
Abstract
The addition of refractory metals represents a promising approach for development of future high-entropy alloys (HEAs). Niobium and molybdenum are particularly suitable additives for increasing hardness as well as wear and corrosion resistance. In the context of surface protection applications, eutectic high-entropy alloys (EHEAs) with their homogeneous property profile are of specific interest. In the present work, two EHEAs were developed starting from the alloy Al0.3CoCrFeNi using electric arc melting. Following mechanical and microstructural characterization, the two alloys were found to have the compositions Al0.3CoCrFeNiMo0.75 and Al0.3CoCrFeNiNb0.5. For thermal spray processing, powders of the above alloys were prepared by inert gas atomization. The coatings produced by high-velocity oxy-fuel spraying (HVOF) were characterized and evaluated compared with castings, allowing process–structure–property relationships to be derived. Based on the results, statements on possible application potential can be made.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In surface engineering, new alloy concepts such as high-entropy alloys (HEAs) are becoming increasingly important. Due to the unique property profile of HEAs, especially high hardness and wear resistance (Ref 1, 2), they are deemed attractive for surface protection. Since many HEAs and complex concentrated alloys (CCAs) contain constituents that are both expensive and rare, their deployment as coatings offers a cost-effective and sustainable approach for their gainful utilization. Thermal spraying has already proven to be suitable for deposition of high-quality HEA coating systems (Ref 3,4,5,6,7). High-velocity oxy-fuel (HVOF) spraying, in particular, has been found to produce dense coatings with low oxide content. This method is characterized by a low process temperature and supersonic gas velocities (Ref 6, 8). Compared with gas-fueled HVOF spray systems, a higher momentum transfer to particles is achieved in liquid-fueled HVOF systems, resulting in better bonding and a denser coating structure (Ref 9, 10). Thus, demand-oriented alloy development of HEA coatings by the HVOF route enables new application potential in surface engineering.
Different research approaches for further development of innovative material concepts involving HEAs are currently the subject of several scientific efforts. In particular, the eutectic high-entropy alloys (EHEAs) represent one of the most promising development strategies. This novel alloy concept combines the promising properties of conventional eutectic alloys with those of HEAs (Ref 11). The AlCoCrFeNi2.1 alloy was the first EHEA reported and was composed of a soft FCC phase in tandem with a hard B2 phase (Ref 12). An ultrafine eutectic structure composed of an FCC phase and a C15 Laves phase was detected in CoCrFeNiNb0.45 (Ref 13). Another HEA with a superfine eutectic structure is CoCrFeNiMo0.8 (Ref 14).
In the present study, the single-phase FCC alloy system CoCrFeNi, which has been hitherto studied mostly in terms of its property profile and microstructure, served as the starting point for further alloy development (Ref 15,16,17). Previous investigations had showed high ductility and low hardness in CoCrFeNi (Ref 15, 18). By adding small amounts of aluminum (Al0.0-Al0.3) to the CoCrFeNi system, the FCC structure was preserved, whereas higher Al contents (Al0.9–Al1.2) stabilized BCC phases. A mixed structure of FCC and BCC phase was observed at Al contents between Al0.5 and Al0.7 (Ref 19, 20). The high atomic radius of Al and the associated lattice distortion lead to an increase in hardness while maintaining a single-phase FCC structure. As a result of the stabilization of the BCC structure, the highest hardness values were detected at higher aluminum contents (Ref 21, 22). Due to the single-phase structure, but higher solid solution strengthening and hardness than CoCrFeNi, the Al0.3CoCrFeNi also served as a base for investigations into the influence of additional alloying elements (Ref 23). Studies by Shun et al. showed an increase in hardness as a result of solid solution strengthening in the alloy system Al0.3CoCrFeNi by adding very small amounts of Mo (Mo0.1) (Ref 24). Hsu et al. detected (Cr, Mo)-rich σ-phases in the alloy AlCoCrFeNiMo0.5. The formation of hard (Cr, Mo)-rich phases was found to lead to an increase in hardness (Ref 25). Besides molybdenum, niobium has proven suitable as a secondary alloying element to increase hardness as well as wear resistance in the alloys CoCrFeNi and AlCoCrFeNi (Ref 15, 26). The addition of niobium to the AlCoCrFeNi system leads to the formation of Laves phases of (Co,Cr)Nb type with a HCP structure. The Laves phases contribute to an increase in hardness, as these effectively increase the resistance to dislocation movement. Furthermore, an eutectic structure at Nb contents between Nb0.5 and Nb0.75 was proposed by Ma et al. (Ref 26). In addition to the increase in hardness, Jiang et al. reported an improvement in wear resistance at higher niobium contents in CoCrFeNiNbX (Ref 15). Accordingly, a direct dependence between hardness and wear resistance was noted by Khruschov (Ref 27) and later also observed by others in this series of alloys (Ref 15).
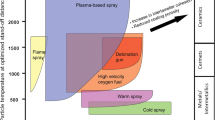
While most of the investigations have concentrated on cast HEAs and EHEAs and their structural properties, functional properties have been neglected and potential applications such as surface protection have been overlooked. Singh et al. (Ref 28) observed that different cooling rates during alloy production can affect the phase composition. Examples of constant phase composition under different cooling conditions are the HEAs CoCrFeMnNi (Ref 29) and CoCrFeNi (Ref 30). The highest cooling rates are achieved during powder production by gas atomization (1.0×105-4.24×106 K/s) (Ref 31). The HVOF spraying process is reported to result in minimal lower cooling rate values (10−5 K/s) (Ref 32), while the lowest cooling rate can be observed during casting (< 50 K/s) (Ref 33). The high cooling rates during gas atomization and HVOF spraying lead to a supersaturated state resulting in high nucleation rates, thereby inhibiting phase separation (Ref 34). The sluggish diffusion occurring in HEAs could further amplify the effects of high cooling rates. Consequently, the efficiency of second-phase inhibition and microstructure refinement would be much more pronounced than in conventional HVOF-sprayed coatings. In addition, the slow elemental diffusion in HEA coatings reduces coarsening rate of phases and grains. The resulting changes in microstructure as well as properties of HEA coatings can bring advantages for specific applications (Ref 34).
The present study aims to develop EHEAs based on the alloy systems Al0.3CoCrFeNiNbX and Al0.3CoCrFeNiMoX. The wear resistance and microstructure are investigated as a function of the manufacturing method by considering alloys in the as-cast state and in the form of HVOF-sprayed coatings, with the latter providing insights into the promise of these unique alloys for surface protection applications.
Materials and Methods
In the current investigations, cast forms of the EHEAs Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75 were produced by arc melting. Elemental granules with purity ≥ 99.9% were used as raw material. The elements were fused together according to the molar ratios to obtain a total weight of approximately 10 g. The granules were melted and mixed in a water-cooled copper crucible. A tungsten electrode was used to ignite the arc. Before starting the melting process, the furnace chamber was evacuated (pressure 2 × 10-4 mbar) and filled with argon. Following five melting steps, homogeneous castings could be produced by turning the sample after each melting step. An automatic precision cut-off machine (Accutom 50, Struers, Germany) was used to cut the as-cast EHEAs into 1.5-mm-thin slices from a casting with a diameter of approximately 15 mm. Inert gas atomization was chosen for producing powders of the Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75 EHEAs. The particle size distribution was determined in a Cilas 930 device (Cilas, Orléans, France) using laser diffraction analysis. The HVOF system K2 (GTV Verschleissschutz GmbH) was used to prepare the coatings with a thickness of approximately 500 µm on a steel substrate (EN 1.0037). The spray parameters are summarized in Table 1
Detailed characterization of the EHEA castings, the atomized powder and the HVOF-sprayed coatings in terms of microstructure and phase constitution was carried out. Cross-sections of the castings and coatings, as well as feedstock powders, were prepared for examination in a scanning electron microscope (SEM) LEO 1455 V P equipped with a backscattered electron detector (BSD). Using an integrated energy-dispersive X-ray spectroscopy (EDS) system, the chemical composition was ascertained. Phase determination in the powder and coating specimens was performed by X-ray diffraction (XRD) analysis using a D8 Discover diffractometer equipped with a 1D Lynxeye XE detector. Using Co-Kα radiation, a diffraction angle range between 20° and 130° was investigated and conversion of the diffraction angles to correspond to Cu-Kα radiation was subsequently carried out. The phase constitution of the casting was measured using a Rigaku SmartLab 9 kW with HyPix-3000 detector (Rigaku Corporation, Tokyo, Japan). A parallel beam geometry was used with Cu-Kα radiation. A STA 409 C device (Netzsch, Selb, Germany) by using differential scanning calorimetry (DSC) was used to determine the solidification behavior of the castings and powders. The measurements were taken under argon atmosphere, in the temperature range from 1500 K to room temperature. The cooling rate amounted to 20 K/min. The microhardness (Vickers hardness HV0.5) was measured by a Wilson Tukon 1102 device (Buehler, Uzwil, Switzerland), using a load of 4.91 N applied for five seconds. This measurement was repeated ten times, and an average value was calculated from the results. The wear behavior of the casting and coating was characterized under sliding, abrasive and oscillating wear conditions. The sliding wear behavior was determined from a ball-on-disk test using a tetra basalt tester. ASTM G 99 standard was used to establish the wear test parameters. A CSM Revetest-RST instrument was used to conduct a scratch test to determine abrasive wear. The parameters were defined based on ASTM G 171 standard. Oscillating wear behavior was determined using a Wazau SVT 40 device employing parameters based on ASTM G 133. Table 2 shows the wear test parameters used in this study. The wear depth and wear area resulting from the ball-on-disk test were detected by tactile measurements with a Hommel-Etamic T8000 device. Similarly, the wear depth was measured after the scratch test using the CSM instrument. A laser scanning microscope (LSM) with a Keyence VK-X200 device was utilized to measure the wear depth and volume resulting from the oscillating wear test.
Results and Discussion
The SEM images (Fig. 1) illustrate the presence of finely lamellar eutectic microstructure in the Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75 castings. The Nb-containing alloy has smaller lamellae than the Mo-containing alloy. Previous investigations have demonstrated that an ultrafine eutectic structure forms in case of for alloy CoCrFeNiNb0.45 (Ref 13) and a similar structure is noted in alloy Al0.3CoCrFeNiNb0.5. In the Mo-containing eutectic alloys, the grain boundaries are more pronounced. Furthermore, a clear lamellar structure is visible. Since phases with higher atomic numbers appear brighter in BSD images, the brighter lamellae are recorded as Mo-rich regions and the darker lamellae as Mo-depleted ones (Ref 35).

BSD images of the as-cast (a) Al0.3CoCrFeNiNb0.5 and (b) Al0.3CoCrFeNiMo0.75. A fine lamellar eutectic microstructure was observed in the castings. The grain boundaries are more pronounced in the Mo-containing eutectic alloy
In addition to the cast alloys, the feedstock powders were also characterized in detail. Figure 2 shows the cross-sections of powders examined in the SEM. Material contrast was observed in larger particles of the Al0.3CoCrFeNiNb0.5 powder. In addition to the eutectic structures (II), brighter phases (I) were also detected. Due to their lighter appearance of this phases in the BSD image and therefore higher atomic number (Ref 35), it is presumed that these phases are Nb rich. Interestingly, the smaller particles do not exhibit presence of any brighter phases. This could be attributed to the different cooling rates experienced by particles of varying sizes. The detailed images of the Al0.3CoCrFeNiMo0.75 powder particles show grain boundaries. Within the grain boundaries, no material contrast can be observed. A lamellar structure as in the cast state is, therefore, not recognizable.

BSD images of the feedstock powder: detailed (a) Al0.3CoCrFeNiNb0.5 and (b) Al0.3CoCrFeNiMo0.75. The Al0.3CoCrFeNiNb0.5 particles show eutectic structures (area II) and brighter phases (area I). Smaller particles do not exhibit brighter phases. The detailed images of the Al0.3CoCrFeNiMo0.75 show only grain boundaries
Laser diffraction analysis was used to determine the particle size distribution of the powders, and the characteristic values d10, d50 and d90 are summarized in Table 3. For the Al0.3CoCrFeNiNb0.5 powder, a mean particle size (d50) of 40.2 µm and a particle size range of − 87 + 16 µm were measured. The Al0.3CoCrFeNiMo0.75 has a relatively smaller mean particle size (d50) of 24.7 µm and a particle size range of − 48 + 12 µm.
Solidification behavior, measured by DSC, was determined for the powder and castings. The results are summarized in Fig. 3. The heating curves of the castings and powders exhibit just one peak. The alloy Al0.3CoCrFeNiMo0.75 shows an endothermic peak in the cast state as well as in the powder at a temperature close to 1600 K. In the case of Al0.3CoCrFeNiNb0.5, an endothermic peak was detected at approximately 1520 K. Accordingly, the melting temperature of the Mo-containing alloy is higher. This could be due to the higher content of the high-melting Mo in the alloy Al0.3CoCrFeNiMo0.75 compared with the Nb-containing alloy Al0.3CoCrFeNiNb0.5.

DSC heating curves of the Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75 as-cast and as-powder. The heating curves of the castings and powders exhibited one peak. At a temperature close below 1600 K, the alloy Al0.3CoCrFeNiMo0.75 and at approximately 1520 K the alloy Al0.3CoCrFeNiNb0.5 exhibit an endothermic peak
The cross-sections of the HVOF coatings were examined with a BSD detector. The images are shown in Fig. 4 and reveal that both coatings possess a homogeneous structure. The coatings’ thickness is approximately 500 µm. However, oxide lamellae and pores within the particles, which were already present in the feedstock powder from the atomization process, are also visible in the coatings. Under identical spraying conditions, a slightly higher coating thickness was achieved with the Al0.3CoCrFeNiMo0.75 powder feedstock. This was probably achieved by the higher application efficiency of the finer Al0.3CoCrFeNiMo0.75 powder, as smaller particles require less energy to melt completely and therefore adhere better.

BSD images of the HVOF (a) Al0.3CoCrFeNiNb0.5 and (b) Al0.3CoCrFeNiMo0.75 coatings. Both coatings have a homogeneous structure. Oxide lamellae and pores within the particles are visible
The casting, feedstock powder and coating were analyzed by XRD to determine the phases present. In Fig. 5, the resulting diffractograms are shown. The alloy Al0.3CoCrFeNiNb0.5 exhibits FCC (CoCrFeNi), HCP (Co2Nb) and HCP (Al5Co2) phases, which were detected in all states. In addition, a tetragonal σ phase is present in the powder and in the coating. This was plausibly formed due to the cooling conditions encountered during the associated processing (Ref 34). The peak with the highest intensity in the casting and powder XRD patterns was assigned to the FCC (CoCrFeNi) phase, while, in the case of coating, the peak intensity of the HCP phase (Co2Nb) was higher than that of the FCC (CoCrFeNi) phase. Further peaks were detected which could not be assigned. The reason could be the gas atomization process, which causes metastable states due to the high cooling rates.

Diffractograms of Al0.3CoCrFeNiNb0.5 feedstock powder, cast and coating. The alloy exhibits an FCC (CoCrFeNi), HCP (Co2Nb) and an HCP (Al5Co2) phase, which were detected in all states. Further peaks in the powder and coating were assigned to the tetragonal σ phase
The phase formation in the Al0.3CoCrFeNiMo0.75 alloy (Fig. 6.) also varies between the different states. FCC (CoCrFeNi), HCP (Fe2Mo) and tetragonal σ phases were detected in the casting, wherein the FCC (CoCrFeNi) phase showed the highest peak. The σ phase has also been previously detected in an alloy with a similar composition in the as-cast state (Ref 36, 37). In contrast, the powder reveals only a hard BCC (AlCoCrFeNi) phase. This single-phase condition was also observed in the BSD images. The high cooling rate during production results in a metastable state and inhibits the formation of other phases (Ref 34). The coating shows next to the BCC (AlCoCrFeNi) phase a FCC (CoCrFeNi) phase and HCP (Fe2Mo) phase. The BCC (AlCoCrFeNi) phase still represents the highest peak. It is conceivable that the HCP (Fe2Mo) phase was precipitated due to slower cooling during HVOF spraying compared with the gas atomization process. These variations in phase formation in the differently processed specimens show the influence of cooling rates associated with the respective production route (Ref 28, 34).

Diffractograms of Al0.3CoCrFeNiMo0.75 feedstock powder, cast and coating. An FCC (CoCrFeNi) phase, HCP (Fe2Mo) phase and σ phase were detected in the casting, whereas the powder has only a hard BCC (AlCoCrFeNi) phase. The BCC (AlCoCrFeNi) phase still represents the highest peak in the coating next to the HCP (Fe2Mo) phase and FCC (CoCrFeNi) phase
The elemental composition of the feedstock, casting and coating was determined by EDS. The results are listed in Table 4. The measured values for the feedstock Al0.3CoCrFeNiNb0.5 alloy deviate only slightly from the nominal values noted in the casting as well as in the coating. However, relatively larger differences are noticeable in Al and Nb contents. The same was also previously determined by Löbel et al. (Ref 17). The powder with the corresponding alloy composition exhibited two distinct areas. The first area (area I) has a higher Nb content, but is depleted in Ni compared with the eutectic area (area II). In conjunction with the XRD results, it is presumed that the Ni-depleted region could correspond to the HCP (Co2Nb) phase. The eutectic area (area II) has almost the same composition as the coating. The high Al content is presumed to result from the formation of an Al-rich HCP (Al5Co2) phase.
A similar tendency as above was also observed in the Al0.3CoCrFeNiMo0.75 alloy. The largest deviation in Al content from the nominal composition was detected in the powder and coating. The higher Al content in the powder and coating could be results from the development of a single-phase BCC (AlCoCrFeNi) structure. However, the Mo content decreases in the coating compared with the powder, as the HCP Mo-rich phase was precipitated due to lower cooling rates of HVOF spraying in contrast to gas atomization.
The influence of production process and the alloy composition on the microhardness was examined, and the resulting values are shown in Fig. 7. The EHEA Al0.3CoCrFeNiNb0.5 has a higher hardness than the Al0.3CoCrFeNiMo0.75, even though the refractory metal content in the former alloy was lower. In a direct comparison of hardness values from previous investigations by Guo et Al. (Ref 14) for CoCrFeNiMo0.8 and Jiang et al. (Ref 13) for CoCrFeNiNb0.45, the CoCrFeNiMo0.8 alloy shows a higher hardness by approximately 100 HV and the CoCrFeNiNb0.5 alloy shows a lower hardness by approximately 100 HV than the investigated with Al. By adding Al, the eutectic alloy with Nb has a higher hardness, which can be attributed to the higher solid solution hardening. In the case of the Al0.3CoCrFeNiMo0.75 alloy, the comparatively coarser lamellar structure compared with the superfine lamellar structure in the alloy CoCrFeNiMo0.8 (Ref 13) could have caused the low hardness values. Furthermore, no significant influence of the production route on hardness is recognizable. Previous studies by Löbel et al. (Ref 3) on HEAs came to a similar conclusion.

Microhardness of Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75 as-cast and HVOF thermally sprayed coatings. In both states, the EHEA Al0.3CoCrFeNiNb0.5 showed a higher hardness than the Al0.3CoCrFeNiMo0.75. No significant influence of the production route on hardness is recognizable
In addition, the influence of the production route on the wear behavior was investigated in detail. Figure 8 summarizes the results of the wear tests. The lowest resistance against sliding wear conditions in the ball-on-disk test was recorded for the HVOF coating Al0.3CoCrFeNiNb0.5. The highest wear resistance in the investigations was shown by the cast Al0.3CoCrFeNiMo0.75. Based on the direct comparison of eutectic alloy, lower wear resistance was detected for the Nb-containing alloys in the as-cast state as well as in the HVOF coating compared with it. Contrary to the expectation that the alloy Al0.3CoCrFeNiNb0.5 with higher hardness has better sliding wear resistance, the alloy Al0.3CoCrFeNiMo0.75 showed a higher resistance under similar wear conditions. XRD results for the coating revealed the existence of a hard metastable BCC solid solution phase. Based on the experimental results, a higher wear resistance of the BCC phase than FCC (CoCrFeNi) phases can be concluded, which is consistent with the observations of Löbel et al. (Ref 3, 38). The better wear resistance in the Al0.3CoCrFeNiMo0.75 casting could be due to the formation of hard tetragonal σ phase. Furthermore, a lower wear depth was observed in cast EHEAs than in the HVOF coatings. Structural defects in the coating systems could be the reason.

Wear behavior of the Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75 as-cast and coatings: (a) ball-on-disk test; (b) scratch test; (c) oscillating wear test. A higher wear depth was observed for the coatings under different wear conditions
The same tendency as in the ball-on-disk test concerning wear depth was observed under abrasive wear conditions encountered in the scratch test. Only the difference in wear depth between the coatings and their distance from the casting Al0.3CoCrFeNiNb0.5 is reduced. Based on these results, the wear depth of the Nb-containing casting is at a similar level to that of the coatings. Only the cast alloy Al0.3CoCrFeNiMo0.75 stands out compared with the previously considered samples. Accordingly, a clear dependence on the production route is not evident from the behavior of the casting Al0.3CoCrFeNiNb0.5 in comparison with the coatings. Therefore, a higher resistance to abrasive wear is attributed to the microstructure. Differences in the phase composition and/or microstructure, possibly the formation of hard tetragonal σ phases, could be responsible for the higher wear resistance of the Mo-containing casting. Further investigations are needed to clarify this.
The results under oscillating wear conditions revealed a lower wear depth for the castings, especially for the Al0.3CoCrFeNiMo0.75 casting, as in the wear tests before. Contrary to expectations from the previous investigations, the Al0.3CoCrFeNiMo0.75 coating has the highest wear depth. A similar trend was seen in publications by Löbel et al. (Ref 38) and Tokarewicz et al. (Ref 39), where the single-phase BCC AlCoCrFeNi alloy showed low resistance to oscillating wear. A similar BCC phase was detected in the Al0.3CoCrFeNiMo0.75 coating by XRD measurements. Furthermore, the deviation in the wear depth between the values of the cast and the coating is minimal. The wear volume of the coatings and the Al0.3CoCrFeNiNb0.5 casting is also similar. Only the Al0.3CoCrFeNiMo0.75 casting shows a significantly lower wear volume.
Summary and Conclusions
The present study aimed to determine the influence of the production route on the microstructure and wear resistance of the EHEAs Al0.3CoCrFeNiNb0.5 and Al0.3CoCrFeNiMo0.75.
The following observations can be drawn from the resulting findings:
-
Due to the high cooling rates experienced during inert gas atomization, a metastable single-phase BCC structure was established in the powder Al0.3CoCrFeNiMo0.75. This phase is retained in the coating after HVOF spraying.
-
No significant influence of the production route on hardness was recognizable. The hardness of the EHEA Al0.3CoCrFeNiNb0.5 in the as-cast state as well as in HVOF coating was above 600 HV. This is significantly higher than that of Al0.3CoCrFeNiMo0.75 which exhibited a hardness of around 500 HV in both states.
-
The wear tests show that the Mo-containing cast alloy has the best resistance to sliding, abrasion and oscillating wear compared with the Nb-containing cast alloy, as well as both of the coatings.
-
A higher wear depth was observed for the coatings compared with the castings under different wear conditions. This is attributed to structural defects such as pores and oxides in the coating. The formation of brittle metastable BCC phases in the Al0.3CoCrFeNiMo0.75 coating results in lower wear under sliding and a higher wear depth under oscillating wear conditions.
-
The powder production route produces metastable phase states that differ from the casting. These metastable phases significantly influence the wear of the HVOF coating and can be used specifically to further improve the properties.
Through the application of alternative spraying processes, e.g., cold gas spraying (CGS) and laser cladding, the functional coating properties could be improved by reducing structural defects. Due to the formation of a metastable BCC structure in the powder and its retention in the coating, further investigations on the transferability of previously preconditioned structures to the coating could represent a new development approach.
References
L.S. Zhang, G.L. Ma, L.C. Fu and J.Y. Tian, Recent Progress in High-Entropy Alloys, AMR, 2013, 631-632, p 227-232.
M.C. Gao, J.-W. Yeh, P.K. Liaw, and Y. Zhang Eds., High-Entropy Alloys, Springer International Publishing, Cham, 2016 https://doi.org/10.1007/978-3-319-27013-5
M. Löbel, T. Lindner, R. Hunger, R. Berger and T. Lampke, Precipitation Hardening of the HVOF Sprayed Single-Phase High-Entropy Alloy CrFeCoNi, Coatings, 2020, 10(7), p 701.
L.M. Wang, C.C. Chen, J.W. Yeh and S.T. Ke, The Microstructure and Strengthening Mechanism of Thermal Spray Coating NixCo0.6Fe0.2CrySizAlTi0.2 High-Entropy Alloys, Mater. Chem. Phys., 2011, 126(3), p 880-885.
P.-K. Huang, J.-W. Yeh, T.-T. Shun and S.-K. Chen, Multi-Principal-Element Alloys with Improved Oxidation and Wear Resistance for Thermal Spray Coating, Adv. Eng. Mater., 2004, 6(12), p 74-78.
A. Meghwal, A. Anupam, B.S. Murty, C.C. Berndt, R.S. Kottada and A.S.M. Ang, Thermal Spray High-Entropy Alloy Coatings: A Review, J. Therm. Spray. Technol., 2020, 29(5), p 857-893.
M. Löbel, T. Lindner, T. Mehner and T. Lampke, Microstructure and Wear Resistance of AlCoCrFeNiTi High-Entropy Alloy Coatings Produced by HVOF, Coatings, 2017, 7(9), p 144.
M. Oksa, E. Turunen, T. Suhonen, T. Varis and S.-P. Hannula, Optimization and Characterization of High Velocity Oxy-Fuel Sprayed Coatings: Techniques, Mater. Appl. Coat., 2011, 1(1), p 17-52.
D. Zhang, S.J. Harris and D.G. McCartney, Microstructure Formation and Corrosion Behaviour in HVOF-Sprayed Inconel 625 Coatings, Mater. Sci. Eng A, 2003, 344(1-2), p 45-56.
S. Kamnis and S. Gu, 3-D Modelling of Kerosene-Fuelled HVOF Thermal Spray Gun, Chem. Eng. Sci., 2006, 61(16), p 5427-5439.
Y. Lu, Y. Dong, H. Jiang, Z. Wang, Z. Cao, S. Guo, T. Wang, T. Li and P.K. Liaw, Promising Properties and Future Trend of Eutectic High Entropy Alloys, Scr. Mater., 2020, 187, p 202-209.
Y. Lu, Y. Dong, S. Guo, L. Jiang, H. Kang, T. Wang, B. Wen, Z. Wang, J. Jie, Z. Cao, H. Ruan and T. Li, A Promising New Class of High-Temperature Alloys: Eutectic High-Entropy Alloys, Sci. Rep., 2015, 4(1), p 6200.
H. Jiang, D. Qiao, Y. Lu, Z. Ren, Z. Cao, T. Wang and T. Li, Direct Solidification of Bulk Ultrafine-Microstructure Eutectic High-Entropy Alloys with Outstanding Thermal Stability, Scr. Mater., 2019, 165, p 145-149.
Y. Guo, L. Liu, Y. Zhang, J. Qi, B. Wang, Z. Zhao, J. Shang and J. Xiang, A Superfine Eutectic Microstructure and the Mechanical Properties of CoCrFeNiMox High-Entropy Alloys, J. Mater. Res., 2018, 33(19), p 3258-3265.
H. Jiang, L. Jiang, D. Qiao, Y. Lu, T. Wang, Z. Cao and T. Li, Effect of Niobium on Microstructure and Properties of the CoCrFeNb x Ni High Entropy Alloys, J. Mater. Sci. Technol., 2017, 33(7), p 712-717.
T. Huang, L. Jiang, C. Zhang, H. Jiang, Y. Lu and T. Li, Effect of Carbon Addition on the Microstructure and Mechanical Properties of CoCrFeNi High Entropy Alloy, Sci. China Technol. Sci., 2018, 61(1), p 117-123.
M. Löbel, T. Lindner, M. Grimm, L.-M. Rymer and T. Lampke, Influence of Aluminum and Molybdenum on the Microstructure and Corrosion Behavior of Thermally Sprayed High-Entropy Alloy Coatings, J. Therm. Spray. Technol, 2021 https://doi.org/10.1007/s11666-021-01297-6
C.-M. Lin, H.-L. Tsai and H.-Y. Bor, Effect of Aging Treatment on Microstructure and Properties of High-Entropy Cu0.5CoCrFeNi Alloy, Intermetallics, 2010, 18(6), p 1244-1250.
W.-R. Wang, W.-L. Wang and J.-W. Yeh, Phases, Microstructure and Mechanical Properties of AlxCoCrFeNi High-Entropy Alloys at Elevated Temperatures, J. Alloys Compd., 2014, 589, p 143-152.
Y.-F. Kao, T.-J. Chen, S.-K. Chen and J.-W. Yeh, Microstructure and Mechanical Property of As-Cast, -Homogenized, and -Deformed AlxCoCrFeNi (0 ≤ x ≤ 2) High-Entropy Alloys, J. Alloys Compd., 2009, 488(1), p 57-64.
C. Li, J.C. Li, M. Zhao and Q. Jiang, Effect of Aluminum Contents on Microstructure and Properties of AlxCoCrFeNi Alloys, J. Alloys Compd., 2010, 504, p S515-S518.
J. Joseph, N. Haghdadi, K. Shamlaye, P. Hodgson, M. Barnett and D. Fabijanic, The Sliding Wear Behaviour of CoCrFeMnNi and AlxCoCrFeNi High Entropy Alloys at Elevated Temperatures, Wear, 2019, 428-429, p 32-44.
W.-R. Wang, W.-L. Wang, S.-C. Wang, Y.-C. Tsai, C.-H. Lai and J.-W. Yeh, Effects of Al Addition on the Microstructure and Mechanical Property of AlxCoCrFeNi High-Entropy Alloys, Intermetallics, 2012, 26, p 44-51.
T.-T. Shun, C.-H. Hung and C.-F. Lee, The Effects of Secondary Elemental Mo or Ti Addition in Al0.3CoCrFeNi High-Entropy Alloy on Age Hardening at 700°C, J. Alloys Compd., 2010, 495(1), p 55-58.
C.Y. Hsu, T.S. Sheu, J.W. Yeh and S.K. Chen, Effect of Iron Content on Wear Behavior of AlCoCrFexMo0.5Ni High-Entropy Alloys, Wear, 2010, 268(5-6), p 653-659.
S.G. Ma and Y. Zhang, Effect of Nb Addition on the Microstructure and Properties of AlCoCrFeNi High-Entropy Alloy, Mater. Sci. Eng. A, 2012, 532, p 480-486.
M.M. Khruschov, Principles of Abrasive Wear, Wear, 1974, 28(1), p 69-88.
S. Singh, N. Wanderka, B.S. Murty, U. Glatzel and J. Banhart, Decomposition in Multi-Component AlCoCrCuFeNi High-Entropy Alloy, Acta Mater., 2011, 59(1), p 182-190.
S. Kamnis, A.K. Sfikas, B. Allcock and S. Gonzalez, HVOF Processed CoCrFeMnNi High-Entropy Alloy Coatings: A Combined Computational and Experimental Validation Approach, J. Therm. Spray Technol, 2021 https://doi.org/10.1007/s11666-021-01268-x
M. Vaidya, K. Guruvidyathri and B.S. Murty, Phase Formation and Thermal Stability of CoCrFeNi and CoCrFeMnNi Equiatomic High Entropy Alloys, J. Alloys Compd., 2019, 774, p 856-864.
F. Pengjun, X. Yi, L. Xinggang and C. Ya, Influence of Atomizing Gas and Cooling Rate on Solidification Characterization of Nickel-Based Superalloy Powders, Rare Metal. Mater. Eng., 2018, 47(2), p 423-430.
L. Pawłowski, The Science and Engineering of Thermal Spray Coatings, 2nd ed. Wiley, Hoboken, NJ, 2008.
T. Lindner, M. Löbel, T. Mehner, D. Dietrich and T. Lampke, The Phase Composition and Microstructure of AlxCoCrFeNiTi Alloys for the Development of High-Entropy Alloy Systems, Metals, 2017, 7(5), p 162.
M.C. Gao, J.-W. Yeh, P.K. Liaw, Y. Zhang (eds.), High-Entropy Alloys: Fundamentals and Applications, Softcover reprint of the original, 1st edn, 2016 (Springer International Publishing, Cham, 2018)
G.E. Lloyd, Atomic Number and Crystallographic Contrast Images with the SEM: A Review of Backscattered Electron Techniques, Mineral. mag., 1987, 51(359), p 3-19.
X.-L. Shang, Z.-J. Wang, Q.-F. Wang, J.-C. Wang, J.-J. Li and J.-K. Yu, Effect of Mo Addition on Corrosion Behavior of High-Entropy Alloys CoCrFeNiMox in Aqueous Environments, Acta. Metall. Sin, 2019, 32(1), p 41-51.
Y. Dong, Y. Lu, J. Kong, J. Zhang and T. Li, Microstructure and Mechanical Properties of Multi-Component AlCrFeNiMox High-Entropy Alloys, J. Alloys Compd., 2013, 573, p 96-101.
M. Löbel, T. Lindner, T. Mehner and T. Lampke, Influence of Titanium on Microstructure, Phase Formation and Wear Behaviour of Alcocrfenitix High-Entropy Alloy, Entropy, 2018, 20(7), p 505.
M. Tokarewicz, M. Grądzka-Dahlke and M. Wróbel, Impact of Chemical Composition on Tribological Properties of AlxCoCrFeNi High-Entropy Alloys, Int. Sci. J. Mach. Technol. Mater., 2021, 15(8), p 323-324.
Acknowledgments
The authors gratefully acknowledge the financial support by the Sächsische Aufbaubank-Förderbank/SAB-100382175 by the European Social Fund ESF and the Free State of Saxony as well as the German Research Foundation (Deutsche Forschungsgemeinschaft/DFG), Project Number La-1274/54-1.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4–6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Preuß, B., Lindner, T., Uhlig, T. et al. Niobium and Molybdenum as Alloying Constituents in Al0.3CoCrFeNi to Develop Eutectic High-Entropy Alloys for HVOF Spraying. J Therm Spray Tech 32, 415–424 (2023). https://doi.org/10.1007/s11666-022-01417-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-022-01417-w