in the field of condition monitoring of 3-phase IM. The publication thus presents a list of the most common faults and their detection systems, including a description of the analytical and statistical methods for processing the obtained data.
The obtained information will be further used in application research on custom modified 1.5 kW motors and their digital twins. The main goal is to assess which methods are the most effective for individual faults and which resources are required with respect to the computational capacity of the usual Edge Computing platform.
Main contributions:
-
Overview of IM faults with actual examples of their detection.
-
An overview of the most common analytical and statistical methods used for fault detection (including early detection).
-
Comparison of the properties of the different methods, including their advantages and disadvantages.
-
General overview of the future objectives of the follow-up application research.
This review article focused on condition monitoring is divided into seven sections. The Sect. 1 provides an introduction to condition monitoring and motivation. The Sect. 2 describes the possible IM faults. Condition monitoring techniques are introduced in Sect. 3. Very important classification techniques are then presented in Sect. 4. Section 5 provides the main state-of-the art of advanced signal processing techniques. Section 6 is about further research topics (future improvements, experiments, dataset etc.). The last Sect. 7 contains the conclusion.
2 Induction Motors Faults
In case of IMs, the main problem is to properly identify any failure in the early stages, so that the downtime is reduced to necessary minimum. In addition, worn IM parts can be also replaced at specific scheduled maintenance times. Faults on IM can be primarily divided into mechanical and electrical faults. Electrical faults can then be divided into rotor and stator faults. Rotor failures include damage to the rotor cage, broken bar or cracked end ring. Stator faults are defined by damage to the stator windings and drive. Mechanical failures include bearing damage, eccentricity, shaft bending and gearbox damage. In Fig. 1 represents a block diagram of the basic division of mechanical and electrical faults of the IM [14, 40, 79].
2.1 Rotor Faults
Rotor faults account for between 5 and 10% of the total list of faults that occur in IMs due to the high voltage [14, 19, 80]. They are usually related to the occurrence of asymmetries in the rotor cage or rotor winding [79]. In the rotor cage, the bar or end ring mainly breaks, but the rotor core can also be damaged. These faults are more common in IMs designed for high voltage, due to higher thermal stresses, especially on the rotor. Due to their origin, rotor faults can be caused by thermal, magnetic (caused by electromagnetic forces), dynamic (caused by shaft torque), environmental or mechanical stress [71]. The high temperature and the consecutive overheating of the rotor cage can cause expansion, which leads to mechanical stress. Environmental stress is mainly caused by contamination or abrasion of the rotor material [113].
Large motors are started with reduced voltage due to high starting current and torque. Since the motor has a longer start and during start the stator and rotor currents are much higher than the rated current, the thermal stress on the motor is also very high. Thus, for large engines, the peak temperature occurs mainly during start-up, rather than during overload, as is the case for smaller engines. In case of some types of motors, the temperature of the rotor cage can reach up to 600 \(^{\circ }\)C—the subsequent thermal expansion leads to a reduction of mechanical performance of the cage and consequently to a complete failure of the cage. For this reason, i tis not possible or even recommended to start high-voltage motors as many times as low-voltage motors [113].
The rotor bars are most often damaged by high temperatures. If the rotor bar breaks, the rotor cage cannot usually be repaired. A cage failure leads to the formation of shaft vibrations, bearing damage and the creation of an air gap. Thus, the early detection of a broken bar not only protects the rotor, but prevents many other possibilities of engine damage [74, 113].
In some cases, the rotor bar breaks in the connection point where the bar itself is connected to the end ring. The adjacent bars then transmit higher currents than the values they are designed for. This entails their faster degradation over time and, if a bar failure is not detected in time, damage to the engine core itself [18].
2.2 Stator Faults
Although the stator winding is usually well protected by more advanced insulation materials, monitoring the stator insulation is very important and necessary due to possible fatal motor damage. Winding insulation is one of the most vulnerable IM systems and is often damaged. Between 21 and 40% of all IM faults are related to winding insulation fault [79]. Winding faults are usually associated with slow but continuous aging of the winding insulation. The older winding can then fail due to, for example, short overheating, vibrations or short-term higher voltage [14, 79].
In recent decades, the importance of monitoring temperature conditions has increased. The temperature effects have been identified as a root cause of the majority of stator insulation failures. For this reason, a large number of relays have been developed to protect the motor against thermal overloads. Temperature sensors are nowadays a part of large motors, but there are certain application areas, where it is undesirable or even impossible to use them [14, 113].
An electrical short circuit is often the result of the winding insulation failure. It leads to a current peak at the incriminated points, that are caused by the different potentials between two adjacent windings. The large current thus generates extraordinary heat that is the cause of ignition of the adjacent wiring insulation. Eventually the insulation fault spreads to the stator core. The propagation of the fault happens in 20–60 s, so the quick intervention is necessary or the damage to the stator can be fatal [113].
2.3 Mechanical Failures
Bearing failures are also very common and require the deployment of special sensors to monitor their conditions. Bearing failures account for approximately 40% (high-voltage IM) to 90% (low-voltage IM) of all failures [79]. Thermal, electrical and mechanical stresses have the greatest influence on the condition of bearings. The heat conducted from the shaft as well as shaft tension cause the bearing lubrication to dry out, which then leads to friction and bearing damage. Even vibrations of the rotor shaft can lead to bearing failure, especially on larger machines that have high output torque [113]. The mechanical failures of bearings are often based on vibration monitoring. Bearing errors are also measured using stator current, for easier installation and maintenance [94].
Eccentricity of air gaps of IMs indicates a situation, where there is an uneven air gap between the rotor and the stator. A certain level of eccentricity is common in every IM and can be encountered directly during production [79]. The resulting air gap may increase during operation due to the wear of various IM parts. The increased eccentricity leads to unbalanced magnetic traction, vibrations, loosening of the frame and windings or friction between stator and rotor, which can eventually result in damage to the stator and rotor core. There are three basic types of eccentricity, as you can see Fig. 2 [14]. In case of static eccentricity, the center of rotation is shifted from its original position. Meanwhile, in case of dynamic eccentricity, the center of rotation is at its origin, but the cylinder is displaced. Finally, in case of mixed eccentricity, both the cylinder and the center of rotation are shifted from their origin. The eccentricity threshold that can lead to damage or failure of IM is currently not clearly defined [79, 113].

Demonstration of basic types of eccentricity. a without eccentricity, b static eccentricity, c dynamic eccentricity and d mixed eccentricity
3 Condition Monitoring Techniques
Acquisition of data for subsequent predictive maintenance or detection of IM faults is a key part of the whole process. Depending on the data acquisition method, faults can be diagnosed with varying degrees of success. A vast number of various quantities are gathered today, often measured in different ways. These data are often combined to increase the accuracy of the chosen analytical method.
When a fault occurs during the IM operation, it will inevitably affect its operating parameters. The extent of its manifestation is directly linked to the degree of damage. For example, an IM with a short armature with any rotor asymmetry causes an imbalance in the rotor currents [33].
The methods of non-invasive acquisition of the necessary data for the analysis of the motor condition include multiple easily measurable electrical mechanical quantities, such as stator current, external magnetic field, speed or vibrations. Other derived quantities, such as individual voltages and torque are estimated (or calculated) within the control loops of the drives. Furthermore, quantities such as acoustic noise or temperature can be seldom taken into account as well [38]. Invasive methods of data acquisition are then highly dependent on the level of modification of the IM.
Reliable fault identification has been the subject of practical and theoretical research for many years and so far there is basically no ideal method usable for every fault type. If we consider the reliability of the identification method, there are still some unresolved and open problems— including [38, 63]:
-
Insensitivity to operating conditions.
-
Fault detection in time-varying conditions.
-
Evaluation of the severity of the failure.
-
Fault tolerant strategies for drives.
-
Processing and classification of all types of IM faults.
-
Distributed bearing faults, such as roughness and waviness, are insufficiently studied.
-
Most fault detection researches are focused only on ball-type bearings.
-
Not enough research dealing with the change of failure indicators due to temperature and structural changes.
-
Lack of studies dealing with detection of multiple simultaneous faults of IM with different combinations and severity.
-
Most of the fault detection studies are targeting single motor systems.
In general, the reliability of the chosen condition monitoring technique is directly connected to the best possible understanding of the electrical and mechanical characteristics of the motors in a fault-free state. Subsequently, the information of the fault-free state is obtained and then compared to the scenario with any defect or fault Almost all so far developed methods are based on one or more techniques from these categories [65]:
-
Measurement of stator currents.
Stator current measurement is the basic method of obtaining information for the methods of the Electrical Signature Analysis (ESA) group. Measurements are taken at the motor terminal using various current sensors, which can be either invasive or non-invasive.
-
Electromagnetic field monitoring.
An electromagnetic field that is emitted into the engine surroundings can be detected by inductive sensors or hall effect sensors. This measurement can be influenced by the surrounding environment and therefore signal filtering must be considered.
-
Measurement of acoustic emissions.
The operation of the engine is associated with the generation of an acoustic signal that can be measured by microphone sensors and then further processed. This measurement is very sensitive to ambient interference from other devices.
-
Vibration measurement.
Vibrations are mainly measured by accelerometers attached to the body of the motors at predetermined locations and with the appropriate orientation relative to the monitored location. This is the main method for detecting mechanical failures.
-
Temperature measurement.
The temperature can be measured directly on the motor body and internally on the stator winding using temperature sensors. In addition, the heat radiated from the motor can be measured using IR sensors.
-
Voltage measurement.
Voltage can be measured at the motor terminals to detect power supply faults. The voltage difference between the motor neutral and the power supply neutral can also be measured to detect asymmetries.
-
Overvoltage and load testing.
The motor can be measured under certain specific conditions such as starting, loading, or overvoltage. These measurements can lead to earlier detection of upcoming problems, but often requires the technician to disconnect the motor from manufacturing line.

The information carriers used for detection of various failures [60]

The information carriers used for detection of various failures [60]
An important condition for choosing the ideal technique for IM condition monitoring is whether it is necessary to shut down the monitored device or not. All techniques can be therefore divided into online and offline. Offline techniques require the engine to be stopped or complete shut down, while online techniques allow the IM diagnostics to be running during operation. However, offline, unlike online methods, have the advantage of repeatability of measurements and offer a significant reduction of noise contamination [110]. On the other hand, online methods are currently on the rise, since they offer adequate warnings of impending failures and can be used to plan a thorough service schedule. Service schedules can then be used to order spare parts in advance, ultimately reducing the costs of maintenance. Online techniques are an important part of the fourth industrial revolution, as they offer interesting economic advantages. Each electrical or mechanical quantity is a carrier of valuable information about the condition of the IM, depending on the fault. Fig. 3. shows the basic and accompanying fault indicators for each important part of IM. The distribution is based on the value of the information about the given IM fault.
3.1 Measurement of Electrical Quantities
Voltage and current variables are usually among the first options for obtaining relevant input data for IM diagnostics. The currents in the IM themselves are one of the most versatile variables, which contain information about the state of the motor and the possible future occurrence of faults [23, 94]. They are also the most frequently measured quantities for the purpose of motor conditions monitoring. In practice, the measurements of stator currents, more precisely the supply current of IMs, are the most usual ones. Currents from the rotor are induced on the stator windings of the motor and these current signals subsequently carry information not only about the stator, but also about the state of the rotor [36].
Current measurement for the purpose of IM state diagnosing has a significant advantage in the simplicity of the measuring system implementation [52, 94]. To acquire a basic overview, it is sufficient to use current probes and appropriate hardware and software for signal processing. These measurements also do not require invasive interventions into the measured motor, which allows online condition monitoring [57]. The basic measured circuit quantities are shown in the Fig. 4. Two IM connections are used, a star and a triangle. Among the most important circuit quantities used for condition monitoring are stator currents \(I_1\) to \(I_3\) and phase voltages \(U_{f1}\) to \(U_{f3}\).
The term Motor Current Signature Analysis (MCSA) includes methods based on the measurement of currents and their processing, where the subsequent results are used to identify or predict the IM failure. MCSA family methods belong to the group of methods based on ESA. MCSA are basically techniques, that can be used to identify problems inside the engine itself—especially defects related to their operation, such as Breaking of Rotor Bars (BRB) or bearing defects. These MCSA detected faults can only reach small amplitude levels and are therefore difficult to detect without further signal processing [30].
Motor Voltage Signature Analysis (MVSA) includes methods that are based on voltage measurements, which are used for subsequent IM status monitoring. MVSA methods, along with MCSA methods, are used to generate real-time engine trends and analyzes. They are aimed in particular at early detection of problems with the stator winding, problems with rotor, wiring or bound loads and even efficiency, system loads, bearing defects and many others. These faults can be detected due to the fact that individual faults are often reflected in their mechanical work and current or voltage signals then carry this information in their signals. In other cases, voltage measurement can be used only as an additional source of relevant information [54].
3.1.1 Steady-State and Transient Currents
Current measurements on a three-phase IM can be only performed at given times. The usual approach is to measure current during motor operation. This approach is used by the vast majority of condition monitoring methods, as the measurement is the easiest in terms of complexity and also provides sufficiently quality input data. Measurements during engine operation can be divided into measurements with and without load.
Another convenient moment for current signal monitoring is within the start-up window. Mehrjouetal et al. [65] described the use of data measured within start-up period, which can be used for more accurate fault detection results. Measuring inrush currents has the potential to provide better options for motor condition analysis—transient currents are measured at higher motor slip and there is also a higher signal-to-noise ratio. It is therefore much easier to detect and evaluate the spectral components of the signal. However, the main obstacle to this specific type of measurement is the short time window of the motor start-up, since its necessary to have a sufficiently accurate spectrum that can be used for evaluating the state of the analyzed motor. This analysis can be only performed on a sufficiently powerful engine, since it is significantly bigger and has a longer start-up period.
Ideal 3-phase motor does not have any other spectral parts in supply current then power supply base frequency. However, in any case of mechanical or magnetic field asymmetry there are other frequency components present in stator current spectrum according to the specific type of fault. Thus, if the motor is damaged, whether it is damage to the winding or, for example, the rotor bars, then there are no apparent currents, which naturally cause the formation of a magnetic field in the surrounding environment. This leads to asymmetry in the rotor’s magnetic field that cause a non-zero oppositely oriented magnetic field that rotates with the frequency of the motor slip relative to the rotor. Other harmonic components in the stator currents are then superimposed—they are usually used for detection of damaged or cracked rotor bars [36, 51, 65, 113].
3.1.2 Voltage Measurement (Stator, Neutral Line)
The voltage measurement on the three-phase IM is mainly executed on individual phases to monitor the current supplied voltage. This approach can be used to detect unbalance of supply branches, which can cause uneven loading of individual phases of IM. Furthermore, even the measurement of the voltage between the phase and the center of the stator can be used—the measured voltage can be more sensitive to specific failures of IMs. Based on the publication by Khezzar et al. [49], it is possible to employ this approach to detect bar failures. Kyusung Kim et al. [58], introduced the method, which use voltage measurement as an input of neuropredictors, which can somewhat reliably predict IM failures.

Location of magnetic field sensors with the indicated direction of magnetic [81]
3.1.3 Power Measurement
Motor Power Signature Analysis (MPSA) can be also used to determine the current IM status. The most used variant is called Instateneous Motor Signature Analysis (IPSA). The measured instantaneous voltage and current data represent the instantaneous apparent power. The distribution of apparent instantaneous power to the active component is called Instantaneous Active Power Signature Analysis (IAPSA), while for the reactive component we talk about Instantaneous Reactive Power Signature Analysis (IRPSA).
M’hamed Drif et al. [34] described an experiment in which the active and reactive components of instantaneous power were used to analyze the state of the motor stator. The result of this experiment was to demonstrate the possibility of employment of these two quantities for the detection of IM failures, while also directly distinguishing this particular failure from other abnormal conditions.
3.2 Electromagnetic Field Measurement
The IM failure is also reflected in its electromagnetic field. Each type of failure introduces its own characteristic frequencies into the electromagnetic field [44]. Based on the earlier knowledge of these frequencies and the appropriate procedures, valuable information regarding the condition of the motor can be obtained or extracted. The monitoring of the electromagnetic field can thus yield a significant amount of information for eventual failure identification or prediction. This is caused by electromagnetic forces, noise and vibration, which influence the correct functionality of the rotor, leading to its damage [44, 81].
The measurement of the external magnetic field is usually performed in two axes—radial and axial, where the axial axis is in the plane of the motor. The magnetic field in the axial axis around the IM is generated by the stator end winding or rotor cage end rings. The radial field occurs in a plane perpendicular to the motor axis and is an image of the air gap flux density, which is attenuated by the stator magnetic circuit and by the external motor frame [44, 81]. Both magnetic fields can be measured almost independently by suitably deployed sensors.
Fig. 5 shows different positions of a stray flux sensor according to premised direction of magnetic flux. Sensor in Pos. 2 can measure both axial fields and in Pos. 3 radial field. Pos. 1 allows to measure the radial and a part of the axial field. Measurement of only the axial fields can be performed in Pos. 2. Sensor in Pos. 3 is parallel with the longitudinal plane of the motor so there is no effect of the axial field on a stray flux sensor [44, 81].
By measuring the magnetic field of IM, it is possible to detect, for example, an inter-thread short circuit, which is often manifested by an asymmetry in the magnetic flux and thus also in the external magnetic field of IM. Furthermore, faults related to the failure of rotor bars can be successfully detected as well—they have a negative effect on the sequence of magnetic fluxes, which can be subsequently monitored on the size of the spectral lines in the frequency domain. Specifically, only the measurements from an axial electromagnetic field are used, as this failure is only manifested on the radial axis [81].
3.3 Measurement of Acoustic Emissions
The employment of acoustic pressure for IM diagnostics has recently become a very attractive approach which is usable especially for detection of defective bearing or other faults associated with the engine rotor. Prainetr et al. [76] used acoustic emissions to detect rotor eccentricity—a frequency analysis was used to confirm changes in the signal at different eccentricities. In 2018 Gloowacz [42] introduced the diagnosis of three-phase IM based on the measurement of acoustic emissions. He tested a total of four IM states with a failure detection rate of 88.19%. The used data processing tools were not expensive, and the presented system did not used any special industrial grade microphones.
The possibilities of using acoustic signals depend on many criteria. Among them are IM components, size, shape and IM mounting type, occurrence of electromagnetic noise or microphone type and their number. The system is also highly dependent on the environment, where acoustic emissions are recorded (background noise). Furthermore, as with other methods, it is necessary to take other parameters into account, including number of motor bars, stator windings and other parameters [65].
3.4 Vibration Measurement
The ideal IM creates minimal vibration during its operation. Any subsequent failure that occurs in the IM leads into vibration anomalies. Based on this prerequisite, it is possible to obtain information about the current of IM using the correct analytical method. Vibration measurement techniques in most cases focus on bearing failures, gearboxes, rotor eccentricities [108], or overall imbalances [65].
In practice, the measurement of acceleration based on accelerometers is most often used. Vibrations can be also measured by measuring the deflection or speed, both absolutely and relatively. Furthermore, the measurement can be divided into non-contact (vibration sensing by a laser apparatus) or contact (vibration sensing using eg. piezoelectric accelerometers).
In case of contact accelerometers, it is necessary to consider their attachment to the measured object. The frequency range is highly dependent on the way the sensor is mounted on the measured object. The least effect on the frequency range can be achieved by attaching the accelerometer to the measured object by screws. A suitable frequency range can be also achieved by attaching the accelerometer with special adhesive or beeswax. It is also important to attach the accelerometer in such a way, that the amplitude or frequency band of the measured vibrations is not affected. Usually, vibrations are measured using several accelerometers at once—one is placed in the axial axis and the other with respect to the rotor axis (see Fig. 6) [65].

Placement of 1D accelerometers in relation to their axes
Contactless measurement is not widely used due to its financial and technological complexity. The development of cheaper non-contact vibration measurement technologies is still under way [65].
Yang et al. [109] explored the possibilities of non-invasive vibration measurement using RFID technology. Their method is based on analysis of changes in the reflection of electromagnetic radiation from the monitored object. However, the presented system has its limitation, since the authors reached a maximum sampling frequency of 400 Hz. The measurement accuracy is also significantly reduced, when the system is deployed in an environment with multiple objects.
3.5 Temperature Measurement
The occurrence of IM failure leads to its suboptimal operation and changes in operating characteristics—these are caused by higher consumption due to overcurrent. The overcurrent subsequently raises the temperature of the motor stator, which naturally affects the infrared radiation of the motor as a whole [89]. Problems caused by higher engine temperatures can be diagnosed by periodical measurements. The temperature can be either measured directly (by sensors) or contactless based on Infrared Thermography (IRT). The contactless approach is most often used in real world scenarios. This type of measurement is already commonly used in inspections of switchboards or transformers [89]. The temperature measurement is usually performed to diagnose failures of stator winding. A change in temperature subsequently changes the engine power. By measuring the temperature, it is also possible to diagnose a short circuit in the winding or a shaft failure.
4 Classification Techniques
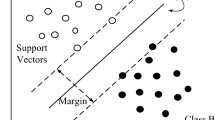
After the signal processing itself, methods such as Support Vector Machine (SVM), Self Organizing Map (SOM), Bayesian Network (BN), Random Forrest (RF), K-Nearest Neighbor (KNN), Fuzzy Logic (FL), Adaptive Neuro-Fuzzy Inference System (ANFIS), Deep Neural Network (DNN), and Artificial Neural Network (ANN) are very often used for classification, analysis, and development of automatic diagnostic systems. These methods are crucial for the accuracy of IM failure detection. The most frequently used classification methods, based on artificial intelligence are described below. These methods will be used further to describe various signal processing methods themselves.
-
Support Vector Machine is basically the most widely used method of classifying large amounts of data in an industrial environment. This method was developed as a binary linear classifier, that uses supervised machine learning models, statistical methods, and predictive methods. It is an architecture designed for artificial neural networks, which works on the basis of learning with teacher. The advantage of SVM is that it does not require the assumption of normal data distribution, has low memory requirements and a high classification speed and accuracy. The main disadvantage of SVM is, that in the case of lineary inseparable tasks requires the determination of parameters or the choice of certain core type. This method is not effective for larger datasets and tends to be sensitive to noise [46, 67, 82, 96].
-
Self organizing map is a very often used neural network, that is also called Kohonen map, after its famous discoverer [47, 84, 91]. It is an architecture designed for artificial neural networks that works on the basis of learning without a teacher. Thus, signals that have a certain degree of similar properties or, conversely, significant differences are sufficient to train this neural network. The feature of SOM is that it effectively creates spatially organized internal representations of various functions from input signals and their abstractions. One result is that the process of self-organization is able to discover semantic relationships between input signals [53, 69, 111].
-
Bayesian network is based on probability theory and is often used in decision-making processes of classification. It is a probabilistic model used to determine the probability of a specific phenomenon. To determine the phenomenon, it uses a graphical representation based on an acyclically oriented graph that shows the relationships between the sought phenomena. The advantage of BN is that it has a high classification speed, requires little memory and is effective if the correct prior knowledge is available. The disadvantage of BN is that it is computationally expensive algorithm, that is heavily dependent on prior knowledge. Many recent authors have dealt with the deployment of this classification method [9, 39, 59].
-
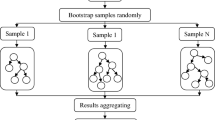
Random forest is a classification model formed by a combination of several decision trees. Each tree assigns a class to the value of the vector. The output of the method is the class mode (the most common value), which is returned by individual trees. The advantage of RF is that it requires a small number of training samples, has low computational demands and has good performance, while it processes a high-dimensional data [32, 72, 100].
-
K-nearest neighbor is a machine learning algorithm. It is a method of learning with a teacher, that divides elements represented by multidimensional vectors into two or more classes. In the preprocessing phase, the analyzed data is adjusted to have a zero mean and unit variance. The nearest neighbors of each element are found and the element is then classified into a specific class that contains the highest number of similar neighbors. The advantage of KNN is that it is a very simple algorithm, that is easy to use. The main disadvantage of KNN is that it has a low classification speed, high memory requirements and the algorithm is sensitive to noise [73, 86, 95].
-
Fuzzy logic is another frequently used way of classifying IM failures. The difference between traditional logic and fuzzy logic is that traditional logic works with unambiguous Boolean logic expressions (logical 1 and 0), while the fuzzy logic uses a large number of propositional uncertainties from completely false to completely true. When working with Fuzzy logic, the theory of fuzzy sets is used, where a certain described element or phenomenon can belong to a fuzzy set with a certain degree of membership from a closed interval \(<0,1>\) [6, 75, 87].
-
Neural-fuzzy methods combine fuzzy interference systems and neural networks. These methods include well-known Adaptive neuro-fuzzy inference system. It is one of the soft computing classification methods, which are based on analytical methods, Boolean logic, sharp classification and deterministic searching. The ANFIS method can often be referred to as a hybrid adaptive method, since it combines a Takagi-Sugeno-type fuzzy inference system (fuzzy logic) and a forward neural network learning method. The advantage of ANFIS is its high performance, when it uses the benefits of fuzzy expert systems (when working with inaccurate data) and neural networks (its learning from the environment). In addition, the ANFIS method can work with a learning algorithm consisting only of the backpropagation method or a combination of the backpropagation method and the LMS algorithm. The disadvantage of ANFIS is its very high computational complexity and the requirements of correctly chosen form of membership functions, the number of membership functions and the number of epochs [3, 12, 29, 68].
-
Artificial neural network receive a lot of attention in industrial areas such as IM failure detections. Among the commonly used ANN methods are Genetic Algorithm (GA), Nearest Neighbor (NN) and Multilayer Perceptron (MLP). The advantage of ANN methods is that they have a good fault tolerance, high classification speed and effectivity for large datasets. The disadvantage of ANN methods is that they are computationally expensive, black box-like behavior [4, 35, 77].
-
Deep neural networks have been lately attracting a lot of interest. These methods are widely used to solve complex problems, so they are often used to classify IM failures. Deep neural networks belong into machine learning, which is focused on the deployment of algorithms with a larger number of layers (tens of more layers). These layers are arranged so that the output of one layer is the input of the next one. Estimation of network parameters is usually performed by a backpropagation method. The advantage of DNN methods is that they have a good classification speed, they are suitable for automatic classification, have a good accuracy and are effective on a larger dataset. The disadvantage of DNN methods is that they have a complex and deep architecture, are computationally intensive and require a large number of training samples [21, 25, 61].
-
Multiple Signal Classification (MUSIC) generates a pseudo-spectrum of square of the current signal, which allows the detection of half broken rotor bar of IM. The method is based on the decomposition of eigenvector of the processed signal (usually the current signal) into two orthogonal subspaces (actual signal and noise subspace). The MUSIC method has a finite resolution because of the perturbation of the signal autocorrelation matrix. Furthermore, it is strongly dependent on the sampling frequency of the signal, the supply frequency and the size of the autocorrelation matrix, as a wrong setting leads to a significant increase of computational complexity. For this reason, is the MUSIC method based on decimation of the current signal by a low pass filter and subsequent downsampling to a lower sampling frequency. The method is very effective in detecting closely spaced sinusoids in a noisy signal. In addition, it is efficient in processing non-stationary signals and requires only a short time window. Furthermore, it is preferably used to detect low amplitude components in signals that have a low signal-to-noise ratio [88, 102, 112].
5 Advanced Signal Processing Techniques
Advanced signal processing methods are of great importance for predictive engine maintenance. In recent years, there has been a demonstrable shift in the development of digital technology, which currently allows the use of cost-effective hardware platforms with data processing capabilities. These hardware platforms can be used not only to detect IM failures, but also to improve the functionality of real-time diagnostic systems [14]. Effective signal processing methods for predictive IM maintenance have a direct impact on reduction of IM repair costs and downtime. Research teams around the world are currently exploring different approaches. The most commonly used methods, that are described in this work are Fourier Transform (FT), Short-Time Fourier Transform (STFT), Hilbert Transform (HT), Wigner-Ville Distribution (WVD), Wavelet Transform (WT), Empirical Mode Decomposition (EMD), Singular Value Decomposition (SVD), Principal Component Analysis (PCA), Independent Component Analysis (ICA), Spectral Kurtosis (SK), Park’s Vector Approach (PVA), and Kalman Filter (KF). In addition to these mentioned methods, there are other methods for extraction of critical information. Among them are Wiener filter [103], Kolmogorov-Smirnov test [48, 70]., Poincare mapping [90] and artificial adaptive linear element neural network [15]. These methods are nowadays scarcely used and are considered by some as obsolete. Many methods are limited, as they can be only used for stationary signals, while the vibration signals are non-stationary [111]. At the end of the description of each method, there are parameters that can be set to influence the functionality. This section provides a comprehensive overview and analysis of digital signal processing techniques suitable for early diagnosis of initial IM failures. Table 1 (at the end of this section) shows comparison of signal processing techniques and Table 2 shows state-of-the art summary [51, 79].
5.1 Fast Fourier Transform
The Fourier transform is used to convert signals from the time domain to the frequency domain. The FFT algorithm is essentially the most commonly used technique for analyzing signals in the frequency domain. It is a computationally efficient algorithm used to calculate a discrete Fourier transform and then perform an inverse Fourier transform. Prior to performing the IFT, some type of thresholding is usually applied to adjust the signal. When performing the condition monitoring, this method normalizes the signal according to the amplitude of the first harmonic after performing the FFT, which reduces the effect of motor load conditions. The FFT algorithm is strongly dependent on small frequency changes in the processing of vibration signals, as in case of larger changes, the FFT brings the error to the actual value of the signal [16, 17, 20, 83, 93]. This mathematical apparatus is also the basis for condition monitoring methods from the IFSA (Instantaneous Frequency Signature Analysis) group.
Configurable parameter:
-
Spectral window is used to limit the distortion in the frequency domain (Bartlett-Hann window, Bartlett window, Blackman window, Blackman-Harris window, Bohman window, Chebyshev window, Flat Top window, Gaussian window, Hamming window, Hann window, Kaiser window, Nuttall’s Blackman-Harris window, Parzen window, Rectangular window, Tapered cosine window and Triangular window).
Bessous et al. [16] dealt with the processing of signals obtained by the MCSA technique in order to determine the eccentricity fault in the IM. They used FFT to process the stator current signals. They used IM of 3 phases, 50 Hz, 28 rotor bars, 3 kW and 2 pole pairs. In their work, they compared experimental results and the theoretical background. They achieved promising results, but discussed that fault information is overlapping, when the spectra of two motor states are compared. A year later, Bessous et al. [17] dealt with the processing of signals obtained by MVSA techniques for fault detection of broken rotor bars in squirrel cage of IM. To process the vibration signals, the FFT was deployed again. Their work deals with the fact that vibration signals are widely used in industry due to their simplicity and efficiency. Their experiment focused mainly on understanding and finding specific indicators that would point to broken rotor bars. They again employed the same engine type, as in the work from 2017. In conclusion, they confirmed that the analysis of the spectrum allows to diagnose the current state of IM. The broken rotor bars can be therefore monitored by analyzing the amplitude of a certain area of interest. However, their discussion encourages the deployment of a more advanced method of vibration signal processing in order to extract more crucial information.
Sudhakar et al. [93] addressed the topic of proper and timely predictive maintenance in order to minimize the cost of future repairs. In their work, they dealt with the processing and analysis of vibration signals using FFT algorithm. The results obtained by FFT analysis showed that there was a deviation between the tested bearings. The higher harmonics of the FFT showed cracks on the race of the bearings at both ends.
5.2 Short Time Fourier Transform
This method is based on time-frequency analysis of the signal, which is performed gradually in shorter sections. A fixed window is used to select the individual sections and a Fourier transform is applied to them. The choice of window size or function has a major influence on the STFT result. Basically, the wider the window, the better the frequency resolution but the time resolution gets worse (works also vice versa). The most commonly used are Hamming, Gaussian and Kaiser windows [10, 22, 50].
Configurable parameters:
-
Spectral window is used to limit the distortion in the frequency domain (Bartlett-Hann window, Bartlett window, Blackman window, Blackman-Harris window, Bohman window, Chebyshev window, Flat Top window, Gaussian window, Hamming window, Hann window, Kaiser window, Nuttall’s Blackman-Harris window, Parzen window, Rectangular window, Tapered cosine window and Triangular window).
-
Window length determines the size of the window that moves along the length of the input signal.
-
Number of overlapped samples for a window that moves along the signal (it must not be larger than the window).
Khodja et al. [50] focused on improving the signal processing of stator currents obtained by the MCSA technique. Since the FFT does not offers the analysis of non-stationary signals, they instead decided to use the STFT. In addition, they increased the efficiency of the method by using maxima’s location algorithm, which guaranteed the display of harmonic components containing critical information about the failure. The experiment focused on the diagnosis of bearing faults. In conclusion, they confirm the effectiveness of the proposed approach.
Carvalho et al. [22] dealt with IM wear caused under voltage unbalance conditions, where long-term operation in these conditions leads to higher degradation of IM parts and therefore shorter lifespan due to electrical and mechanical wear. The main reason is the imbalance of stator currents, which abnormally increase the winding temperature. In this study, the team focused on economically, efficient and reliable piezoelectric sensors. The STFT was used to analyze the obtained data in order to detect the mentioned under voltage unbalance conditions. The STFT method is capable of time-frequency analysis of acoustic emission signals. The experimental part was based around two sensors connected to the sides of the IM frame and simulation of standard balanced voltages and under voltage unbalance conditions. The combination of sensors together with the STFT method have proven to be a satisfactory low-cost solution and can be used as an alternative to industrial applications. The presented analysis demonstrated the reliable deployment of STFT analysis at various levels of under voltage unbalance. In conclusion, the authors mentioned that by using a suitable advanced signal processing method, it is possible to determine not only under voltage unbalance, but also its level and affected phase.
5.3 Hilbert Transform
Hilbert transform is used to convert a signal into complex analytical signal. It is used for processing and analysis of non-stationary and nonlinear signals. The main advantage of HT is its ability to obtain a signal envelope, which can be used for subsequent demodulation or amplitude modulation of the processed signal. It is basically a signal convolution of a non-integrable function. This method acts as a filter that shifts the frequency components of the analyzed signal by-\(\frac{\pi }{2}\) radians [1, 2, 8, 105].
Configurable parameters:
-
Frequency limits to compute Hilbert spectrum.
-
Frequency resolution to discretize frequency limits.
-
Threshold serves as a minimum value for thresholding.
Abd-el-Malek et al. [1] addressed the timely identification of broken rotor bars in order to minimize maintenance, repair and downtime costs. The aim of the study was to detect the position of the broken rotor bar by using the analysis of the current envelope determined by the HT method. The experiment was focused on the start-up stator current during various IM simulations with different fault severity by employing the multi-loop method. The estimated HT envelope was then statistically analyzed and the standard deviation between the IM and IM heaths was determined with a certain degree of broken motor bars. In conclusion, the team described the proposed approach as a non-invasive, computationally fast and accurate solution, that is capable to accurately determine the position of broken rotor bars.
Asad et al. [8] performed an experiment, comparing FFT HT and PVA for broken rotor bar fault diagnostics. The 22 kW inverter fed IM powered by three phases was used for the experiments—100 s long current signals with a sampling frequency of 1 kHz were recorded. Since the HT and PVA use FFT for frequency analysis, their computational time was significantly higher. The results showed a good efficiency of the HT method, since it was able to attenuate the fundamental components. However, the PVA method was more informative and allowed fault detection even without frequency analysis.
5.4 Wigner-Ville Distribution
From the mathematical point of view, the WVD method is basically a Fourier transform of the instantaneous autocorrelation function. The WVD method can be also described as a three-dimensional graph of function, time and frequency. It offers an accurate description of spectral events associated with rapid changes. It is very interesting that the WVD method has a significant change in the energy distribution at the location, where the vibration signal amplitude decreases (displayed by the lighter shades of the WVD image). The main disadvantages of WVD are that it cannot be effectively used in scenarios with multi-component signals and it also induces cross-terms interference, that must be suppressed before further signal processing [26, 43, 64, 90, 106].
Configurable parameters:
-
Time window used for smoothing.
-
Frequency window used for smoothing.
-
Threshold serves as a minimum value for thresholding.
Climente-Alarcon et al. [26] focused on the removal of the limitations of the WVD method in the processing of current signals (during IM startups). The authors used an advanced notch FIR filter and HT before performing the WVD itself. The chosen approach was verified by experiment on two different IMs, where the rotor was previously diagnosed with asymmetry and eccentricity. The authors states that their approach is capable of detecting rotor asymmetry and eccentricity of IMs in basic or even more difficult cases. In conclusion, the authors noted that their approach allows accurate monitoring of the IM failure state and its ongoing development.
Singru et al. [90] compared FFT, WVD and Poincare mapping for vibration signal processing to diagnose the condition of IM bearings. A test device containing a SKF 6205-2Z bearing was constructed for the experimental part. Accelerometers were used to record vibrations caused by engine operating at 1490 rpm. A set of six bearings was tested. According to presented results, the FFT is only able to identify severe forms of bearing disorders. WVD and Poincare mapping methods achieved significantly better results, and according to authors, these methods can be used in combination with neural networks to predict the exact failure time of IM bearings.
5.5 Wavelet Transform
WT is a classic method that provides a very valuable information in both the time and frequency domains. It is simply a convolution between a signal and a wavelet function. It is highly dependent on the type of signal and selected waveform (Haar, Daubechies, Biorthogonal, Coiflet, Symlets, Morlet, Mexican Hat or Meyer) and the degree of signal decomposition. It is an efficient method for processing non-stationary signals and signals containing multiple signal components. In the first stage of decomposition, the signal is decomposed by Discrete WT (DWT) into one approximation component and one detailed component. In the second stage of decomposition, the approximation component of the signal is decomposed into another approximation component and another detailed component. The same approach is applied until the final selected degree of decomposition is achieved. The decomposed signal then consists of the last approximation component and all the detailed components. By thresholding the signal, the signal is adjusted before the reconstruction [13, 31, 37, 56, 95].
Configurable parameters:
-
Maternal wavelet determines the type and width of used wavelet (Biorthogonal, Coiflets, Daubechies, Fejer-Korovkin, Haar, Morlet, Symlets).
-
Decomposition level determines how much the signal will be decomposed before thresholding, and which component of the signal will be reconstructed.
-
Threshold serves as a minimum value for thresholding.
Mohamed et al. [68] focused on the prediction of broken rotor bars in three-phase IMs. The authors used ANFIS as the main part of their diagnostic system. First, the WT was applied, which was used for signal feature extraction. Then the ANFIS was used to identify the broken rotor bars. The team performed the experiments on data created using element vectors, which are also used in the training and identification process of the ANFIS method. The results of their experiment showed that this approach of predictive IM diagnosis is very effective.
Kumar and Raj [56] focused on the detection of broken rotor bars by using DWT. The DWT was used for signal decomposition and then the energy eigen value was used to determine the severity of the fault on the signal, which was obtained by MCSA technique. The experiment was carried out in MATLAB software and the authors concluded that their approach achieved excellent performance.
Belkacemi et al. [13] used DWT to investigate healthy and improper bearing lubrication signals. Bearing fault analysis is a very difficult task, since the vibration signals are non-stationary. Therefore, the DWT was used to analyze non-stationary signals in both frequency and time domain to pinpoint a bearing with improper lubrication. The 0.78 kW three-phase IM in combination with both poorly lubricated and correctly lubricated bearing rotating at 1500 revolutions per minute was used during the experiment. The results obtained by MATLAB software showed that the vibration signals of a healthy bearing with sufficient lubrication have peaks with smaller amplitude in comparison to the incorrectly lubricated bearings. It was also observed that periodic peaks were present in the incorrectly lubricated bearing.
5.6 Empirical Mode Decomposition
The EMD method is used to process nonlinear and non-stationary signals. It is used to extract important engine failure information by distributing the signal into intrinsic mode functions (IMF). The high frequency components are IMF, while the low frequency components are called residues. The EMD method ranks the IMF by frequency from highest to lowest. In order for this method to work properly, two prerequisites must be met. The first is that the number of extremes and the number of zero passes must be equal to or different by one value in the whole recording. The second is that the diameter between the envelope, defined by the maximum and minimum, is almost zero. The process of decomposing a signal into an IMF function is called sifting. The disadvantage of this method is the need to choose IMF, which will be used for further incorporation, which might be challenging [99, 105, 111].
Configurable parameters:
-
Number of sifting iterations determines how many iterations of the algorithm will be executed.
-
Number of IMFs determines how many IMF will be extracted.
-
Number of extrema in the residual signal
-
Signal to residual energy ratio indicates the maximum energy ratio.
Zair et al. [111] focused on monitoring the state of IM (especially on the detection of rolling bearing failures) using the fuzzy entropy (combination of fuzzy function and sample entropy to obtaion fuzzy entropy) of empirical mode decomposition (EMD). The team used PCA to improve the classification and reduce the dimensions. Finally, the authors used the SOM neural network for automatic diagnostics. EMD managed to isolate the input vibration signal into several IMFs, which were analyzed, and the engine failure information was obtained from each. In addition, fuzzy entropy was used to find irregularities in each IMF and to create vectors that then enter the PCA. The PCA method aims to reduce the number of vector dimensions. Vectors with reduced dimension finally enter the SOM, where automatic diagnosis based on classification is performed. The research was based around data obtained from the Bearing Data Center of Case Western Reserve University. The results showed that the proposed predictive maintenance approach allows to determine the degradation of rolling bearing and to estimate different types of bearing failures with very high sensitivity.
Valtierra-Rodriguez et al. in 2019 [99] compared an improved version of the EMD method called Complete Ensemble EMD (CEEMD) with EMD and Ensemble EMD (EEMD). The authors implemented EMD, EEMD and CEEMD on FPHA in order to create a complete online monitoring system. 80 real current records were used for testing. CEEMD accuracy achieved the best results with an overall average efficiency of 96%.
5.7 Singular Value Decomposition
The SVD method belongs to a group of methods collectively called Blind Source Separation (BSS) methods, which are based on the search for unknown source signals from a mixture of statistically independent signals. In addition to the useful signal, the source signals also include noise. The SVD method is based on second-order statistics. It is a spatial filtration technique and decomposition method. The SVD method is controlled by data creating the required basic functions from the data itself by maximizing several statistical quantities of the signal distribution. This method is based on the matrix transformation of one vector space into another and is computationally intensive [46, 66, 107].
There are no configurable parameters for this method. SVD calculates the U, S and V matrices from the input signal.
Xing et al. [107] focused on condition monitoring of gearbox using intrinsic time-scale decomposition, SVD and SVM. The team used the intrinsic time-scale decomposition method to decompose the nonlinear and non-stationary vibration signal into several proper rotation components. The SVD method was subsequently used to estimate the singular value vectors of the proper rotation components, in order to improve the extraction of elements under changing conditions. SVM was used to subsequent fault classification. The gear vibration data obtained by rotating machinery vibration analysis was used for the experiments. The presented results showed that the proposed approach is accurate and effective. In addition, the research proved that the combination of intrinsic time-scale decomposition and SVD is much more accurate than the EMD or DWT. The team also confirmed that the SVM classifier was chosen appropriately since it achieves better results than the K-nearest neighbors and Back propagation classifier. The authors discussed that their proposed approach makes it possible to, under specific conditions, accurately identify different types of IM disorders.
Islam et al. [46] used the Gabor filter and SVD to determine IM failure. The team used one-dimensional vibration signals, which were converted into two-dimensional ones. Subsequently, a Gabor filter was used to extract the filtered image with distinctive texture information. The SVD method was used to decompose the obtained filtered image to select information about the most prominent properties by eliminating trivial singular values. The result was subjected to SVM classification. A test rig developed at Pukyong National University was used for experiments. The team prepared seven different fault signals and one completely healthy IM signals. The determination of true positive values and the subsequent calculation of accuracy was used as an evaluation parameter. The proposed approach achieved an average accuracy of 99.86%, thus surpassing other conventional approaches of IM disorder detection.
5.8 Principal Component Analysis
Principal component analysis also belongs into the BSS group and is based on the second-order statistics. The PCA method is derived from the equation of the SVD method and is used to reduce the number of dimensions. The advantage of this method is that it loses an insignificant amount of information during the solution of the presented statistical problem. The PCA method can be used to search for a linear combination to separate signals from sources that are statistically independent. This is done by specifying the data using a new coordinate system. This operation is bidirectional and no information is lost during transmissions from one state to the other one [5, 7, 92, 105].
Configurable parameter:
-
Number of components to be extracted from the input signals (more output components than input signals cannot be extracted).
Stief et al. [92] used the PCA method to extract critical information needed to determine the electrical and mechanical faults in IM. The authors discuss that it is very advantageous to use data from multiple sensors, since they can be used to diagnose a larger number of faults. The team managed to improve detection of PCA method by using the two-stage Bayesian method together with PCA. For the experiments, they used 4 microflown signals, 3 microphone signals, 2 current signals, 4 vibration signals, and 3 voltage signals. The results were compared to the single-stage and feature-based Bayesian methods. The proposed approach provided better functionality and results.
Arabaci and Mohamed [7] used PCA method for detection and classification of broken rotor bars. The team focused on the removal of high-frequency components and the subsequent amplification of the measured single-phase current. First, the FFT was used and then the PCA method was applied to extract the desired signal. The estimated signal was eventually classified by SVM. The experimental part reached an accuracy of 97.9%. In addition, not a single falsely detected disorder was encountered. The team discussed that the PCA method did not achieve a better results, when it used higher number of major components to determine the IM state.
Abullateef et al. [3] used the ANFIS together with the PCA to extract the necessary information from vibration signals. The PCA method was used for data feature extraction. Then the ANFIS was applied to identify the disorder. The study focused on testing of different types of membership functions and number of epochs. Based on the presented results, the triangular function in combination with 10 epochs reached the best results, with accuracy over 99%. The presented approach was useful to diagnose faults and classify stator faults of IMs.
5.9 Independent Component Analysis
Independent component analysis is another method from BSS group. Unlike the SVD and PCA, the ICA is a frequently used method based on higher order statistics. It is especially used in the field of biological signal processing. However, in case of IM condition monitoring, it appeared very scarcely in publications. The ICA method includes its own preprocessing based on data centering and whitening. There are a large number of algorithms based on the ICA method—the fastICA is the most prominent representative [41, 104].
Configurable parameters:
-
Type of ICA determines which modification of the ICA algorithm is used (algorithm for multiple unknown signals extraction, equivariant robust ICA algorithm, FastICA algorithm, flexible ICA algorithm, logistic infomax ICA algorithm, joint approximate diagonalization of eigenmatrices, kernel ICA algorithm, robust accurate direct ICA algorithm, robust ICA algorithm, simultaneous blind signal extraction using cumulants, second-order blind identification, etc.).
-
Number of components to be extracted from the input signals (more output components than input signals cannot be extracted).
-
Number of iterations determines how many iterations of the algorithm will be executed.
-
Convergence criterion is used to stop calculation of ICA algorithm when lower value then criterion is reached.
Widodo et al. [104] presented a solution based on the use of fastICA for signal processing and subsequent deployment of SVM for detection and diagnosis of IM failures. Different scenarios were used during experiments, with various vibration signals and stator current signals. Six 0.5 kW IM were used (one was healthy and used as a benchmark for comparison of faulty conditions) to create a dataset. The experiment consisted of the following faults: broken rotor bars, air gaps, bearing failure, rotor unbalance, eccentricity and phase unbalance. In addition, the PCA was used as well and based on the comparison with fastICA, the fastICA algorithm worked more efficiently. The authors concluded that the combination of fastICA and SVM can be used as a promising alternative for the diagnosis of future intelligent failures.
Garcia-Bracamonte et al. [41] used the fastICA algorithm to detect broken rotor bar in the input current signals in one of the three IM phases. Prior to the fastICA application, the FFT was applied to the input signals. Based on the presented research, the standard deviation of the signals obtained by the fastICA method shows significant differences between damaged and healthy motors. When the region of interest was divided into 1D, 2D and 3D vectors, the feature vector extraction was significantly improved. The team performed 100 measurements (50 for damaged and 50 for healthy motors) and the evaluation was based on the determination of false positive rate, true positive rate, classification-precision and classification-accuracy. The authors concluded that increase of dimensionality of the corresponding feature vectors leads into major improvements in the classification rate.
5.10 Spectral Kurtosis
The biggest advantage of the SK method, when compared to conventional approaches is that it can distinguish between crack and pitting fault. Furthermore, this method is often used to predict initial gearbox failures. SK is based on fourth-order spectral analysis, which is focused on the detection and characterization of transients in the signal. The SK method focuses on a transient created as a result of a tooth crack fault. Furthermore, this method is based on maximizing the spectral sharpness, which is higher the greater the severity of the fault. This method is often widely used as a preprocessing solution for other methods based on artificial intelligence, as it can locate the dominant feature set from the input signals [55, 62, 69, 97, 98, 101].
Configurable parameter:
-
Window length determines the size of the window.
-
Maximum kurtogram level drives number of cases to compute.
Mohamed et al. [69] focused on the detection of initial gear tooth defects using a new technique based on MCSA. The presented approach is based on the SK method and is referred to as a fast-currogram. It also uses the SOM neural network. The main advantage is that it can distinguish between pitting and a crack of gear tooth. This feature is not offered by conventional methods. Presented claims were backed up by simulations on a dynamic model of an electromechanical system, that worked in three modes: healthy mode, gear crack tooth mode and gear pitting tooth mode. Experimental part used simulated signals, which were analyzed by fast-currogram and SOM. In the end, an automatic diagnostic system was designed. According to the team, the presented method achieved good results and is able to automatically predict pitting and a crack of gear tooth.
Li et al. [62] used the SK method to detect the initial errors and gearbox failures. The team modified this method by using hidden Markov models and local mean decomposition. First, the signal was preprocessed by local mean decomposition, achieving the decomposition of multicomponent signals into one-component ones. Then, the SK method was used to identify the component with highest value of kurtosis. This component already contains certain characteristics of the initial failures of the gearboxes. Finally, the hidden Markov models were used for training and fault diagnosis. Experimental part was tested on the MFD310 gearbox, and the preliminary results showed that the presented approach effectively identifies the initial failure characteristics of gearboxes and is even capable of distinguishing different degrees of failure.
5.11 Park’s Vector Approach
Park’s vector approach is a very simple and reliable method that transforms a three-phase stator current into two orthogonal phases. This leads to a reduction in the number of equations and mutual inductances. Park’s vector forms a centered circle in which any disturbance or abnormality is easily detected, since the deviations of the current Park’s vectors can be easily observed. Any significant changes leads into change of the shape of Park’s current vector, giving it an elliptical shape. This method is energy invariant, which means that the electrical energy calculated using the original and transformed values will be the same. Furthermore, the PVA method highlights the amplitude of components that shows a certain defect [8, 27, 45, 85].
There are no configurable parameters for this method.
Sharma et al. [85] state that the MCSA method is the most reliable and at the same time the most used technique for condition monitoring. For the signal processing, the team used an innovative PVA method for detection of inter-turn short faults in a squirrel cage IM, due to the sensing of current on all three individual phases. The experiments backed up the claimed conclusions and showed that the approach can be used for both prediction and detection of IM failures. In addition, the PVA was able to measure the severity of the failure.
Irfan et al. [45] focused on a development of a system for non-invasive monitoring and diagnostics of bearing faults. Their main goal was to enable the segregation of localized and distributed faults in the bearings. A test device consisting of available components, three-phase IM, tachometer, Hall effect-type current transducer and measuring card from National Instruments was developed for experimental part. The PVA method achieved excellent results and managed to analyze the bearing localized and distributed defects in IM at different loads. In conclusion, the authors mentioned that the proposed PVA method could lead to increased reliability and accuracy of methods used nowadays for online detection and diagnostics, thus improving the predictive maintenance capabilities.
5.12 Kalman Filter
KF is a robust method with a good ability to estimate state variables of a dynamic system. KF based filtration is only carried out in the time domain and it does not require a conversion to the frequency domain. It is a prediction algorithm that tries to predict the course of the signal from previously obtained data. It uses one or more state variables to estimate its own non-measurable variables. When the system state-space equations are functions of the system parameters, it is possible to directly estimate them using KF. The estimation process is performed by input and output signals and a state model of the system. The elements of covariance matrices serve as parameters to influence the convergence of the KF algorithm. There are many modified versions of KF such as extended KF, unscented KF, switching KF and others [11, 28, 78].
Configurable parameter:
-
Filter length or also the filter order.
Cui et al. [28] introduced a new KF-based algorithm called switching unscented KF. The team used the proposed method for conditional monitoring of IM, especially to estimate the remaining service life of the bearing. The bearing data from intelligent system maintenance center of University of Cincinnati was used for experiments (vibration signals), while the root mean square calculation was used for evaluation. The team compared the proposed approach with switching KF. Based on their research, the proposed method is suitable for predicting the remaining service life of the bearing, while also achieving better results than switching KF. Interestingly, the presented approach shows a huge decrease in relative accuracy at near failure moments, which were caused by strong bearings vibrations during approaching failure states.
Bagheri et al. [11] used KF to detect degrees of the static, dynamic and mixed eccentricity faults of IMs. Different levels of eccentricities simulated using an 11 kW three-phase IM were used for experiments (stator current and voltage signals). The results clearly showed that the KF has a high ability to estimate the severity of fault components and shows effective performance for all mentioned types of eccentricities.
6 Discussion
An important diagnostic goal is to identify the cycle of causes and their consequences, which cannot be estimated by real-time engine monitoring. Research should move towards the creation of an online diagnostic system, which is capable to shut down IM in early phase of a detected fault, therefore avoiding complete engine failures [14]. However, engine shutdown should only be triggered if the detected fault leads to immediate damage. If the fault detected at an early stage is not critical, it is more appropriate to notify the operator (e.g. by an alarm). In case of larger IMs (e.g., high voltage IMs), the thermal protection of the rotor, and especially the early diagnosis of rotor-related faults, requires special monitoring. It is very important to monitor the temperature conditions during the start-up sequences of these IMs.
A testbed for measuring electrical and non-electrical quantities of three-phase IMs with squirrel-cage was developed at Technical University of Ostrava, see Fig. 7. Selected fault detection methods presented by this article will be further tested on this developed system. This study is directly related to the testbed, since it serves as an overview of methods used to detect various electrical and mechanical failures of IMs. These methods will be still used for predictive engine maintenance. In order to measure the parameters of the motor even under load, the testbed contains an electromagnetic brake in the form of a DC motor, which serve as a generator. Using the current drawn from the DC motor connected as a generator, it is possible to change the load of the three-phase IM. It is therefore possible to detect the manifestations of faults at different motor loads. A set of damaged bearings is also available— further test of damaged IMs up to 3 kW is planned in cooperation with local industrial partner. Testbed is currently capable of measuring vibration, stator currents (for MCSA techniques), stator voltages and stator coil temperatures.

Testbed developed at Technical University of Ostrava
The testbed was designed primarily for the measurement, processing, and analysis of vibration signals. Vibration signals are currently becoming frequently studied as the MCSA techniques have been shown to be less effective in estimating the low-energy spectrum especially in the case of the noisy environment [45]. For this reason, the testbed is designed for the environment with vibration signals and to test the ideal advanced signal processing method for the analysis of low-energy vibrations, which are for example caused by surface roughness defects of bearings.
Based on the presented research articles from other teams, several tests of various importance were designed for further testing of developed methods. Among them are:
-
During a stator fault, the current fluctuates by a few percent relative to the original stator current, and operation is limited to a few seconds. Conversely, in the event of a rotor failure, the current in the adjacent rods increases by up to 50% of the rated current, but the operation of the motor rotor is not limited. This means that accurate detection of rotor faults can lead to a complete diagnostic process, but accurate detection of stator faults can only lead to an intelligent protection system [14].
-
It also seems very important to monitor under voltage unbalance conditions. Long term operation in such conditions can accelerate the degradation of IM parts and in general its lifespan due to electrical and mechanical wear. The main reason is the imbalance of stator currents, which abnormally increase the winding temperature. Nowadays, many research teams are focused on deployment of cheap, efficient and reliable piezoelectric sensors, used to acquire acoustic emission signals. Subsequently, it is possible to simulate balanced voltages and under voltage unbalance conditions and examine the effectiveness of the proposed methods. The main goal of this sub-area is to find a suitable low-cost solution as an alternative to industrial applications, since when a suitable advanced signal processing method is used, it is possible to determine not only under voltage unbalance but also its level and affected phase [22].
-
It is also possible to use the designed testbed to analyze the degree of bearing lubrication. It seems advantageous to perform an experiment with a properly lubricated bearing with a certain RPM speed. Subsequently, the same experiment would be carried out with improper bearing lubrication. Certain advanced signal processing methods should be able to analyze the recorded signals. FFT, STFT or DWT can be all used to examine the signals in frequency domain. Studies show that signals with improper bearing lubrication have peaks in the frequency domain, that are periodic and have a larger amplitude in comparison to healthy and properly lubricated bearings. It would be very interesting to focus on the effect of wavelet type and signal decomposition levels using DWT. In case of STFT, it would be desirable to try wider windows sizes [13].
-
The testbed can be also used to repeatedly measure starting currents, which can be used for motor condition analysis. Starting currents are measured at higher motor slip and have higher signal-to-noise ratio, which offers better input data for the desired method. However, there is also a problem with the engine start-up time, which tends to be a short interval. This can make it difficult to apply condition monitoring methods. Another obstacle may be the power limitation of the tested engine, since the testbed offers only a 3 kW IM [65].
-
Another possibility of experimenting with the developed testbed is to focus on two broken rotor bars, which are adjacent to each other, and which are in different opposite positions. According to Zamudio-Ramirez et al. in 2020 [112] it is much more difficult to determine the failure of an IM, when the damaged bars were not adjacent to each other.
In order to create datasets that serve as references for healthy motors, long-term measurements of electrical and non-electrical variables are carried out on a sample of motors before they are damaged. It will then be possible to compare these datasets and detect inconsistencies in the mechanical parts of the testbed. If any significant differences are not detected at an early stage of the measurements, additional non-relevant error signals could be introduced which might influence the detection of the intended faults. However, these error signals can also be considered as their own form of fault and can be included in the datasets. Their manifestations will be quite specific due to the used configuration. The shape itself, but also the angle of rotation (when connecting the shaft) of the flexible couplings will be affected by axial misalignment. The connected electromagnetic brake (DC motor) will also manifest itself in the measured datasets by its specific frequency spectrum given by its design. For this reason it will be advantageous to create multiple datasets:
-
a separate unloaded engine,
-
a motor with an unloaded DC motor connected,
-
a motor with a DC motor connected to different load levels.
It will be therefore possible to observe the effects on the measured signals caused by the braking system itself and eliminate its manifestations in the measured datasets. The next step of dataset creation will focus on measurements on engines that have some form of the proposed failure types.
7 Conclusion
The presented article summarized a number of conditional monitoring techniques, classification techniques and advanced signal processing techniques, along with their advantages and disadvantages. These methods will be verified on our own testbed that is described in the Discussion section of the article. Our future research will be primarily focused on real measurements from the designed testbed and developed sensors. Subsequent signal processing will be performed using selected methods, that are appropriate for the desired use case. The use of WT, EMD, PCA and PVA seems to be the most promising. The classification of extracted signals and critical IM status information will then be performed using various classifiers—mainly by the SVM and SOM. DNN-based classifiers are also a very interesting topic, since they often outperform conventional classification methods, when working with larger data sets.
References
Abd-el-Malek M, Abdelsalam AK, Hassan OE (2017) Induction motor broken rotor bar fault location detection through envelope analysis of start-up current using Hilbert transform. Mech Syst Signal Process 93(1):332–350. https://doi.org/10.1016/j.ymssp.2017.02.014
Abd-el-Malek MB, Abdelsalam AK, Hassan OE (2018) Novel approach using Hilbert Transform for multiple broken rotor bars fault location detection for three phase induction motor. ISA Trans 80(1):439–457. https://doi.org/10.1016/j.isatra.2018.07.020
Abullateef AI, Sanusi MF, Sunday Fagbolagun O (2020) Induction motor stator fault classification using PCA-ANFIS technique. ELEKTRIKA—J Electr Eng 19(1):26–32. https://doi.org/10.11113/elektrika.v19n1.209
Agrawal P, Jayaswal P (2020) Diagnosis and classifications of bearing faults using artificial neural network and support vector machine. J Inst Eng (India): Ser C 101(1):61–72. https://doi.org/10.1007/s40032-019-00519-9
Agrawal S, Giri V, Tiwari A (2018) Induction motor bearing fault classification using WPT, PCA and DSVM. J Intell Fuzzy Syst 35(5):5147–5158. https://doi.org/10.3233/JIFS-169798
Agyare OR, Asiedu-Asante AB, Biney AR (2019) Fuzzy logic based condition monitoring of a 3-phase induction motor. In: 2019 IEEE AFRICON. IEEE, Accra, Ghana, pp 1–8. https://doi.org/10.1109/AFRICON46755.2019.9133780
Arabaci H, Mohamed A (2020) A knowledge-based diagnosis algorithm for broken rotor bar fault classification using FFT, principal component analysis and support vector machines. Int J Intell Eng Inform 8(1):19. https://doi.org/10.1504/IJIEI.2020.105431
Asad B, Vaimann T, Belahcen A, et al (2018) Broken rotor bar fault diagnostic of inverter fed induction motor using FFT, Hilbert and Park’s vector approach. In: 2018 XIII International Conference on Electrical Machines (ICEM). IEEE, Alexandroupoli, Greece, pp 2352–2358. https://doi.org/10.1109/ICELMACH.2018.8506957
Asr MY, Ettefagh MM, Hassannejad R et al (2017) Diagnosis of combined faults in rotary machinery by non-Naive Bayesian approach. Mech Syst Signal Process 85(1):56–70. https://doi.org/10.1016/j.ymssp.2016.08.005
Ayon-Sicaeros RA, Cabal-Yepez E, Ledesma-Carrillo LM, et al (2019) Broken-rotor-bar detection through stft and windowing functions. In: 2019 IEEE Sensors Applications Symposium (SAS). IEEE, Sophia Antipolis, France, pp 1–5. https://doi.org/10.1109/SAS.2019.8706086
Bagheri A, Ojaghi M, Bagheri A (2020) Air-gap eccentricity fault diagnosis and estimation in induction motors using unscented Kalman filter. Int Trans Electr Energy Syst 30(8):1–28. https://doi.org/10.1002/2050-7038.12450
Ballal MS, Khan ZJ, Suryawanshi HM et al (2007) Adaptive neural fuzzy inference system for the detection of inter-turn insulation and bearing wear faults in induction motor. IEEE Trans Industr Electron 54(1):250–258. https://doi.org/10.1109/TIE.2006.888789
Belkacemi B, Saad S, Ghemari Z et al (2020) Detection of induction motor improper bearing lubrication by discrete wavelet transforms (DWT) decomposition. Instrum Mesure Métrologie 19(5):347–354. https://doi.org/10.18280/i2m.190504
Bellini A, Filippetti F, Tassoni C et al (2008) Advances in diagnostic techniques for induction machines. IEEE Trans Industr Electron 55(12):4109–4126. https://doi.org/10.1109/TIE.2008.2007527
Bengherbia B, Kara R, Toubal A et al (2020) FPGA implementation of a wireless sensor node with a built-in ADALINE neural network coprocessor for vibration analysis and fault diagnosis in machine condition monitoring. Measurement 163(1):1–13. https://doi.org/10.1016/j.measurement.2020.107960
Bessous N, Zouzou SE, Sbaa S, et al (2017) New vision about the overlap frequencies in the MCSA-FFT technique to diagnose the eccentricity fault in the induction motors. In: 2017 5th International Conference on Electrical Engineering—Boumerdes (ICEE-B). IEEE, Boumerdes, Algeria, pp 1–6. https://doi.org/10.1109/ICEE-B.2017.8192034
Bessous N, Sbaa S, Toumi A (2018) Experimental investigation on broken rotor bar faults in three phase induction motors using MVSA-FFT method. In: 2018 6th International Conference on Control Engineering & Information Technology (CEIT). IEEE, Istanbul, Turkey, pp 1–7. https://doi.org/10.1109/CEIT.2018.8751793
Bonnett A, Soukup G (1988) Analysis of rotor failures in squirrel-cage induction motors. IEEE Trans Ind Appl 24(6):1124–1130. https://doi.org/10.1109/28.17488
Bonnett AH, Soukup GC (1986) Rotor failures in squirrel cage induction motors. IEEE Trans Ind Appl 22(6):1165–1173. https://doi.org/10.1109/TIA.1986.4504850
Bracale A, Carpinelli G, Piegari L, et al (2007) A high resolution method for on line diagnosis of induction motors faults. In: 2007 IEEE Lausanne Power Tech. IEEE, Lausanne, Switzerland, pp 994–998. https://doi.org/10.1109/PCT.2007.4538451
Cao P, Zhang S, Tang J (2018) Preprocessing-free gear fault diagnosis using small datasets with deep convolutional neural network-based transfer learning. IEEE Access 6(1):26,241-26,253. https://doi.org/10.1109/ACCESS.2018.2837621
Carvalho L, Rocha M et al (2019) Undervoltage identification in three phase induction motor using low-cost piezoelectric sensors and STFT technique. Proceedings 42(1):1–6. https://doi.org/10.3390/ecsa-6-06644
Castelli MJ, Fossati J, Andrade MT (2008) New methodology to faults detection in induction motors via MCSA. In: 2008 IEEE/PES transmission and distribution conference and exposition: Latin America. IEEE, Bogota, Colombia, pp 1–6. https://doi.org/10.1109/TDC-LA.2008.4641817
Choudhary A, Goyal D, Shimi SL et al (2019) Condition monitoring and fault diagnosis of induction motors: a review. Arch Comput Methods Eng 26(4):1221–1238. https://doi.org/10.1007/s11831-018-9286-z
Cipollini F, Oneto L, Coraddu A et al (2019) Unsupervised deep learning for induction motor bearings monitoring. Data-Enabled Discov Appl 3(1):1–10. https://doi.org/10.1007/s41688-018-0025-2
Climente-Alarcon V, Antonino-Daviu JA, Riera-Guasp M et al (2014) Induction motor diagnosis by advanced notch FIR filters and the Wigner-Ville distribution. IEEE Trans Industr Electron 61(8):4217–4227. https://doi.org/10.1109/TIE.2013.2286581
Corne B, Vervisch B, Derammelaere S et al (2018) The reflection of evolving bearing faults in the stator current’s extended park vector approach for induction machines. Mech Syst Signal Process 107(1):168–182. https://doi.org/10.1016/j.ymssp.2017.12.010
Cui L, Wang X, Xu Y et al (2019) A novel Switching Unscented Kalman Filter method for remaining useful life prediction of rolling bearing. Measurement 135(1):678–684. https://doi.org/10.1016/j.measurement.2018.12.028
Daisy VR, Monisha S, Nandhini R (2019) Identification of fault in three phase induction motor using ANFIS. In: 2019 International Conference on Recent Advances in Energy-Efficient Computing and Communication (ICRAECC). IEEE, Nagercoil, India, pp 1–4. https://doi.org/10.1109/ICRAECC43874.2019.8995158
Dalvand F, Kalantar A, Shokoohi S, et al (2014) Time-domain bearing condition monitoring in induction motors using instantaneous frequency of motor voltage. In: 2014 Smart Grid Conference (SGC). IEEE, Tehran, Iran, pp 1–7. https://doi.org/10.1109/SGC.2014.7150708
Das G, Purkait P (2019) Comparison of different classifier performances for condition monitoring of induction motor using DWT. In: 2019 IEEE 4th International Conference on Condition Assessment Techniques in Electrical Systems (CATCON). IEEE, Chennai, India, pp 1–5. https://doi.org/10.1109/CATCON47128.2019.CN00060
dos Santos T, Ferreira FJTE, Pires JM, et al (2017) Stator winding short-circuit fault diagnosis in induction motors using random forest. In: 2017 IEEE International Electric Machines and Drives Conference (IEMDC). IEEE, Miami, FL, USA, pp 1–8. https://doi.org/10.1109/IEMDC.2017.8002350
Drif M, Cardoso AJM (2007) Rotor cage fault diagnostics in three-phase induction motors, by the instantaneous non-active power signature analysis. In: 2007 IEEE International Symposium on Industrial Electronics. IEEE, Vigo, Spain, pp 1050–1055. https://doi.org/10.1109/ISIE.2007.4374743
Drif M, Cardoso AJM (2014) Stator fault diagnostics in squirrel cage three-phase induction motor drives using the instantaneous active and reactive power signature analyses. IEEE Trans Industr Inf 10(2):1348–1360. https://doi.org/10.1109/TII.2014.2307013
Dybkowski M, Klimkowski K (2019) Artificial neural network application for current sensors fault detection in the vector controlled induction motor drive. Sensors 19(3):1–16. https://doi.org/10.3390/s19030571
El Hachemi Benbouzid M (2000) A review of induction motors signature analysis as a medium for faults detection. IEEE Trans Industr Electron 47(5):984–993. https://doi.org/10.1109/41.873206
Ergin S, Tezel S, Gulmezoglu MB (2011) DWT-Based fault diagnosis in induction motors by using CVA. In: 2011 International Symposium on Innovations in Intelligent Systems and Applications. IEEE, Istanbul, Turkey, pp 129–132. https://doi.org/10.1109/INISTA.2011.5946055
Filippetti F, Bellini A, Capolino G (2013) Condition monitoring and diagnosis of rotor faults in induction machines: State of art and future perspectives. In: 2013 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD). IEEE, Paris, France, pp 196–209. https://doi.org/10.1109/WEMDCD.2013.6525180
Galagedarage Don M, Khan F (2019) Dynamic process fault detection and diagnosis based on a combined approach of hidden Markov and Bayesian network model. Chem Eng Sci 201(1):82–96. https://doi.org/10.1016/j.ces.2019.01.060
Gangsar P, Tiwari R (2020) Signal based condition monitoring techniques for fault detection and diagnosis of induction motors: A state-of-the-art review. Mech Syst Signal Process 144(1):1–37. https://doi.org/10.1016/j.ymssp.2020.106908
Garcia-Bracamonte JE, Ramirez-Cortes JM, de Jesus Rangel-Magdaleno J et al (2019) An approach on MCSA-based fault detection using independent component analysis and neural networks. IEEE Trans Instrum Meas 68(5):1353–1361. https://doi.org/10.1109/TIM.2019.2900143
Glowacz A (2018) Acoustic based fault diagnosis of three-phase induction motor. Appl Acoust 137(1):82–89. https://doi.org/10.1016/j.apacoust.2018.03.010
Hafeez S, Zaidi CSH, Siddiqui A (2013) Broken rotor bar detection of single phase induction motor using Wigner-Ville Distributions. In: 2013 IEEE 18th Conference on Emerging Technologies & Factory Automation (ETFA). IEEE, Cagliari, Italy, pp 1–7. https://doi.org/10.1109/ETFA.2013.6647960
Henao H, Capolino GA, Fernandez-Cabanas M et al (2014) Trends in fault diagnosis for electrical machines: a review of diagnostic techniques. IEEE Ind Electron Mag 8(2):31–42. https://doi.org/10.1109/MIE.2013.2287651
Irfan M, Saad N, Ibrahim R et al (2019) Analysis of distributed faults in inner and outer race of bearing via Park vector analysis method. Neural Comput Appl 31(1):683–691. https://doi.org/10.1007/s00521-017-3038-0
Islam R, Uddin J, Kim JM (2018) Texture analysis based feature extraction using Gabor filter and SVD for reliable fault diagnosis of an induction motor. Int J Inf Technol Manage 17(1/2):1–15. https://doi.org/10.1504/IJITM.2018.089452
Kangas J, Kohonen T (1996) Developments and applications of the self-organizing map and related algorithms. Math Comput Simul 41(1–2):3–12. https://doi.org/10.1016/0378-4754(96)88223-1
Kar C, Mohanty A (2006) Multistage gearbox condition monitoring using motor current signature analysis and Kolmogorov-Smirnov test. J Sound Vib 290(1–2):337–368. https://doi.org/10.1016/j.jsv.2005.04.020
Khezzar A, El Kamel Oumaamar M, Hadjami M et al (2009) Induction motor diagnosis using line neutral voltage signatures. IEEE Trans Industr Electron 56(11):4581–4591. https://doi.org/10.1109/TIE.2008.2010209
Khodja MEA, Aimer AF, Boudinar AH et al (2019) Bearing fault diagnosis of a PWM inverter fed-induction motor using an improved short time Fourier transform. J Electr Eng Technol 14(3):1201–1210. https://doi.org/10.1007/s42835-019-00096-y
Kia SH, Henao H, Capolino G (2013) Efficient digital signal processing techniques for induction machines fault diagnosis. In: 2013 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD). IEEE, Paris, France, pp 232–246. https://doi.org/10.1109/WEMDCD.2013.6525183
Kliman GB, Stein J (1992) Methods of motor current signature analysis. Electr Machines Power Syst 20(5):463–474. https://doi.org/10.1080/07313569208909609
Kohonen T (1990) The self-organizing map. Proc IEEE 78(9):1464–1480. https://doi.org/10.1109/5.58325
Kumar KV (2011) A review of voltage and current signature diagnosis in industrial drives. Int J Power Electr Drive Syst (IJPEDS) 1(1):75–82. https://doi.org/10.11591/ijpeds.v1i1.64
Kumar P, Hati AS (2021) Review on machine learning algorithm based fault detection in induction motors. Arch Comput Methods Eng 28(3):1929–1940. https://doi.org/10.1007/s11831-020-09446-w
Kumar RS, Raj IGC (2021) Broken rotor bar fault detection using DWT and energy eigenvalue for DTC fed induction motor drive. Int J Electron 1:1–25. https://doi.org/10.1080/00207217.2020.1870727
Kumar RS, Ray K, Vinoth Kumar K (2009) Fault diagnosis of industrial drives using MCSA techniques. Communication and Energy Conservation 2009 International Conference on Control. Automation. IEEE, Perundurai, India, pp 1–7
Kyusung Kim, Parlos A (2002) Induction motor fault diagnosis based on neuropredictors and wavelet signal processing. IEEE/ASME Trans Mechatron 7(2):201–219. https://doi.org/10.1109/TMECH.2002.1011258
Lakehal A, Ramdane A (2017) Fault prediction of induction motor using Bayesian network model. In: 2017 International Conference on Electrical and Information Technologies (ICEIT). IEEE, Rabat, Morocco, pp 1–5. https://doi.org/10.1109/EITech.2017.8255309
Leandro E, de Lacerda de Oliveira LE, da Silva JGB, et al (2012) Predictive maintenance by electrical signature analysis to induction motors. In: Arajo RE (eds) Induction motors—modelling and control. InTech, London, pp 1–1. https://doi.org/10.5772/48045
Lee YO, Jo J, Hwang J (2017) Application of deep neural network and generative adversarial network to industrial maintenance: A case study of induction motor fault detection. In: 2017 IEEE International Conference on Big Data (Big Data). IEEE, Boston, MA, pp 3248–3253. https://doi.org/10.1109/BigData.2017.8258307
Li Y, Song W, Wu F et al (2020) Spectral kurtosis of Choi–Williams distribution and hidden markov model for gearbox fault diagnosis. Symmetry 12(2):1–12. https://doi.org/10.3390/sym12020285
Liu Y, Bazzi AM (2017) A review and comparison of fault detection and diagnosis methods for squirrel-cage induction motors: state of the art. ISA Trans 70:400–409. https://doi.org/10.1016/j.isatra.2017.06.001
Martinez-Herrera AL, Ledesma-Carrillo LM, Lopez-Ramirez M, et al (2014) Gabor and the Wigner-Ville transforms for broken rotor bars detection in induction motors. In: 2014 International Conference on Electronics, Communications and Computers (CONIELECOMP). IEEE, Cholula., Mexico, pp 83–87. https://doi.org/10.1109/CONIELECOMP.2014.6808572
Mehrjou MR, Mariun N, Hamiruce Marhaban M et al (2011) Rotor fault condition monitoring techniques for squirrel-cage induction machine—a review. Mech Syst Signal Process 25(8):2827–2848. https://doi.org/10.1016/j.ymssp.2011.05.007
Merainani B, Rahmoune C, Benazzouz D et al (2018) A novel gearbox fault feature extraction and classification using Hilbert empirical wavelet transform, singular value decomposition, and SOM neural network. J Vib Control 24(12):2512–2531. https://doi.org/10.1177/1077546316688991
M’hamed B, Sid Ahmed B, Mohamed Fouad B (2021) Detection of partial rotor bar rupture of a cage induction motor using least square support vector machine approach. Diagnostyka 22(1):57–63. https://doi.org/10.29354/diag/133039
Mohamed MA, Mohamed AAA, Abdel-Nasser M et al (2021) Induction motor broken rotor bar faults diagnosis using ANFIS-Based DWT. Int J Model Simul 41(3):220–233. https://doi.org/10.1080/02286203.2019.1708173
Mohamed Z, Chemseddine R, Djamel B et al (2019) Automatic condition monitoring of electromechanical system based on MCSA, spectral kurtosis and SOM neural network. J Vibroeng 21(8):2082–2095. https://doi.org/10.21595/jve.2019.20056
Morales-Perez C, Grande-Barreto J, Rangel-Magdaleno J, et al (2018) Bearing fault detection in induction motors using MCSA and statistical analysis. In: 2018 IEEE International Instrumentation and Measurement Technology Conference (I2MTC). IEEE, Houston, TX, USA, pp 1–5. https://doi.org/10.1109/I2MTC.2018.8409780
Nandi S, Toliyat H, Li X (2005) Condition monitoring and fault diagnosis of electrical motors—a review. IEEE Trans Energy Convers 20(4):719–729. https://doi.org/10.1109/TEC.2005.847955
Patel RK, Giri V (2016) Feature selection and classification of mechanical fault of an induction motor using random forest classifier. Perspect Sci 8(1):334–337. https://doi.org/10.1016/j.pisc.2016.04.068
Patel VU (2019) Condition monitoring of induction motor for broken rotor bar using discrete wavelet transform & K-nearest neighbor. In: 2019 3rd International Conference on Computing Methodologies and Communication (ICCMC). IEEE, Erode, India, pp 520–524. https://doi.org/10.1109/ICCMC.2019.8819637
Pezzani C, Donolo P, Bossio G et al (2014) Detecting broken rotor bars with zero-setting protection. IEEE Trans Ind Appl 50(2):1373–1384. https://doi.org/10.1109/TIA.2013.2276116
Pharne S, Patil A (2017) Fault diagnosis of motor using fuzzy logic technique. In: 2017 International Conference on Energy, Communication, Data Analytics and Soft Computing (ICECDS). IEEE, Chennai, India, pp 3110–3115. https://doi.org/10.1109/ICECDS.2017.8390029
Prainetr S, Wangnippanto S, Tunyasirut S (2017) Detection mechanical fault of induction motor using harmonic current and sound acoustic. In: 2017 International Electrical Engineering Congress (iEECON). IEEE, Pattaya, Thailand, pp 1–4. https://doi.org/10.1109/IEECON.2017.8075725
Rajamany G, Srinivasan S, Rajamany K et al (2019) (2019) Induction motor stator interturn short circuit fault detection in accordance with line current sequence components using artificial neural network. J Electr Comput Eng 1:1–12. https://doi.org/10.1155/2019/4825787
Rayyam M, Zazi M (2020) A novel metaheuristic model-based approach for accurate online broken bar fault diagnosis in induction motor using unscented Kalman filter and ant lion optimizer. Trans Inst Meas Control 42(8):1537–1546. https://doi.org/10.1177/0142331219892142
Riera-Guasp M, Antonino-Daviu JA, Capolino GA (2015) Advances in electrical machine, power electronic, and drive condition monitoring and fault detection: State of the art. IEEE Trans Industr Electron 62(3):1746–1759. https://doi.org/10.1109/TIE.2014.2375853
Rodríguez PVJ, Negrea M, Arkkio A (2008) A simplified scheme for induction motor condition monitoring. Mech Syst Signal Process 22(5):1216–1236. https://doi.org/10.1016/j.ymssp.2007.11.018
Romary R, Pusca R, Lecointe JP, et al (2013) Electrical machines fault diagnosis by stray flux analysis. In: 2013 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD). IEEE, Paris, France, pp 247–256. https://doi.org/10.1109/WEMDCD.2013.6525184
Saberi AN, Sandirasegaram S, Belahcen A, et al (2020) Multi-sensor fault diagnosis of induction motors using random forests and support vector machine. In: 2020 International Conference on Electrical Machines (ICEM). IEEE, Gothenburg, Sweden, pp 1404–1410. https://doi.org/10.1109/ICEM49940.2020.9270689
Sakhalkar NP, Korde P (2017) Fault detection in induction motors based on motor current signature analysis and accelerometer. In: 2017 International Conference on Energy, Communication, Data Analytics and Soft Computing (ICECDS). IEEE, Chennai, India, pp 363–367. https://doi.org/10.1109/ICECDS.2017.8390117
Saucedo-Dorantes JJ, Delgado-Prieto M, Romero-Troncoso RDJ et al (2019) Multiple-fault detection and identification scheme based on hierarchical self-organizing maps applied to an electric machine. Appl Soft Comput 81(1):1–12. https://doi.org/10.1016/j.asoc.2019.105497
Sharma A, Chatterji S, Mathew L (2017) A novel Park’s vector approach for investigation of incipient stator fault using MCSA in three-phase induction motors. In: 2017 International Conference on Innovations in Control, Communication and Information Systems (ICICCI). IEEE, Greater Noida, India, pp 1–5. https://doi.org/10.1109/ICICCIS.2017.8660892
Sharma A, Jigyasu R, Mathew L, et al (2018) Bearing fault diagnosis using weighted K-nearest neighbor. In: 2018 2nd International Conference on Trends in Electronics and Informatics (ICOEI). IEEE, Tirunelveli, India, pp 1132–1137. https://doi.org/10.1109/ICOEI.2018.8553800
Shetgaonkar SS (2017) Fault diagnosis in induction motor using fuzzy logic. In: 2017 International Conference on Computing Methodologies and Communication (ICCMC). IEEE, Erode, India, pp 289–293. https://doi.org/10.1109/ICCMC.2017.8282693
Singh G, Naikan V (2018) Detection of half broken rotor bar fault in VFD driven induction motor drive using motor square current MUSIC analysis. Mech Syst Signal Process 110(1):333–348. https://doi.org/10.1016/j.ymssp.2018.03.001
Singh G, Anil Kumar T, Naikan V (2016) Induction motor inter turn fault detection using infrared thermographic analysis. Infrared Phys Technol 77(1):277–282. https://doi.org/10.1016/j.infrared.2016.06.010
Singru P, Krishnakumar V, Natarajan D et al (2018) Bearing failure prediction using Wigner–Ville distribution, modified Poincare mapping and fast Fourier transform. J Vibroeng 20(1):127–137. https://doi.org/10.21595/jve.2017.17768
Skowron M, Wolkiewicz M, Orlowska-Kowalska T et al (2019) Application of self-organizing neural networks to electrical fault classification in induction motors. Appl Sci 9(4):1–22. https://doi.org/10.3390/app9040616
Stief A, Ottewill JR, Baranowski J et al (2019) A PCA and two-stage bayesian sensor fusion approach for diagnosing electrical and mechanical faults in induction motors. IEEE Trans Industr Electron 66(12):9510–9520. https://doi.org/10.1109/TIE.2019.2891453
Sudhakar I, AdiNarayana S, AnilPrakash M (2017) Condition monitoring of a 3-ø induction motor by vibration spectrum anaylsis using FFT analyser—a case study. Mater Today: Proc 4(2):1099–1105. https://doi.org/10.1016/j.matpr.2017.01.125
Sun L, Xu B (2007) An improvement of stator current based detection of bearing fault in induction motors. In: 2007 IEEE Industry Applications Annual Meeting. IEEE, New Orleans, LA, USA, pp 2277–2281. https://doi.org/10.1109/07IAS.2007.344
Surti KV, Naik CA (2018) Bearing condition monitoring of induction motor based on discrete wavelet transform & K-nearest neighbor. In: 2018 3rd International Conference for Convergence in Technology (I2CT). IEEE, Pune, India, pp 1–5. https://doi.org/10.1109/I2CT.2018.8529687
Susilo DD, Widodo A, Prahasto T et al (2021) Prognostics of induction motor shaft based on feature importance and least square support vector machine regression. Int J Automotive Mech Eng 18(1):8464–8477. https://doi.org/10.15282/ijame.18.1.2021.06.0641
Udmale SS, Singh SK (2019) Application of spectral kurtosis and improved extreme learning machine for bearing fault classification. IEEE Trans Instrum Measure 68(11):4222–4233. https://doi.org/10.1109/TIM.2018.2890329
Udmale SS, Patil SS, Phalle VM et al (2019) A bearing vibration data analysis based on spectral kurtosis and ConvNet. Soft Comput 23(19):9341–9359. https://doi.org/10.1007/s00500-018-3644-5
Valtierra-Rodriguez M, Amezquita-Sanchez J, Garcia-Perez A et al (2019) Complete ensemble empirical mode decomposition on FPGA for condition monitoring of broken bars in induction motors. Mathematics 7(9):1–19. https://doi.org/10.3390/math7090783
Vamsi IV, Abhinav N, Verma AK, et al (2018) Random forest based real time fault monitoring system for industries. In: 2018 4th International Conference on Computing Communication and Automation (ICCCA). IEEE, Greater Noida, India, pp 1–6. https://doi.org/10.1109/CCAA.2018.8777673
Wang D, Peng Z, Xi L (2020) The sum of weighted normalized square envelope: a unified framework for kurtosis, negative entropy, Gini index and smoothness index for machine health monitoring. Mech Syst Signal Process 140(1):1–10. https://doi.org/10.1016/j.ymssp.2020.106725
Wang PP, Chen XX, Zhang Y et al (2018) IBPSO-based MUSIC algorithm for broken rotor bars fault detection of induction motors. Chin J Mech Eng 31(1):1–10. https://doi.org/10.1186/s10033-018-0279-5
Wei Zhou, Bin Lu, Habetler T et al (2009) Incipient bearing fault detection via motor stator current noise cancellation using Wiener filter. IEEE Trans Ind Appl 45(4):1309–1317. https://doi.org/10.1109/TIA.2009.2023566
Widodo A, Yang BS, Han T (2007) Combination of independent component analysis and support vector machines for intelligent faults diagnosis of induction motors. Expert Syst Appl 32(2):299–312. https://doi.org/10.1016/j.eswa.2005.11.031
Wu J, Wu C, Lv Y et al (2017) Design a degradation condition monitoring system scheme for rolling bearing using EMD and PCA. Indus Manage Data Syst 117(4):713–728. https://doi.org/10.1108/IMDS-11-2016-0469
Wu JD, Fang LH (2013) A fault diagnosis system for a mechanical reducer gear-set using Wigner-Ville distribution and an artificial neural network. In: 2013 13th International Conference on Computational Science and Its Applications. IEEE, Ho Chi Minh City, Vietnam, pp 170–173. https://doi.org/10.1109/ICCSA.2013.34
Xing Z, Qu J, Chai Y et al (2017) Gear fault diagnosis under variable conditions with intrinsic time-scale decomposition-singular value decomposition and support vector machine. J Mech Sci Technol 31(2):545–553. https://doi.org/10.1007/s12206-017-0107-3
Yamamoto GK, da Costa C, da Silva Sousa JS (2016) A smart experimental setup for vibration measurement and imbalance fault detection in rotating machinery. Case Stud Mech Syst Signal Process 4(1):8–18. https://doi.org/10.1016/j.csmssp.2016.07.001
Yang P, Feng Y, Xiong J, et al (2020) RF-ear: contactless multi-device vibration sensing and identification using COTS RFID. In: IEEE INFOCOM 2020—IEEE Conference on Computer Communications. IEEE, Toronto, ON, Canada, pp 297–306. https://doi.org/10.1109/INFOCOM41043.2020.9155251
Yousef Ben Sasi A, Gu F, Payne B et al (2004) Instantaneous angular speed monitoring of electric motors. J Qual Maint Eng 10(2):123–135. https://doi.org/10.1108/13552510410539196
Zair M, Rahmoune C, Benazzouz D (2019) Multi-fault diagnosis of rolling bearing using fuzzy entropy of empirical mode decomposition, principal component analysis, and SOM neural network. Proc Inst Mech Eng C J Mech Eng Sci 233(9):3317–3328. https://doi.org/10.1177/0954406218805510
Zamudio-Ramirez I, Ramirez-Nunez JA, Antonino-Daviu J et al (2020) Automatic diagnosis of electromechanical faults in induction motors based on the transient analysis of the stray flux via MUSIC methods. IEEE Trans Ind Appl 56(4):3604–3613. https://doi.org/10.1109/TIA.2020.2988002
Zhang P, Du Y, Habetler TG et al (2011) A survey of condition monitoring and protection methods for medium-voltage induction motors. IEEE Trans Ind Appl 47(1):34–46. https://doi.org/10.1109/TIA.2010.2090839
Acknowledgements
This article was supported by the Ministry of Education of the Czech Republic (Project No. SP2022/34). This work was supported by the European Regional Development Fund in Research Platform focused on Industry 4.0 and Robotics in the Ostrava project, CZ.02.1.01/0.0/0.0/17_049/0008425 within Operational Programme Research, Development and Education.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no confict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jaros, R., Byrtus, R., Dohnal, J. et al. Advanced Signal Processing Methods for Condition Monitoring. Arch Computat Methods Eng 30, 1553–1577 (2023). https://doi.org/10.1007/s11831-022-09834-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11831-022-09834-4