
Abstract
Al-rich 94Al–6Mn and 94Al–4Mn–2Fe alloys were suction-cast to evaluate the feasibility of obtaining bulk quasicrystal-strengthened Al-alloys at intermediate cooling rates alloyed with non-toxic, easily accessible and affordable additions. The influence of different cooling rates on the potential formation of a quasicrystalline phase was examined by means of scanning and transmission electron microscopy, X-ray diffraction and differential scanning calorimetry. Increased cooling rates in the thinnest castings entailed a change in sample phase composition. The highest cooling rates turned out to be insufficient to form an icosahedral quasicrystalline phase (I-phase) in the binary alloy. Instead, an orthorhombic approximant phase occurred (L-phase). The addition of Fe to the 94Al–6Mn binary alloy enhanced the formation of a quasicrystalline phase. At intermediate cooling rates of 102–103 K/s, various metastable phases were formed, including decagonal and icosahedral quasicrystals and their approximants. Rods (1 mm in diameter) composed of I-phase particles embedded in Al matrix exhibited a hardness of 1.5 GPa, much higher than the 1.1 GPa of 94Al–6Mn.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The rapid development of the automotive industry and associated needs for enhanced material performance intensify research on new, high-strength aluminium alloys for advanced applications. Among various strategies, one of the most promising is the formation of non-periodic (amorphous, quasicrystalline) [1,2,3,4,5,6,7,8] and periodic strengthening phases [9] in the microstructure by casting at high (104–107 K/s) and intermediate (102–103 K/s) cooling rates. Casting at high cooling rates always requires additional processing routes to obtain bulk materials from rapidly solidified (RS) feedstock. This also applies to aluminium alloys strengthened by a quasicrystalline phase. These alloys exhibit high room temperature (RT) strength above 600 MPa [10, 11] and, compared to amorphous alloys, do not require expensive rare earth additions. Moreover, bulk forms, prepared by various consolidation techniques of RS feedstock, exhibit very promising properties at elevated temperatures, especially high creep and fatigue resistance [5, 12, 13]. Considering the improved mechanical properties of Al-based alloys compared to commercially available equivalents (which is due to the presence of an I-phase in the microstructure), efforts are being made to obtain two-phase microstructure comprised solely of quasicrystalline particles embedded in an Al matrix, by casting methods involving less severe cooling conditions [14,15,16,17,18].
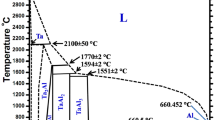
After the discovery of quasicrystals by Shechtman [19], the solidification of Al–Mn binary alloys was widely studied, including rapid solidification experiments [20,21,22,23,24], casting at intermediate cooling rates [25, 26] and reinvestigation of the Al–Mn equilibrium phase diagram [27, 28]. Based on the previous results, a metastable icosahedral phase can be obtained in alloys containing 2.5–21 at.% of Mn [19,20,21,22,23,24,25,26, 29] using rapid solidification techniques, especially a melt spinning with cooling rates in the range of 104–107 K/s [30] and electron beam melting [21, 31]. The studies performed by Juarez et al. indicate that an I-phase can be also obtained at intermediate cooling rates of ~150 K/s in an alloy containing 8 and 10 at.% of Mn [25]. According to the Al–Mn phase diagram reinvestigated by McAlister and Murray at the Al-rich side containing Mn concentrations up to 22 at.%, several intermetallic phases can be formed in the vicinity of fcc Al under equilibrium conditions [27, 28]. These include an orthorhombic Al6Mn phase and two types of hexagonal approximants with structures closely related to quasicrystals (due to the occurrence of the same atomic clusters): µ-Al4Mn and λ-Al4Mn. Additionally, a metastable hexagonal Al10Mn3 and a monoclinic Al11Mn4 phase can be formed on cooling.
The effective reduction of cooling rates necessary for I-phase formation can be obtained by modification of the alloy’s chemical composition. Studies on the influence of different alloying elements on the potential formation of a quasicrystalline phase in the Al–Mn system indicated that the addition of Be significantly enhances the I-phase volume fraction in the alloy prepared by conventional casting and casting into copper moulds [32,33,34,35,36]. The main drawback, in this case, is the high toxicity of the added element. Other authors [18, 37] reported Ce as an effective addition improving the I-phase formation in Al–Mn alloys under different solidification conditions; nonetheless, this was more recently disputed by Coury et al. [38]. The addition of Ce was found to stabilise the intermetallic phase Al20Mn2Ce with a cubic structure reported previously in similar alloys [39]. Jun et al. [40] studied the influence of the addition of mish-metal on the formation of the I-phase in 94Al–6Mn samples prepared by injection-casting into copper moulds. The obtained samples were characterised by good mechanical properties. Markoli observed I-phase formation in Al-rich Al–Mn alloys containing both Fe and Cu and cast into copper moulds, which suggests that these elements can support I-phase nucleation [17]. At the same time, Shurack et al. [18] found the effect of Fe to be negligible in the case of Al91Mn7Fe2 prepared using a similar technique.
The aim of this work is to examine both the cooling rates and the effect of Fe addition on the formation of a quasicrystalline phase in the vicinity of Al solid solution in Al-rich alloys. Particular attention is paid to clarifying the effect of Fe on the potential formation of an icosahedral phase in the selected 94Al–6Mn alloy. The formation of a stable decagonal quasicrystalline phase has been reported recently in two ternary systems, namely Al–Fe–Mn and Al–Fe–Cr [41, 42], suggesting that Fe stabilises the phase even under equilibrium solidification conditions. Finally, the hardness of the obtained materials was measured to verify the changes in mechanical properties resulting from the evolution of the microstructure under varying solidification conditions.
Experimental
Two selected alloys, 94Al–6Mn and 94Al–4Mn–2Fe (at.%), were prepared by melting a mixture of pure elements: 99.99% Al, 99.99% Fe, and 99.99% Mn in a resistance furnace under a protective argon atmosphere. The samples were subsequently cast into a steel mould with a 20 × 30 × 60 mm cavity. The resulting chemical composition was confirmed by energy-dispersive X-ray spectroscopy (EDS) in a scanning electron microscope (SEM). The obtained ingots were cut into pieces, re-melted and suction-cast into copper moulds with diameters of 1, 2, 3 and 4 mm, each with a height of 35 mm. In the suction process, alloys were melted in a quartz crucible by induction coil and then ejected into a copper die by a suction force resulting from the difference between the pressure in the crucible (overpressure, 50 kPa) and the die (underpressure, 51 kPa). The diameters of the resulting rods were smaller than those of the moulds, attributable to the solidification shrinkage. This was manifested in the formation of pores, mainly in the centre of castings. In the case of 2–4 mm moulds, the resulting rod diameter was reduced by about 10–15%, while for the thinnest castings the shrinkage was in the range of 2–5%. The tendency observed, i.e. less shrinkage for thinner castings, correlates well with increasing cooling rates for smaller moulds. Nevertheless, the nominal diameter of the mould was retained in the designation of samples described in the manuscript.
Calibration of the cooling rates was carried out by analysing the microstructure of a reference 76Fe–24Ni at.% alloy for each mould diameter. The microstructure of castings was examined using a Leica DM IRM Optical microscope, FEI SEM (E-SEM XL30), and FEI transmission electron microscope (TEM) Tecnai SuperTWIN G2, operating at 200 keV and equipped with a field-emission gun (FEG) and high-angle annular dark field scanning transmission electron microscopy detector (HAADF-STEM). Phase compositions were investigated using an X’Pert Philips PW 1710 X-ray diffractometer, with Cu-K alpha radiation and in the case of the smallest samples using synchrotron radiation of 87.1 kV at DESY beam line P07 (wavelength 0.14235 Å). To collect X-ray diffraction patterns, a 2D area detector was applied. Chemical composition measurements were performed by energy-dispersive X-ray spectroscopy (EDS), both in SEM and in TEM. The thin foils were prepared using a Tenupol-5 (Struers) double-jet electropolisher and electrolyte containing nitric acid and methanol (1:3 ratio) at a temperature of 243 K and voltage of 15 V. Calorimetric measurements were performed using differential scanning calorimetry with a Netzsch DSC 404 F1 Pegasus. DSC curves were acquired at a heating rate of 10 K/min.
Results
Cooling rate estimation
Examples of the moulds used, with the corresponding castings, are shown in Fig. 1a. Achievable cooling rates (K/s) were estimated based on microstructure analysis of the 76Fe–24Ni at.% reference alloy using the following formula:
where λ is average cell width, and B 6 and n are constants specific for alloy composition. Those corresponding to the 76Fe–24Ni at.% alloy are given in [43,44,45]. A representative microstructure formed in a 1-mm rod cast from the reference alloy is shown in Fig. 1b. In the area near the edge of the rod (up to 50 µm), the formation of very fine cells indicates high cooling rates up to 104 K/s (Fig. 1b). In this zone, solidification is always more rapid due to the direct contact of the solidifying liquid with the walls of the copper mould. Although it occurs in most of the obtained samples, it was not considered as representative for the particular rod diameter. Instead, cooling rates estimated based on the measurements from the central part were taken as characteristic for a given casting. The results of these calculations are collected in Table 1. As shown, the cooling rate increases significantly for smaller rod diameters, reaching the highest value for castings with Ø 1 mm (a rate 3 orders of magnitude higher than for castings with Ø 4 mm).

a Copper moulds used in the experiment with resulting castings and b an optical micrograph showing a cross section of a rod Ø 1 mm, of the 76Fe–24Ni at.% reference alloy
Microstructure of 94Al–6Mn castings obtained at different cooling rates
Average chemical composition measured by EDS confirmed that Mn concentration in the 94Al–6Mn ingot was 6.3 at.%, close to the nominal value. Based on the SEM analysis, three phases were identified within the microstructure: Al matrix (dark phase in Fig. 2a), needle-shaped particles with stoichiometry close to Al4Mn, and small particles formed at the boundaries of Al grains (inset in Fig. 2b) corresponding to the orthorhombic phase Al6Mn where a = 7.6 Å; b = 6.5 Å; c = 8.9 Å. The Al matrix was found to dissolve up to 1 at.% of Mn. Further TEM studies revealed that the observed Al4Mn phase can be indexed as the hexagonal λ-Al4Mn phase with lattice parameters a = 28.1 Å, c = 12.8 Å, which are slightly different to those reported by Kreiner et al. [46] (a = 28.4 Å, c = 12.4 Å). Particles of the indentified hexagonal phase showed some internal inhomogeneities (Fig. 2c). A high density of defects was detected, which affects the obtained electron diffraction patterns (see Fig. 2d). Many of the observed particles also contained a thin slab (50 nm in width) of different structure in the centre (Fig. 2e), probably being the residue of the peritectic reaction. According to Murray et al. [28], the λ-phase can occur as a metastable phase on cooling according to the L + φ → λ peritectic reaction, where the φ-Al10Mn3 is a hexagonal phase with lattice parameters a = 7.543, c = 7.898 Å. However, the diffraction pattern obtained from the observed slab is not consistent with the structure of the φ phase, indicating that this is a metastable product of another peritectic reaction, which occurred during the cooling process.

a SEM micrograph in back scattered electron mode (BSE) showing microstructure of the initial 94Al–6Mn ingot cast into steel mould, TEM/BF micrographs and corresponding diffraction patterns with visible, b Al6Mn, and c–e Al4Mn particles formed in the 94Al–6Mn cast ingot
In Fig. 3a–c, the cross sections of thin rods obtained in the suction casting process are presented, with insets showing their enlarged central parts. As previously mentioned, the estimated cooling rate was comparable in rods with Ø 2 and 3 mm (~102 K/s), and consequently similar microstructures were formed. Figure 3b shows the microstructure of the 2 mm casting. With decreasing rod diameter, refinement of the microstructure was observed. Additionally, pores formed during solidification can be seen as black contrast inside the rods.

SEM (BSE) micrographs of the Al94Mn6, showing cross sections of rods a Ø 4 mm, b Ø 2 mm, and c Ø 1 mm obtained by suction casting, with insets revealing details of their microstructure
The microstructure observed in the central part of the rod with Ø 4 mm (Fig. 3a) consisted of needles of the λ-Al4Mn hexagonal phase (a = 28.4 Å; c = 12.4 Å) embedded in the Al matrix (Fig. 4a). Two additional phases were identified in castings with Ø 2 and Ø 3 mm (Fig. 3b): the orthorhombic L-phase with the lattice parameters a = 12.4 Å, b = 12.6 Å, c = 30.5 Å and a minor fraction of decagonal quasicrystalline phase (D-phase), with a period of 12.4 Å (Fig. 4b, c) detected by SEM and TEM techniques. All three compounds exhibited similar Al concentration: ~83 at.% in λ-Al4Mn, ~85 and 86 at.% in the L-phase and D-phase, respectively.

STEM HAADF microstructure of 94Al–6Mn with insets of electron diffraction patterns corresponding to various phases observed in the castings Ø 1–4 mm particles of a hexagonal λ-Al4Mn phase, b decagonal phase (D-phase), c orthorhombic L-phase
In the Ø 1 mm rod, L-phase particles embedded in the Al matrix dominate the microstructure (Fig. 5a, b), while the D-phase was not detected. Thin (nanometre width—Fig. 5b) L-phase particles with plate-like morphology were mostly arranged radially. Similar particles were observed also in the thicker samples, particularly near the edges of castings, in the region of the highest cooling rates.

a SEM (BSE) and b TEM (BF) microstructure of the 94Al–6Mn rod Ø 1 mm
Microstructural studies performed using SEM and TEM techniques are consistent with the results obtained by XRD analysis. In both cases, the same set of phases was identified (Fig. 6). However, the indexation procedure of the obtained patterns was difficult due to partial overlapping of the strong peaks corresponding to the L-phase, λ-Al4Mn and the Al phase (Fig. 6a). Additionally, it was more difficult to perform XRD over an effective sample volume on thinner samples. That is why, in the case of the Ø 1 mm rod, synchrotron radiation was employed (Fig. 6b). Diffraction using a well collimated and intense beam enhances the signal-to-noise ratio and greatly increases the spatial resolution. The obtained results confirmed that the phase composition of the thinnest rods included a mixture of L-phase particles and fcc-Al matrix.

a XRD diffraction patterns obtained for the cast ingot and 94Al–6Mn rods Ø 2–4 mm, b XRD diffraction patterns obtained using synchrotron radiation for rod Ø 1 mm
Influence of the addition of Fe on the microstructure of castings prepared at various cooling rates
In the next step, the binary 94Al–6Mn composition was modified by addition of 2 at.% of Fe. The aim was to investigate the effect of iron on phase formation during casting under the same solidification conditions. The performed chemical analysis confirmed that the concentration of the alloying elements used in the prepared ingot is similar to the nominal one: 4.1 (at.%) of Mn and 2.2 (at.%) of Fe.
The microstructure of the initial 94Al–4Mn–2Fe ternary cast ingot (Fig. 7a) consisted of three phases: orthorhombic Al6(Mn, Fe), monoclinic Al3(Mn, Fe) with lattice parameters a = 15.7 Å, b = 8.0 Å, c = 12.5 Å, β = 107.6° (Fig. 7b), and fcc-Al matrix. This is in agreement with the Al–Fe–Mn phase diagram [47].

a SEM (BSE) micrograph of the 94Al–4Mn–2Fe alloy microstructure cast into steel mould, b selected area diffraction pattern corresponding to the monoclinic Al3(Mn, Fe) phase
The cross sections of the obtained rods are presented in Fig. 8a–f. The microstructure of the thickest casting, Ø 4 mm (cooling rate ~40 K/s), was similar to that of the initial ingot (Fig. 8a, d). The main phase observed in the microstructure was identified as an orthorhombic Al6(Mn, Fe) phase (Fig. 9a) accompanied by fcc-Al matrix, although traces of Al3(Mn, Fe) could also be detected by SEM. In the thinner samples (rods Ø 2–3 mm ~102 K/s), particles of a decagonal phase (D-phase) were identified as well as the orthorhombic Al6(Mn, Fe) (Fig. 8b, e). The size and morphology of the D-phase (Fig. 9b) were similar to those observed in the 94Al–6Mn binary rods of Ø 3 mm (from few to more than a dozen microns) but the occurrence was more evident [as could be seen in obtained XRD patterns (Fig. 12)]. In the thinnest castings, Ø 1 mm, I-phase particles were found to form in large amount (Fig. 8c, f). Their structure was confirmed by TEM investigations based on the collected selected area electron diffraction patterns (SADP) (Fig. 9c, d). From the edge of the rods up to a thickness of about 600 µm, (Fig. 8c) I-phase particles exhibited fivefold symmetry surrounded by fine eutectic (see small inset in Fig. 8f), which consisted of an I-phase and Al (Fig. 9d).

a–c SEM (BSE) microstructures of 94Al–4Mn–2Fe rods Ø 1–4 mm together with insets (d–f) of central part magnified

TEM HAADF micrographs of phases formed in the 94Al–4Mn–2Fe rods Ø 1–4 mm with insets corresponding to their electron diffraction patterns. Particles of a Al6(Mn, Fe), b D-phase, c I-phase, d eutectic consisting of I-phase + Al
In the thicker rods, as well as in the central part of the Ø 1 mm rod, characterised by a coarser microstructure (Fig. 9f), the presence of additional crystalline phases was detected. Based on the TEM investigations, these crystalline phases include an Fe-rich component of eutectic structure with α(Al) and needle-shaped particles (Fig. 10 a, b). In the latter, the streaks (Fig. 10b) and modulations near diffraction spots and along a certain systematic row (Fig. 10c) suggest the presence of stacking faults in the crystal structure. Additionally, at different orientations an aperiodic array of intense electron diffraction spots (Fig. 10d, e) and the presence of pseudo-fivefold (Fig. 10d) was revealed. Based on EDS chemical analysis, the concentration of Al in all phases exceeds 80 at.% (see Table 2).

a–b TEM bright field image of a crystalline approximant phase formed in 94Al–4Mn–2Fe castings with corresponding electron diffraction patterns (c–e)
The obtained XRD patterns are in agreement with the SEM and TEM results. They contain unidentified peaks, which most probably correlate with crystalline structures formed in the thinner rods (see question marks in Fig. 11a). Based on the position of the un-indexed peaks in the recorded XRD patterns, the observed needle-shaped particles could be assigned to the hexagonal κ-phase reported previously in Al–Cr–Ni and Al–Fe–Mn alloys [42, 48] (see a simulation of κ-phase characteristic peaks marked with a dotted line in Fig. 11a). However, the mentioned structure was not consistent with obtained SADPs. Thus, the correct structure of the observed particles remained unclear. Similarly to the binary castings, X-ray diffraction from the thinnest rods was collected using synchrotron radiation (Fig. 11b). An I-phase was found to coexist with Al fcc and the third phase, presumably the approximant of a quasicrystalline phase.

a XRD of the 94Al–4Mn–2Fe rods with different diameters, b XRD using synchrotron radiation on rod of Ø 1 mm
Influence of obtained microstructures on the hardness of castings
To verify the effect of different cooling rates on the properties of the samples, hardness tests were performed. Due to observed porosity, other mechanical tests were not attempted at this stage of the investigation. In the case of 94Al–6Mn binary castings, no distinct change in hardness values between the produced samples was observed (Fig. 12) except for a small increase for the thin rods compared to the initial ingot. This may be related to the refinement of microstructural components due to faster cooling rates (Fig. 3). Relatively small differences may stem from similarities between formed microstructures and corresponding phases, particularly the hexagonal λ-Al4Mn and orthorhombic L-phase, which exhibit similar composition, morphology, and some similarities in their internal structure (same lattice parameter). The microstructure of 94Al–4Mn–2Fe ternary rods varied more significantly compared to the binary samples, as did the obtained hardness (Fig. 12).

Values of obtained hardness for the 94Al–6Mn and 94Al–4Mn–2Fe castings with insets of SEM micrographs in SE and BSE mode showing examples of indentation marks obtained in rods of Ø 1 mm
The highest values were obtained for the thinnest rods, where the presence of a fine I-phase and D-phase particles surrounded by Al solid solution was detected. In this case, hardness increased to 1.5 GPa, compared to 1.1 GPa obtained for the 94Al–6Mn rod with the same diameter (please compare examples of obtained indents in Fig. 12).
Based on the obtained DSC curves (Fig. 13), a significant exothermic reaction occurs in Ø 1 mm rods, connected with a metastable transformation of crystalline and quasicrystalline particles in 94Al–6Mn (Fig. 13a) and 94Al–4Mn–2Fe castings (Fig. 13b), respectively. In the latter, the I-phase decomposes around 703 K (Fig. 13b). The peak corresponding to the Al6Mn phase occurs at 931 K, suggesting that this is a stable crystalline product of I-phase transformation.

DSC curves of a 94Al–6Mn and b 94Al–4Mn–2Fe castings recorded at a heating rate of 10 K/min
Discussion
Development of microstructure of samples during casting at different cooling rates
The suction casting of the 94Al–6Mn alloy into copper moulds, providing cooling rates in the range of 4–103 K/s, revealed changes in the phase composition of the obtained samples with decreasing rod diameter. Particularly, the main phase, hexagonal λ-Al4Mn, observed in the cast ingot and rods of Ø 4 mm, was supplanted by an orthorhombic L-phase in the thinner castings, of Ø 1 mm. These phases are classified as quasicrystalline approximants of the decagonal phase. Traces of D-phase were indeed found in the microstructure of the 2–3 mm rods where both L- and hexagonal λ-Al4Mn phases coexisted (Fig. 3b). Moreover, the L-phase, λ-Al4Mn, and D-phase exhibit common lattice spacing 12.4 Å and similar Al content ~86–84 at.%. Similarities between the observed phases, especially the λ-Al4Mn and L-phases, suggest their competitive growth within certain ranges of cooling rates. In the case of the selected alloy composition (94Al–6Mn), higher cooling rates clearly favour the orthorhombic L-phase formation. Interestingly, this phase does not occur in the equilibrium or metastable Al–Mn phase diagram [27, 28]. Nevertheless, it was found to coexist with the decagonal phase in a number of transition-modified aluminium alloys (mostly of ternary compositions) [49,50,51,52], including rapidly solidified Al–Mn alloys with Zn and Ni, as a product of metastable I-phase decomposition. The occurrence of an L-phase in binary Al–Mn alloys during casting at intermediate cooling rates may confirm that nucleation of this crystalline structure is a common step in the formation of particles characterised by quasicrystalline arrangement in Al–TM alloys. Nevertheless, it is surprising that the formation of the phase in the binary Al–Mn alloys was not demonstrated earlier. This is probably because the previously reported experiments were mostly dedicated to rapid or equilibrium solidification conditions. Only a few works study the solidification of Al–Mn alloys at intermediate cooling rates [25, 26]. Those, however, did not consider composition (6 at.% of Mn) and cooling rates (103 K/s) used in this work (conditions under which the L-phase was observed).
In the alloy modified by the addition of Fe, the formation of various phases was observed with increasing cooling rates. Al3(Mn, Fe) primary particles surrounded by the Al6(Mn, Fe) phase formed as a product of a peritectic reaction in the cast ingot and Ø 4 mm rod (Figs. 7a, 8). In the thinner samples, of Ø 2–3 mm, quasicrystalline particles including D-phase and traces of I-phase were detected. Some of these particles were surrounded by a layer of Al6(Mn, Fe) (Fig. 14a, b), suggesting that this intermetallic phase is also a product of a peritectic reaction, while decagonal and icosahedral phases form directly from the undercooled liquid as primary particles.

TEM bright field image revealing a D-phase and b I-phase particles surrounded by layer of crystalline intermetallic phase
In such a case, the higher cooling rates should suppress nucleation of the peritectic orthorhombic phase, resulting in microstructures consisting solely of a metastable quasicrystalline phase and aluminium matrix. Indeed, higher cooling rates of ~103 K/s are sufficient to form the I-phase particles in the vicinity of the Al solid solution. However, even in this case, the fraction of crystalline intermetallic phases was detected in the centre of casting characterised by coarse microstructure. Their structure could not be identified conclusively based on the collected electron and X-ray diffraction data. However, strong diffraction spots in the recorded electron diffraction patterns show pseudo-fivefold and aperiodic distribution characteristic for approximants of icosahedral and decagonal quasicrystals. Additionally, these strong spots do not lie on dense reciprocal axes as in the case of the hexagonal λ-Al4Mn phase (Fig. 4a). The amount of Al in the approximant phase exceeds 80 at.% (see Table 2). So far, only three types of Al–Mn–Fe ternary phases with Al content above 80 at.% have been reported in the literature including an orthorhombic Al6(Mn,Fe) compound, a hexagonal κ-phase which was considered earlier (Al81.4Mn15.0Fe3.6), and a Z-phase Al81.7Mn9.8Fe8.5 with unknown structure, found recently by Balentsky et al. [42]. Thus, this system requires further exploration, especially studies on the dependence of solidification conditions on the formation of new metastable phases. The obtained results imply that the formation of two-phase microstructure: I-phase + Al-fcc matrix (without intermetallic inclusions) in the studied alloy requires cooling rates above 103 K/s. The comparison of the obtained results with data concerning the effect of Be addition reported in the literature [34, 35] indicates that the promotion of I-phase formation is stronger in the latter case. Nevertheless, due to alloying with Fe, the quasicrystalline phase clearly enhances I-phase formation at intermediate cooling rates compared to the binary alloy.
Summary and conclusions
Alloys with two chemical compositions, 94Al–6Mn and 94Al–4Mn–2Fe, were prepared by suction casting technique to obtain rods with the following diameters: 1, 2, 3, and 4 mm (achievable cooling rates were in the range of ~103–4 K/s). Based on the performed investigations, the following conclusions were drawn:
-
As the rod diameter decreases, the cooling rate increases, which leads to changes in the sample phase composition.
-
The highest applied cooling rate was not sufficient to form an I-phase in the microstructure of the binary 94Al–6Mn alloy. Instead, an approximant of a decagonal phase with orthorhombic structure in the vicinity of the Al solid solution was observed. Based on the performed measurements, its presence in the microstructure did not contribute significantly to higher hardness in as-cast state.
-
With the addition of Fe (2 at.%) to the binary alloy, various metastable phases were formed in rods, including quasicrystalline particles and an approximant of the decagonal phase. This indicates the enhanced formation of quasicrystals in the Fe-modified alloy at intermediate cooling rates.
-
The thinnest ternary casting, containing I-phase particles, exhibits much higher hardness compared to the rods of the binary composition with the same diameter. The increase in hardness for the ternary alloy stems from the change in phase composition (formation of a quasicrystalline phase), as well as the fine size of formed particles (fine eutectic).
-
The minimum cooling rate required to obtain two-phase microstructure (I-phase + Al matrix) in the studied 94Al–4Mn–2Fe ternary alloy was estimated to be at least of ~103 K/s. So far, this allows formation of the desired microstructure in 1-mm-thick samples cast in copper moulds. The goal is to obtain I-phase particles in thin-walled products fabricated by die casting with wall thickness of 1–1.5 mm. Although the cooling rates are lower in this technique (typically between 50 and 500 K/s [53]), we anticipate that further studies will lead to the development of desired microstructure close to the upper limit of the required range. Currently, die casting is used to cast Al–Si, Al–Cu, and Al–Mg components [53], especially using 380 and 413 alloys with hardness around 0.8 GPa. Although much higher hardness was obtained in suction-cast rods (1.5 GPa), comparison between commercial equivalents is hardly possible due to different experimental conditions and resulting microstructures. However, the presented preliminary studies lead to interesting results and seem to indicate a promising research direction. Additionally, the DSC results indicated that the alloy exhibits good thermal resistance—the first exothermic reaction occurs at 673 K. The obtained results are also valuable concerning enhanced I-phase formation coupled with the elimination of carcinogenic Be. A significant change in microstructure (specifically I-phase formation) and hardness was induced by modification of Al–Mn alloys with more common and environmental friendly addition such as Fe, which is often present in the starting alloy as an impurity.
The development of new Al-alloys strengthened with a quasicrystalline phase in bulk form produced at intermediate cooling rates still remains a challenge. However, this work indicated the possibilities to enhance the I-phase formation in Al-rich alloys using non-toxic, easily accessible, and affordable additions.
References
Inoue A, Kong F, Zhu Sh, Liu ChT, Al-Marzoukic F (2015) Development and applications of highly functional al-based materials by use of metastable phases. Mater Res 18:1414–1425
Inoue A, Kimura H, Yamaura Sh (2003) Production and mechanical properties of aluminum alloys with dispersed nanoscale quasicrystalline and amorphous particles. Metals Mater Int 9:527–536
Pedrazzini S, Galano M, Audebert F, Collins DM, Hofmann F, Abbey B, Korsunsky AM, Lieblich M, Garcia Escorial A, Smith GDW (2016) Strengthening mechanisms in an Al–Fe–Cr–Ti nano-quasicrystalline alloy and composites. Mater Sci Eng A 672:175–183
Audebert F, Galano M, Triveńo Rios C, Kasama H, Peres M, Kiminami C, Botta WJ, Bolfarini C (2013) Nanoquasicrystalline Al–Fe–Cr–Nb alloys produced by powder metallurgy. J Alloy Compd 577:650–657
Watson TJ, Gordillo MA, Cernatescu I, Aindow M (2016) Structure and mechanical properties in a powder-processed icosahedral-phase-strengthened aluminum alloy. Scripta Mater 123:51–54
Dam K, Vojtech D, Prusa F (2013) Powder metallurgy Al–6Cr–2Fe–1Ti alloy prepared by melt atomization and hot ultra-high pressure compaction. Mater Sci Eng A 560:705–710
Vojtěch D, Michalcová A, Průša F, Dám K, Šedá P (2012) Properties of the thermally stable Al95Cr3.1Fe1.1Ti0.8 alloy prepared by cold-compression at ultra-high pressure and by hot-extrusion. Mater Charact 66:83–92
Stan-Głowińska K, Lityńska-Dobrzyńska L, Morgiel J, Góral A, Gordillo MA, Wiezorek JM (2017) Enhanced thermal stability of a quasicrystalline phase in rapidly solidified Al–Mn–Fe–X alloys. J Alloy Compd 702:216–228
Coury FG, Kiminamib CS, Botta WJ, Bolfarini C, Kaufman MJ (2016) Design and production of Al–Mn–Ce alloys with tailored properties. Mater Des 110:436–448
Inoue A, Kimura H, Sasamori K, Masumoto T (1996) High Mechanical strength of Al-(V, Cr, Mn)-(Fe, Co–Ni) quasicrystalline alloys prepared by rapid solidification. Mater Trans JIM 37:1287–1292
Galano M, Audebert F, Garcıa Escorial A, Stone IC, Cantor B (2009) Nanoquasicrystalline Al–Fe–Cr-based alloys. Part II. Mechanical properties. Acta Mater 57:5120–5130
Chlupova A, Chlup Z, Kruml T (2016) Fatigue properties and microstructure of quasicrystalline AlFeCrTi alloy. Int J Fatigue 91:251–256
Cavojsky M, Baloga M, Dvorak J, Illekova E, Svec P, Krizik P, Janickovic D, Simancik F (2012) Microstructure and properties of extruded rapidly solidified AlCr4.7Fe1.1Si0.3 (at.%) alloys. Mater Sci Eng A 549:233–241
Triveno Rios C, Bolfarini C, Botta F, Kiminami cs (2007) Rapidly solidified Al92Fe3Cr2Mn3 alloy. Mater Sci Eng A 449–451:1057–1061
Bončina T, Markoli B, Zupanič F (2012) Effect of cooling rate on the microstructure of an Al94Mn2Be2Cu2 alloy. METABK 51(2):167–170
Rozman N, Boncina T, Anzel I, Zupanic F (2008) The influence of cooling rate on the microstructure of an Al–Mn–Be alloy. METABK 42:65–68
Markoli B, Delijić K, Štrekelj N, Naglič I (2014) Influence of cooling rate and alloying elements on the microstructure of the Al–Mn-based alloy. Contemp Mater 1:30–36
Schurack F, Eckert J, Schultz L (2001) Synthesis and mechanical properties of cast quasicrystal-reinforced Al-alloys. Acta Mater 49:1351–1361
Shechtman D, Blech I, Gratias D, Cahn JW (1984) Metallic phase with long-range orientational order and no translational symmetry. Phys Rev Lett 53:1951–1953
Field RD, Fraser HL (1985) Precipitates possessing icosahedral symmetry in a rapidly solidified Al–Mn alloy. Mater Sci Eng 68:L17–L21
Bendersky L (1985) Icosahedral Al–Mn and related phases: resemblance in structure. Scripta Metal Mater 19:909–914
Bendersky L (1985) Quasicrystal with one-dimensional translational symmetry and a tenfold rotation axis. Phys Rev Lett 55:1461–1463
Kimura K, Hashimoto T, Suzuki K, Nagayama K, Ino H, Takeuchi S (1986) Structure and stability of quasicrystalline Al–Mn alloys. J Phys Soc Jpn 55:534–543
Inoue A, Arnberg L, Lehtinen B, Oguchi M, Masumoto T (1986) Compositional analysis of the icosahedral phase in rapidly quenched Al–Mn and Al–V Alloys. Metall Trans A 17A:1657
Juarez-Islas JA, Warrington DH, Jones H (1989) Formation of stable and metastable phases in Al–Mn alloys by the use of a gravity chill casting technique. J Mater Sci 24:2076–2080. doi:10.1007/BF02385424
Herlach DM, Gillessen F, Volkmann T, Wollgarten M, Urban K (1992) Phase selection in undercooled quasicrystal-forming Al–Mn alloy melts. Phys Rev B 46:5203–5210
McAlister AJ, Murray JL (1987) The (Al–Mn) aluminum–manganese system. Bull Alloy Phase Diagr 8:438–447
Murray JL, McAlister AJ, Schaefer RJ, Bendersky LA, Biancaniello FS, Moffat DL (1987) Stable and metastable phase equilibria in the Al–Mn system. Metall Trans A 18A:385–391
Saksl K, Vojtech D, Franz H (2007) Quasicrystal-crystal structural transformation in Al-5 wt%Mn alloy. J Mater Sci 42:7198–7201. doi:10.1007/s10853-006-1425-5
Cantor B (1986) Fundamentals of rapid solidification. In Sahm PR, Jones H, Adam CM (eds.), Science and technology of the undercooled melt: rapid solidification materials and technologies, Series E: applied science 114
Schaefer RJ, Bendersky LA, Shechtman D, Boettinger WJ, Biancaniello FS (1986) Icosahedral and decagonal phase formation in Al–Mn alloys. Metall Trans A 17:2117–2125
Song GS, Fleury E, Kim SH, Kim WT, Kim DH (2002) Enhancement of the quasicrystal-forming ability in Al-based alloys by Be-addition. J Alloy Compd 342:251–255
Kim SH, Song GS, Fleury E, Chattopadhyay K, Kim WT, Kim DH (2002) Icosahedral quasicrystalline and hexagonal approximant phases in the Al–Mn–Be alloy system. Philos Mag A 82:1495–1508
Chang HJ, Fleury E, Song GS, Lee MH, Kim WT, Kim DH (2004) Microstructure modification and quasicrystalline phase formation in Al–Mn–Si–Be cast alloys. Mater Sci Eng A 375–377:992–997
Chang HJ, Fleury E, Song GS, Kim WT, Kim DH (2004) Formation of quasicrystalline phases in Al-rich Al–Mn–Be alloys. J Non Cryst Solids 334&335:12–16
Boncina T, Markoli B, Zupanic F (2009) Characterization of cast Al86Mn3Be11 alloy. J Microsc 233:364–371
Inoue A, Watanabe M, Kimura H, Takahashi F, Nagata A, Masumoto T (1992) High mechanical strength of quasicrystalline phase surrounded by fcc-Al phase in rapidly solidified Al–Mn–Ce Alloys. Mater Trans JIM 33(8):723–729
Coury FG, Botta WJ, Bolfarini C, Kiminami CS, Kaufman MJ (2015) Reassessment of the effects of Ce on quasicrystal formation and microstructural evolution in rapidly solidified Al–Mn alloys. Acta Mater 98:221–228
Gordillo MA, Cernatescu I, Aindow TT, Watson T, Aindow JM (2014) Phase stability in a powder-processed Al–Mn–Ce alloy. J Mater Sci 49:3742–3754. doi:10.1007/s10853-014-8086-6
Jun JH, Kim JM, Kim KT, Jung WJ (2007) Fabrication and mechanical properties of quasicrystal-reinforced Al–Mn–Mm alloys. Mater Sci Eng A 449–451:979–982
Pavlyuchkov D, Balanetskyy S, Kowalski W, Surowiec M, Grushko B (2009) Stable decagonal quasicrystals in the Al–Fe–Cr and Al–Fe–Mn alloy systems. J Alloy Compd 477:L41–L44
Balanetskyy S, Pavlyuchkov D, Velikanova T, Grushko B (2015) The Al-rich region of the Al–Fe–Mn alloy system. J Alloy Compd 619:211–220
Kozieł T (2015) Estimation of cooling rates in suction casting and copper-mold casting processes. Arch Metall Mater 60:767–771
Pawlik P, Pawlik K, Przybył A (2008) Investigation of the cooling rate in the suction casting process. Rev Adv Mater Sci 18:81–84
Jones H (1982) Rapid solidification of metals and alloys. Institution of Metallurgists, London
Kreiner G, Franzen HF (1997) The crystal structure of λ-Al4Mn. J Alloy Compd 261:83–104
Belov NA, Eskin DG, Aksenov AA (2005) multicomponent phase diagrams: applications for commercial aluminum alloys. Elsevier, Oxford, pp 10–12
Sato A, Yamamoto A, Li XZ, Hiraga K, Haibach T, Steurer W (1997) A new hexagonal κ phase of Al–Cr–Ni. Acta Cryst C53:1531–1533
Bendersky LA, Roth RS, Ramon JT, Shechtman D (1991) Crystallographic characterization of some intermetallic compounds in the Al–Cr System. Metall Trans A 22:5–10
Deng DW, Mo ZM, Kuo KH (2004) Crystal structure of the orthorhombic Al4(Cr, Fe) approximant of the Al–Cr–Fe decagonal quasicrystal. J Phys Condens Matter 16:2283–2296
Singh A, Ranganathan S (1994) Rational approximants to the decagonal phase in Al–Mn–M (M=Ni, Cu, Zn) systems. Mater Sci Eng A 181(182):754–757
Singh A, Ranganathan S, Bendersky LA (1997) Quasicrystalline phases and their approximants in Al–Mn–Zn alloys. Acta Mater 45:5327–5336
Davis JR (1993) Selection and application of aluminum alloys. In: Davis JR (ed) Aluminum and aluminum alloys. ASM International, Russell Township, pp 59–198
Acknowledgements
This work was financially supported by the National Science Centre Poland within Project No. 2012/07/N/ST8/03922.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Stan-Głowińska, K., Rogal, Ł., Góral, A. et al. Formation of a quasicrystalline phase in Al–Mn base alloys cast at intermediate cooling rates. J Mater Sci 52, 7794–7807 (2017). https://doi.org/10.1007/s10853-017-1011-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-017-1011-z