
Abstract
The resistance to chloride-induced stress corrosion cracking was investigated on a high-strength CrNiMnMoN austenitic stainless steel in the hot-rolled and in different cold-drawn states. The resistance against chloride-induced stress corrosion cracking was determined by slow strain rate tests in different chloride containing solutions at elevated temperatures. A fracture analysis was carried out using scanning electron microscopy. Improved resistance is obtained by the formation of deformation-induced twins. In addition, synchrotron X-ray diffraction measurements show full austenite stability during all cold-drawing steps.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Austenitic stainless steels are widely used in the offshore oil and gas industry. The most commonly used steels are from the CrNiMo stainless steel class. These are characterized by excellent corrosion resistance, but their low strength often limits their use. As an alternative, CrMnN stainless steels are frequently used, which are characterized by higher strength but significantly lower corrosion resistance. In particular, their resistance to chloride-induced stress corrosion cracking (Cl−SCC) is clearly unsatisfactory. In order to be able to guarantee the highest corrosion resistance as well as high strength levels, a new material class of CrNiMnMoN stainless steels is preferred nowadays [1, 2]. The excellent resistance to hydrogen- and chloride-induced stress corrosion cracking of a hot-rolled CrNiMnMoN wire was shown in a previous paper [3]. In this study, special attention is paid to the effect of a further increase in strength on the resistance to Cl−SCC. The central point is to clarify whether and from which degrees of deformation upwards an increased tendency to embrittlement of the material occurs.
The most pronounced feature of cold forming is the increase in dislocation density. Other effects that can occur during cold forming are grain refinement, the formation of voids and, in the case of austenitic steels, deformation-induced twinning and deformation-induced martensite formation are also possible. These effects lead to an increase in strength, but except for grain refinement, also to a decrease in ductility. In particular, deformation-induced martensite formation can severely reduce the elongation to fracture of an austenitic steel [4, 5]. The stacking fault energy determines whether deformation-induced martensite forms during cold deformation or deformation-induced twinning occurs. Deformation-induced martensite forms at stacking fault energies below 20 mJ m−2. Deformation-induced twinning is more likely to occur at stacking fault energies between 20 and 45 mJ m−2 [6, 7]. At stacking fault energies above 45 mJ m−2, dislocations hardly split at all and dislocation slip occurs instead of twinning [7, 8]. Heavy cold deformation also leads to the introduction of high residual stresses, whereby tensile residual stresses are usually critical for material failure [9].
Resistance against pitting is strongly related to resistance against SCC, as pits can act as crack initiators [10, 11]. Nitrogen is known to improve repassivation behavior in pitting corrosion by formation of ammonia. On the same side repassivation kinetics is of highest importance in the slip-step dissolution model to retard dissolution during SCC formation. Consequently, N can be expected to improve SCC resistance [12]. The same positive effects appear for Cr and Mo in both types of corrosion (pitting and SCC). Nickel is known to improve SCC resistance due to its noble electrochemical potential and its uniform corrosion rate in chloride containing solutions. In addition, Ni increases the stacking fault energy and promotes fine slipping [13,14,15,16,17]. However, it decreases according to Speidel the PREN. Speidel has found a negative factor of 0.25 in the PREN for every percent of Ni added to a stainless steel [18].
Several effects are claimed to be responsible for the change of Cl−SCC resistance of cold deformed stainless steels. Fine grains tend to improve the resistance to Cl−SCC due to the increase in toughness [16, 19]. The morphology of the grain boundaries shows that cracks are more likely to occur along high-angle grain boundaries and less likely along low-angle grain boundaries or special high-angle grain boundaries such as a twin boundary. A general dependence is difficult to determine due to the strong influence of the preferred crack propagation (transgranular or intergranular) [12, 20, 21].
The presence of deformation-induced martensite significantly lowers the resistance to Cl−SCC as reported in Refs. [5, 22]. Deformation-induced martensite has a lower pitting potential and can act as SCC initiation sites for different material—environment combinations [23, 24]. Deformation-induced twinning, however, should be favorable in comparison with deformation-induced martensite formation, because of a better resistance against SCC, but has been reported for very few material-environment combinations up to now [20, 21].
The introduction of tensile residual stresses during cold working leads to reduced resistance against SCC, resulting in the appearance of either low residual stresses (5% of the yield strength) or high residual stresses (up to 30% of the yield strength) [9, 15]. Existing tensile residual stresses significantly reduce the ability of a material to withstand external loads and increase the probability of failure [25].
Another fact is that in conventional stainless steels damage to the passive layer and preferential pitting corrosion can occur even at low degrees of deformation due to the increased defect density. High nitrogen steels (0.9 wt% N) suffer damage of the passive layer only above 60% of cold deformation [26,27,28].
In summary, published data show that resistance to SCC is significantly reduced at low degrees of deformation, whereas higher degrees of deformation, i.e., above 30%, usually lead to improved resistance. The minimum is usually in the range between 5 and 30% of cold deformation, but it can be reduced more drastically, if sufficient high degrees of deformation are applied [8, 17, 20, 29]. It was shown by Cigada et al. [5], that there has to be made a distinction between crack initiation and crack growth. At low deformation levels, crack initiation is accelerated by the appearance of defects that can act as crack initiators, and in areas of low cold deformation, accelerated crack initiation dominates [5, 30]. The formation of dislocation structures, subgrains or transformation-induced twinning occurs to a greater extent at higher degrees of deformation [30, 31]. An increase in defect density in this range has only a minor effect on crack initiation, but influences crack growth much more. Crack growth is delayed by these obstacles [20, 32, 33]. Particularly special grain boundaries such as twins or other coincidence site lattice boundaries have an increased corrosion resistance and can therefore improve the SCC resistance [34]. At extremely high degrees of deformation, however, there is often a limit on this effect, as other negative effects, such as increased residual stresses or the appearance of strong textures that facilitate crack growth, then come to the foreground [15].
So far, no studies on the SCC resistance of cold-drawn CrNiMnMoN stainless steel wires have been carried out. The present work investigates the resistance of a high nitrogen alloyed stainless steel wire in different degrees of cold deformation with special focus on microstructural changes during the drawing process and its influence on the SCC resistance. In addition, individual conditions of cold working and the prevailing effects on Cl−SCC resistance are discussed in detail.
Experimental
Materials
Starting with a hot-rolled X3CrNiMnMoN 27-14-6-3 stainless steel with 0.7 wt% N, different cold-drawn conditions of this stainless steel wire were examined. Cold-drawing was carried out with conventional drawing dies in five drawing steps. The initial wire diameter was 9 mm and will further be referred to as hot-rolled. The production of hot-rolled wire is described in Ref. [3]. The mechanical properties of all tested material conditions are summarized in Table 1.
Materials characterization
The multi-scale characterization of samples in different drawing stages includes optical microscopy, cross-sectional synchrotron x-ray diffraction (CSmicroXRD) and electron backscatter diffraction (EBSD).
The determination of the grain size was done with an Olympus AX70 optical microscope. Steel wire specimens were cut, embedded, polished and cathodically etched in a 10 wt% oxalic acid. The determination of the average grain size was conducted on the etched cross sections according to ASTM E112.
CSmicroXRD experiments were performed to determine depth gradients of phases and residual x-ray elastic strains. The samples were measured at the side-hutch P07B of the high-energy materials science beamline (HEMS) of DESY at the storage ring PETRAIII in Hamburg, Germany [35]. A beam energy and a beam size of 87.1 keV and 500 × 100 µm2, respectively, enabled to use a transmission diffraction geometry. The spatial resolution was determined by the choice of a scanning increment of 100 µm in height. The diffracted photons were collected by a two-dimensional digital X-ray flat panel PerkinElmer detector, type-XRD1621, with a pixel pitch of 200 µm. A LaB6 standard was used to calibrate the distance between the sample and the detector. In a next step, collected data were processed by using the Python software package pyFAI [36]. Thus, each 2D-pattern was radially integrated in azimuthal sections, each of \(\Delta \delta =\) 10° in width, in order to quantify the direction dependent lattice spacing for 36 diffraction vector orientations. Then, the austenite 311-hkl peak was fitted using a Pseudo–Voigt function and residual stresses were evaluated from measured x-ray elastic strains. X-ray elastic constants of \({S}_{1}=-1.3780\times {10}^{-6}\)MPa−1 and \({S}_{1}=6.565\times {10}^{-6}\) MPa−1 [37] were calculated using single-crystal elastic constants determined by the Eshelby-Kroener grain-interaction model [38]. A detailed description of the evaluation is provided in Refs. [39,40,41]
For EBSD analysis a FEI Versa 3D Dual Beam focused ion beam work station with attached scanning electron microscope (SEM), equipped with a Hikari XP EBSD camera, was used. The measurement was conducted on cross sections of the X3CrNiMnMoN 27-14-6-3 stainless steel using a step size of 200 nm for the hot-rolled condition and 100 nm for the cold-drawn states. The data evaluation was done with the Advanced OIM software package, version 7.3.0. For visualization a grain dilation clean-up with a grain tolerance angle of 2.5° and a minimum grain size of 1 µm was applied. The metallographic sections were subjected to a final polishing step with non-drying fumed silica suspension OP-S for 8 min for EBSD analysis.
Corrosion testing
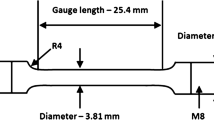
Slow strain rate tests (SSRT) were performed on non-standard tensile specimens with a gauge diameter of 3 mm and an initial gauge length of 25.4 mm with a cross-head speed of 0.003 mm min−1 (~ 2 × 10–6 s−1) for the hot-rolled and 0.0003 mm min−1 (~ 2 × 10–7 s−1) for the cold worked conditions. For the SSRTs, in principle one test was carried out per material—environment combination. Selected conditions were tested three times to ensure repeatability. Detailed informations on the experimental setup are given in Ref. [3]. Three different aggressive media were chosen as testing conditions: (1) 5 wt% NaCl, buffered with NaHCO3 and HCl to pH 3.5, at 80 °C, (2) the more aggressive 43 wt% CaCl2 solution at 120 °C and, (3) the most aggressive solution a 42 wt% MgCl2 solution at 120 °C. Measurements were also performed in glycerine at 80 °C and 120 °C to determine the so-called resistance index for the elongation, which compares the elongation under inert conditions Ei to that under aggressive conditions Ea, as well as the reduction in area, which compares the reduction in area under inert conditions RAi to that value determined under aggressive conditions RAa:
The resistance values RE and RRA are very useful for comparing the resistance of cold-drawn wires. Other evaluation methods such as the proportion of embrittled area or the number of secondary cracks are not suitable, as cold-drawing can cause a change in the fracture morphology.
Results
Materials properties
Cold-drawing results in significant changes regarding microstructure and mechanical properties. Figure 1 presents the grain size according to ASTM E112, the fraction of two types of grain boundaries as well as an inverse pole figure (IPF) maps of the samples.

Grain size of the different conditions of the X3CrNiMnMoN 27-14-6-3 stainless steel according to ASTM E112; fraction of low-angle grain boundaries (LAGB) with a grain misorientation angle φ < 15°and the fraction of high-angle grain boundaries (HAGB) with a grain misorientation angle φ > 15° as well as selected inverse pole figure maps of the longitudinal cross sections
The average grain diameter in the hot-rolled condition is 11.4 µm, while the cold-drawn conditions show average grain diameter in the range between 5.3 and 7.0 µm. Cold working leads to an increased defect density (dislocations, vacancies) and to the formation of substructures by LAGBs associated with a decrease in grain size. The reduction in grain size occurs through the rotation of individual grains during the drawing process and the resulting formation of smaller grains as the wire diameter decreases.
At higher degrees of deformation, significant changes could be observed with respect to an elongated shape of grains along the drawing axis. An increased defect density, e.g., geometrically necessary dislocation (GND), can be observed in a rising number of color transitions in and around the grains at the IPF maps. The percentage of low-angle grain boundaries (LAGBs) increases to 62% after the first cold-drawing step and remains relatively constant during further deformation.
Because the employed EBSD system was not able to fully detect the typically small deformation induced twins [42], a detailed analysis of the twins is restricted to a specific section from the scan of the material, namely with 67.3% applied degree of deformation. Figure 2a, b shows the respective IPFs after rotating the data map for 90°, i.e., perpendicular to the drawing direction. While the blue areas account for grains in \(\langle 111\rangle\) orientation, the red areas are those grains responsible for the second present fiber \(\langle 100\rangle\). Also visible within the \(\langle 111\rangle\) oriented grains are sharp red lines, showing a \(\langle 100\rangle\) texture as well. These sharp red lines are of about a 58° misorientation (highlighted in Fig. 2c) to their belonging \(\langle 111\rangle\) grains and therefore can be described as austenitic twins [43, 44]. When comparing these results with the IPFs from Fig. 1, it can be stated that twinning occurs preferably in \(\langle 111\rangle\) oriented grains when the CR is ≥ 48.7%.

IPFs perpendicular to the drawing axis of the 67.3% cold-drawn material
In Fig. 3, the pole figures (PFs) of \(\{100\}\), \(\{101\}\) and \(\{111\}\) lattice planes, derived from EBSD data, allow to observe the texture evolution for increasing degrees of cold deformation. The texture intensity is indicated in multiples of a random distribution (MRD) in the range between 0.000 and 6.000. The PFs of the recrystallized starting material, i.e., the hot-rolled wire condition (see Fig. 3a) shows no pronounced texture. Comparing Fig. 3a–d, it can be stated that a \(\langle 111\rangle\) fibre texture develops when the degree of cold deformation is ≥ 20%, increasing with even higher degrees of deformations of up to 67.3%. Additionally, a weaker \(\langle 001\rangle\) fibre texture is present in the cold deformed states, see Fig. 3b–d, when comparing the 001-PFs. The maximum MRD value for the \(\langle 111\rangle\) fibre reaches a maximum of 5.6, while the maximum of the \(\langle 100\rangle\) fibre lies at 1.7 at 67.3% degree of cold deformation.

Pole figures of {001}, {101} and {111} lattice planes of different materials conditions of the X3CrNiMnMoN 27-14-6-3 stainless steel, measured by EBSD
Austenite stability in samples of each cold-drawing stage was examined using CSmicroXRD. Figure 4 shows as stack of diffractograms along the entire cross section of the specimen in the hot-rolled and most deformed state (67.3% CR). As no harmonic rejection optics was installed in the experimental setup, higher harmonics of the used wavelength, fulfilling Bragg’s law with a higher order reflection cause additional weak (austenite) peaks in the phase plot of the hot-rolled condition.

Residual stress profiles of hot-rolled, 20% CR and 67.3% CR conditions were assessed by cross-sectional synchrotron XRD; phase plots of the cold-drawn X3CrNiMnMoN 27-14-6-3 stainless steel in the hot-rolled and 67.3% CR conditions indicate the stability of the austenite
As no martensite can be detected by CSmicroXRD, see the phase plot of the 67.3% condition, which corresponds to the highest degree of deformation, proves the high stability of the austenite. Especially in the near-surface region where maximal tensile residual stresses of ~ 1121 MPa could be evaluated, the stability of the austenite is a crucial requirement for SCC resistance. The peak broadening up to depths of ~ 1 mm indicates a grain refinement as well as the presence of second- and third-order residual stresses. The distribution of residual stresses in Fig. 4 indicates that maximal axial residual stresses in the material are induced near the surface, then decreasing toward the centre of the specimen. In the hot-rolled material, there are only minor residual tensile stresses, whereas at higher degrees of cold forming, the level of residual stresses increase.
Figure 5 shows the comparison of maximum tensile stresses in the wire and the yield strength of the material. The results indicate a strong correlation of yield strength and maximal residual stresses for all degrees of cold deformation. The maximum residual stresses along the wire were evaluated from the results of the residual stress profiles. The measurements of the residual stresses along the wire diameter of the respective states are single measurements due to limited beamtime.

Residual stresses of the respective deformation state evaluated over the entire wire diameter in relation to the respective yield strength
Corrosion resistance
The resistance indices as a function of deformation for the different test conditions are shown in Fig. 6. It should be noted that the strain rate for the hot-rolled condition was chosen to be 2 × 10–6 s−1 due to the large elongation to fracture, while the cold-drawn conditions were tested with a strain rate of 2 × 10–7 s−1. The buffered 5 wt% NaCl solution at 80 °C shows no detectable embrittlement of the material, while the most aggressive testing environment, i.e., 42 wt% MgCl2 at 120 °C, leads to significant embrittlement for all material conditions. If considering these two test solutions, no significant influence of the degree of cold forming on the course of the curves can be detected. Therefore there is the need to test the material with a medium aggressive solution to distinguish between the different material conditions. Testing in 43 wt% CaCl2 shows that cold-drawing increases the tendency to Cl−SCC. At 20% cold forming, the resistance to Cl−SCC is significantly reduced, which increases slightly with further cold forming and only decreases to resistance values below those of the 20% state at degrees of cold deformation above 59.1%.

Influence of the degree of cold deformation on the resistance to Cl−SCC of the X3CrNiMnMoN 27-14-6-3 stainless steel given by the resistance indices of the elongation RE and the reduction in area RRA. The strain rate was 2 × 10–6 s−1 in the hot-rolled condition (0% degree of cold deformation) and 2 × 10–7 s−1 for the different cold worked states
Figure 7 shows the stress–strain curves of the different states in 43 wt% CaCl2 solution. The hot-rolled material has a high resistance against Cl−SCC, while the cold-drawn states show significant reduction in fracture elongation in the respective solution. The state with 48.7% CR loses the least fracture elongation among these states, while the states 59.1% CR and 67.3% CR hardly show any resistance in the testing solution.

a Stress–strain curves of the SSRTs in 43 wt% CaCl2 solution at 120 °C and their associated test in an inert medium at 120 °C. The strain rate is \({2 \times 10}^{-6} {\mathrm{s}}^{-1}\) for the hot-rolled condition and \({2 \times 10}^{-7} {\mathrm{s}}^{-1}\) for the cold-drawn conditions. Dotted lines represent stress–strain curves in inert glycerine at 120 °C. b Detail of the cold-drawn conditions shown in (a)
SEM images of the fracture surfaces of SSRT specimens tested in CaCl2 are shown in Fig. 8.

Selected SEM fracture surface images of SSRT specimens of X3CrNiMnMoN 27-14-6-3 stainless steel tested in 43 wt% CaCl2 solution at 120 °C: a 20% cold deformation overview, b 20% detail, c 36% cold deformation overview, d 36% detail, e 59.1% cold deformation overview, f 59.1% detail
The SSRT of the hot-rolled condition shows no embrittlement and a clearly ductile failure is recognisable by the appearance of pronounced dimples [3]. In the same test medium, at 20% cold deformation, there is clearly recognisable embrittlement of the material (Fig. 8a). At the fracture surface, a distinction can be made between SCC and the residual fracture. The brittle failure (Fig. 8b) is a mixed form of intergranular and transgranular cracking. Furthermore, fracture necking could be determined to be very low and almost no deformation lines are visible on the sample surface. Figure 8c indicates a larger fracture necking for 36% cold deformation and deformation lines are visible in this case (white arrows). The fracture surface in Fig. 8d shows almost pure transgranular SCC for the 36% cold deformation case. The area of residual fracture is similar to the previous sample. At 59.1% cold deformation, there is obvious embrittlement, which is shown by the low reduction of area and the large residual fracture area (Fig. 8e). Obviously, the formation and propagation of small cracks are sufficient to cause the material to fail. It has to be stated that this is related to the lower fracture strain of the initial state as well. The fracture surface in Fig. 8f also shows increasing portions of intergranular failure. The fracture appearance shows greater portions of intergranular cracks for the 20% cold-drawn and the 59.1% cold-drawn condition than for the 36% cold-drawn condition.
Discussion
If the resistance of three different media is differentiated, it can be seen that the 5 wt% NaCl solution at 80 °C does not lead to any embrittlement at any degree of deformation. The repassivation of the material is so strong at these temperatures that no attack occurs. With the most aggressive medium, the 42 wt% MgCl2 solution at 120 °C, it appears that there is a strong breakdown of the passive layer in this medium and thus only a minimal residual resistance is achieved in all deformation levels. Small differences for different degrees of cold deformation are attributed to scatter of results. 43 wt% CaCl2 solution at 120 °C, however is an electrolyte just aggressive enough to initiate SCC, but also mild enough to differentiate between different degrees of cold deformation. It is a general principle in corrosion science that mild media result in a better distinction of corrosion properties of different states of material (such as different degrees of cold deformation). The very high PREN value of this material and the SEM images shown do not suggest that breakdown of the passive layer occurs in 43 wt% CaCl2 solution. This also fits well with previous results showing a correlation between pitting and SCC resistance in materials with lower PREN values [10, 11].
The overall trend shows a higher tendency of embrittlement for higher degrees of deformation. This observation can be explained by the presence of rather high residual stresses and a higher defect density at higher deformed states. Also Refs. [9, 15] found that a high plastic deformation is detrimental on Cl−SCC resistance. The residual stresses rise continuously for higher degrees of deformation and exceed 1000 MPa of tensile residual stresses for the two highest degrees of deformation.
The texture analysis revealed typical deformation textures for austenitic wire when deformed under uniaxial stress, e.g., via cold-drawing. As reported by Engler et al. [45] for face-centered cubic materials with low stacking fault energy in general or by Hwang [46], specifically for austenitic steel wire, cold-drawing leads to the evolution of two fiber textures with the \(\langle 111\rangle\) and \(\langle 100\rangle\) direction parallel to the drawing direction. The stronger component, which turned out to be the \(\langle 111\rangle\) fibre, is documented to have an enhancing effect on the twinning rate [46]. Comparing the results from texture analysis it can be summarized that the strengthening of the \(\langle 111\rangle\) fibre at increasing degrees of cold deformation goes in hand with the enhanced deformation-induced twinning, observed after applying CR of ≥ 48.7%. An exception to the trend of decreasing resistance with increasing cold working can be observed in the range between 20 and 48.7% CR. In the material X3CrNiMnMoN 27-14-6-3 the formation of deformation-induced twin boundaries at CR of ≥ 48.7% could be detected, while there is no occurrence of deformation-induced twinning in the 20% cold formed state as seen in Fig. 9. While for the hot-rolled and the 20% CR conditions, annealing twins are randomly distributed throughout the recrystallized microstructure, within the higher deformed states, i.e., 48.7% and 67.3% CR, a highly dense and parallel alignment of twins within the elongated grains was observed. A similar observation was made by Barbier et al. [42] for a twinning-induced plasticity steel. At low degrees of deformation, mechanical twinning could be detected by means of transmission electron microscopy, while increased twinning formation at higher degrees of deformation could be resolved by EBSD.

There is a strong increase in twin boundaries at higher levels of deformation, while there is no increase from 0 to 20% cold deformation, which leads to the assumption that the occurrence of deformation-induced twinning increases the resistance to Cl−SCC. Any grain boundary is an obstacle for crack propagation and at grain boundaries dislocations pile-up. The results in Fig. 1 shows that grain size decreases only to a small extent by cold deformation, however the density of twin boundaries increases sharply between 20 and 48.7% CR. Consequently, there is an increase in dislocation pile-ups at these twin boundaries hindering crack propagation [47]. In addition, Mukai et al. [48] described that cracks, which can easily grow in the <110> direction, are hindered by twin boundaries and micro-branching of the cracks occurs. This micro-branching subsequently leads to a delay in crack propagation and thus to improved SCC resistance. A similar effect was reported by Scatigno et al. [20] as well as Rahimi et al. [21]. Both references referred to the occurrence of more Σ3 coincidence site lattice boundaries at higher degrees of deformation as an explanation for an improved SCC resistance. For a twinning-induced plasticity steel in a caustic solution with pH 12.4, it has been shown that twins are preferential sites for localized corrosion, but due to their good ability to deform, instead of suffering decohesion, they improve the resistance against SCC [49]. Figure 10 summarizes the influence of deformation-induced twinning on the resistance to Cl−SCC.

Influence of deformation-induced twinning on the resistance to Cl−SCC for a cold-drawn X3CrNiMnMoN 27-14-6-3 stainless steel. The standard deviation is 0.05 and was determined by three parallel samples of the condition CR = 48.7% in 43 wt% CaCl2, at 120 °C
In general, the SCC resistance decreases with higher degrees of deformation due to the greatly increased defect density and higher residual stresses. Muraleedharan et al. [30] have shown in their work for stainless steels type 304 and 316 a decrease in SCC resistance with increasing degrees of cold deformation up to 20% CR. They mention that cold deformation leads to the availability of a large number of defects which can act as crack-nucleation sites. This would result in a decrease in crack initiation time and would explain the strong decrease in the SCC resistance of the 20% CR material in 43 wt% CaCl2 solution. The large increase in defect sites within the first cold-drawing step is shown in Fig. 1. In our work we see similar behavior and we conclude that there is no crack initiation in the hot-rolled material and therefore excellent resistance in CaCl2. In cold-drawn material, defects are introduced in such a large number that crack initiation is quite easy and can grow quite unhindered through the material. As the degree of deformation increases, simple crack initiation at the defects is still possible, but the cracks are increasingly blocked and branched by the twin boundaries. This results in increased resistance to Cl−SCC up to 50% CR.
The above mentioned fibre texture at higher degrees of deformation enhances the formation of mechanical twins with increasing degrees of deformation. The mechanical twins lead to a significantly improved resistance to Cl−SCC while its resistance decreases again at very high degrees of cold deformation. At very high degrees of deformation above 50%, it can be seen from the CSmicroXRD measurements that the residual stresses continue to increase and do not reach saturation. However, we assume that the positive effect of the twins does not increase continuously in contrast to the residual stresses. In addition, there are also indications from literature that very strong textures can have a negative effect on crack growth, as this can cause preferred crack planes to break more easily [34, 50]. This would also fit well with our results, since at low degrees of deformation the existing wire texture favors the formation of twins, but at very high degrees of deformation this negative effect occurs. The fracture surface shown in Fig. 8e also indicate, that at very high degrees of deformation above 50%, there is an increasing propagation of the crack in the wire drawing direction.
Conclusions
The Cl−SCC resistance of a cold-drawn stainless steel wire is improved through deformation-induced twinning in the range between 20 and 48.7% CR. In general the Cl−SCC resistance decreases for higher degrees of cold deformation.
The following conclusions can be drawn for the use of cold-drawn high nitrogen stainless steel wires:
-
Deformation-induced twinning improves the resistance against Cl−SCC. Higher benefical effect is obtained between 36 and 48% of cold deformation.
-
High residual stresses and a higher defect density decrease the resistance to Cl−SCC and very high residual stresses are predominant at degrees of cold deformation higher than 50%.
-
The \(\langle 111\rangle\) fibre texture of the material enhances the formation of mechanical twins above 20% of cold deformation.
-
Austenite stability is required to achieve a good resistance against Cl−SCC for cold-drawn stainless steel wires.
The best resistance with the highest possible strength can therefore be achieved by the X3CrNiMnMoN 27-14-6-3 at degrees of cold deformation in the range of 36–48%.
Data availability statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Simmons JW (1996) Overview: high-nitrogen alloying of stainless steels. Mater Sci Eng A 207:159–169. https://doi.org/10.1016/0921-5093(95)09991-3
Degallaix S, Foct J, Hendry A (1986) Mechanical behaviour of high-nitrogen stainless steels. Mater Sci Technol 2:946–950. https://doi.org/10.1179/mst.1986.2.9.946
Truschner M, Deutsch J, Mori G, Keplinger A (2020) Cathodic and anodic stress corrosion cracking of a new high-strength CrNiMnMoN austenitic stainless steel. Metals 10:1541. https://doi.org/10.3390/met10111541
Xu D, Wan X, Yu J, Xu G, Li G (2018) Effect of cold deformation on microstructures and mechanical properties of austenitic stainless steel. Metals 8:522. https://doi.org/10.3390/met8070522
Cigada A, Mazza B, Pedeferri P, Salvago G, Sinigaglia D, Zanini G (1982) Stress corrosion cracking of cold-worked austenitic stainless steels. Corros Sci 22:559–578. https://doi.org/10.1016/0010-938X(82)90055-5
Lu J, Hultman L, Holmström E, Antonsson KH, Grehk M, Li W, Vitos L, Golpayegani A (2016) Stacking fault energies in austenitic stainless steels. Acta Mater 111:39–46. https://doi.org/10.1016/j.actamat.2016.03.042
Xu Q, Peng Z, Zhu J, Li M, Zong Y, Yan L, Li C, Peng K, Cheng Z, Liu J (2020) The effect of drawing deformation rate induced inhomogeneous local distortion on phase transformation of 304H stainless wire. Metals 10:1304. https://doi.org/10.3390/met10101304
Lozano-Perez S, Yamada T, Terachi T, Schröder M, English CA, Smith G, Grovenor C, Eyre BL (2009) Multi-scale characterization of stress corrosion cracking of cold-worked stainless steels and the influence of Cr content. Acta Mater 57:5361–5381. https://doi.org/10.1016/j.actamat.2009.07.040
Ghosh S, Rana VPS, Kain V, Mittal V, Baveja SK (2011) Role of residual stresses induced by industrial fabrication on stress corrosion cracking susceptibility of austenitic stainless steel. Mater Des 32:3823–3831. https://doi.org/10.1016/j.matdes.2011.03.012
Xia D-H, Deng C-M, Macdonald D, Jamali S, Mills D, Luo J-L, Strebl MG, Amiri M, Jin W, Song S, Hu W (2022) Electrochemical measurements used for assessment of corrosion and protection of metallic materials in the field: a critical review. J Mater Sci Technol 112:151–183. https://doi.org/10.1016/j.jmst.2021.11.004
Xia D-H, Qin Z, Song S, Macdonald D, Luo J-L (2021) Combating marine corrosion on engineered oxide surface by repelling, blocking and capturing Cl−: a mini review, Corrosion. Communications 2:1–7. https://doi.org/10.1016/j.corcom.2021.09.001
Talha M, Ma Y, Lin Y, Pan Y, Kong X, Sinha OP, Behera CK (2019) Corrosion performance of cold deformed austenitic stainless steels for biomedical applications. Corros 37:283–306. https://doi.org/10.1515/corrrev-2019-0004
Wendler-Kalsch E, Gräfen H (1998) Korrosionsschadenkunde, 1st edn. Springer, Berlin
Schillmoller CM, Jasner MR (1984) High performance alloys for offshore platform process piping. Mater Perform 23(1):45–53
Shoji T, Raja VS (2011) Stress corrosion cracking: theory and practice, 1st edn. Woodhead Publishing, Oxford
Hänninen HE (1979) Influence of metallurgical variables on environment-sensitive cracking of austenitic alloys. Int Met Rev 24:85–136. https://doi.org/10.1179/imtr.1979.24.1.85
Turnbull A (1993) Modelling of environment assisted cracking. Corros Sci 34:921–960. https://doi.org/10.1016/0010-938X(93)90072-O
Speidel MO (1981) Stress corrosion cracking of stainless steels in NaCl solutions. Metall Mater Trans A 12:779–789. https://doi.org/10.1007/BF02648342
Staehle RW, Royuela JJ, Raredon TL, Serrate E, Morin CR, Farrar RV (1970) Effect of alloy composition on stress corrosion cracking of Fe–Cr–Ni base alloys. Corrosion 26:451–486. https://doi.org/10.5006/0010-9312-26.11.451
Scatigno GG, Ryan MP, Giuliani F, Wenman MR (2016) The effect of prior cold work on the chloride stress corrosion cracking of 304L austenitic stainless steel under atmospheric conditions. Mater Sci Eng A 668:20–29. https://doi.org/10.1016/j.msea.2016.05.037
Rahimi S, Engelberg DL, Duff JA, Marrow TJ (2009) In situ observation of intergranular crack nucleation in a grain boundary controlled austenitic stainless steel. J Microsc 233:423–431. https://doi.org/10.1111/j.1365-2818.2009.03133.x
Alyousif OM, Nishimura R (2012) On the stress corrosion cracking and hydrogen embrittlement behavior of austenitic stainless steels in boiling saturated magnesium chloride solutions. Int J Corros 2012:1–11. https://doi.org/10.1155/2012/462945
Chang L, Burke MG, Mukahiwa K, Duff J, Wang Y, Scenini F (2021) The effect of martensite on stress corrosion crack initiation of austenitic stainless steels in high-temperature hydrogenated water. Corros Sci 189:109600. https://doi.org/10.1016/j.corsci.2021.109600
Park I, Kim E-Y, Yang W-J (2021) Microstructural investigation of stress corrosion cracking in cold-formed AISI 304 reactor. Metals 11:7. https://doi.org/10.3390/met11010007
van Boven G, Chen W, Rogge R (2007) The role of residual stress in neutral pH stress corrosion cracking of pipeline steels. Part I: pitting and cracking occurrence. Acta Mater 55:29–42. https://doi.org/10.1016/j.actamat.2006.08.037
Wang Q, Zhang B, Ren Y, Yang K (2017) Eliminating detrimental effect of cold working on pitting corrosion resistance in high nitrogen austenitic stainless steels. Corros Sci 123:351–355. https://doi.org/10.1016/j.corsci.2017.04.006
Fu Y, Wu X, Han E-H, Ke W, Yang K, Jiang Z (2009) Effects of nitrogen on the passivation of nickel-free high nitrogen and manganese stainless steels in acidic chloride solutions. Electrochim Acta 54:4005–4014. https://doi.org/10.1016/j.electacta.2009.02.024
Christman TK (1990) Relationships between pitting, stress, and stress corrosion cracking of line pipe steels. Corrosion 46:450–453. https://doi.org/10.5006/1.3585131
Singh R (2008) Influence of cold rolling on sensitization and intergranular stress corrosion cracking of AISI 304 aged at 500°C. J Mater Process Technol 206:286–293. https://doi.org/10.1016/j.jmatprotec.2007.12.029
Muraleedharan P, Khatak HS, Gnanamoorthy JB, Rodriguez P (1985) Effect of cold work on stress corrosion cracking behavior of types 304 and 316 stainless steels. Metall Mater Trans A 16:285–289. https://doi.org/10.1007/BF02815310
Khatak HS, Muraleedharan P, Gnanamoorthy JB, Rodriguez P, Padmanabhan KA (1989) Evaluation of the stress corrosion resistance of cold rolled aisi type 316 stainless steel using constant load and slow strain rate tests. J Nucl Mater 168:157–161. https://doi.org/10.1016/0022-3115(89)90577-1
Crawford DC, Was GS (1992) The Role of grain boundary misorientation in intergranular cracking of Ni–16Cr–9Fe in 360 °C argon and high-Purity water. Metall Mater Trans A 23:1195–1206. https://doi.org/10.1007/BF02665051
López HF, Cisneros MM, Mancha H, García O, Pérez MJ (2006) Grain size effects on the SCC susceptibility of a nitrogen steel in hot NaCl solutions. Corros Sci 48:913–924. https://doi.org/10.1016/j.corsci.2005.02.017
Arafin MA, Szpunar JA (2009) A new understanding of intergranular stress corrosion cracking resistance of pipeline steel through grain boundary character and crystallographic texture studies. Corros Sci 51:119–128. https://doi.org/10.1016/j.corsci.2008.10.006
Schell N, King A, Beckmann F, Ruhnau H-U, Kirchhof R, Kiehn R, Müller M, Schreyer A, Garrett R, Gentle I, Nugent K, Wilkins S (eds) (2010) The high energy materials science beamline (HEMS) at PETRA III, AIP Conference Proceedings 1234, 391
Kieffer J, Karkoulis D (2013) PyFAI, a versatile library for azimuthal regrouping. J Phys Conf Ser 425:202012. https://doi.org/10.1088/1742-6596/425/20/202012
Noyan IC (1987) Residual stress: measurement by diffraction and interpretation, 1st edn. Springer, New York
Krner E (1958) Berechnung der elastischen Konstanten des Vielkristalls aus den Konstanten des Einkristalls. Z Phys 151:504–518. https://doi.org/10.1007/BF01337948
Stefenelli M, Todt J, Riedl A, Ecker W, Müller T, Daniel R, Burghammer M, Keckes J (2013) X-ray analysis of residual stress gradients in TiN coatings by a Laplace space approach and cross-sectional nanodiffraction: a critical comparison. J Appl Crystallogr 46:1378–1385. https://doi.org/10.1107/S0021889813019535
Todt J, Hammer H, Sartory B, Burghammer M, Kraft J, Daniel R, Keckes J, Defregger S (2016) X-ray nanodiffraction analysis of stress oscillations in a W thin film on through-silicon via. J Appl Crystallogr 49:182–187. https://doi.org/10.1107/S1600576715023419
Keckes J, Daniel R, Todt J, Zalesak J, Sartory B, Braun S, Gluch J, Rosenthal M, Burghammer M, Mitterer C, Niese S, Kubec A (2018) 30 nm X-ray focusing correlates oscillatory stress, texture and structural defect gradients across multilayered TiN-SiOx thin film. Acta Mater 144:862–873. https://doi.org/10.1016/j.actamat.2017.11.049
Barbier D, Gey N, Bozzolo N, Allain S, Humbert M (2009) EBSD for analysing the twinning microstructure in fine-grained TWIP steels and its influence on work hardening. J Microsc 235:67–78. https://doi.org/10.1111/j.1365-2818.2009.03182.x
Mirzadeh H, Cabrera JM, Najafizadeh A, Calvillo PR (2012) EBSD study of a hot deformed austenitic stainless steel. Mater Sci Eng A 538:236–245. https://doi.org/10.1016/j.msea.2012.01.037
Rahimi S, Marrow TJ (2020) A new method for predicting susceptibility of austenitic stainless steels to intergranular stress corrosion cracking. Mater Des 187:108368. https://doi.org/10.1016/j.matdes.2019.108368
Engler O, Randle V (2010) Introduction to texture analysis: macrotexture, microtexture, and orientation mapping, 2nd edn. CRC Press, Boca Raton, London, New York
Hwang J-K (2020) Correlation of strain path, texture, twinning, and mechanical properties in twinning-induced plasticity steel during wire drawing. Materials. https://doi.org/10.3390/ma13102250
Shaikh H, Anita T, Dayal RK, Khatak HS (2010) Effect of metallurgical variables on the stress corrosion crack growth behaviour of AISI type 316LN stainless steel. Corros Sci 52:1146–1154. https://doi.org/10.1016/j.corsci.2009.12.031
Mukai Y, Watanabe M, Murata M (1978) Fractographic observation of stress-corrosion cracking of AISI 304 stainless steel in boiling 42 percent magnesium-chloride solution. In: Strauss BM, Cullen WH (eds) Fractography in failure analysis. ASTM International, West Conshohocken, pp 19428–22959
Singh Raman RK, Khalissi M, Khoddam S (2012) Twinning-assisted environmental cracking: a new fracture mechanism for the crash-resistant twinning-induced plasticity steels. Scr Mater 67:943–946. https://doi.org/10.1016/j.scriptamat.2012.08.022
Lavigne O, Gamboa E, Luzin V, Law M, Giuliani M, Costin W (2014) The effect of the crystallographic texture on intergranular stress corrosion crack paths. J Mater Sci A 618:305–309. https://doi.org/10.1016/j.msea.2014.09.038
Acknowledgements
The authors would like to thank voestalpine BOHLER Edelstahl GmbH & Co KG for funding this project and for providing the test materials. A part of this work was supported by Österreichische Forschungförderungsgesellschaft mbH (FFG), Project No. 861496, “CrossSurfaceMech”.
Funding
Open access funding provided by Montanuniversität Leoben.
Author information
Authors and Affiliations
Contributions
MT Conceptualization, Methodology, Writing—Original Draft. AJ Investigation, Visualization. SCB Investigation, Visualization. AK Conceptualization, Resources. GM Conceptualzation, Writing—Review and Editing, Supervision.
Corresponding author
Additional information
Handling Editor: Naiqin Zhao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Truschner, M., Janda, A., Bodner, S.C. et al. Effect of cold deformation on the stress corrosion cracking resistance of a high-strength stainless steel. J Mater Sci 57, 20447–20461 (2022). https://doi.org/10.1007/s10853-022-07866-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07866-6