
Abstract
The development of the aviation industry is related to the production of new materials that can operate at high temperatures and corrosive atmospheres. The paper presents new material for application in high temperature obtained by pressing and sintering a composite made from SiC–Al2O3–Ni. Analysis of the microstructure showed high porosity, which is caused by used manufacturing technique. Studies of thermal expansion do not show any phase transition and keeps linearity in thermal expansion in wide range (from 550 to 1450 K). X-ray diffraction showed the presence of all components of phase with those used, the phase associated with the components and silicon oxide, which was formed during the sintering of the samples.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The development of aviation technology is associated with the development and application of new materials characterized by higher resistance to high temperatures, corrosive, erosive, and higher resistance to abrasion. Great hopes of improving the efficiency of aircraft engines involve the use of ceramic–metallic materials on the base of silicon carbide (SiC) [1–3]. Components made of composite materials are characterized by low weight, which is important in aircraft construction. A disadvantage of SiC is its slow decomposition at temperatures above 1800 K in an oxygen-degradable SiC is further oxidized to silicon oxide. In aircraft structures, such feature may be used to plus, since the element made from SiC, while the enriched with an additional protective layer.
Due to its characteristics, and especially the fragility, the pure form of SiC cannot be used for mechanical parts [4]. In pure form, it is used only as a reinforcing phase in alloys [5]. SiC is also a good conductor of heat and under certain conditions of current through which is used in the electronics industry [6]. In order to improve the properties and the ductility, high temperature oxidation, reduction in thermal conductivity is used a mixture of SiC with other materials, including oxides [7], or pure metals [8, 9].
The aim of the research presented in this article was to create a new material that combines the advantages of materials containing oxides in addition to the pure metal element for potential use in coating of thermal barriers and coatings resistant to wear and analysis of its thermal properties.
Experimental
The material for the study consisted of a mixture of SiC, alumina (Al2O3), and pure nickel powder, all of grain size of 5.0 µ ±10 %. The test specimens were prepared according to the chemical compositions given in Table 1. The material was stirred and pounded in a mortar grinder PULVERISETTE 2 Fritsch for 30 min with 2 % glycerin as enhancing agent.
Mixture of powders were pressed in an uniaxial press in the form of 40 mm diameter at a pressure of 200 kN. Collected samples were then subjected to sintering at 1675 K under an argon atmosphere for 18 h (scheme of sintering: 3 h heating to a temperature of 1025 K, holding at 1025 K for 1, 3 h heating to 1675 °C, holding at setpoint temperature for 8 h, cooling with the furnace).
Samples for microstructure were cut using a diamond wheel by an automatic cutting precision Accutom-50 Struers and fixed in epoxy resin. The observed surface was prepared by standard methods of metallographic. The microstructure of the obtained samples was examined under a light microscope Nikon EPIPHOT 300.
The analysis of the phase composition of a reference sample and produced ceramic layers was performed using X-ray diffractometer ARL X’TRA Thermo Scientific Corporation. CuKa radiation was used with the geometry of the Bragg–Brentano of the value of the angle 20°–90°. Component identification phase has been used crystallographic database ICDD-PDF4-2014.
The analysis of the thermal diffusivity was performed using a Netzsch LFA 427 in the temperature range from 575 to 1475 K and a flow of argon of 50 mL min−1.
Dilatometric tests were performed on dilatometer Netzsch DIL 402C. Measurements were taken in an atmosphere of helium. Test samples in the form of a parallelepiped with a height of 25 mm and square section with a side of 6 mm, heated at a rate of 5 K min−1 in the range of from 575 to 1675 K.
Results
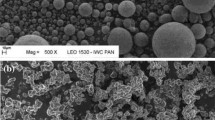
The results of observation of the microstructure showed that the samples obtained are characterized by a uniform distribution of ingredients throughout the observed surface of the sample. This proves the well-chosen parameters of the grinding (Fig. 1). There was also a high porosity. The advent of porosity is related to the chosen method of pressing and sintering the material. The amount of pore-void ratio also requires further research in the future.

Microstructure of the obtained samples. Here, an example of a sample containing 10 % nickel. Visible white spots are Al2O3, more uniform gray patches is a mixture of silicon carbide and nickel
On the basis of X-ray diffraction, the following phase (Fig. 2) of silicon oxide, aluminum oxide, SiC, nickel–silicon, and aluminum oxide silicate has been identified . The occurrence of reflections of the ingredients used to prepare the samples. The appearance of the phases of nickel–silicon and aluminum oxide silicate is probably related to melt and form a new phase during sintering. The emergence of silicon oxide could be due to ingress of air into the furnace chamber during the sintering process at 1700 K [10].

Diffractograms obtained for samples of different content of nickel (5, 10, and 15 % nickel in a sample)
Analysis of the thermal diffusivity showed persistence of the diffusivity constant regardless of temperature (Fig. 3) and that the sample containing 5 % nickel diffusivity maintained at 4.3–4.4 mm2 s−1, a sample containing 10 % nickel 2.8–3.1 mm2 s−1, and for the sample containing 15 % nickel in the range 3.1–3.2 mm2 s−1. Figure 4 shows the calculated parameters of the thermal conductivity. Reduction in thermal conductivity is related to the matrix material which was a SiC and is consistent with other research centers [11, 12]. Differences in the values between samples are related to the change in the quantity of SiC in the sample (85, 80 and 75 %).

Thermal diffusivity of samples with different concentrations of nickel

Thermal conductivity calculated for samples of various concentrations of nickel
Figure 5 shows the results of measurements of strain for 3 samples. Analysis results for the samples containing 5 and 15 % nickel showed no appearance of any phase change. For the sample containing 10 % nickel at a temperature above 1300 K appears to collapse curve, which may indicate a phase change occurring in the temperature or in the artifact measuring apparatus (Fig. 6).

Relative elongation for three different samples, heating rate = 5 K min−1, temperature range from 575 to 1675 K

Thermal expansion for three different samples, temperature range from 575 to 1675 K
Conclusions
Microstructure research has shown that selected parameters of mixing and grinding of materials are well chosen because the ingredients are evenly distributed. There was also a high porosity, and void ratio of porosity requires further investigation. Analysis of phase composition led to the identification of components of the starting composition. The appearance of two new phases is associated with the sintering process. The presence of silicon oxide may be related to the entering air into the furnace chamber. The properties of the thermal conductivity of the samples depend on the chosen chemical composition, but their characteristics mainly affect the amount of SiC contained in the sample. Dilatometric test results show that samples with a nickel content of 5 and 15 % have very similar coefficients of linear expansion. The sample containing 10 % nickel at about 1300 K shows the occurrence of phase transition; however, it can also be an artifact of apparatus. This example requires further study. Prepared material is a ceramic–metallic matrix of SiC that meets the criteria for the thermal properties posed to materials that can be used as materials for thermal barrier coating or layers to increase wear resistance. Full classification of the materials produced to the aforementioned objectives, in particular a material containing 15 % of nickel, requires the production of layers of a thermal spray methods and tests as used for layers made of ZrO2 stabilized with Y2O3 thermal spray techniques [13, 14].
References
Munro RG. Material properties of a sintered α-SiC. J Phys Chem Ref Data. 1997;26(5):1195–203.
Kowbel W, et al. High thermal conductivity SiC/SiC composites for fusion applications. J Nucl Mater. 2000;283:570–3.
Lu ZL, et al. Fabricating hollow turbine blades using short carbon fiber-reinforced SiC composite. Int J Adv Manuf Technol. 2013;69(1-4):417–25.
Harris GL. Properties of silicon carbide. No. 13. Iet. 1995.
McDanels DL. Analysis of stress-strain, fracture, and ductility behavior of aluminum matrix composites containing discontinuous silicon carbide reinforcement. Metall Trans A. 1985;16(6):1105–15.
Capano MA, Trew RJ. Silicon carbide electronic materials and devices. MRS Bull. 1997;22(03):19–23.
Gadalla A, Elmasry M, Kongkachuichay P. High temperature reactions within SiC–Al2O3 composites. J Mater Res. 1992;7(09):2585–92.
Szczygieł B. Studium nad otrzymywaniem i właściwościami elektrolitycznych warstw dyspersyjnych niklu z węglikiem krzemu. Prace Naukowe Instytutu Technologii Nieorganicznej i Nawozów Mineralnych Politechniki Wrocławskiej. Monografie. 1999;47(15):5–121.
Szeptycka B, Gajewska-Midziałek A. Investigations of the wear resistance of composite coatings Ni–SiC. Kompozyty. 2005;5(2):7–10.
Gulbransen EA, Jansson SA. The high-temperature oxidation, reduction, and volatilization reactions of silicon and silicon carbide. Oxid Met. 1972;4(3):181–201.
Slack GA. Thermal conductivity of pure and impure silicon, silicon carbide, and diamond. J Appl Phys. 1964;35(12):3460–6.
Burgemeister EA, Von Muench W, Pettenpaul E. Thermal conductivity and electrical properties of 6H silicon carbide. J Appl Phys. 1979;50(9):5790–4.
Góral M, Drajewicz M, Pytel M, Kotowski S. Characterization of powders used for LPPS thin film plasma spraying of thermal barrier coatings. J Achiev Mater Manuf Eng. 2011;47(2):157–65.
Drajewicz M, et al. Thermophysical properties of selected powders for thermal barrier coatings. J Achiev Mater Manuf Eng. 2012;55(2):902–6.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Pędrak, P., Drajewicz, M., Dychtoń, K. et al. Microstructure and thermal characteristics of SiC–Al2O3–Ni composite for high-temperature application. J Therm Anal Calorim 125, 1353–1356 (2016). https://doi.org/10.1007/s10973-016-5608-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5608-2