
Abstract
Algae biomass is an attractive biofuel feedstock when grown with high productivity on marginal land. Hydrothermal liquefaction (HTL) produces more oil from algae than lipid extraction (LE) does because protein and carbohydrates are converted, in part, to oil. Since nitrogen in the algae biomass is incorporated into the HTL oil, and since lipid extracted algae for generating heat and electricity are not co-produced by HTL, there are questions regarding implications for emissions and energy use. We studied the HTL and LE pathways for renewable diesel (RD) production by modeling all essential operations from nutrient manufacturing through fuel use. Our objective was to identify the key relationships affecting HTL energy consumption and emissions. LE, with identical upstream growth model and consistent hydroprocessing model, served as reference. HTL used 1.8 fold less algae than did LE but required 5.2 times more ammonia when nitrogen incorporated in the HTL oil was treated as lost. HTL RD had life cycle emissions of 31,000 gCO2 equivalent (gCO2e) compared to 21,500 gCO2e for LE based RD per million BTU of RD produced. Greenhouse gas (GHG) emissions increased when yields exceeded 0.4 g HTL oil/g algae because insufficient carbon was left for biogas generation. Key variables in the analysis were the HTL oil yield, the hydrogen demand during upgrading, and the nitrogen content of the HTL oil. Future work requires better data for upgrading renewable oils to RD and requires consideration of nitrogen recycling during upgrading.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
1.1 Context and motivation
Several pathways have been studied for producing algal biofuel, but the pathway studied most often utilizes a lipid-accumulating strain from which the triacylglyceride (TAG) lipid fraction is extracted and converted to biodiesel (BD) by transesterification or in which algal lipids are extracted and converted to a renewable diesel (RD) blend stock by hydroprocessing. The remnants, or lipid extracted algae (LEA), are converted to biogas which is used to produce electricity and heat for the process. Most nutrients consumed during growth are in the LEA and a portion of them is recovered during biogas production. Previous work showed that electricity production and nutrient recycling greatly affect energy and nutrient demands in the process (Campbell et al. 2009; Clarens et al. 2010, 2011; Frank et al. 2011a, 2012; Lardon et al. 2009; Stephenson et al. 2010).
Lipid-extraction (LE) based processes suffer several disadvantages. High lipid fractions are required to improve economic viability (Davis et al. 2011) and to reduce water consumption and emissions on a fuel-basis (Wigmosta et al. 2011; Frank et al. 2011a, 2012); however, high-lipid algae have low productivity during the lipid accumulation phase (Rodolfi et al. 2009). Additionally, much of the biomass energy is not recovered as liquid fuel but remains in the LEA. Finally, wet extraction processes have not been demonstrated, yet dry processes require excessive drying energy (Vasudevan et al. 2012).
Hydrothermal liquefaction (HTL) is a thermal process that converts biomass to several products including an oil portion with high heating value (Alba et al. 2012; Biller and Ross 2011; Brown et al. 2010; Duan and Savage 2011; Jena and Das 2011; Jena et al. 2011; Minowa et al. 1995; Vardon et al. 2011; Yu et al. 2011). HTL offers several advantages compared to other approaches. HTL is a liquid-phase process that avoids the energy cost of vaporizing the process slurry. HTL can process low-lipid algae, converting some protein and carbohydrate to HTL oil (Biller and Ross 2011; Brown et al. 2010). Wet algae, around 10 wt.% to 20 wt.% solids, is an excellent substrate for HTL. Cellular disruption, required by LE, is not necessary. Thus, HTL avoids the power and capital costs of cellular disruption and avoids heat and capital costs for solvent recovery operations utilized in the LE approach.
HTL may suffer several disadvantages. Many aspects of HTL have been studied including reaction temperature, pressure, retention time, feedstock species, influence of solvents, effects of catalysts, elemental distribution in products, and energy recovery. That work indicates that high temperatures (250°C to 350°C) and high pressures (approximately 10 to 20 MPa) are required and that the HTL oil can contain substantial amounts of nitrogen incorporated from the algal biomass (Alba et al. 2012; Biller and Ross 2011; Brown et al. 2010; Duan and Savage 2011; Jena and Das 2011; Jena et al. 2011; Minowa et al. 1995; Valdez et al. 2011; Vardon et al. 2011; Yu et al. 2011). From a life cycle perspective considering total energy demand and total emissions, these aspects suggest net energy demand may be higher than for lipid-extracted pathways because heat will be needed to establish the process conditions. This energy demand must be compared with that for solvent recovery in the LE approach. As mentioned, previous work showed that electricity produced from LEA strongly affects life cycle analysis (LCA) results. Thus, the potential for co-generated electricity must be assessed for HTL processes. If nitrogen is incorporated into the oil, then nitrogen fertilizer demand may be increased compared to the LE pathway which has no nitrogen in its TAG product.
In this study, we explore the tradeoffs between the benefits and challenges in the HTL pathway as compared to a LE pathway. Despite rising interest in HTL, many operational parameters are uncertain and are rarely all measured in a single experiment. Therefore, we analyze HTL based upon a model that includes several assumptions for the unknown or uncertain portions of the system and consider the effects of these uncertainties via sensitivity analysis based upon ranges of values in the research literature.
The objective of this work is to identify the key relationships affecting life cycle energy consumption and emissions for HTL-based RD blend stock production when the whole pathway is considered. Our goal is not to make an absolute prediction of energy demand and GHG emissions so much as to compare HTL with LE on an equal basis and explore ranges of the key unknown parameters. Therefore, we consider HTL and LE in the context of a particular algal growth model and keep that portion of the model fixed over the course of the study while HTL and LE parameters are varied.
Throughout this report, all weights are ash free dry weights (afdw) unless noted otherwise.
1.2 Hydrothermal liquefaction process
HTL heats whole algae in a wet slurry to approximately 250°C to 350 °C at 1500 to 3000 psi. Under these conditions, algal cells liquefy and water catalyzes reactions amongst the biomass constituents. As a result, the biomass slurry is converted to oil, aqueous, gas and char or coke-like solid fractions. The HTL yield is defined here to be the mass of HTL oil recovered per dry mass of algae processed, sometimes written as a percentage. Numerous studies are reported in the literature and each reports different yields for the various fractions (Table 1) and different distributions of solids between oil and aqueous phases (Alba et al. 2012; Biller and Ross 2011; Brown et al. 2010; Duan and Savage 2011; Jena and Das 2011; Jena et al. 2011; Minowa et al. 1995; Valdez et al. 2011; Vardon et al. 2011; Yu et al. 2011). The product distribution may be influenced by many factors, including chemical composition of the algae, reaction temperature, retention time, feedstock solid content, and catalyst usage. Some work indicates that, for some species (Chlorella, Nannochloropsis), the total oil produced can be predicted from the protein, lipid, and carbohydrate content scaled by the yields for pure protein, lipid, and carbohydrate samples, but other species (Spirulina, Porphyridium) did not behave this way (Biller and Ross 2011). Contrary to this finding, Wang (2011) observed that a linear regression model relating products and substrates for diatoms, Chlorella, and Spirulina did not predict yields accurately. Extreme differences in reaction temperature affect the product distribution, but for narrow ranges, e.g., 260–300°C, the product distribution is relatively constant (Yu et al. 2011).
Although detailed yield distributions differ, several general behaviors are observed uniformly. First, the HTL oil has a high heating value, approximately 35 MJ/kg. The gas fraction contains mostly CO2 and carries little energy compared to the oil and aqueous phases. The aqueous phase contains many dissolved organic molecules and nitrogen, the later largely as ammonia. The HTL oil properties shown in Table 1 indicate that the HTL oil is unsuitable for engine use directly, e.g., oxygen and nitrogen levels are high. Thus, upgrading is required and stabilization may be required prior to transportation to upgrading facilities.
The aqueous phase contains dissolved soluble organics plus ammonia. Yu et al. (2011) examined carbon and nitrogen distributions in HTL products formed from low-lipid, high-protein Chlorella. At 300°C, 30 % of the feedstock nitrogen went to the oil and solid phases and 70 % went to the aqueous phase. The aqueous phase contained 45 wt.% of the algae feedstock, much of it organic carbon, but had 19,400 mg/L total nitrogen (TN) and a C/N ratio of 2. Since C/N should be 20 to 30 for successful AD (Fricke et al. 2007) and since methanogenic activity ceased at 6,000 mg NH4–N/L (Sawayama et al. 2004), the nitrogen level is too high for treatment with anaerobic digestion (AD) unless special configurations are used that reduce the nitrogen content, e.g., by precipitation (Uludag-Demirer and Othman 2009). Nevertheless, much of the biomass energy remains in the dissolved organics. Therefore, the pathway models in our work replace AD with an alternative technology, catalytic hydrothermal gasification (CHG). CHG is a thermal aqueous process similar to HTL that reduces carbon and nitrogen in a wet organic feed stream to biogas and ammonia via catalysis with over 99 % efficiency for organic carbon (Elliott et al. 1993; Elliott and Sealock 1996).
2 Methods
2.1 Life cycle analysis system boundary
Life cycle analysis computes the energy consumption and emissions for all activities within a system boundary. The system boundary should include all activities affected by scenario definitions in the study. The presence of nitrogen in the HTL oil indicates that the system boundary must include upstream operations for nutrient production. Differences in HTL yields and LE oil yields indicate different ratios between final product and harvested algae. Therefore all growth and harvesting activities must be considered, as must RD production itself. The system boundary could stop there, but we include transportation of the RD to the fueling station and include its use in vehicles to facilitate comparisons with other fuels. See Fig. 1. In this study, RD production occurs at a regional facility, likely a refinery, that is remote and separate from the algae growth facility.

The system boundary definition includes all operations affected by the choice of HTL oil or LE oil for manufacturing RD. In this study, RD production occurs remotely and oil must be transported from the algae growth site to the RD production site
This study employed the GREET (Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation) model developed at Argonne National Laboratory with support from the U.S. Department of Energy’s (DOE’s) Office of Energy Efficiency and Renewable Energy. GREET is a publicly available LCA tool that investigates numerous fuel and vehicle cycles (Wang 1999a, b; GREET 2011). GREET computes fossil, petroleum, and total energy use (including renewable energy in biomass), emissions of greenhouse gases (CO2, CH4, and N2O), and emissions of six criteria pollutants: carbon monoxide (CO), volatile organic compounds (VOCs), nitrogen oxides (NOx), sulfur oxides (SOx), particulate matter with a diameter below 10 μm (PM10), and particulate matter with a diameter below 2.5 μm (PM2.5). GREET includes gasoline, diesel, biofuels, hydrogen, natural-gas-based fuels, and electricity. Vehicle technologies include gasoline engines, diesel engines, hybrid electric vehicles with gasoline and diesel engines, plug-in hybrid electric vehicles with gasoline and diesel engines, battery-powered electric vehicles, and fuel cell vehicles. We used the Algae Process Description (APD) tool in GREET to implement the models described here after suitable extension and modification (Frank et al. 2011a; b).
2.2 Algal growth and lipid extraction model
The algae and lipid production block in Fig. 1 is further described in Fig. 2. Algae, as described in Table 2, are cultivated in open ponds mixed with paddle wheels and dewatered by settling, dissolved-air flotation (DAF), and centrifuge operations. Remnants after oil production, either LEA for the LE scenario or soluble solids in the HTL scenario, are converted to biogas by catalytic hydrothermal gasification. The biogas is burned in a combined heat and power (CHP) generator on-site to produce power and heat utilized by other operations. In the LE scenario, the algae are ruptured by pressure-homogenization. Lipids are then extracted on site via a wet hexane process. In both scenarios, RD production occurs remotely and oil must be transported from the growth facility.

Processes included in the algae growth and oil production model. Details are in Frank et al. 2011a. For the LE scenario, the oil production operation was high-pressure homogenization followed by hexane extraction while, for the HTL scenario, oil production includes the HTL operations described in the text. DAP- Diammonium phosphate; DAF- Dissolved air flotation; CHP- Combined heat and power
The growth and LE model was described in detail in Frank et al. 2011a and can be downloaded as a Microsoft Excel spreadsheet (GREET 2011); however, several changes have been made based upon further research since that publication. Those changes are summarized in Table 3. The heat and energy demands for the hexane extraction process in Table 3 were taken from an Aspen model developed at the National Renewable Energy Laboratory (NREL).
The algae macromolecular composition and productivity depend upon species, specific growth conditions, and extrapolation from diverse experiments. The biomass model is summarized in Table 2. The model assumes 25 wt.% lipids and 25 g/m2/day productivity similar to our earlier work. The lipid fraction is similar to several of the HTL studies in Table 1. This lipid fraction corresponds to the medium-lipid algae case in Williams and Laurens (2010) which has 55 wt.% carbon and C:N:P molar ratios of 175:25:1.
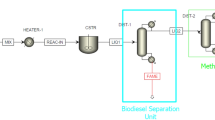
2.3 HTL model
The HTL process model is shown in Fig. 3 and described in the figure legend. The simplified model neglects pressure limitations in the heat exchanger (HX), which could force the pumps to be divided into two stages with the high-pressure on the hot side. Electricity demand per mass pumped for the HTL high-pressure pump is computed from the reactor pressure and the combined pump/motor efficiency, assumed to be 50 %. The pump efficiency assumption is based upon high-pressure cement slurry pumps. The HTL heat demand is equal to the heat required to achieve the reactor temperature after recovering heat in the heat exchanger. The heat exchanger calculations use the heat exchanger effectiveness (ε) method (Shah and Sekulic 2002) with ε = 0.85. The specific heat for both streams is approximated by that of water.

HTL process model. HTL oil is separated from the HTL products after dropping temperature in a heat exchanger (HX) against the incoming 20°C slurry. Q1 provides the remaining heat demand for HTL. The HTL aqueous phase is processed to produce biogas by CHG. Q2 is a 30°C reheat after the CHG HX. Q1 and Q2 are provided by heat integration with on-site combined heat and power operation
The CHG heat and electricity demands are based upon conversations with the developer. In their experiments, they only need to make a 30°C temperature rise (Q2) entering CHG and require 3.1 × 10-4 kWh electricity per g of CH4 produced when integrated with HTL. The CHG biogas is 60 % CH4 and 40 % CO2 volumetrically. The fate of HTL solids is unclear in the literature, sometimes being reported in the oil phase, and sometimes in the aqueous phase. We neglect separation of the solids in the HTL model.
2.4 HTL product distribution
The oil yields on a whole weight basis (with ash) reported in the literature were plotted in a scatter plot vs. the feedstock lipid fraction (Fig. 4). The data were divided into 5 wt.% bands along the algae lipid fraction axis and the mean (red diamond) and sample standard deviation (error bar) were computed for each. The linear trend line shown gives 35 wt.% oil yield for algae with 25 wt.% lipids, but the fit is poor. For comparison, the average over all data points in Fig. 4 is 33 wt.% with standard deviation 11 wt.%. Since the fit is poor and may be unduly biased by the experiments with low HTL oil yields for algae lipid fractions between 5 % and 10 %, we adopt an HTL oil yield (whole weight basis) of 33 wt.% but use the standard deviation, 0.11, for sensitivity analysis. Adjusting for 13 % ash (average in Table 1), this equates to 0.38 ± 0.13 g HTL oil/g algae (afdw).

Summary of HTL oil yield from literature. The yield with various treatments is plotted vs. total algal lipids in the feedstock. Each interval of 5 wt.% lipids is averaged (red diamonds) and plotted with its standard deviation, then fit to a line
The gas, liquid, and solid yields in Table 1 are difficult to interpret because of different experimental methods. Minowa, Jena, and Yu found the gas mass by difference from the mass of the reactor and its contents before and after the reaction (having released the gas products). The oil was then separated into dry oil and dry solids fractions, e.g., by solvent extraction. Experimenters subtracted these dry masses and the gas mass from the dry feed to compute the dry solids in the aqueous phase. Brown et al. (2010) and Valdez et al. (2011) assayed the gas fraction by GC-MS relative to a standard loaded at the start of the experiment without opening the reactor. Their gas values do not include gases still dissolved in the product liquids and thus likely underestimate the gas yield. Vardon et al. (2011) measured dissolved solids in the aqueous phase by filtration and evaporation and subtracted this from the feed to estimate gas yields. If the aqueous phase had light volatile compounds, they would have been lost from the aqueous phase when heated causing overestimation of gas yields, which may be why the Vardon yields are so much higher than the others in Table 1. Biller and Ross (2011) took yet another approach by measuring gas pressures and using the ideal gas law via an assumed gas composition to compute gas mass. For these reasons, we base our gas, solids, and aqueous yields on the data in Minowa, Jena and Yu.
A key factor in this analysis is energy consumption per unit of product produced. After the oil, almost all of the remaining feedstock energy is in the organic fraction of the aqueous phase which will be converted to methane and CO2 by CHG. The oil phase yield is assayed well and uniformly in the literature, but the reported aqueous phase compositions do not clearly delineate organic vs. inorganic solids including dissolved ammonia. Therefore, to improve the energy balance in the LCA model, the carbon in the aqueous phase is computed by difference from the feedstock carbon, the carbon in the oil phase, and the carbon in the gas and solid products. The latter two are relatively small contributions and the gas phase is known to be almost entirely CO2. To this end, Table 4 lists the C recovery rates either reported or computed from the HTL literature. The average gas and solid carbon recoveries in Table 4 are 8 % (gas) and 2 % (solids). Based upon this, Table 5 computes the carbon flow to the aqueous phase. The carbon recovery in the oil is computed from the oil yield and from the average HTL oil carbon fraction from Table 1, namely 73 wt.%. The carbon recovery from the aqueous phase is then obtained by subtracting the carbon in the oil, gas, and solids from the carbon in the algae.
The nitrogen flow is determined by averaging the oil composition data in Table 1. Thus, the HTL oil contains 5.7 wt.% nitrogen. This nitrogen is considered to be lost in the process (See Section 4). The balance of the feedstock nitrogen is recovered as ammonia by the CHG process (Section 2.6) and is returned to the pond with 5 % losses from volatilization.
2.5 Oil upgrading to RD
Any comparison between RD produced from HTL oil and RD produced from extracted algal lipids must consider the difference in oxygen and nitrogen levels in the two oils displayed in Table 6. Hydrogen is used to increase product saturation levels and is used to remove O and N as H2O and NH3. Differences in O and N content imply different H demand and, also, differences in weight-based RD yields (g RD/g HTL oil). Based on Table 6, LE and HTL oils should have higher hydrogen demand and lower yield than soybean oil because of higher oxygen and nitrogen levels, respectively.
Unfortunately, few data are available for upgrading hydrothermal liquefaction oils. Baker and Elliott (1988) describe treatment of HTL oils from woody biomass, but woody biomass contains negligible nitrogen compared to algal biomass. We therefore utilize a stoichiometric hydroprocessing model to explore the effect of N, O, and H levels on hydrogen demand for fully deoxygenated and denitrogenated RD. This calculation cannot account for hydrogen losses in an actual process, but can guide us in selecting plausible ranges of values for yields and hydrogen demands.
The upgrade hydrogen demand is estimated by difference in hydrogen content between products and feeds based upon the carbon flow and the hydrogen content of the feedstock as shown in Fig. 5. In that figure, carbon products are grouped into three classes: RD; inorganic gases such as CO2; and the balance, termed “light hydrocarbons.” The fractions f (carbon efficiency) and a (light hydrocarbons) are the carbon molar fractions at each split. Figure 5 should not be read as a chemical pathway; rather, it is a bookkeeping diagram that tallies the carbon fate amongst the three classes of products. Inputs to the computation are c, h, o, and n, the moles of carbon, hydrogen, oxygen, and nitrogen per gram of feed oil and, also, the molar H/C ratios of the final RD product ((H/C)RD) and of the light hydrocarbons ((H/C)light). The difference in hydrogen, products minus feed, is:

Carbon mass balance for upgrading considered in the simple hydrogen-demand model
In Equation 1, f c (H/C)RD is the hydrogen in the RD and (1 - f) a c (H/C)light is the hydrogen in the light fraction. The amount of oxygen removed by decarboxylation is 2 (1-f) (1-a) c; therefore, the hydrogen in water from hydrodeoxygenation is 2 [o - 2(1-f)(1-a) c]. Finally, h is subtracted to account for hydrogen in the feed oil. The RD weight-based yield for complete deoxygenation and complete denitrogenation is
Values for a and f are estimated as follows. Four experiments in Baker and Elliott (1988) upgraded HTL oil from woody biomass to an oil with H/C ranging from 1.32 to 1.65. These experiments achieved average carbon efficiency (f) of 92 % but did not include hydrocracking, which might have increased the H/C ratio further. Marker et al. (2005) reports upgrading vegetable oil to renewable diesel by hydroprocessing. Small autoclave experiments achieved deoxygenation between 85 % and 99 %. The latter had an RD yield of 84 wt.% and was achieved with conditions favoring hydrodeoxygenation over decarboxylation. In those experiments, the light hydrocarbons were propane ((H/C)light = 2.67). By computation from Marker, the scenario had 95 % carbon efficiency (f = 0.95), 86 % of non-RD product carbon went to light hydrocarbons (a = 0.86), and (H/C)RD = 1.81. Our model, Eqn. 1, predicts 0.012 g H2 per g oil, near the range of 0.015 to 0.038 g H2 in Marker. The experimenters commented that their gas measurements were overestimated so a is likely higher than 0.86. Also, (H/C)RD of 1.81 is less than that of the soybean oil feed (1.86). If we use (H/C)RD = 2.0, then our model estimates 0.024 g H2 and 85 wt.% yield, consistent with 84 wt.% reported by Marker. If, also, a were 0.95, then the demand would be 0.026 g H2 per g oil.
The Marker data are the basis for the current hydrogen demand for soybean oil in GREET 2011, namely RD yield of 85 wt.% and hydrogen demand of 0.028 g H2 per g of soybean oil, comparable to the 0.026 g H2 just computed. We use the stoichiometric model to adjust the GREET soybean oil upgrading data to the oxygen and nitrogen levels in the LE and HTL oils: We apply Equation 1 with f = a = 0.95, (H/C)RD = 2 and the compositions in Table 6. The results are in Table 7 which also explores variability in yields and hydrogen demands for HTL oil for other values of f, a, and (H/C)RD. For sensitivity analysis, we consider HTL RD yields between 0.75 and 0.85 and hydrogen demands between 0.065 and 0.075 g H2/gRD. Lupton et al. (2011) reported hydroprocessing of algal lipids. The LE oil composition in Table 6 and (H/C)RD value in Table 7 are similar to Lupton et al. (2011). Unfortunately, that report did not included hydrogen demand or yield.
It is clear that experimental data for algal LE and HTL oil upgrading are needed, but the analysis just presented suggests that hydrogen demand will be higher for HTL oil than for LE oil for a broad range of parameters, suggests that both will be higher than for soybean oil, and estimates the relative amounts on a consistent basis. This treatment allows us to use LE as a reference scenario for studying HTL.
2.6 Biogas production
The CHG process for LEA feeds was described in Frank et al. 2011a. That model has been revised based upon further discussions with the developers (Genifuel 2011) and now is based upon the organic carbon content of the feed which is converted to biogas (60 % methane, 40 % CO2 by volume) with 99 % efficiency. Minowa et al. (1995) reported that all C in the HTL aqueous phase was organic. The methane yield from CHG processing of the HTL aqueous phase can thus be computed from the organic C in the aqueous phase, Table 5. The LEA is estimated to have 48 wt.% C based upon its protein and carbohydrate content in Table 2. Developers report almost complete recovery of N and P, but in the current model, 95 % and 90 % recoveries were assumed, respectively.
Discussion of limitations arising from the modeling assumptions presented throughout Section 2 are deferred to Section 4 where they can be discussed in the context of results.
3 Results
Table 8 summarizes the HTL parameter values utilized in this study. The RD upgrade hydrogen demand, RD yield, and HTL oil yield values and ranges were discussed above. The reaction temperature and slurry solids ranges span most values encountered in the literature. The nominal pump efficiency value (including motor) is an assumption based upon high-pressure cement slurry pumps. The HTL oil nitrogen content is the mean from Table 1 and the low and high values are one standard deviation. The nominal phosphorus loss is explored over a broad assumed range.
In this section, results are first presented for the nominal parameter values followed by results from sensitivity analysis. The driving parameters so identified are then explored with Monte Carlo simulation. Results are sometimes broken into three stages of the life cycle. The well to pump (WTP) stage includes all activities up through fuel delivery to the filling station. The pump to wheels (PTW) stage includes all aspects of vehicle operation (combustion) but not vehicle manufacturing. The sum of WTP and PTW is the whole fuel-cycle result, also called the well to wheels (WTW) result. GHG emissions are reported as grams CO2 equivalent (gCO2e) by combining CO2, CH4, and N2O scaled by their global warming potentials (IPCC 2007). The CO2 emissions include CO2 from degradation of CO and degradation of volatile organic compounds, both of which have short lifetimes in air.
We begin by considering the direct energy consumption in the various operations. Table 9 compares direct energy consumption and material use between the HTL and LE pathways for the nominal parameter values and Table 10 displays the cumulative life cycle energy use and emissions by stage. For the nominal parameter values, although the LE pathway has lower GHG emissions, the HTL pathway requires 1.8 times less algae per unit of RD compared to LE, but consumed 5.2 times more ammonia and 1.5 times more phosphorus (after nutrient recycling). The algae use is lower because the combined HTL yield (38 wt.%) and RD yield (80 %) exceeds the product of the homogenizer efficiency (90 %), lipid fraction (25 %), lipid recovery efficiency (95 %), and RD yield for LE (79 %). Because of the lower algae demand in the HTL pathway, direct fuel use for growth and dewatering was less for HTL. Nevertheless, the WTW fossil energy use and GHG emissions were higher for HTL than for LE (Table 10).
We now consider direct energy use in the oil production steps of the HTL and LE pathways, i.e., for the HTL and LE unit operations themselves. For HTL, this includes all the steps shown in Fig. 3 while for LE this includes high-pressure homogenization, lipid recovery, and solvent recovery. Table 9 indicates that the direct energy use for oil production was less for HTL than for LE despite the high temperature and pressure required for the operation. The higher electrical demand for LE arose from the high-pressure homogenizer (not required for HTL). The higher LE heat demand is from solvent recovery but there is considerable uncertainty in this value: The low and high LE heat demand in Frank et al. (2011a) gave 0.55 and 0.09 BTU/BTU RD when applied to the current LE model. Those results correspond, roughly, to the heat demands in Lardon et al. (2009) and Stephenson et al. (2010). The heat demand is higher for LE than for HTL in two of three models, but this conclusion does not consider uncertainties in the HTL model, which we now examine by sensitivity analysis.
Figure 6 explores energy use in the oil production step for HTL as a function of nine parameters in the HTL model when varied independently. The figure shows gross energy use before recycling electricity or heat from on-site power generation. The study varied each of the nine parameters between the low and high values listed in Table 8. Each parameter is plotted between its minimum value (-100 % on the abscissa) and its maximum value (100 % on the abscissa) with 0 % change corresponding to the nominal value. For example, the curve for reaction temperature at 100 % on the abscissa corresponds to the maximum temperature in Table 8, 350°C. The figure indicates that the HTL yield, slurry solids level, reaction temperature, and the HX effectiveness are the key parameters affecting energy demand for HTL oil production in a stand-alone system; however, heat integration with power production changes this conclusion.

Sensitivity analysis of direct energy use consumed during the HTL oil production step. Parameters were varied independently of each other. See Table 8 for range definitions
In the full pathway, biogas is burned to make electricity and steam for use on site. The WTW fossil fuel consumption for the HTL pathway (Fig. 7a) includes electricity and heat generation from process residuals and, as a result, is independent of the heat related variables (slurry solids level, reaction temperature, and HX effectiveness) for the ranges considered. The sharp rise in fossil fuel demand at higher HTL yields occurs because the high oil yield reduces the organic carbon input to CHG and thus reduces electricity generation. The rise in fossil energy use occurs when electricity must be taken from the grid. This is seen in Fig. 7b, the exported electricity, which is negative (imported power) when the HTL yield exceeds 0.4 g HTL oil/g algae. In all but the final two points of the HTL yield curve, there was adequate heat from power production to satisfy the steam requirements for oil production.

Sensitivity analysis of WTW fossil energy use (a) and electricity exported from the site (b) for the HTL pathway. Parameters were varied independently of each other. See Table 8 for range definitions
Figure 7a indicates that the key variables affecting fossil energy use for the HTL pathway are the hydrogen demand during RD production, nitrogen loss through nitrogen incorporation into the HTL oil, and the HTL yield. Our objective is to compare HTL and LE for the specific putative growth pathway presented and for algae as described in Table 2. In that context, the key parameters for the LE pathway are the homogenizer electricity consumption and the combined homogenizer (90 %), hexane extraction (95 %) efficiencies. A Monte Carlo simulation was run in which the HTL yield, the nitrogen loss into the HTL oil, and the HTL upgrade hydrogen demand, were randomly selected from triangular distributions defined by Table 8. LE was varied by taking all the uncertainty in the homogenizer step for sake of simplicity; the intention, though, is to explore the net homogenizer, lipid recovery system. The homogenizer electrical demand was sampled from a triangular distribution with minimum of 0.01 kWh/kg-algae homogenized and maximum of 0.03 kWh/kg algae which was also adopted as the mode. The latter is the nominal value in the LE pathway and the sampling explores a bias that less energy intensive cellular disruption methods may be possible. The homogenization efficiency was sampled between 80 % and 100 % with mean of 90 %.
The results of the Monte Carlo simulation are displayed in Fig. 8.

Frequency distributions of WTW GHG emissions (a), algae use (b), and anhydrous ammonia use (c) in the HTL (solid line) and LE (dashed line) pathways obtained by the Monte Carlo simulation
4 Discussion
The analysis proceeded from nominal values to sensitivity analysis that changed one parameter at a time and then, finally, to changing the three most important HTL variables and two LE variables simultaneously (uncorrelated) in a Monte Carlo study. The Monte Carlo study therefore offered the chance of discovering places in parameter space where parameter perturbations conspire to give different performance than at the central, nominal point.
The mean algae consumption, Fig. 8b, was significantly less for HTL than for LE, although the extremes in the distributions come close to being equal. The likely conclusion is that HTL will reduce biomass requirements, but it is possible that actual performance may give comparable requirements if the LE cellular disruption and extraction processes efficiencies were higher or if HTL yields were lower.
Regardless of reduced algae demand, HTL required substantially more nitrogen than did LE because of its incorporation into the HTL oil and because our study treated nitrogen in the HTL oil as lost. We assumed that nitrogen incorporated into the HTL oil was lost because of uncertainties in scale and uncertainties in the upgrading process: Nitrogen removal by hydrodenitrogenation converts nitrogen in the HTL oil to ammonia dissolved in the process water. Many water treatment methods are employed at refineries to treat process waters in order to reduce water consumption and to meet discharge requirements. The method employed for any specific refinery depends upon the refinery size, refinery age, and depends upon the types and concentrations of species in the water. These species may include ammonia, phenols, cyanide, hydrogen sulfide, and selenium, as examples (Armstrong et al. 1996). The concentrations will depend upon the particular crude oil being processed, the proportions of petroleum crude and HTL oil, and upon how HTL oil processing is integrated into the refinery.
If the HTL oil is co-processed with the petroleum crude or if water streams from the various refinery operations are comingled, then the process water will contain mixtures of species originating from both HTL and crude oils. Refineries handling relatively small HTL oil feeds and low-nitrogen crudes may have low ammonia concentrations despite the large nitrogen content in HTL oil and may use wastewater treatment (WWT) methods that stabilize ammonia to N2 and release it. In other scenarios, plants may use steam stripping methods and either incinerate the ammonia or recover it, but recovery is only economical at higher concentrations (Armstrong et al. 1996; Chevron 1998).
Stripping processes can be complex and can involve degassing, acid gas (H2S) stripping, ammonia stripping, scrubbing, and cooling operations (Chevron 1998) that require steam and electricity. A credible model should consider heat integration at the refinery and should consider process integration between HTL and petroleum crude oil processing at least with regard to process water flows. These considerations were beyond the scope of the present study and require technoeconomic analysis to guide model definition. For these reasons, we treated the nitrogen in the HTL oil as lost, effectively analyzing a scenario in which the HTL oil volumes are small relative to crude oil volumes and in which the ammonia concentrations are too low for economical recovery. If ammonia were recovered at the refinery, the GHG emissions for ammonia production (2,600 gCO2e per kg of fossil NH3) can be subtracted as a rough estimate; however, this estimate will not consider energy consumption during ammonia recovery and may overestimate the benefits of recycling at the refinery.
The consequences of nitrogen loss go beyond energy consumption and emissions. The 2.7 kg NH3 per MMBTU RD ammonia demand implies 3.3 million metric tons (MMT) of ammonia are required to produce 10 billion gallons per year (BGY) of RD by HTL. In the US, 14 MMT of NH3 are utilized directly or indirectly as fertilizer (Glauser and Kumamoto 2010). Clearly future work must consider alternative scenarios that recycle nitrogen or that keep it from incorporating into the HTL oil.
Previous algae life cycle analyses demonstrated that balancing power on site by recovering energy from process residuals is key to reducing life cycle emissions and fossil energy use. LE can achieve this by either AD or CHG, but the nitrogen levels in the HTL aqueous phase were too high for AD. The organic carbon in the HTL aqueous phase, though, was sufficient to meet process energy demands on site for HTL when converted to biogas by CHG. The algae lost to the dewatering centrifuge supernatant were too dilute for processing by CHG in the HTL pathway, but the centrifuge supernatant provided reasonable carbon concentrations for CHG processing in the LE pathway because it could be combined with the concentrated LEA stream.
Since less of the biomass energy is recovered as oil in the LE pathway, the LE process produced and exported substantially more electricity per MMBTU of RD than did HTL Therefore, the energy based allocation of emissions for oil production was different between the two: HTL exported 1 % of the produced energy as electricity while LE exported 14 % corresponding to allocation factors of 99 % for HTL and 86 % for LE. If no market were available for the electricity co-product, the unused biomethane could be sold and the allocation factors would be mostly unchanged.
The WTW GHG emissions for the LE pathway, Table 10, are substantially less than our previous study of algal biodiesel production by transesterification. That work computed 55,400 gCO2e per MMBTU of biodiesel (Frank et al. 2011a; 2012) compared to 21,500 gCO2e/MMBTU RD reported here. The difference was examined as follows. The developments in the model presented in Table 3 and the change from producing biodiesel to producing RD lead to a result of 62,300 gCO2e/MMBTU RD. The work reported here replaced AD with CHG because of the high ammonia levels in the HTL aqueous product. This avoided 18,000 gCO2e mostly because CHG has lower fugitive CH4 emissions than AD and avoids N2O emissions from AD digestate when used as crop fertilizer (Frank et al. 2012). Updates to the CHG model (Section 2.6) increased methane yields and avoided another 8,300 gCO2e. These CHG updates were needed because the old CHG biogas estimation method could not be applied to the HTL aqueous phase because of its composition and concentration. The updated CHG model was used in the LE model for sake of consistency when comparing the two pathways. Finally, venting the biogenic CO2 from biogas combustion rather than returning it to the pond avoided 13,000 gCO2e because substantial blower power is required to move large volumes of hot dilute flue gas across a diffuser (1 psi) under 1.5 m of water. Future work will consider other methods of CO2 recycling but the recycle was dropped here for fear it would confound the HTL and LE comparison since LE produces more biogas.
The HTL GHG emissions, Fig. 8a, were higher than those for LE but both were less than those of low sulfur petroleum diesel (100,000 gCO2e/MMBTU). The long tail at higher emissions for HTL arises from cases when the HTL oil yield is too high to leave sufficient organic carbon for heat and power generation by CHG. The tail may be removed by reducing power demand in other operations such as pond mixing. The largest contributions to the higher GHG emissions for HTL in Fig. 7a are associated with higher hydrogen consumption during upgrading (+8,140 gCO2e), higher nutrient demand in HTL (+5,918 gCO2e), but less power for transferring CO2 into the culture because of the reduced algae demand (-3,129 gCO2e) and fewer fugitive CH4 emissions because less biogas is handled (-2,055 gCO2e). Reflecting upon the earlier discussion of nitrogen recycling during upgrading, the largest single factor affecting the GHG result was hydrogen consumption although nutrient demand ranks second. Hydrogen demand derives, in part, from nitrogen levels in the HTL oil. Reducing nitrogen levels in the oil, then, improves the pathway both by reducing challenges in recycling and by reducing hydrogen demand.
Several questions have not been addressed. Separation of solids was not considered. If solids are in the oil phase, either they must be separated before transporting the HTL oil to a refinery or the refinery must manage them. The HTL oil may not be stable enough for transporting without at least partial upgrading. We have tacitly assumed stabilization, if required, will be achieved by hydroprocessing and that the total hydrogen computed in our model will simply split between use on site and at the refinery. Since energy for hydrogen production dominates the upgrade energy consumption, the current model should be approximately correct even if stabilization before transportation is required. The proportion of RD to other products from hydroprocessing will vary with processing conditions. We neglected this effect and used an energy-based allocation of 94.5 % RD, 5.5 % other products to match current values in GREET for soybean oil upgrading (to facilitate comparison). To study temperature dependence, we assumed the pressure would be 20 % above the conditions for saturated steam. This under predicts pressures at low temperatures but increasing the pressure in those cases had little effect on the results. The study held the algae growth parameters constant in the sensitivity and Monte Carlo analyses and it is possible that varying those parameters may affect the results. This will be explored in the future.
5 Conclusions
Our objective was to identify and explore the important variables affecting HTL life cycle analysis. Since many questions remain regarding algae biomass production, e.g., algae productivity and composition, the analysis used the LE production pathway as a reference and explored the effect of key variables on the relative performance, HTL vs. LE, when both pathways used identical growth models and used consistent assumptions for upgrading to RD. In that context, HTL offered advantages over LE, especially with regard to efficient utilization of biomass, which was 1.8 fold less for HTL than for LE. On the other hand, if nitrogen is incorporated into the HTL oil at the rates reported in current literature, and if that nitrogen is not recycled during upgrading, then emissions and scalability are adversely affected. The mass balance for phosphorus must be clarified to assess further with life cycle analysis. HTL can produce adequate heat and electricity from process residuals via CHG in many cases, but when HTL yields exceeded 0.40 g HTL oil per g algae (ash free basis), insufficient heat and electricity were produced on site to meet growth and harvesting needs. Power reduction, e.g., during algae growth, would make room for taking advantage of higher HTL yields, but using the HTL aqueous phase for culture nutrients would preclude heat and electricity production altogether, jeopardizing energy and emissions reductions. Key variables affecting the analysis centered on upgrading, especially hydrogen demand, ammonia recycling rate, and ammonia recycling associated energy consumption in a refinery context. Future analysis would benefit from data obtained by studying both HTL and LE applied to aliquots of a common feedstock including data for LE and HTL oil elemental composition; upgrading performance for LE and HTL oils; characterization of the HTL aqueous phase (especially organic carbon content); carbon, nitrogen and phosphorus balance amongst the HTL products; and clarification of HTL solids handling.
References
Alba LG, Torri C, Samori C, van der Spek J, Fabbri D, Kersten SRA et al (2012) Hydrothermal treatment (HTT) of microalgae: evaluation of the process as conversion method in an algae biorefinery concept. Energy Fuel 26(1):642–657
Armstrong T, Scott B, Taylor K, Gardner A (1996) Refining details notebook/Sour water stripping. Today’s Refinery June:1-5
Baker EG, Elliott DC (1988) Catalytic hydrotreating of biomass-derived oils. ACS Symp Ser 376:228–240
Biller P, Ross AB (2011) Potential yields and properties of oil from the hydrothermal liquefaction of microalgae with different biochemical content. Bioresour Technol 102(1):215–225
Brown TM, Duan PG, Savage PE (2010) Hydrothermal liquefaction and gasification of Nannochloropsis sp. Energy Fuel 24:3639–3646
Campbell PK, Beer T, Batten D (2009) Greenhouse gas sequestration by algae - energy and greenhouse gas life cycle studies. CSIRO, Clayton
Chevron (1998) WWT Two-state sour water stripping. Available via http://www.chevron.com/products/sitelets/refiningtechnology/documents/wwt.pdf. Cited 6 May 2012
Clarens AF, Nassau H, Resurreccion EP, White MA, Colosi LM (2011) Environmental impacts of algae-derived biodiesel and bioelectricity for transportation. Environ Sci Technol 45(17):7554–7560
Clarens AF, Resurreccion EP, White MA, Colosi LM (2010) Environmental life cycle comparison of algae to other bioenergy feedstocks. Environ Sci Technol 44(5):1813–1819
Davis R, Aden A, Pienkos PT (2011) Techno-economic analysis of autotrophic microalgae for fuel production. Appl Energy 88(10):3524–3531
Duan P, Savage PE (2011) Hydrothermal liquefaction of a microalga with heterogeneous catalysts. Ind Eng Chem Res 50(1):52–61
Elliott D, Sealock L, Baker E (1993) Chemical processing in high-pressure aqueous environments. 2. Development of catalysts for gasification. Ind Eng Chem Res 32:1542–1548
Elliott D, Sealock L Jr (1996) Chemical processing in high-pressure aqueous environments: low-temperature catalytic gasification. Chem Eng Res Des 74:563–566
Frank E, Han J, Palou-Rivera I, Elgowainy A, Wang M (2011a) Life-cycle analysis of algal lipid fuels with the GREET model. ANL/ESD/11-5. Argonne National Laboratory. (available at http://greet.es.anl.gov/publications)
Frank E, Han J, Palou-Rivera I, Elgowainy A, Wang M (2011b) User manual for algae LCA with GREET: Version 0.0. ANL/ESD/11-7. Argonne National Laboratory. (available at http://greet.es.anl.gov/publications)
Frank ED, Han J, Palou-Rivera I, Elgowainy A, Wang MQ (2012) Methane and nitrous oxide emissions affect the life-cycle analysis of algal biofuels. Environ Res Lett 7(1):014030
Fricke K, Santen H, Wallmann R, Huttner A, Dichtl N (2007) Operating problems in anaerobic digestion plants resulting from nitrogen in MSW. Waste Manage 27(1):30–43
Genifuel (2011) Genifuel Corporation. (available at http://www.genifuel.com/, accessed 15 Jul 2011)
Glauser J, Kumamoto T (2010) Ammonia. In: Chemical Economics Handbook. SRI Consulting, Menlo Park
GREET 2011, Argonne GREET Model. (available at http://greet.es.anl.gov/main, accessed 11 Nov 2011)
Huo H, Wang M, Bloyd C, Putsche V (2008) Life-cycle assessment of energy use and greenhouse gas emissions of soybean-derived biodiesel and renewable fuels. Environ Sci Technol 43(3):750–756
IPCC (2007) Climate Change 2007: The Physical Science Basis: Contribution of Working Group I to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change (Cambridge: Cambridge University Press)
Jena U, Das KC (2011) Comparative evaluation of thermochemical liquefaction and pyrolysis for bio-oil production from microalgae. Energy Fuel 25(11):5472–5482
Jena U, Das KC, Kastner JR (2011) Effect of operating conditions of thermochemical liquefaction on biocrude production from Spirulina platensis. Bioresour Technol 102(10):6221–6229
Lardon L, Helias A, Sialve B, Steyer J-P, Bernard O (2009) Life-cycle assessment of biodiesel production from microalgae. Environ Sci Technol 43(17):6475–6481
Lundquist T, Woertz I, Quinn N, Benemann J (2010) Realistic Technology and Engineering Assessment of Algae Biofuel Production (Berkeley, CA: Energy Biosciences Institute) (available at http://works.bepress.com/tlundqui/5)
Lupton S, Kassa N, Galloway D, Lynch S (2011) Conversion of algal oils to hydrocarbon fuels. Presented at the 1st international conference on algal biomass, biofuels & bioproducts, St. Louis MO, 17-20 July 2011
Marker TL, Petri J, Kalnes T, McCall M, Mackowiak D, Jerosky B, et al. (2005) Opportunities for biorenewables in oil refineries. Final Technical Report No. DOEGO15085Final, U.S. Department of Energy
Minowa T, Yokoyama S, Kishimoto M, Okakura T (1995) Oil production from algal cells of Dunaliella tertiolecta by direct thermochemical liquefaction. Fuel 74(12):1735–1738
Rodolfi L, Chini Zittelli G, Bassi N, Padovani G, Biondi N, Bonini G et al (2009) Microalgae for oil: Strain selection, induction of lipid synthesis and outdoor mass cultivation in a low-cost photobioreactor. Biotechnol Bioeng 102(1):100–112
Sawayama S, Tada C, Tsukahara K, Yagishita T (2004) Effect of ammonium addition on methanogenic community in a fluidized bed anaerobic digestion. J Biosci Bioeng 97(1):65–70
Shah RK, Sekulic DP (2002) Fundamentals of heat exchanger design. Wiley, Hoboken
Stephenson AL, Kazamia E, Dennis JS, Howe CJ, Scott SA, Smith AG (2010) Life-cycle assessment of potential algal biodiesel production in the United Kingdom: a comparison of raceways and air-lift tubular bioreactors. Energy Fuel 24(7):4062–4077
Uludag-Demirer S, Othman M (2009) Removal of ammonium and phosphate from the supernatant of anaerobically digested waste activated sludge by chemical precipitation. Bioresour Technol 100(13):3236–3244
Valdez PJ, Dickinson JG, Savage PE (2011) Characterization of product fractions from hydrothermal liquefaction of Nannochloropsis sp. and the influence of solvents. Energy Fuel 25(7):3235–3243
Vardon DR, Sharma BK, Scott J, Yu G, Wang ZC, Schideman L et al (2011) Chemical properties of biocrude oil from the hydrothermal liquefaction of Spirulina algae, swine manure, and digested anaerobic sludge. Bioresour Technol 102(17):8295–8303
Vasudevan V, Stratton RW, Pearlson MN, Jersey GR, Beyene AG, Weissman JC et al (2012) Environmental performance of algal biofuel technology options. Environ Sci Technol 46(4):2451–2459
Wang M (1999a) The Greenhouse gases, regulated emissions, and energy use in transportation (GREET) model version 1.5. Argonne National Laboratory
Wang M (1999b) GREET 1.5-transportation fuel-cycle model-Vol. 1: methodology, development, use, and results. ANL/ESD-39. Argonne National Laboratory
Wang Z (2011) Reaction mechanisms of hydrothermal liquefaction of model compounds and biowaste feedstocks. Dissertaion. University of Illinois at Urbana-Champaign
Wigmosta MS, Coleman AM, Skaggs RJ, Huesemann MH, Lane LJ (2011) National microalgae biofuel production potential and resource demand. Water Resour Res 47:W00H04. doi:10.1029/2010WR009966
Williams PJL, Laurens LML (2010) Microalgae as biodiesel & biomass feedstocks: review & analysis of the biochemistry, energetics & economics. Energy Environ Sci 3(5):554–590
Yu G, Zhang YH, Schideman L, Funk T, Wang ZC (2011) Distributions of carbon and nitrogen in the products from hydrothermal liquefaction of low-lipid microalgae. Energy Environ Sci 4(11):4587–4595
Acknowledgments
E.D. Frank, A. Elgowainy, J. Han, and Z. Wang performed this work for UChicago Argonne LLC, the author in fact, as a Works Made for Hire (17 USC 201(b)). This work was sponsored by the Office of Biomass Program in the U.S. Department of Energy Office of Energy Efficiency and Renewable Energy. Argonne National Laboratory is a DOE laboratory managed by UChicago Argonne, LLC, under Contract No. DE-AC02-06CH11357. The authors thank K.C. Das (University of Georgia, Athens), Ryan Davis (National Renewable Energy Laboratory), Jeff Miller and Meltem Urgun-Demirtas (Argonne National Laboratory), George Oyler (Genifuel Corp.), Y. Zhang, and G. Yu (University of Illinois) for helpful discussions.
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Abbreviations
- AD
-
Anaerobic digestion
- afdw
-
ash free dry weight
- APD
-
Algae Process Description tool in GREET
- BD
-
Biodiesel
- BGY
-
Billion gallons per year
- CHG
-
Catalytic hydrothermal gasification
- CHP
-
Combined heat and power
- C/N ratio
-
Carbon-to-nitrogen molar ratio
- DAF
-
Dissolved-air flotation
- DAP
-
Diammonium phosphate
- DOE
-
Department of Energy
- gCO2e
-
global warming potential in grams CO2 equivalent
- GHG
-
Greenhouse gas
- GREET model
-
Greenhouse Gases Regulated Emissions, and Energy Use in Transportation
- (H/C)RD
-
Molar hydrogen-to-carbon ratio of renewable diesel
- (H/C)light
-
Molar hydrogen-to-carbon ratio of light hydrocarbons
- HTL
-
Hydrothermal liquefaction
- HX
-
Heat exchanger
- LCA
-
Life cycle analysis
- LE
-
Lipid extraction
- LEA
-
Lipid extracted algae
- MMBTU
-
Million British thermal unit
- MMT
-
Million metric tons
- NREL
-
National Renewable Energy Laboratory
- PTW
-
Pump to wheel (fuel usage stage)
- RD
-
Renewable diesel
- TAG
-
Triacylglyceride
- WTP
-
Well to pump (fuel production stage)
- WWT
-
Wastewater treatment
- WTW
-
Well to wheels (full life cycle)
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Frank, E.D., Elgowainy, A., Han, J. et al. Life cycle comparison of hydrothermal liquefaction and lipid extraction pathways to renewable diesel from algae. Mitig Adapt Strateg Glob Change 18, 137–158 (2013). https://doi.org/10.1007/s11027-012-9395-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11027-012-9395-1